
In Situ X-ray Synchrotron Radiation Analysis, Tensile- and Biodegradation Testing of Redox-Alloyed and Sintered MgCa-Alloy Parts Produced by Metal Injection Moulding

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
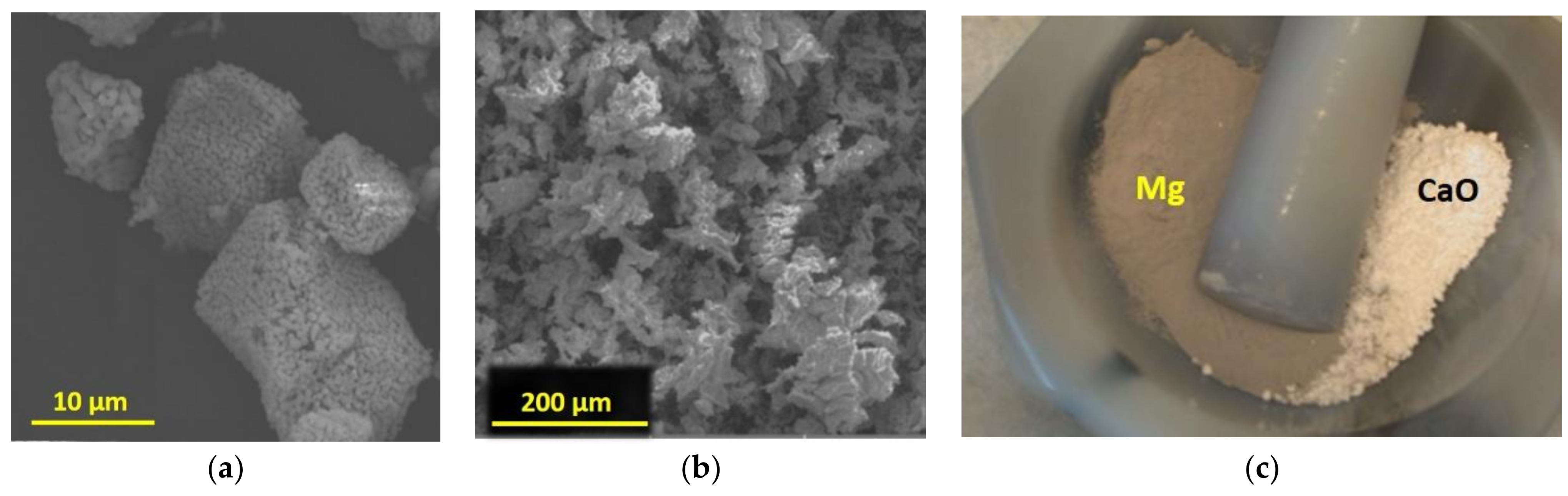
2.1. Powder: Production and Handling
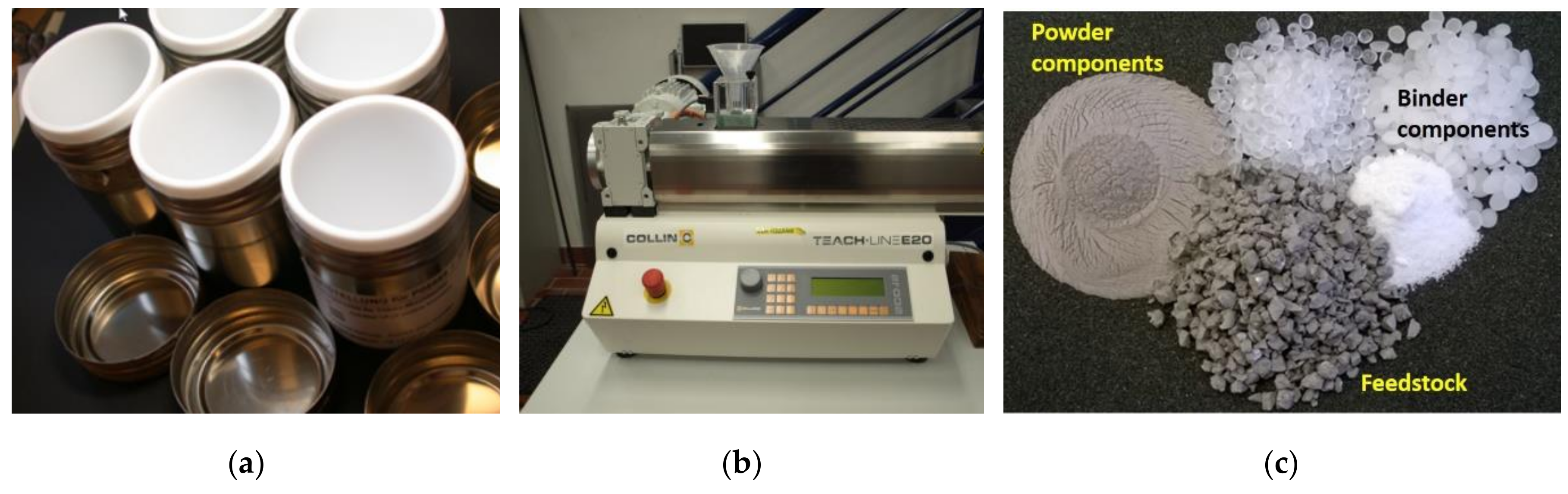
2.2. Feedstock Preparation
2.3. Metal Injection Moulding (MIM)
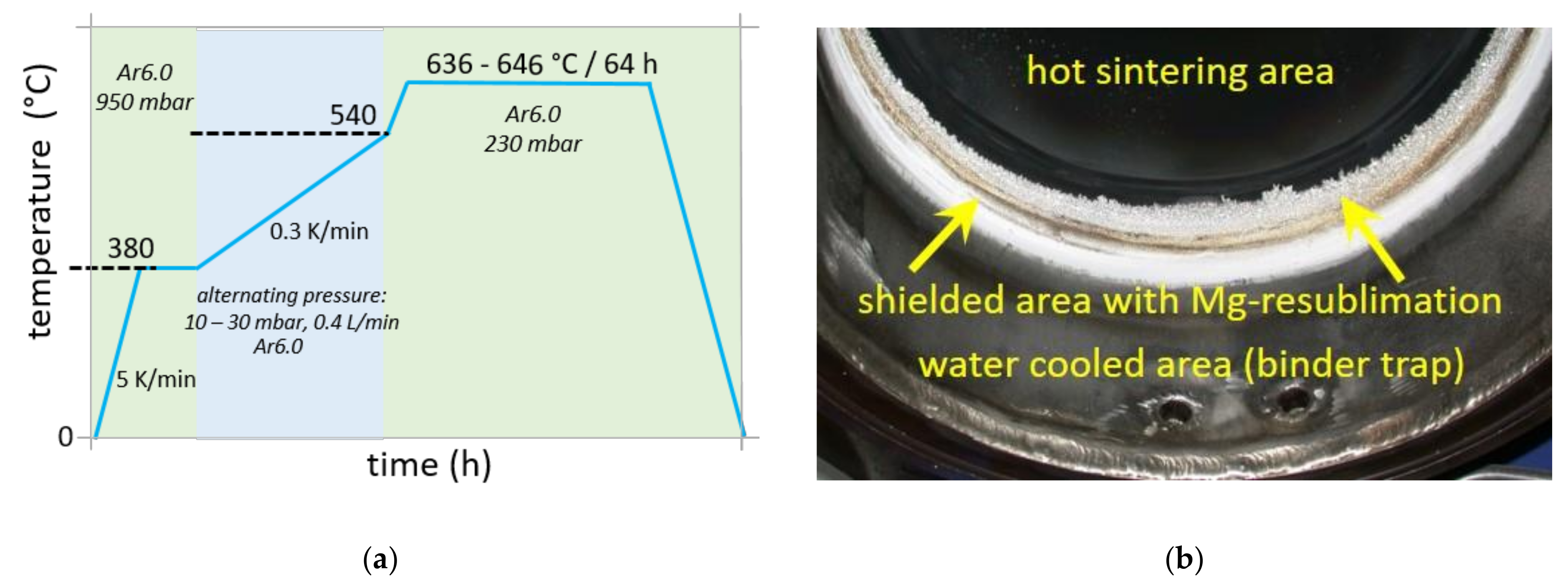
2.4. Debinding and Sintering
2.5. Preparation of Biodegradation Test Specimen
2.6. Immersion Test Setup
2.7. Characterisation Methods
3. Results and Discussion
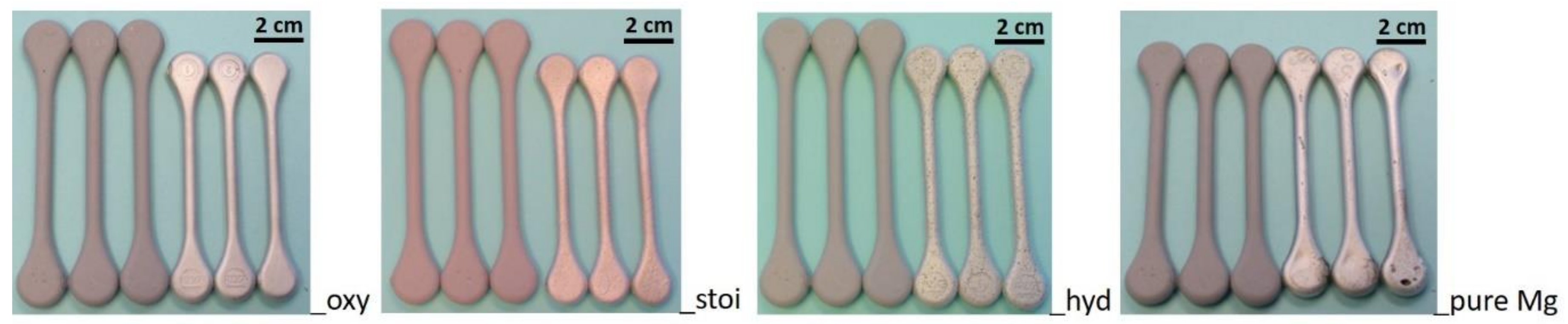
3.1. Shrinkage and Residual Porosity
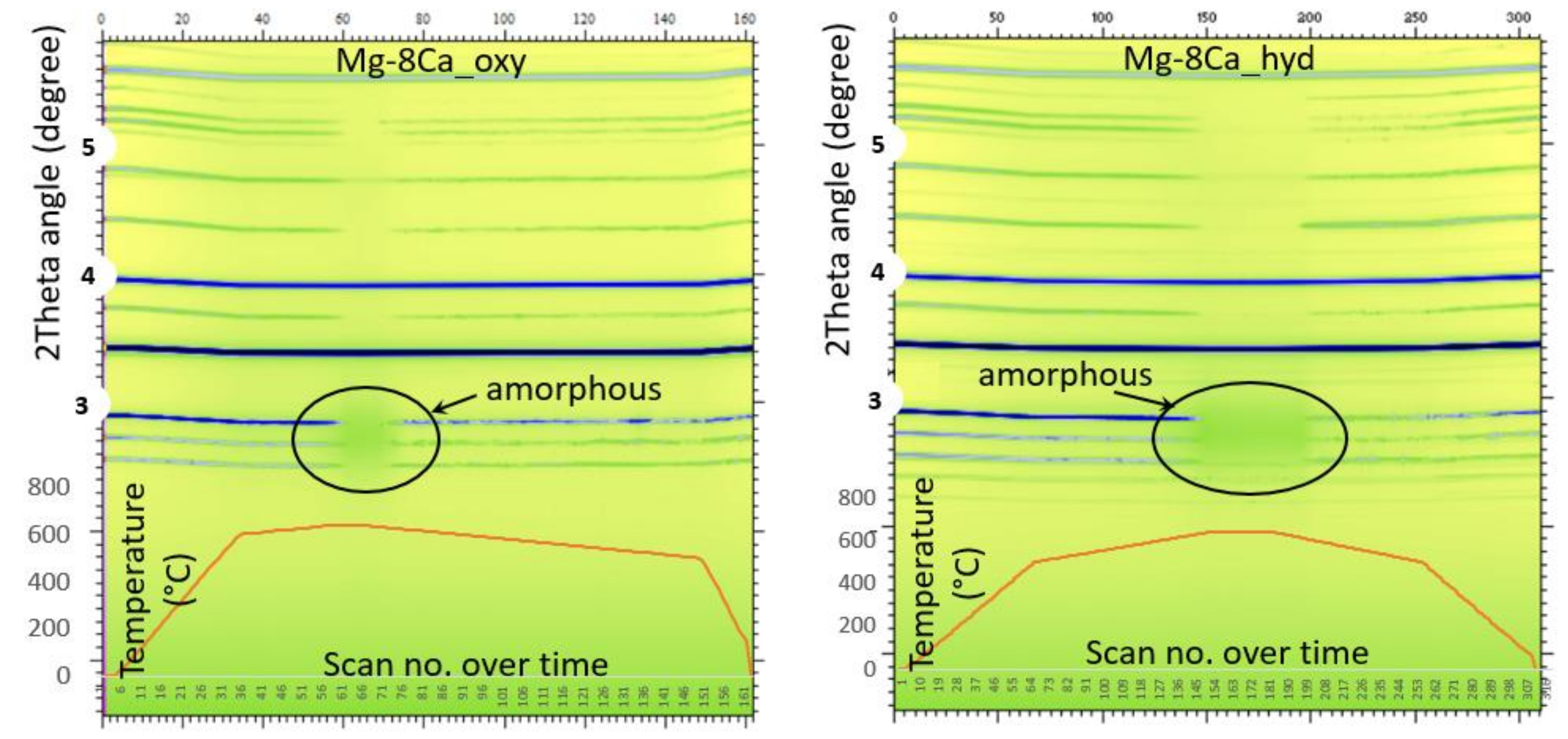
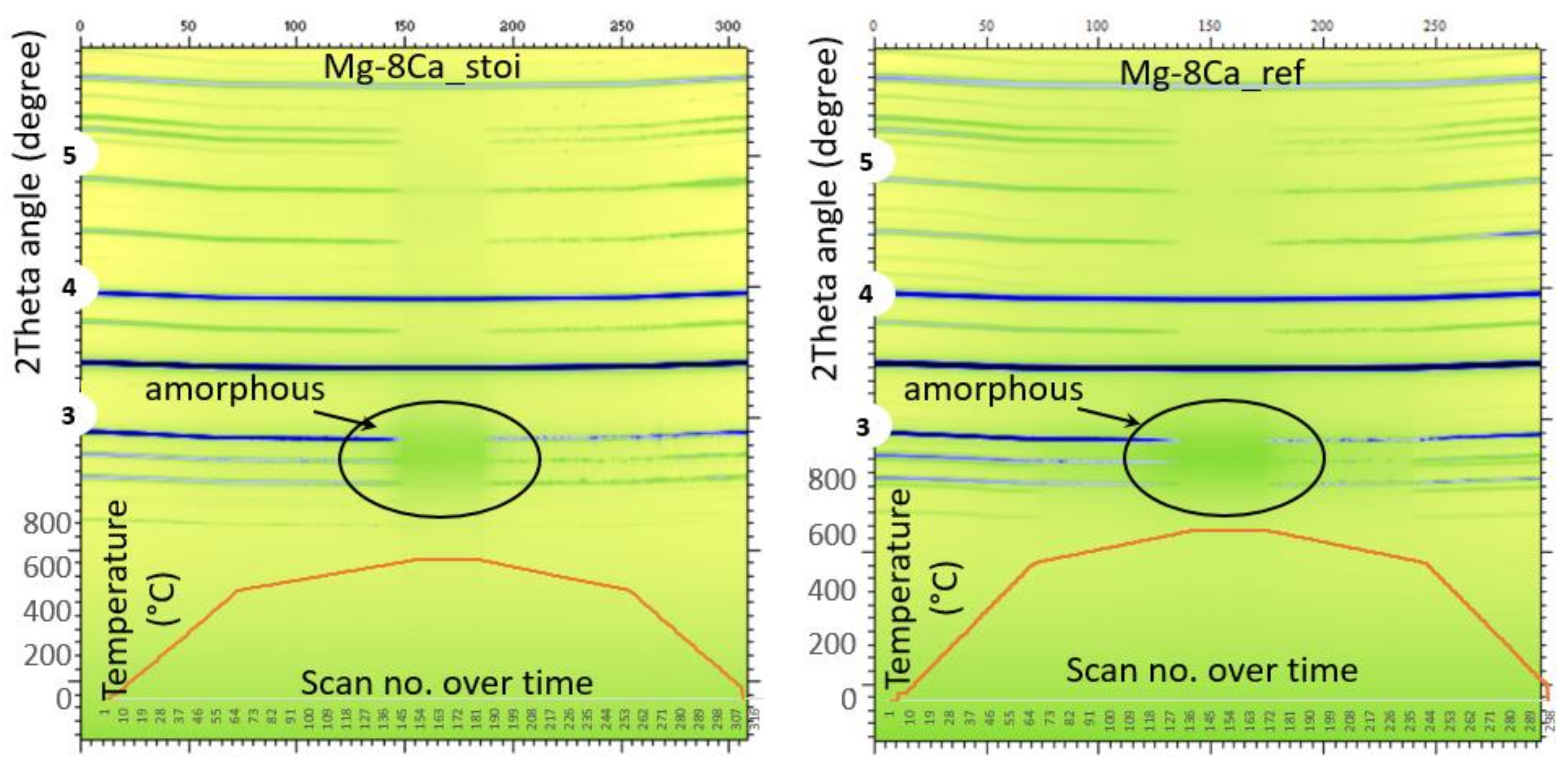
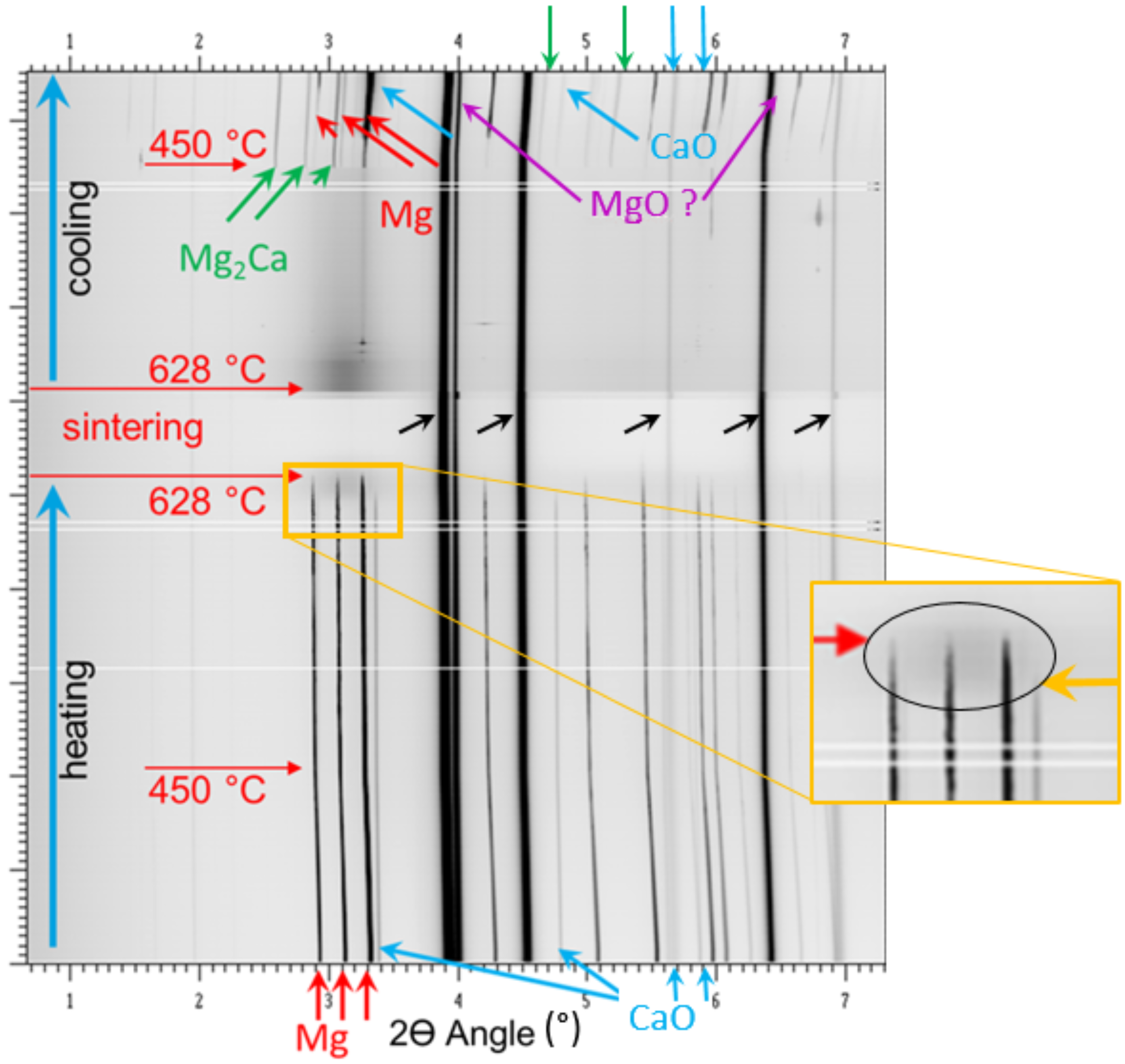
3.2. In Situ Synchrotron X-ray Diffraction
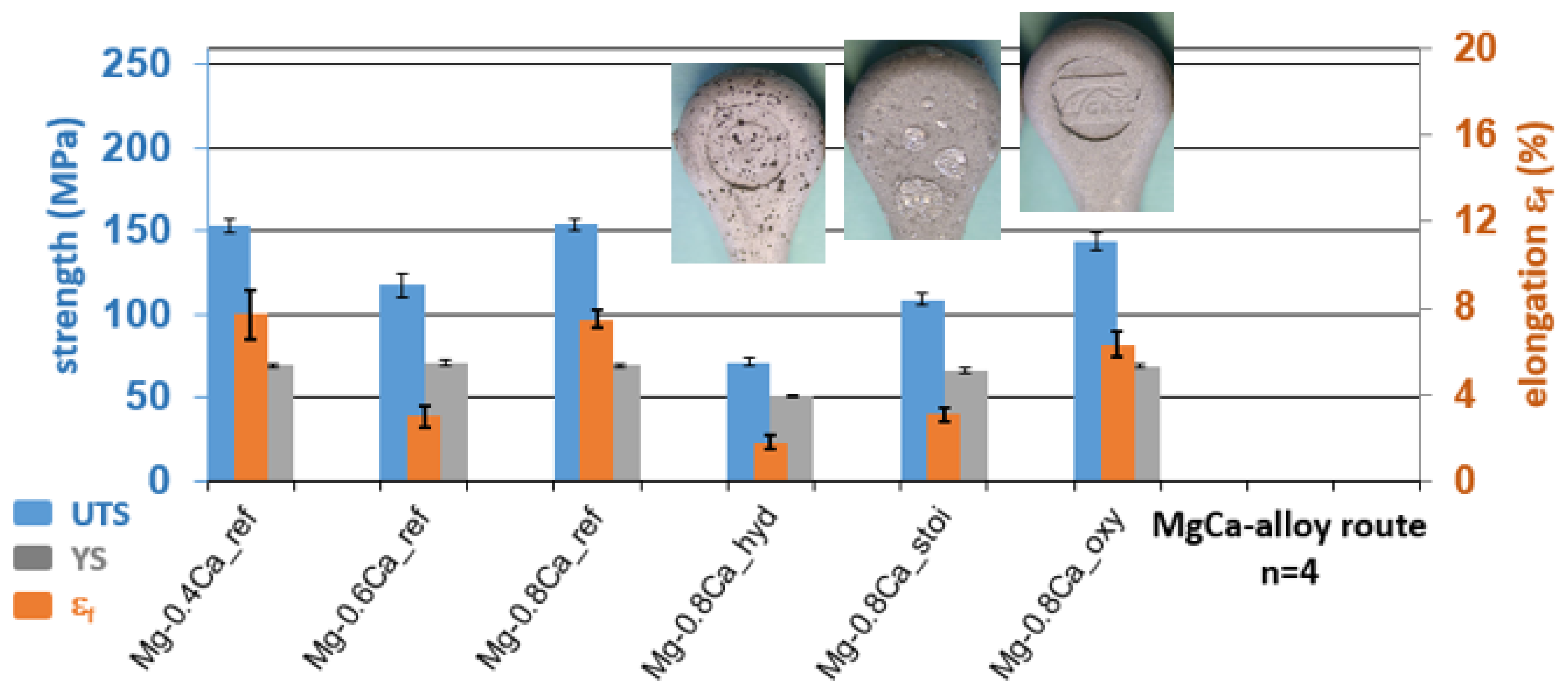
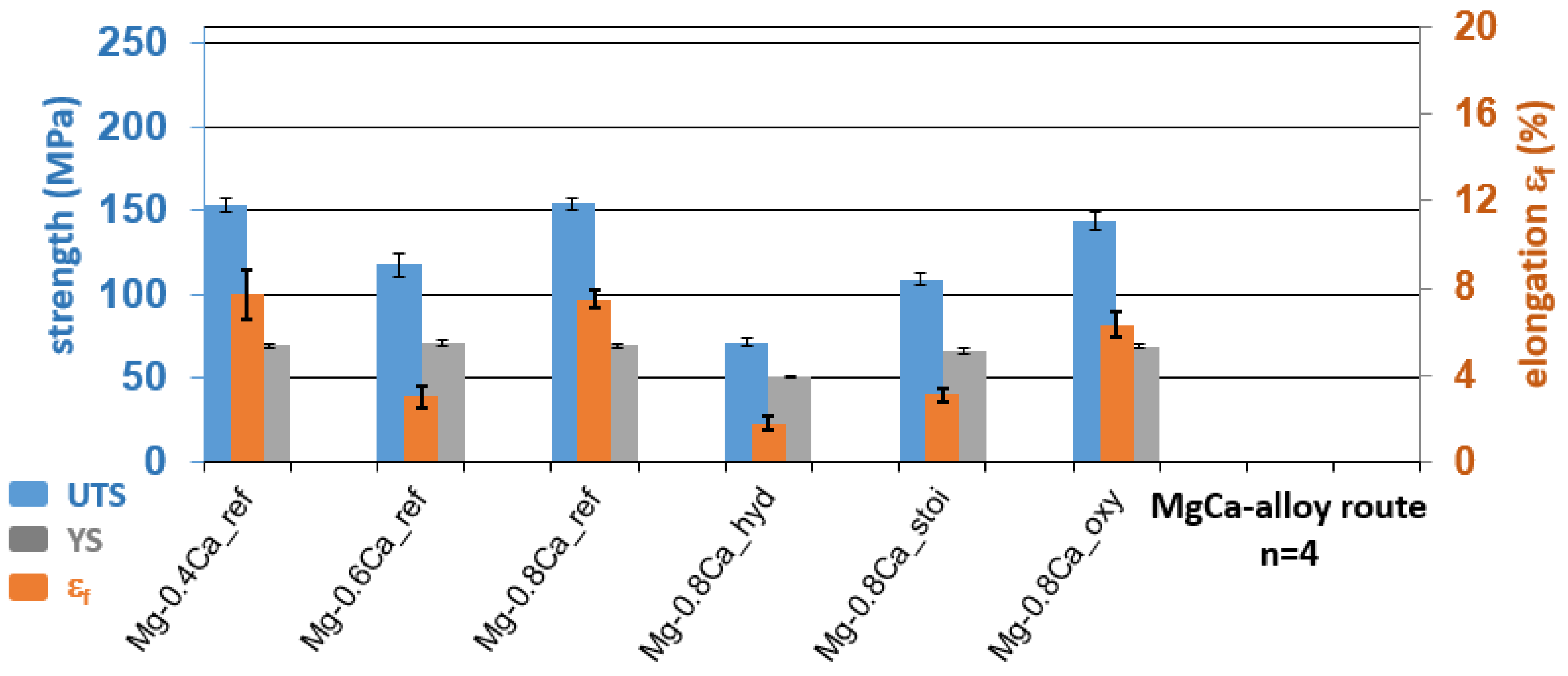
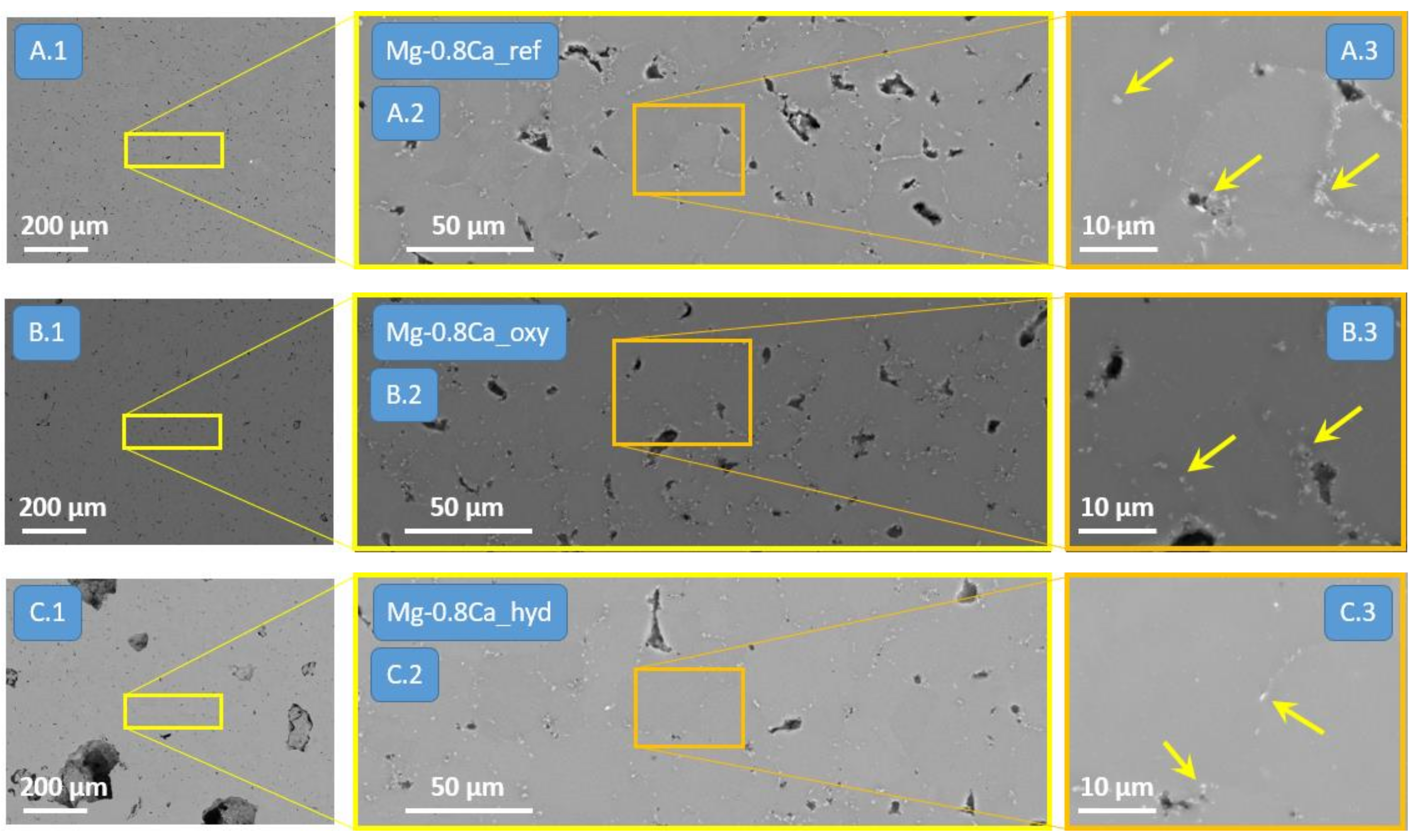
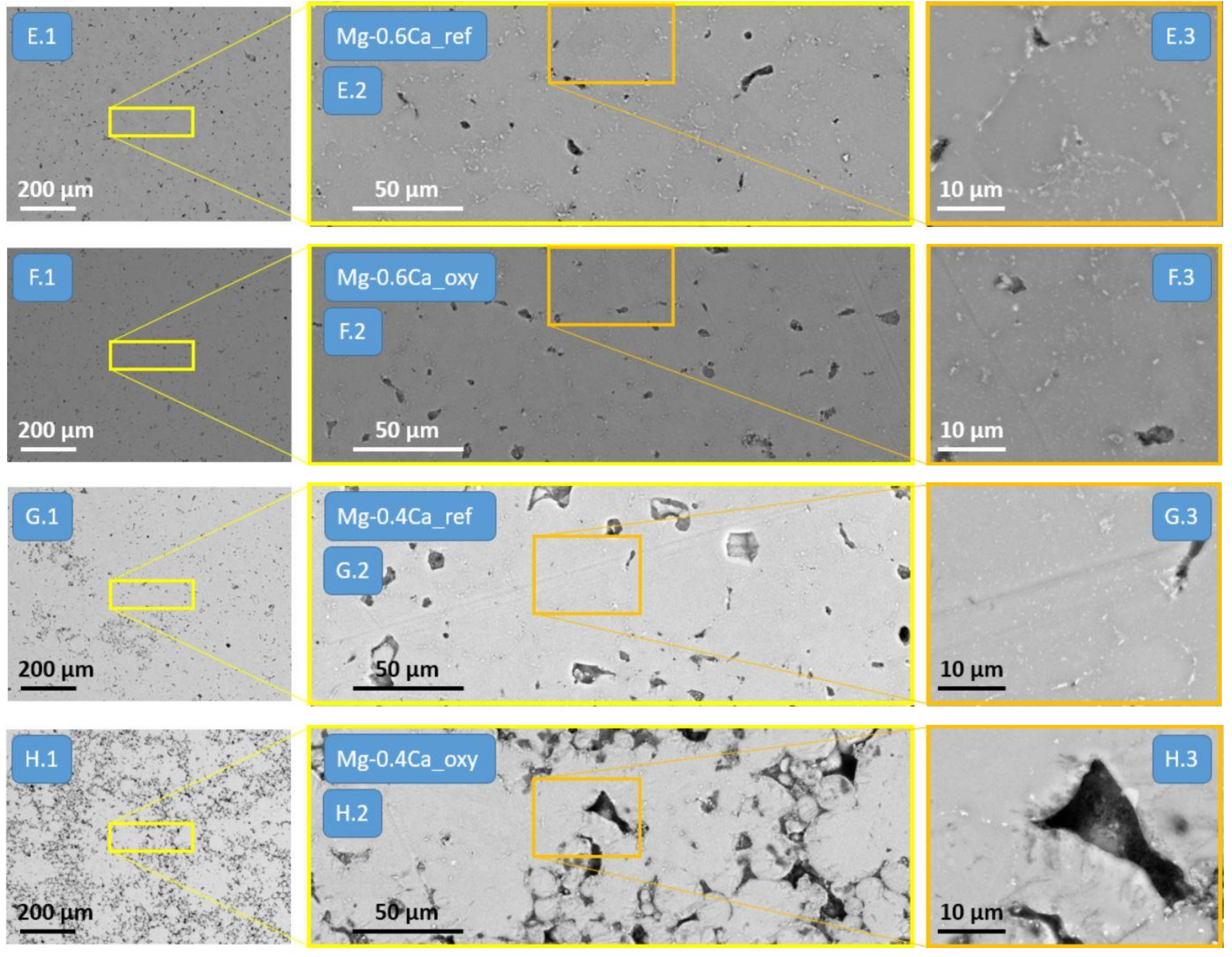
3.3. Mechanical Properties and Microstructure
3.4. Biodegradation Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| MIM | metal injection moulding |
| PM | powder metallurgy |
| MAP | master alloy powder |
| UTS | ultimate tensile strength |
| YS | yield strength |
| _oxy | oxide route |
| _hyd | hydride route |
| _stoi | stoichiometric route |
| _ref | reference route |
| PW 58 | paraffin wax, melting point 58 °C |
| PW 57 | paraffin wax, melting point 53 °C |
| StA | stearic acid |
| PPcoPE | polypropylene-copolymer-polyethylene |
| PTFE | polytetrafluoroethylene |
| DMEM | Dulbecco’s Modified Eagle Medium |
| FBS | Fetal Bovine Serum |
| SEM | scanning electron microscopy |
| EDX | Energy Dispersive X-ray |
| DESY | Deutsches Elektronen Synchrotron |
| ICP-OES | Inductively Coupled Plasma- Optical Emission Spectroscopy |
| Ar6.0 | Argon, purity 99.99990% |
References
- Li, Z.; Gu, X.; Lou, S.; Zheng, Y. The development of binary Mg-Ca alloys for use as biodegradable materials within bone. Biomaterials 2008, 29, 1329–1344. [Google Scholar] [CrossRef] [PubMed]
- Wolff, M.; Bischof, C.; Dahms, M.; Ebel, T.; Klassen, T. Production of biodegradable Mg-09Ca implants by Powder Injection Moulding (PIM). In Proceedings of the 9th International Conference on Magnesium and Their Applications, Vancouver, BC, Canada, 8–12 July 2012; Poole, W.J., Kainer, K.U., Eds.; p. 102. [Google Scholar]
- Salahshoor, M.; Guo, Y. Biodegradable Orthopedic Magnesium-Calcium (MgCa) Alloys, Processing, and Corrosion Performance. Materials 2012, 5, 135–155. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Crimu, C.; Antoniac, V.I.; Focșăneanu, S.C.; Cristea, D.P.; Istrate, B.; Munteanu, C.; Earar, K. The Study of Microstructure of The MgCa Alloys in Their Use in Biodegradable Orthopedic Implants. Adv. Mater. Res. 2014, 1036, 207–211. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, G.; Luo, H.; He, F.; Huang, Y.; Zhou, X. Preparation and characterization of a new biomedical magnesium–calcium alloy. Mater. Des. 2008, 29, 2034–2037. [Google Scholar] [CrossRef]
- Kim, W.C.; Kim, J.G.; Lee, J.Y.; Seok, H.K. Influence of Ca on the corrosion properties of magnesium for biomaterials. Mater. Lett. 2008, 62, 4146–4148. [Google Scholar] [CrossRef]
- Bram, M.; Ebel, T.; Wolff, M.; Barbosa, A.P.C.; Tuncer, N. Chapter 18—Applications of powder metallurgy in biomaterials. In Advances in Powder Metallurgy; Chang, I., Zhao, Y., Eds.; Woodhead Publishing Limited: Oxford, UK, 2013; p. 537ff. ISBN 978-0-85709-420-9. [Google Scholar]
- Wolff, M.; Dahms, M.; Ebel, T. Sintering of Magnesium. Adv. Eng. Mater. 2010, 12, 829–836. [Google Scholar] [CrossRef]
- Barin, I.; Knacke, O.; Kubaschewski, O. Thermochemical Properties of Inorganic Substances; Springer: Berlin/Heidelberg, Germany, 1977. [Google Scholar]
- Chase, M.W., Jr. JANAF Thermochemical Tables Third Edition. J. Phys. Chem. Ref. Data 1985, 14, part II. 927–1856. [Google Scholar]
- Song-Mao, L.; Kozlov, A.; Schmid-Fetzer, R. The Mg–Ca–O system: Thermodynamic analysis of oxide data and melting/solidification of Mg alloys with added CaO. Int. J. Mater. Res. 2018, 109, 185–200. [Google Scholar]
- Wiese, B. The Effect of CaO on Magnesium and Magnesium Calcium Alloys. Ph.D. Thesis, Clausthal University of Technology, Clausthal-Zellerfeld, Germany, 2016. [Google Scholar]
- Wolff, M.; Schaper, J.G.; Dahms, M.; Ebel, T.; Kainer, K.U.; Klassen, T. Magnesium Powder Injection Moulding for biomedical application. Powder Metall. 2014, 57, 331–340. [Google Scholar] [CrossRef]
- Wolff, M.; Schaper, J.G.; Suckert, M.R.; Dahms, M.; Ebel, T.; Willumeit-Römer, R.; Klassen, T. Magnesium Powder Injection Moulding (MIM) of Orthopedic Implants for Biomedical Applications. JOM 2016, 68, 1191–1197. [Google Scholar] [CrossRef]
- Wolff, M.; Luczak, M.; Schaper, J.G.; Wiese, B.; Dahms, M.; Ebel, T.; Willumeit, R.; Klassen, T. In Vitro biodegradation testing of Mg-alloy EZK400 and manufacturing of implant prototypes using PM (powder metallurgy) methods. Bioact. Mater. 2018, 3, 213–217. [Google Scholar] [CrossRef] [PubMed]
- Wolff, M.; Mesterknecht, T.; Bals, A.; Ebel, T.; Willumeit-Römer, R. FFF of Mg-Alloys for Biomedical Application. In Magnesium Technology 2019; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Wolff, M.; Buresch, H.; Bals, A.; Mesterknecht, T.; Ebel, T.; Willumeit-Römer, R.W.; Klassen, T. Magnesium Alloys Processed By Fused Filament Fabrication (FFF). In Proceedings of the Euro PM2019 Proceedings, Maastricht, The Netherlands, 13–16 October 2019. [Google Scholar]
- Nidadavolu, E.P.S. Deradation Behavior of Mg-Ca Alloys. Ph.D. Thesis, Christian-Albrechts-Universität, Kiel, Germany, 2021. [Google Scholar]
- Nidadavolu, E.P.S.; Feyerabend, F.; Ebel, T.; Willumeit-Römer, R.; Dahms, M. On the Determination of Magnesium Degradation Rates under Physiological Conditions. Materials 2016, 9, 627. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hillis, J.E.; Reichek, K.N. Soc Auto Engineers Technical Paper Series #860288; SAE International: Detroit, MI, USA.
- Hillis, J.E.; Murray, R.W. Proceedings of the SDCE 14th International Die Casting Congress and Exposition, Toronto, ON, Canada, 11–14 May 1987. Paper No. G-T87-003.
- Atrens, A.; Liu, M.; Abidin, N.I. Corrosion mechanism applicable to biodegradable magnesium implants. Mater. Sci. Eng. B 2011, 176, 1609–1636. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg-Compound (g) | Ca-Compound (g) | Blend | Route |
|---|---|---|---|
| pure Mg (275 g) | CaO (3.125 g) | Mg-0.8Ca_oxy | oxide |
| pure Mg (275 g) | CaH2 (2.325 g) | Mg-0.8Ca_hyd | hydride |
| pure Mg (275 g) | CaO (1.55 g) + CaH2 (1.16 g) | Mg-0.8Ca_stoi | stoichiometic |
| pure Mg (260.5 g) | Mg-5Ca (46.0 g) | Mg-0.8Ca_ref | reference |
| pure Mg | - | Mg | control |
| Mg-Compound (g) | Ca-Compound (g) | Blend | Route |
|---|---|---|---|
| pure Mg (275 g) | CaO (1.563 g) | Mg-0.4Ca_oxy | oxide |
| pure Mg (265 g) | Mg-10Ca (11.5 g) | Mg-0.4Ca_ref | reference |
| pure Mg (275 g) | CaO (2.35 g) | Mg-0.6Ca_oxy | oxide |
| pure Mg (270.5 g) | Mg-10Ca (17.5 g) | Mg-0.6Ca_ref | reference |
| Binder Component (wt%) | Abbreviation | Manufacturer |
|---|---|---|
| paraffin wax (50 wt%) | PW 58 | Merck |
| paraffin wax (10 wt%) | PW 57 | Merck |
| stearic acid (5 wt%) | StA | Merck |
| Polypropylene-copolymer-polyethylene (35 wt%) | PPcoPE | 1 |
| Sintered Mg-Blend | Shrinkage sf | Residual Porosity Px | Route |
|---|---|---|---|
| Mg-0.8Ca_oxy | 12.0% | 2.1% ± 1.4% | oxide |
| Mg-0.8Ca_hyd | 8.9% | 3.3% ± 1.9% | hydride |
| Mg-0.8Ca_stoi | 11.6% | 3.0% ± 1.0% | stoichimetric |
| Mg-0.8Ca_ref | 11.0% | 1.8% ± 1.0% | reference |
| pure Mg | 4.1% | 22% ± 0.5% | control |
| Powder | Fe (mg/kg) | Cu (mg/kg) | Ni (mg/kg) |
|---|---|---|---|
| Pure Mg | 39 | 3 | 3 |
| Mg-5Ca (MAP) | 15 | 10 | 3 |
| Mg-10Ca (MAP) | 21 | 13 | 2 |
| Sintered MIM-MgCa-Blend (n = 8) | Mean Degradation Rate (mm/a) | Residual Porosity Px (%) |
|---|---|---|
| Mg-0.4Ca_ref | 0.51 ± 0.09 | 4.9 ± 0.4 |
| Mg-0.4Ca_oxy | - | 14.1 ± 1.3 |
| Mg-0.6Ca_ref | 0.32 ± 0.16 | 1.4 ± 0.3 |
| Mg-0.6Ca_oxy | 0.25 ± 0.04 | 2.0 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolff, M.; Helmholz, H.; Luczak, M.; Strerath, D.; Ebel, T.; Willumeit-Römer, R. In Situ X-ray Synchrotron Radiation Analysis, Tensile- and Biodegradation Testing of Redox-Alloyed and Sintered MgCa-Alloy Parts Produced by Metal Injection Moulding. Metals 2022, 12, 353. https://doi.org/10.3390/met12020353
Wolff M, Helmholz H, Luczak M, Strerath D, Ebel T, Willumeit-Römer R. In Situ X-ray Synchrotron Radiation Analysis, Tensile- and Biodegradation Testing of Redox-Alloyed and Sintered MgCa-Alloy Parts Produced by Metal Injection Moulding. Metals. 2022; 12(2):353. https://doi.org/10.3390/met12020353
Chicago/Turabian StyleWolff, Martin, Heike Helmholz, Monika Luczak, Daniel Strerath, Thomas Ebel, and Regine Willumeit-Römer. 2022. "In Situ X-ray Synchrotron Radiation Analysis, Tensile- and Biodegradation Testing of Redox-Alloyed and Sintered MgCa-Alloy Parts Produced by Metal Injection Moulding" Metals 12, no. 2: 353. https://doi.org/10.3390/met12020353