
Effects of Long-Term Service on Microstructure and Impact Toughness of the Weld Metal and Heat-Affected Zone in CrMoV Steel Joints


Abstract
:1. Introduction
2. Materials and Methods
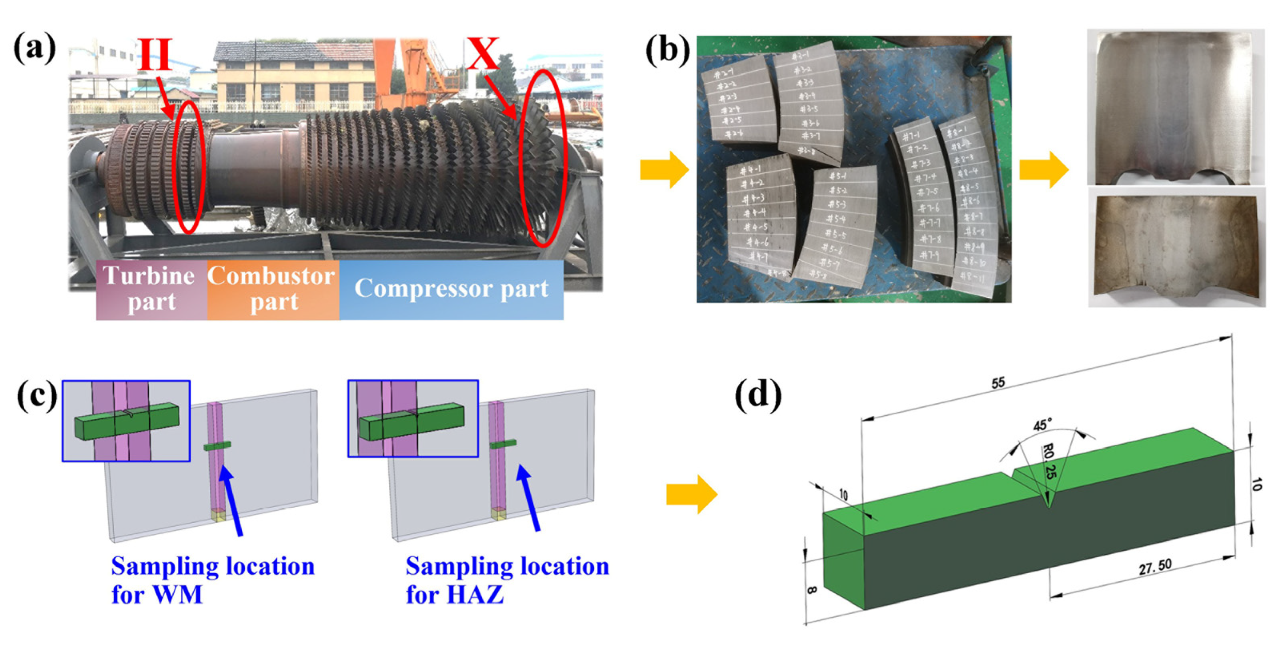
2.1. Materials
2.2. Microstructure
2.3. Toughness Tests
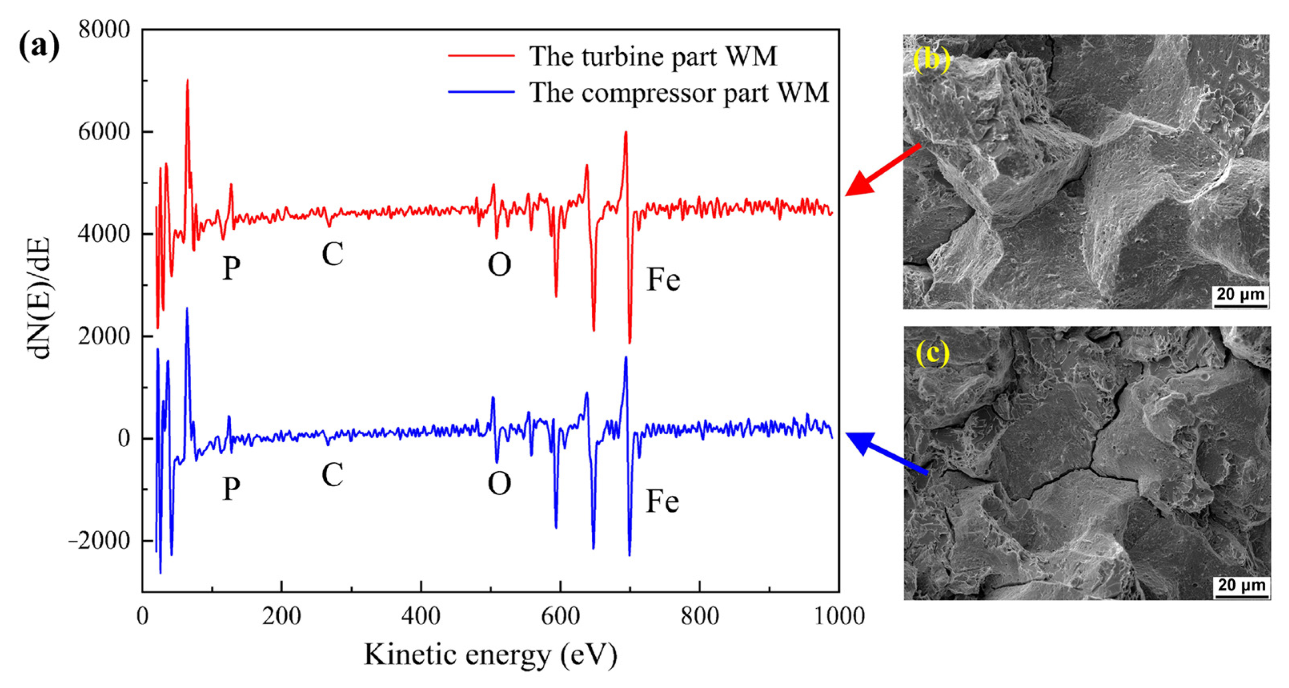
2.4. Auger Electron Spectroscopy Analysis
3. Results and Discussion
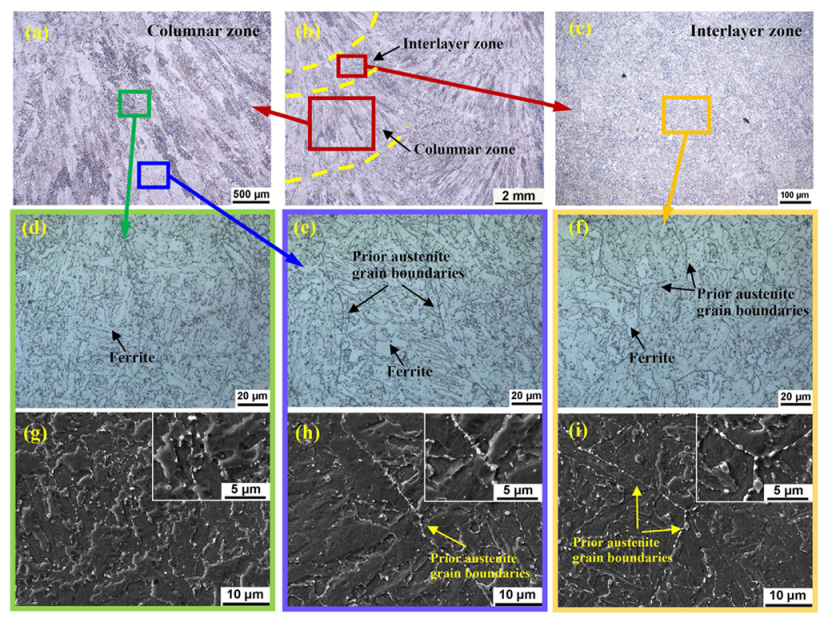
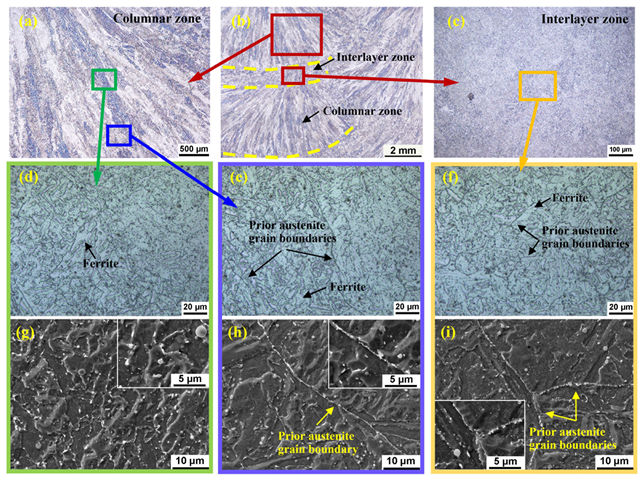
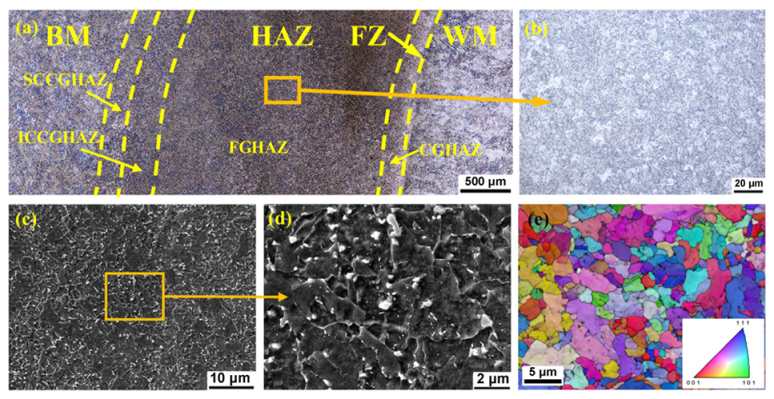
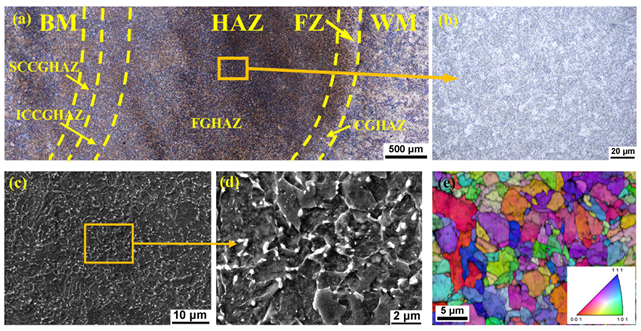
3.1. Microstructure
3.2. Impact Energy and FATT50
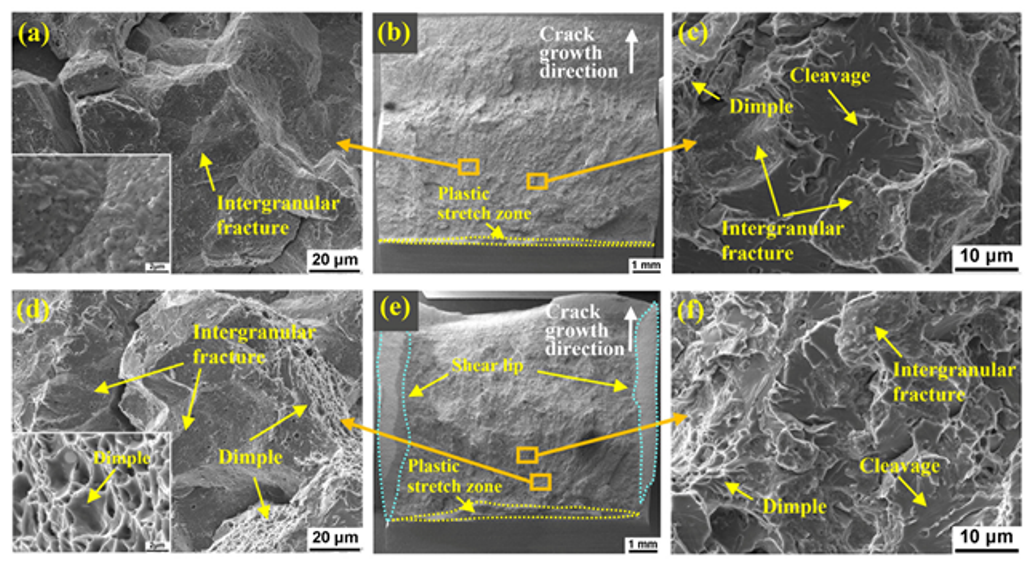
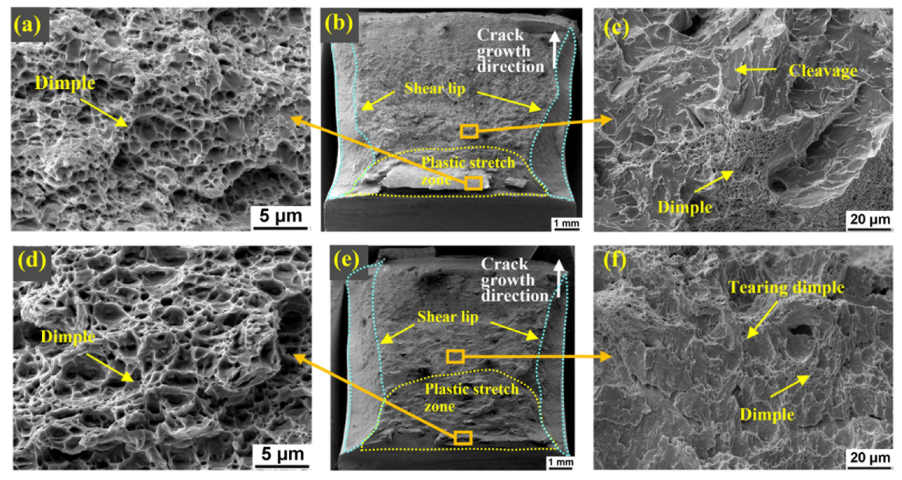
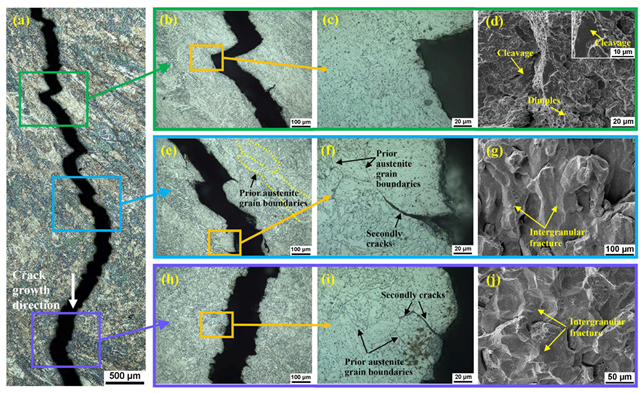
3.3. Fracture Morphology and Crack Growth Path
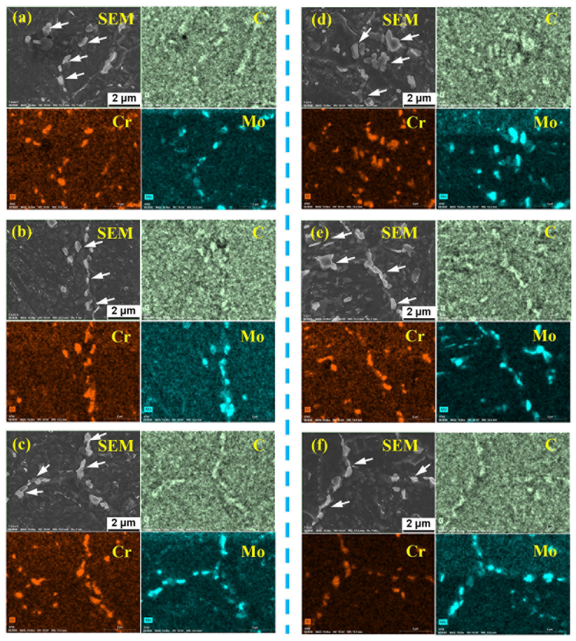
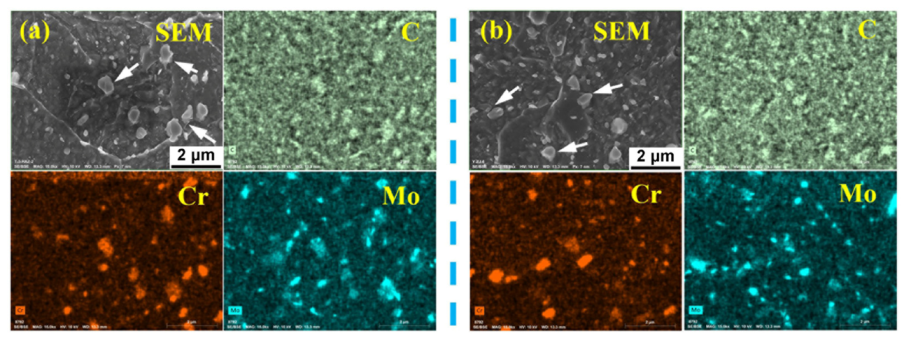
3.4. Element Distribution at Grain Boundaries and Its Effects on Toughness
3.4.1. P Segregation at PAG Boundaries
3.4.2. P Segregation in the WMs
3.4.3. High Toughness of the HAZs
4. Conclusions
- (1)
- Compared with the compressor part WM and HAZ, there was no obvious difference in microstructure of the turbine part WM and HAZ, indicating that the microstructure in the turbine part WM and HAZ did not significantly degrade during service at 500–540 °C for 14 years.
- (2)
- The impact toughness of the WMs with intergranular fracture morphology was much lower than that of the HAZs with dimple morphology, suggesting that the WMs were the weak positions of this rotor. Compared to the compressor part WM (38 J), the impact energy of the turbine part WM (15 J) decreased by 61%, and the FATT50 increased from 38 °C to 138 °C.
- (3)
- The low toughness in the WMs was due to the significant segregation of P at the prior austenite grain (PAG) boundaries in the turbine part WM (20.5 at.%) and the compressor part WM (13.2 at.%). The segregation of P decreased the toughness of the WMs, especially the turbine part WM. The segregation of P in the compressor part WM occurred during welding and post-weld heat treatment (PWHT), while the segregation of P in the turbine part WM occurred during welding, PWHT, and service at 500–540 °C. Additionally, the inhomogeneous microstructure in WMs would have aggravated the segregation of P.
- (4)
- The high impact energy in both the compressor part HAZ (177 J) and the turbine part HAZ (156 J) was mainly due to fine grains. In addition, the P element content in the HAZs was low, and the grain boundary area available for P segregation was large. Therefore, the segregation level of P at the PAG boundaries was low, and had little adverse effect on impact toughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cheruvu, N.S. Degradation of mechanical properties of Cr-Mo-V and 2.25Cr-1Mo steel components after long-term service at elevated temperatures. Metall. Trans. A 1989, 20, 87–97. [Google Scholar] [CrossRef]
- Joarder, A.; Sarma, D.S.; Cheruvu, N.S. Effect of long-term service exposure on microstructure and mechanical properties of a CrMoV steam turbine rotor steel. Metall. Trans. A 1991, 22A, 1811–1820. [Google Scholar] [CrossRef]
- Cheruvu, N.S.; Seth, B.B. The influences of impurity content, tensile strength, and grain size on in-service temper embrittlement of CrMoV steels. Metall. Trans. A 1989, 20A, 2345–2354. [Google Scholar] [CrossRef]
- Zhao, S.Q.; Lin, F.S. Mechanical Properties of 30Cr1Mo1V HP-IP Rotor Steel After Long-term Service. J. Chin. Soc. Power Eng. 2012, 32, 414–419. [Google Scholar]
- Han, L.-Z.; Gu, J.-F.; Pan, J.-S. Microstructure investigation of Cr-Mo-V steel steam turbine rotor after long-term service. Heat Treat. Met. 2011, 36, 28–32. [Google Scholar]
- Ji, D.-M.; Sun, J.Q.; Sun, Q.; Guo, H.-C.; Ren, J.-x.; Zhu, Q.-j. Optimization of Start-up Scheduling and Life Assessment for a Steam Turbine. Energy 2018, 160, 19–32. [Google Scholar] [CrossRef]
- Xia, L.; Cai, Z.; Yang, S.; Feng, K.; Li, Z. Characterization on the Microstructure Evolution and Toughness of TIG Weld Metal of 25Cr2Ni2MoV Steel after Post Weld Heat Treatment. Metals 2018, 8, 160. [Google Scholar] [CrossRef] [Green Version]
- Swaminathan, V.P.; Viswanathan, R.; Clark, C.P. Material Property Studies of Two High-Pressure Turbine Rotors for Remaining Life Assessment. J. Eng. Mater. Technol. 1994, 116, 19–26. [Google Scholar] [CrossRef]
- Guo, Q.; Lu, F.; Xia, L.; Yang, R.; Cui, H.; Gao, Y. Correlation of microstructure and fracture toughness of advanced 9Cr/CrMoV dissimilarly welded joint. Mater. Sci. Eng. A 2015, 638, 240–250. [Google Scholar] [CrossRef]
- Zhu, M.-L.; Xuan, F.-Z. Effects of temperature on tensile and impact behavior of dissimilar welds of rotor steels. Mater. Des. 2010, 31, 3346–3352. [Google Scholar] [CrossRef]
- Li, X.; Li, K.; Li, S.; Wu, Y.; Cai, Z.; Pan, J. Microstructure and high-temperature fracture toughness of NG-TIG welded Inconel 617B superalloy. J. Mater. Sci. Technol. 2020, 39, 173–182. [Google Scholar] [CrossRef]
- Yan, Y.-M.; Hu, Z.-F.; Lin, F.-S.; Zhao, S.-Q. Fracture and fatigue properties of 30Cr1Mo1V rotor after long-term service and its microstructure evolution. Trans. Mater. Heat Treat. 2013, 34, 60–63. [Google Scholar]
- Golański, G.; Pietryka, I.; Słania, J.; Mroziński, S.; Jasak, J. Microstructure and mechanical properties of CrMoV steel after long-term service. Arch. Metall. Mater. 2016, 61, 51–54. [Google Scholar] [CrossRef]
- Guo, X.; Zhao, L.; Liu, X.; Lu, F. Investigation on the resistance to fatigue crack growth for weld metals with different Ti addition in near-threshold regime. Int. J. Fatigue 2019, 120, 1–11. [Google Scholar] [CrossRef]
- ISO 148-1; Metallic Materials—Charpy Pendulum Impact Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2006.
- Wu, J.; Song, S.H.; Weng, L.Q.; Xi, T.H.; Yuan, Z.X. An Auger electron spectroscopy study of phosphorus and molybdenum grain boundary segregation in a 2.25Cr1Mo steel. Mater. Charact. 2008, 59, 261–265. [Google Scholar] [CrossRef]
- Song, S.H.; Zhuang, H.; Wu, J.; Weng, L.Q.; Yuan, Z.X.; Xi, T.H. Dependence of ductile-to brittle transition temperature on phosphorus grain boundary segregation for a 2.25Cr1Mo steel. Mater. Sci. Eng. A 2008, 486, 433–438. [Google Scholar] [CrossRef]
- Wang, K.; Guo, Y.; Song, S. Quantitative dependence of ductile-to-brittle transition on phosphorus grain boundary segregation for a novel Ni-Cr-Mo RPV steel. J. Mater. Res. Technol. 2021, 15, 6404–6414. [Google Scholar] [CrossRef]
- Davis, L.E.; Macdonald, N.C.; Palmberg, P.W.; Riach, G.E.; Weber, R.E. PHI Handbook of Auger Electron Spectroscopy; Perkin-Elmer Corporation: Eden Prairie, MN, USA, 1976. [Google Scholar]
- Katsuyama, J.; Tobita, T.; Nishiyama, Y.; Onizawa, K. Mechanical and Microstructural Characterization of Heat-Affected Zone Materials of Reactor Pressure Vessel. Press. Vessel. Technol. 2012, 134, 031402. [Google Scholar] [CrossRef]
- Nakata, H.; Fujii, K.; Fukuya, K.; Kasada, R.; Kimura, A. Grain Boundary Phosphorus Segregation in Thermally Aged Low Alloy Steels. J. Nucl. Sci. Technol. 2006, 43, 785–793. [Google Scholar] [CrossRef]
- Islam, M.A.; Knott, J.F.; Bowen, P. Critical Level of Intergranular Fracture to Affect the Toughness of Embrittled 2.25Cr-1Mo Steels. J. Mater. Eng. Perform. 2004, 13, 600–606. [Google Scholar] [CrossRef]
- Vorlicek, V.; Flewitt, P.E.J. Cooling induced segregation of impurity elements to grain boundaries in Fe-3 wt%Ni alloys, 214wt%Cr-1 wt%Mo steel and submerged arc weld metal. Acta Metall. Mater. 1994, 42, 3309–3320. [Google Scholar] [CrossRef]
- Zhai, Z.; Miyahara, Y.; Abe, H.; Watanabe, Y. Effects of Thermal History and Microstructure on Segregation of Phosphorus and Alloying Elements in the Heat-Affected Zone of a Low Alloy Steel. Metall. Mater. Trans. A 2014, 45, 6163–6172. [Google Scholar] [CrossRef]
- Maier, P.; Faulkner, R.G. Effects of thermal history and microstructure on phosphorus and manganese segregation at grain boundaries in C-Mn welds. Mater. Charact. 2003, 51, 49–62. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Q.; Song, S. Hardening Embrittlement and Non-Hardening Embrittlement of Welding-Heat-Affected Zones in a Cr-Mo Low Alloy Steel. Metals 2018, 8, 405. [Google Scholar] [CrossRef] [Green Version]
- Vatter, I.A.; Hippsley, C.A.; Druce, S.G. Review of thermal ageing data and its application to operating reactor pressure vessels. Int. J. Press. Vessel. Pip. 1993, 54, 31–48. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, S. Combined Effect of Phosphorus Grain Boundary Segregation, Yield Strength, and Grain Size on Embrittlement of a Cr–Mo Low-Alloy Steel. Steel Res. Int. 2018, 89, 1800096. [Google Scholar] [CrossRef]
- Watanabe, J.; Shindo, Y.; Murakami, Y. Temper embrittlement of 2-1/4 Cr-1Mo pressure vessel steel. In Proceedings of the ASME 29th Petroleum Mechanical Engineering Conference, Dallas, TX, USA, 15–18 September 1974. [Google Scholar]
- Roberto, R.; Michela, F. On the Step Cooling Treatment for the Assessment of Temper Embrittlement Susceptibility of Heavy Forgings in Superclean Steels. Metals 2016, 6, 239. [Google Scholar] [CrossRef] [Green Version]
- Mcgrath, J.T.; Chandel, R.S.; Orr, R.F.; Gianetto, J.A. A Review of Factors Affecting the Structural Integrity of Weldments in Heavy Wall Reactor Vessels. Can. Metall. Q. 2013, 28, 75–83. [Google Scholar] [CrossRef]
- Bruscato, R. Temper Embrittlement and Creep Embrittlement of 2.25%Cr–1%Mo shielded metal arc weld deposits. Weld. J. 1973, 49, 148–156. [Google Scholar]
- Ding, R.G.; Rong, T.S.; Knott, J.F. Phosphorus segregation in 2.25Cr–1Mo steel. Met. Sci. J. 2013, 21, 85–92. [Google Scholar] [CrossRef]
- Bulloch, J.H.; Hickey, J.J. Reverse temper embrittlement of turbine bolts during an outage. Theor. Appl. Fract. Mech. 1994, 20, 141–147. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mo | Ni | Mn | V | Si | P | S | Cu | Pb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BM (HAZ) | 0.20 | 1.32 | 0.92 | 0.66 | 0.42 | 0.28 | 0.19 | 0.004 | 0.001 | 0.11 | 0.04 | balance |
| WM | 0.09 | 1.66 | 0.89 | 0.13 | 1.37 | 0.04 | 0.53 | 0.011 | 0.009 | 0.12 | 0.03 | balance |
| Parts of the Rotor | Zones of the Joint | Impact Energy at 25 °C (J) | FATT50 (°C) |
|---|---|---|---|
| The turbine part | WM | 15 | 138 |
| HAZ | 156 | \ | |
| The compressor part | WM | 38 | 38 |
| HAZ | 177 | \ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Q.; Li, X.; Li, K.; Cai, Z.; Han, C.; Li, S.; Gao, D.; Pan, J. Effects of Long-Term Service on Microstructure and Impact Toughness of the Weld Metal and Heat-Affected Zone in CrMoV Steel Joints. Metals 2022, 12, 278. https://doi.org/10.3390/met12020278
Sun Q, Li X, Li K, Cai Z, Han C, Li S, Gao D, Pan J. Effects of Long-Term Service on Microstructure and Impact Toughness of the Weld Metal and Heat-Affected Zone in CrMoV Steel Joints. Metals. 2022; 12(2):278. https://doi.org/10.3390/met12020278
Chicago/Turabian StyleSun, Qixing, Xiaogang Li, Kejian Li, Zhipeng Cai, Chaoyu Han, Shanlin Li, Dangxun Gao, and Jiluan Pan. 2022. "Effects of Long-Term Service on Microstructure and Impact Toughness of the Weld Metal and Heat-Affected Zone in CrMoV Steel Joints" Metals 12, no. 2: 278. https://doi.org/10.3390/met12020278