
Microstructure Evolution Behavior of Spray-Deposited 7055 Aluminum Alloy during Hot Deformation
 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
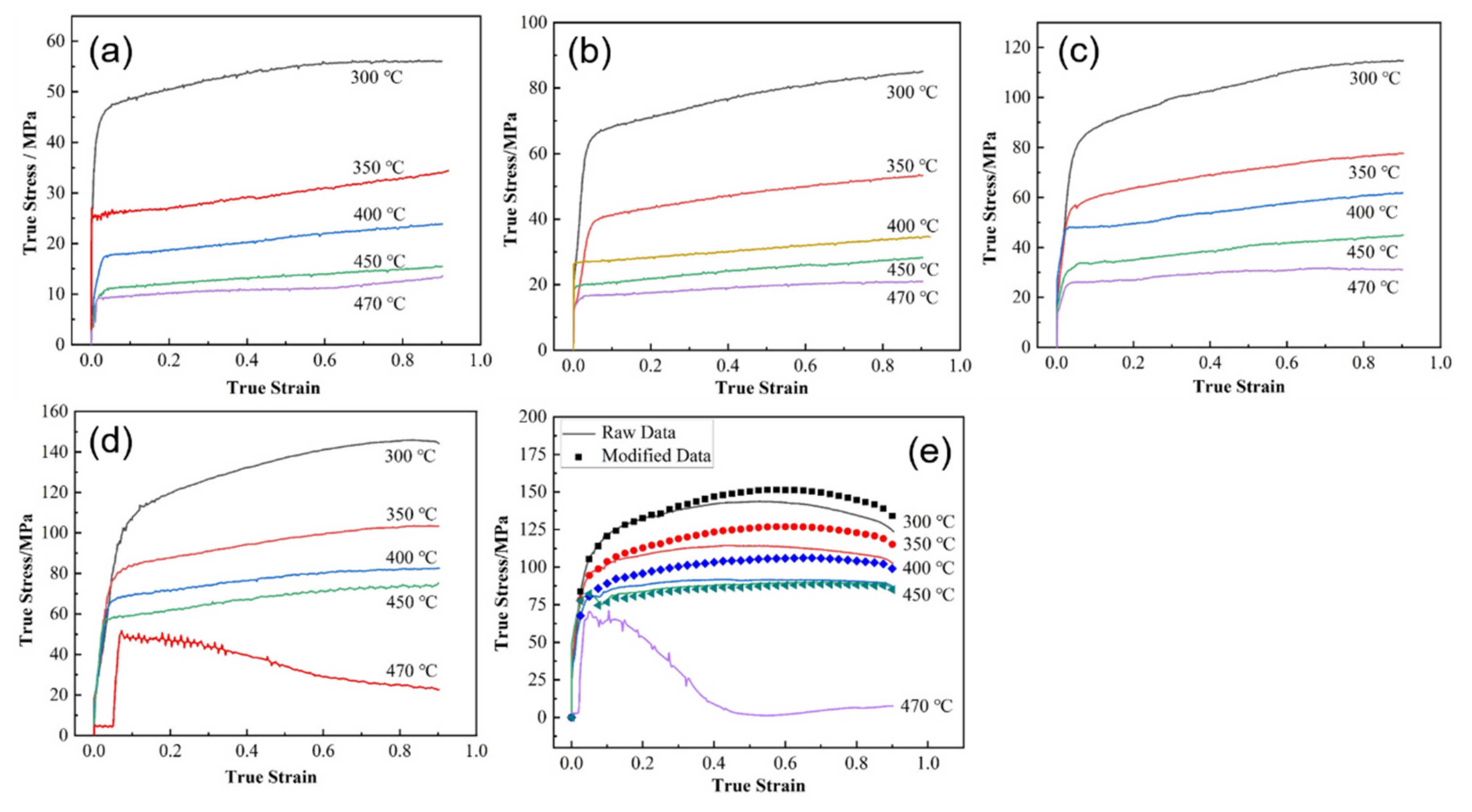
3.1. True Stress—True Strain Curve
3.2. Deformation Microstructure Analysis
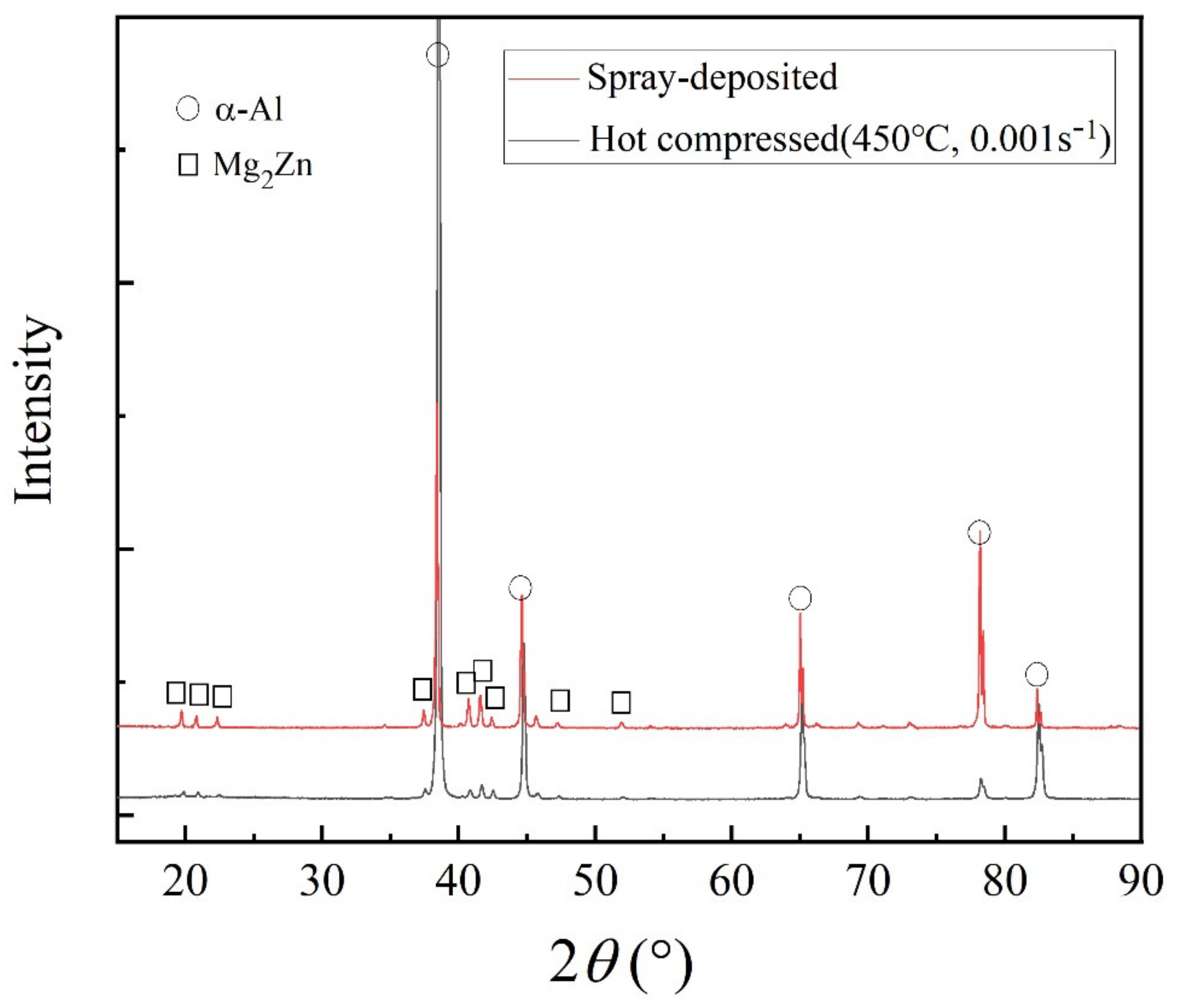
3.2.1. The Second Phase
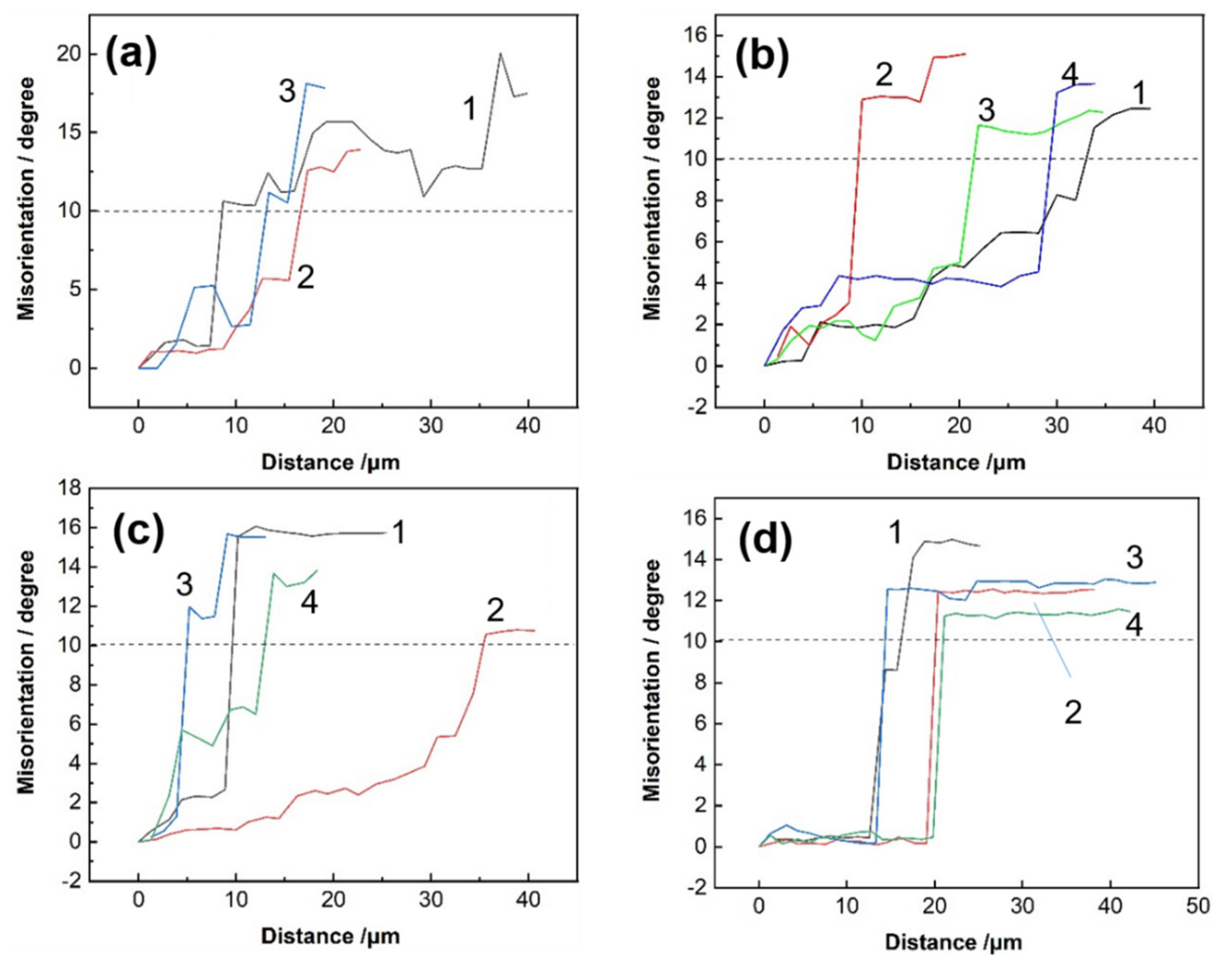
3.2.2. Grain Morphology
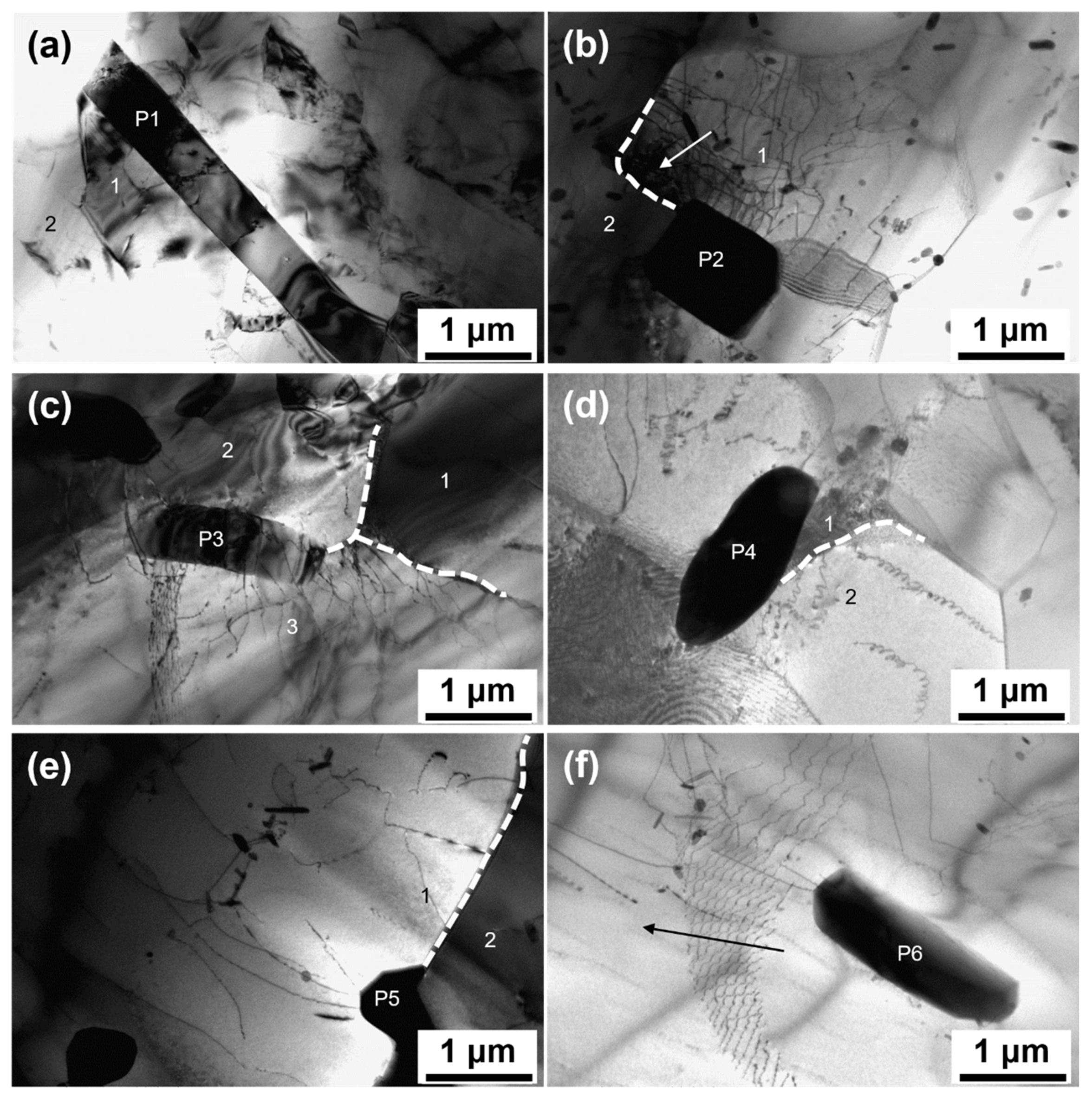
3.2.3. The Substructures
4. Discussion
4.1. Interaction between the Second Phase and Dislocation
4.2. Dynamic Recovery Behavior
4.3. Dynamic Recrystallization Behavior
5. Conclusions
- (1).
- The AlZnMgCu phase in the spray-deposited 7055 aluminum alloy gradually dissolves with the increase in the deformation temperature, while the Al7Cu2Fe phase does not change. The residual AlZnMgCu phase can induce the rapid formation of subgrains and produce particle stimulated nucleation (PSN) recrystallization.
- (2).
- The plastic instability of the spray-deposited 7055 aluminum alloy occurs at 470 °C with 1~5 s−1 strain rates. DRV and DRX occur under other strain conditions simultaneously. The DRX behavior is evident at low Z parameters.
- (3).
- The DRX nucleation mechanism at 300~400 °C and 0.001~0.1 s−1 is “subgrain rotation near the original HAGBs” and “subgrain boundary migration”. Under a 450 °C deformation temperature with a low strain rate, the nucleation mechanism is considered “the homogeneous misorientation increase of subgrain”. At the high strain rate of 300~400 °C, “residual coarse second phase particle stimulated nucleation” also occurs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Watzl, G.; Grünsteidl, C.; Arnoldt, A.; Nietsch, J.A.; Österreicher, J.A. In situ laser-ultrasonic monitoring of elastic parameters during natural aging in an Al-Zn-Mg-Cu alloy (AA7075) sheet. Materialia 2022, 26, 101600. [Google Scholar] [CrossRef]
- Luo, R.; Cao, Y.; Bian, H.K.; Chen, L.L.; Peng, C.T.; Cao, F.Y.; Ouyang, L.X.; Qiu, Y.; Xu, Y.J.; Chiba, A.; et al. Hot workability and dynamic recrystallization behavior of a spray formed 7055 aluminum alloy. Mater. Charact. 2021, 178, 111203. [Google Scholar] [CrossRef]
- Li, J.C.; Feng, D.; Xia, W.S.; Guo, W.M.; Wang, G.Y. The Non-Isothermal Double Ageing Behaviour of 7055 Aluminum Alloy. Acta Metall. Sin. 2020, 56, 1496–1508. Available online: https://www.ams.org.cn/CN/10.11900/0412.1961.2020.00039 (accessed on 15 November 2022).
- Schreiber, J.M.; Omcikus, Z.R.; Eden, T.J.; Sharma, M.M.; Champagne, V.; Patankar, S.N. Combined effect of hot extrusion and heat treatment on the mechanical behavior of 7055 AA processed via spray metal forming. J. Alloys. Compd. 2014, 617, 135–139. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.H.; Feng, D.; Ren, J.J.; Zang, Q.H.; Li, J.C.; Liu, S.D.; Zhang, X.M. Effect of non-isothermal retrogression and re-ageing on through-thickness homogeneity of microstructure and properties of Al-8Zn-2Mg-2Cu alloy thick plate. J. Cent. South Univ. 2022, 29, 960–972. [Google Scholar] [CrossRef]
- Tang, J.; Zhan, H.; Hang, H.; Teng, J.; Fu, D.F.; Jiang, F.L. Effect of Zn content on the static softening behavior and kinetics of Al–Zn–Mg–Cu alloys during double-stage hot deformation. J. Alloys Compd. 2019, 806, 1081–1096. [Google Scholar] [CrossRef]
- Wu, C.H.; Feng, D.; Zang, Q.H.; An, S.C.; Zhang, H.; Lee, Y.S. Microstructure Evolution and Recrystallization Behavior During Hot Deformation of Spray Formed AlSiCuMg Alloy. Acta Metall. Sin. 2022, 58, 932–943. Available online: https://www.ams.org.cn/CN/10.11900/0412.1961.2021.00329 (accessed on 15 November 2022).
- Feng, D.; Zhu, T.; Zang, Q.H.; Lee, Y.S.; Fan, X.; Zhang, H. Solution Behavior of Spray-Formed Hypereutectic AlSiCuMg Alloy. Acta Metall. Sin. 2022, 58, 1129–1141. Available online: https://www.ams.org.cn/CN/10.11900/0412.1961.2021.00079 (accessed on 15 November 2022).
- Khan, M.A.; Wang, Y.W.; Anjum, M.J.; Yasin, G.; Malik, A.; Nazeer, F.; Khan, S.; Ahmad, T.; Zhang, H. Effect of heat treatment on the precipitate behaviour, corrosion resistance and high temperature tensile properties of 7055 aluminum alloy synthesis by novel spray deposited followed by hot extrusion. Vacuum 2020, 174, 109185. [Google Scholar] [CrossRef]
- Liu, L.L.; Pan, Q.L.; Wang, X.D.; Xiong, S.W. The effects of aging treatments on mechanical property and corrosion behavior of spray formed 7055 aluminum alloy. J. Alloys Compd. 2018, 735, 261–276. [Google Scholar] [CrossRef]
- Lin, X.M.; Cao, L.F.; Wu, X.D.; Tang, S.B.; Zou, Y. Precipitation behavior of spray-formed aluminum alloy 7055 during high temperature aging. Mater. Charact. 2022, 9, 112347. [Google Scholar] [CrossRef]
- Jiang, Y.M.; Zhao, Y.; Zhao, Z.X.; Yan, K.; Ren, L.T.; Du, C.Z. The strengthening mechanism of FSWed spray formed 7055 aluminum alloy under water mist cooling condition. Mater. Charact. 2020, 162, 110185. [Google Scholar] [CrossRef]
- Ma, S.C.; Zhao, Y.; Pu, J.H.; Zhao, Z.X.; Liu, C.; Yan, K. Effect of welding speed on performance of friction stir welded spray forming 7055 aluminum alloy. J. Manuf. Process. 2019, 46, 304–316. [Google Scholar] [CrossRef]
- Huang, T.; Xun, J.H.; Yun, L.H.; Cheng, Y.; Hua, Y.X.; Zhang, H. Study on ductile fracture of unweldable spray formed 7055 aluminum alloy TIG welded joints with ceramic particles. Mater. Today Comm. 2021, 29, 102835. [Google Scholar] [CrossRef]
- Feng, D.; Zhang, X.M.; Liu, S.D.; Deng, Y.L. Constitutive equation and hot deformation behavior of homogenized Al–7.68Zn–2.12Mg–1.98Cu–0.12Zr alloy during compression at elevated temperature, Mater. Sci. Eng. A 2014, 608, 63–72. [Google Scholar] [CrossRef]
- Feng, D.; Wang, G.Y.; Chen, H.M.; Zhang, X.M. Effect of Grain Size Inhomogeneity of Ingot on Dynamic Softening Behavior and Processing Map of Al-8Zn-2Mg-2Cu alloy. Met. Mater. Int. 2018, 24, 195–204. [Google Scholar] [CrossRef]
- Feng, D.; Zhang, X.M.; Liu, S.D.; Han, N.M. Effect of Grain Size on Hot Deformation Behavior of a New High Strength Aluminum Alloy. Rare Met. Mater. Eng. 2018, 45, 2014–2021. Available online: https://www.engineeringvillage.com/app/doc/?docid=cpx_7e3821a415743cb921fM6d3710178163171&pageSize=25&index=1&searchId=dd7704772cfb47c1bd6df21ebb694e86&resultsCount=20&usageZone=resultslist&usageOrigin=searchresults&searchType=Quick (accessed on 15 November 2022).
- Liu, S.D.; Wang, S.L.; Ye, L.Y.; Deng, Y.L.; Zhang, X.M. Flow behavior and microstructure evolution of 7055 aluminum alloy impacted at high strain rates. Mater. Sci. Eng. A 2016, 677, 203–210. [Google Scholar] [CrossRef]
- Yang, Q.Y.; Deng, Z.H.; Zhang, Z.Q.; Liu, Q.; Jia, Z.H.; Huang, G.J. Effects of strain rate on flow stress behavior and dynamic recrystallization mechanism of Al-Zn-Mg-Cu aluminum alloy during hot deformation. Mater. Sci. Eng. A 2016, 662, 204–213. [Google Scholar] [CrossRef]
- Zang, Q.H.; Yu, H.S.; Lee, Y.S.; Kim, M.S.; Kim, H.W. Effects of initial microstructure on hot deformation behavior of Al-7.9Zn-2.7Mg-2.0Cu (wt%) alloy. Mater. Charact. 2019, 151, 404–413. [Google Scholar] [CrossRef]
- Yu, H.C.; Wang, M.P.; Sheng, X.F.; Li, Z.; Chen, L.B.; Lei, Q.; Chen, C.; Jia, Y.L.; Xiao, Z.; Chen, W.; et al. Microstructure and tensile properties of large-size 7055 aluminum billets fabricated by spray forming rapid solidification technology. J. Alloys Comp. 2013, 578, 208–214. [Google Scholar] [CrossRef]
- Feng, D.; Han, Z.J.; Li, J.C.; Zhang, H.; Xia, W.S.; Fan, X.; Tang, Z.H. Evolution Behavior of Primary Phase During Pre-heat Treatment Before Deformation for Spray Formed 7055 Aluminum Alloy. Rare Met. Mat. Eng. 2020, 49, 4253–4264. Available online: https://www.engineeringvillage.com/app/doc/?docid=cpx_5d7fe0a117788cc7620M6f6910178163190&pageSize=25&index=1&searchId=340b1898f4c045e99932ad7af2342fba&resultsCount=1&usageZone=resultslist&usageOrigin=searchresults&searchType=Quick (accessed on 15 November 2022).
- Xiang, K.Y.; Ding, L.P.; Jia, Z.H.; Xie, Z.Q.; Fan, X.; Ma, W.T.; Zhang, H. Research progress of ultra-high strength spray-forming Al-Zn-Mg-Cu alloy. Chin. J. Nonferrous Met. 2022, 32, 1199–1224. [Google Scholar] [CrossRef]
- Xie, Z.Q.; Jia, Z.H.; Xiang, K.Y.; Kong, Y.P.; Li, Z.G.; Fan, X.; Ma, W.T.; Zhang, H.; Lin, L.; Marthinsen, K.; et al. Microstructure evolution and recrystallization resistance of a 7055 alloy fabricated by spray forming technology and by conventional ingot metallurgy. Metall. Mater. Trans. A 2020, 51, 5378–5388. [Google Scholar] [CrossRef]
- LI, J.C.; Wu, X.D.; Liao, B.; Lin, X.M.; Cao, L.F. Simulation of low proportion of dynamic recrystallization in 7055 aluminum alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1902–1915. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Shao, Y.; Shi, J.H.; Pan, J.C.; Liu, Q.H.; Yan, L.; Guo, P.Y. Influence of thermo-mechanical conditions on the microstructure and mechanical property of spray-formed 7055 aluminum alloy. Mater. Today Comm. 2022, 31, 103593. [Google Scholar] [CrossRef]
- Zang, Q.H.; Chen, H.M.; Lee, Y.S.; Yu, H.S.; Kim, M.S.; Kim, H.W. Improvement of anisotropic tensile properties of Al-7.9Zn-2.7Mg-2.0Cu alloy sheets by particle stimulated nucleation. J. Alloys Compd. 2020, 828, 154330. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, D.; Xu, R.; Li, J.; Huang, W.; Wang, J.; Liu, Y.; Zhao, L.; Li, C.; Zhang, H. Microstructure Evolution Behavior of Spray-Deposited 7055 Aluminum Alloy during Hot Deformation. Metals 2022, 12, 1982. https://doi.org/10.3390/met12111982
Feng D, Xu R, Li J, Huang W, Wang J, Liu Y, Zhao L, Li C, Zhang H. Microstructure Evolution Behavior of Spray-Deposited 7055 Aluminum Alloy during Hot Deformation. Metals. 2022; 12(11):1982. https://doi.org/10.3390/met12111982
Chicago/Turabian StyleFeng, Di, Rui Xu, Jichen Li, Wenjie Huang, Jingtao Wang, Ying Liu, Linxiang Zhao, Chengbo Li, and Hao Zhang. 2022. "Microstructure Evolution Behavior of Spray-Deposited 7055 Aluminum Alloy during Hot Deformation" Metals 12, no. 11: 1982. https://doi.org/10.3390/met12111982