
Residual Stress Properties of the Welded Thick Underwater Spherical Pressure Hull Based on Finite Element Analysis

 , ,
, ,
Abstract
:1. Introduction
2. Validation of Simulation Method by Experiment on a 32-Mm-Thick Ti-6Al-4V Plate
2.1. Experiment on a 32-Mm-Thick Ti-6Al-4V Plate
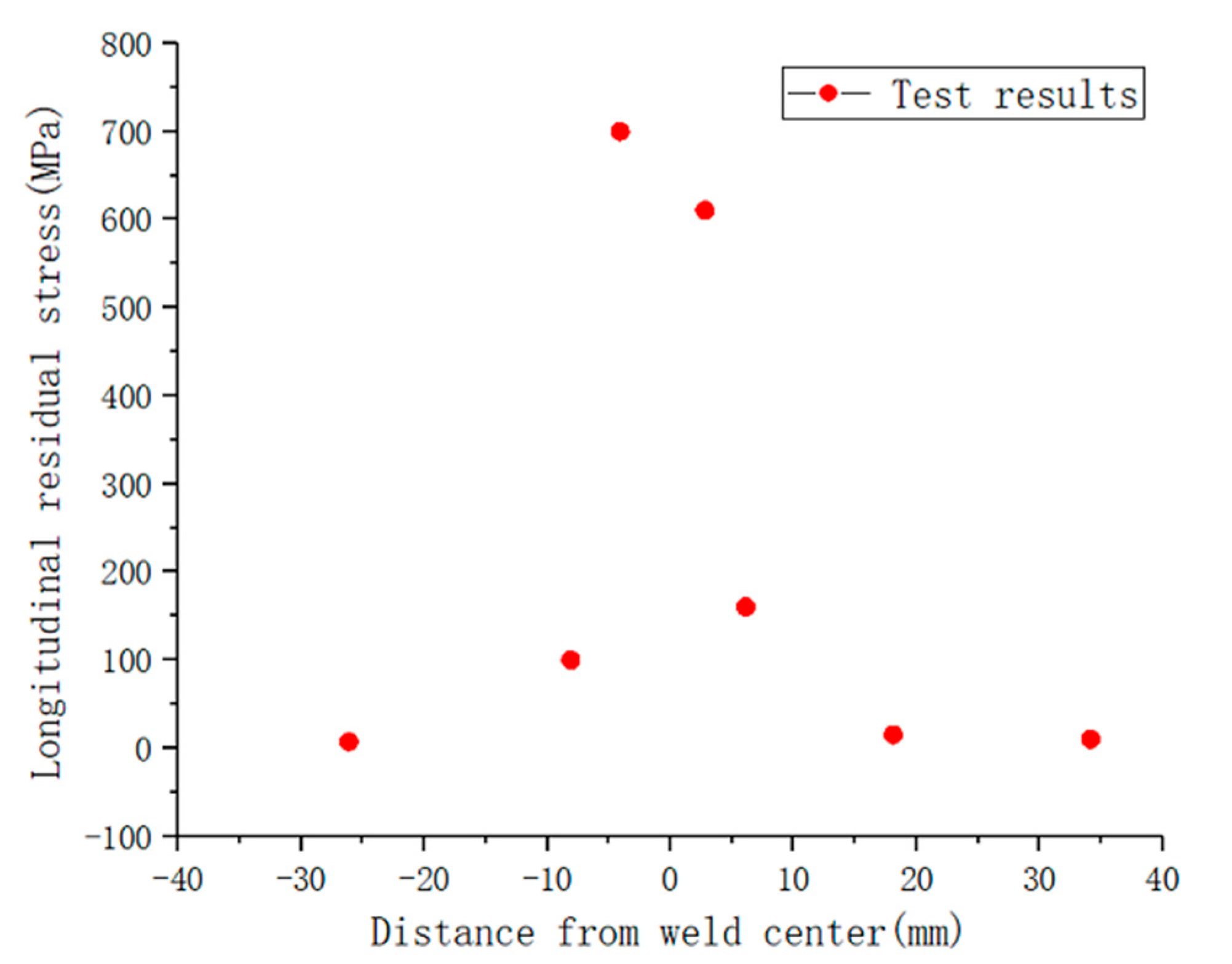
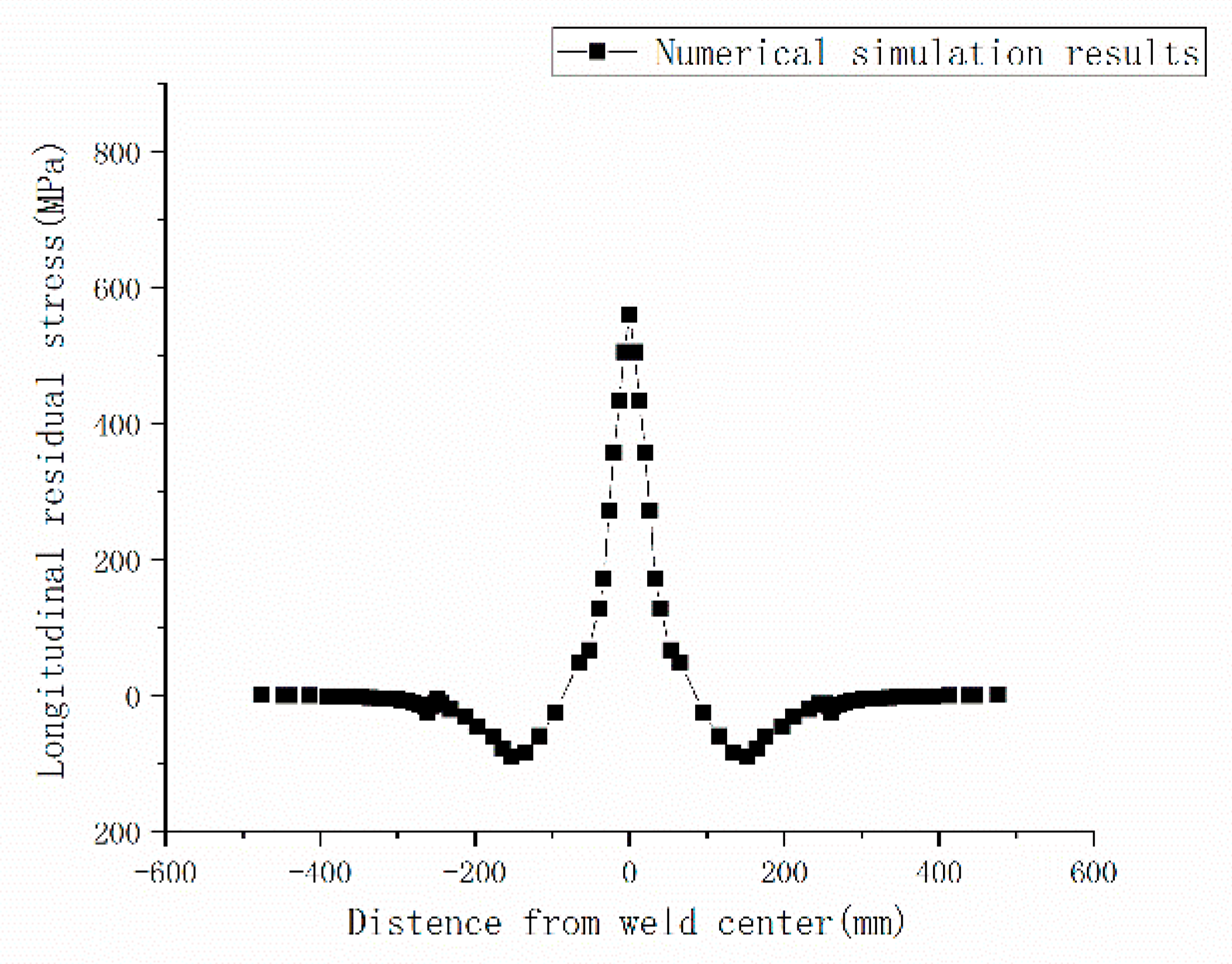
2.2. Validation of Simulation Method by Experiment
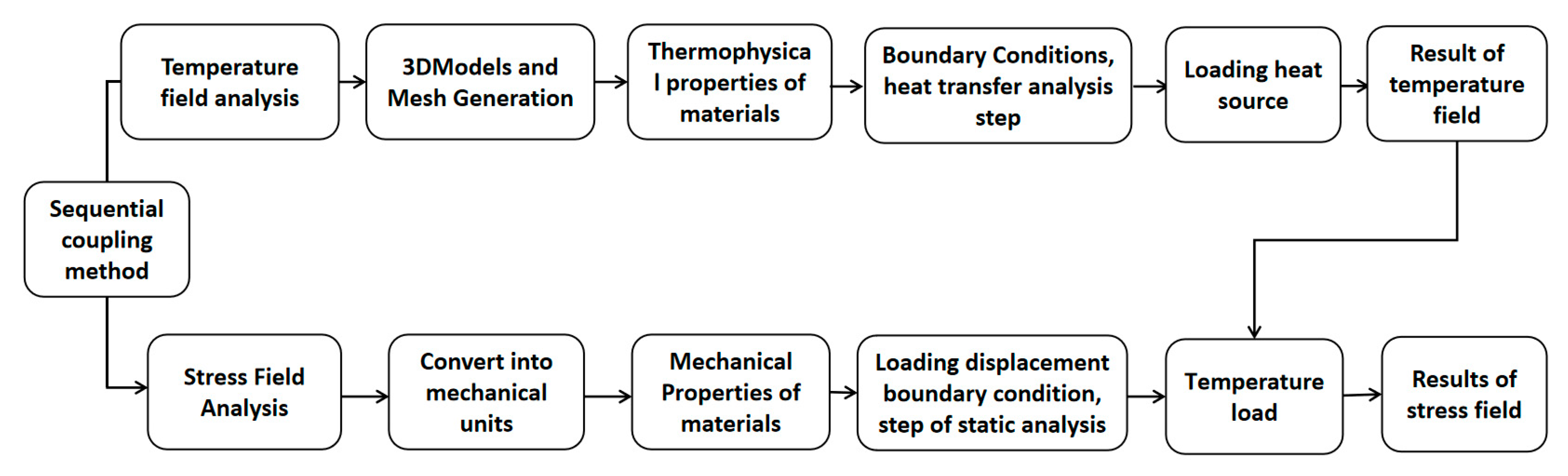
2.2.1. Theoretical Basis of the Simulation
2.2.2. Simulation on a 32 mm-Thick Ti-6Al-4V Plate
3. Simulation on the Welded Thick Underwater Spherical Pressure Hull
3.1. Geometric Model and Coordinate Systems
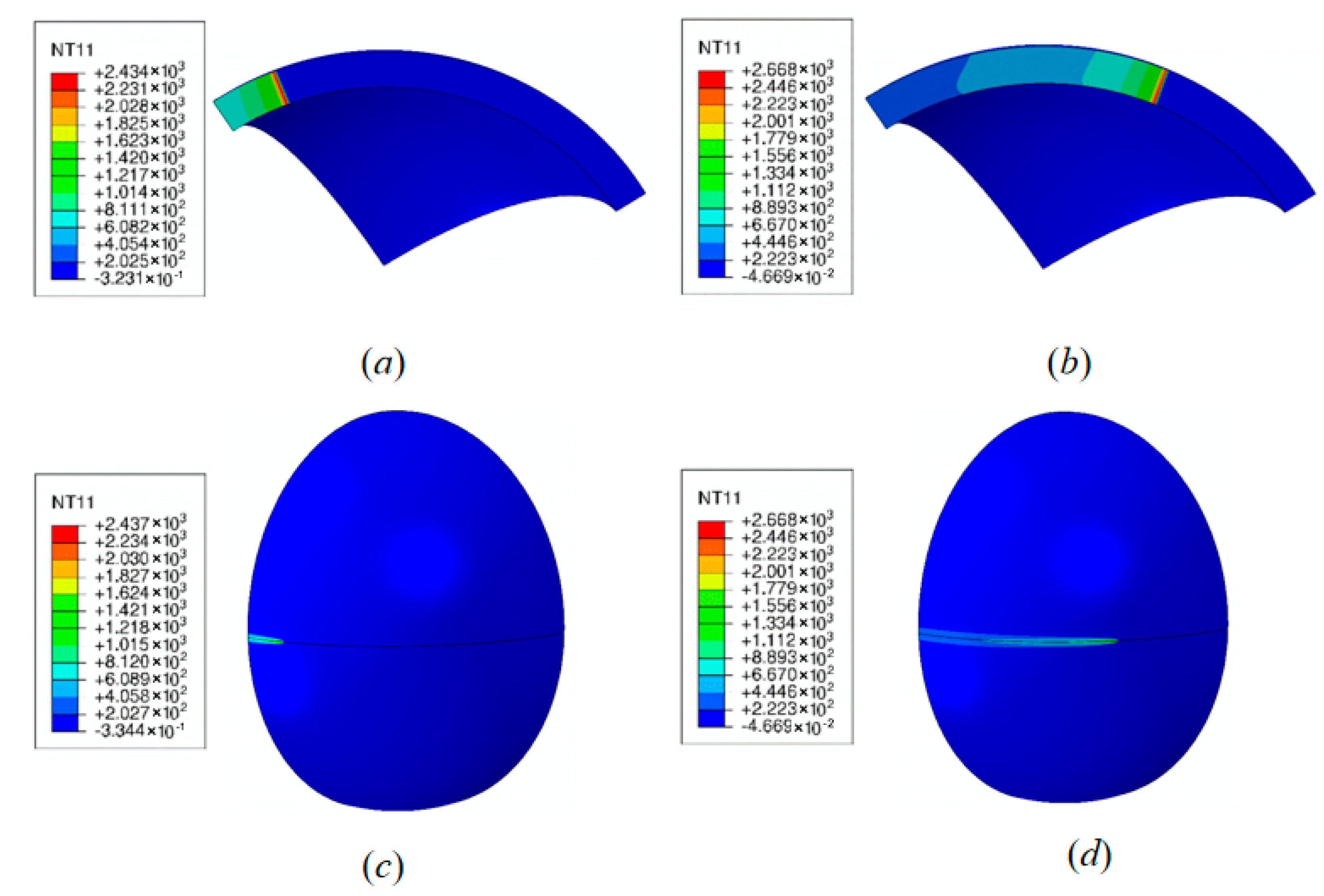
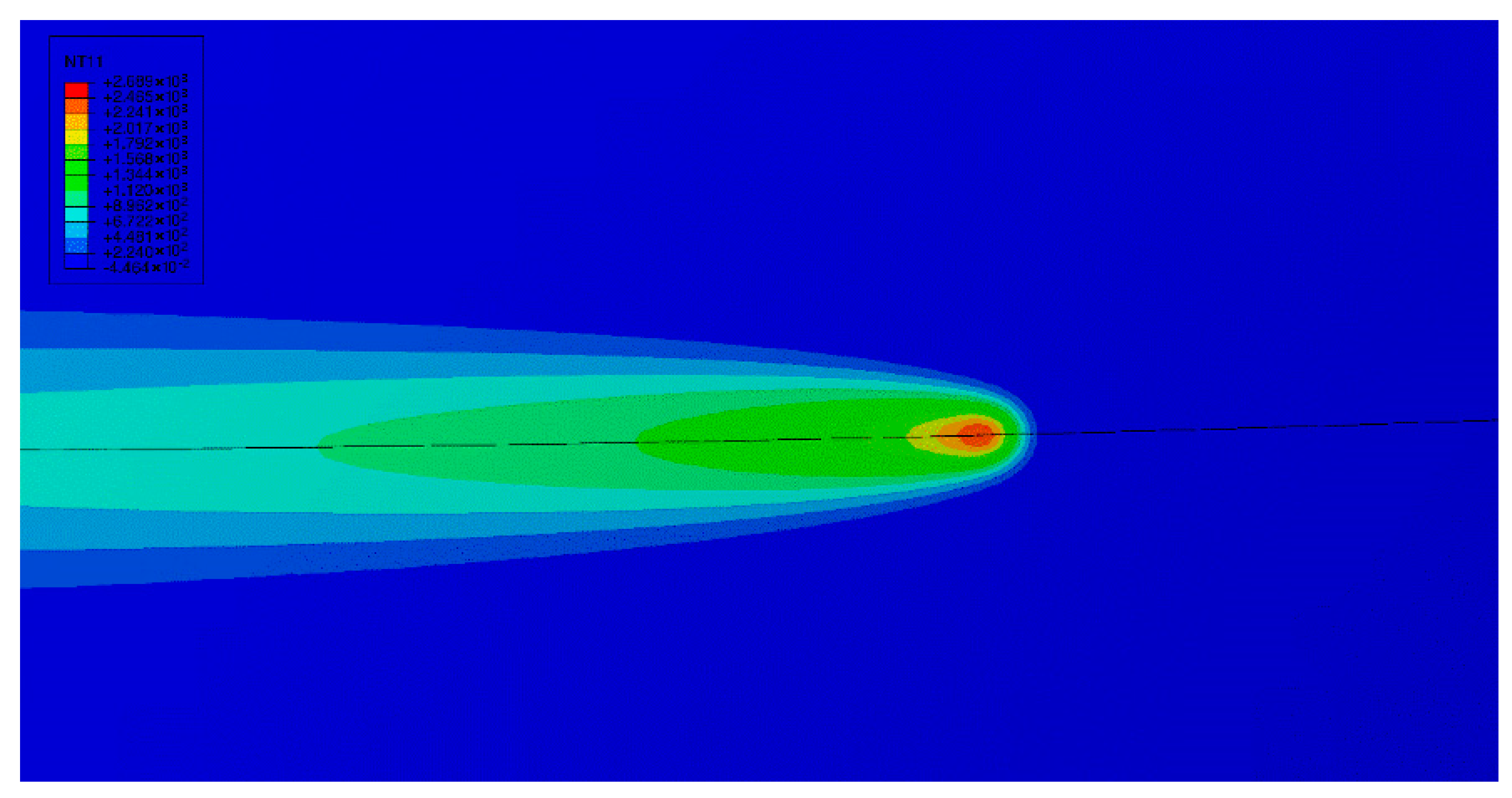
3.2. Simulation Results
4. Summary and Conclusions
- (1)
- The temperature and stress fields on the 32-mm-thick Ti-6Al-4V plate during vacuum electron beam welding were incorporated into a three-dimensional finite element numerical simulation model and the simulation results were mostly consistent with the experimental data, demonstrating that the numerical simulation technique together with input parameters is reasonable and can be applied in future studies on the welding of Ti-6Al-4V spherical pressure hulls.
- (2)
- Both compressive and tensile stresses exist along the weld path on the outer surface of the hull comparing to total tensile stresses on the inner surface. The maximum tensile stress occurs on the inner surface approximates to 850 MPa, which is almost equivalent to the yield stress of the material.
- (3)
- Based on the analysis, the peak value of the residual stress does not satisfy the requirement of being less than 40% of the material yield stress in room temperature. In the viewpoint of manufacturing process flow for obtaining acceptable pressure hull, extra process measures should be taken into account, such as post-weld heat treatment. Numerical analysis on the basis of the present analysis results can provide reference for optimizing post-weld heat treatment parameters.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cui, W.C.; Song, T.T. Manned submersible “Jiaolong” and its promotion role on the deep sea science and technology. Sci. Technol. Rev. 2019, 37, 108–116. [Google Scholar]
- Wang, F.; Hu, Y.; Cui, W.C. Preliminary Evaluation of Maraging Steels on Its Application to Full Ocean Depth Manned Cabin. J. Ship Mech. 2016, 20, 1557–1572. [Google Scholar]
- Pan, B.B.; Cui, W.C.; Shen, Y.S.; Liu, T. Further study on the ultimate strength analysis of spherical pressure hulls. Mar. Struct. 2010, 23, 444–461. [Google Scholar] [CrossRef]
- Pan, B.B.; Cui, W.C.; Shen, Y.S. Experimental verification of the new ultimate strength equation of spherical pressure hulls. Mar. Struct. 2012, 29, 169–176. [Google Scholar] [CrossRef]
- Wang, K.; Wang, F.; Cui, W.C. Prediction method of the dwell-fatigue crack growth for titanium alloys and its validation on Ti-6242 at room temperature. J. Ship Mech. 2013, 17, 1309–1317. [Google Scholar]
- Lu, B.; Liu, T.; Cui, W.C. Ultimate strength of pressure spherical hull in deep-sea manned submersible. J. Ship Mech. 2004, 8, 51–58. [Google Scholar]
- Yang, L.; Wang, F.; Zhang, X.Z.; Wang, M.Q.; Jiang, Z. Experimental and Numerical Simulation on Multi-Layer and Multi-Pass Welding of Titanium Alloy Ti-6Al-4V ELI Thick Plates. Ship Eng. 2021, 43, 122–127. [Google Scholar]
- Wang, Y.Y. Research on Fatigue Reliability of Manned Cabin of Full Ocean Depth Submersibles; China Ship Research Institute: Wuxi, China, 2017. [Google Scholar]
- Wang, F.; Yang, Q.S.; Hu, Y.; Cui, W.C. Study on Scaled Structure for Manned Cabin in Full Ocean Depth Submersible. Ship Build. China 2018, 59, 62–71. [Google Scholar]
- Pranesh, S.B.; Kumar, D.; Subramanian, V.A.; Sathianarayanan, D.; Ramadass, G.A. Non-linear buckling analysis of imperfect thin spherical pressure hull for manned submersible. J. Ocean Eng. Sci. 2017, 2, 293–300. [Google Scholar] [CrossRef]
- Shen, J.J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 410 stainless steel filler metal. Mater. Sci. Eng. A 2022, 857, 144025. [Google Scholar] [CrossRef]
- Shen, J.J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and mechanical properties of gas metal arc elded CoCrFeMnNi joints using a 308 stainless steel filler metal. Scr. Mater. 2023, 222, 115053. [Google Scholar] [CrossRef]
- Venkata, K.A.; Kumar, S.; Dey, H.C.; Smith, D.J.; Bouchard, P.J.; Truman, C.E. Study on the Effect of Post Weld Heat Treatment Parameters on the Relaxation of Welding Residual Stresses in Electron Beam Welded P91 Steel Plates. Procedia Eng. 2014, 86, 223–233. [Google Scholar] [CrossRef] [Green Version]
- Sha, Y.C. Effect of Heat Treatment on Welding Residual Stress of Titanium Alloy Pressure Spherical Shell; Jiangsu University of Science and Technology: Zhenjiang, China, 2020. [Google Scholar]
- Song, Q.J. Quality Control of Thick TC4ELI Titanium Alloy EBW and Spherical Shell Deformation Prediction; Harbin Institute of Technology: Harbin, China, 2015. [Google Scholar]
- Xia, X.W. Research on Electron Beam Welding Simulation and Welding Process for Port Stubs of Vacuum Vessel Sectors with Large Complex Contor; University of Science and Technology of China: Hefei, China, 2020. [Google Scholar]
- Li, L.B. Influence of residual stress due to the equatorial weld on the ultimate strength of a Ti80 spherical pressure shell. Int. J. Adv. Manuf. Technol. 2021, 116, 1831–1841. [Google Scholar] [CrossRef]
- Xu, L.; Huang, X.P.; Wang, F. Effect of welding residual stress on the ultimate strength of spherical pressure hull. J. Ship Mech. 2017, 21, 864–872. [Google Scholar]
- Zhang, J. Numerical simulation and experimental study on welding residual stress of pressure hull with external pressure method. J. Ship Mech. 2018, 22, 1007–7294. [Google Scholar]
- Liu, X.D. Research on numerical welding experiment of a thick spherical shell structure. J. Marine. Sci. Appl. 2008, 7, 69–76. [Google Scholar] [CrossRef]
- Yu, C.L. Influence of initial imperfections on ultimate strength of spherical shells. Int. J. Nav. Archit. Ocean. Eng. 2017, 9, 473–483. [Google Scholar] [CrossRef]
- Matos, C.G.; Dodds, R.H., Jr. Modeling the effects of residual stresses on defects in welds of steel frame connections. Eng. Struct. 2000, 22, 1103–1120. [Google Scholar] [CrossRef]
- Shen, J.J.; Agrawal, P.; Rodrigues, T.A.; Lopes, J.G.; Schell, N.; Zeng, Z.; Mishra, R.S.; Oliveira, J.P. Gas tungsten arc welding of as-cast AlCoCrFeNi2.1 eutectic high entropy alloy. Mater. Des. 2022, 223, 111176. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T (°C) | Poisson’s Ratio | Specific Heat C (J/kg °C) | Elastic Modulus E (MPa) × 105 | Thermal Conductivity λ (W/(m °C)) | Yield Stress σ (MPa) × 105 | Thermal Expansion Coefficient K (1/°C) × 10−6 |
|---|---|---|---|---|---|---|
| 20 | 0.34 | 611 | 1.12 | 5.44 | 895 | 7.60 |
| 100 | 0.34 | 642 | 1.10 | 7.10 | - | 7.89 |
| 200 | 0.34 | 650 | 1.04 | 8.79 | - | 9.01 |
| 300 | 0.35 | 674 | 0.98 | 10.47 | - | 9.30 |
| 400 | 0.37 | 691 | 0.92 | 12.56 | 590 | 9.24 |
| 500 | 0.37 | 708 | 0.86 | 14.24 | 440 | 9.39 |
| 600 | 0.39 | 727 | 0.82 | 15.91 | - | 9.40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, F.; Kong, P.; Sun, Z.; Zhang, J.; Chen, F.; Wu, Y.; Wang, Y. Residual Stress Properties of the Welded Thick Underwater Spherical Pressure Hull Based on Finite Element Analysis. Metals 2022, 12, 1958. https://doi.org/10.3390/met12111958
Wang F, Kong P, Sun Z, Zhang J, Chen F, Wu Y, Wang Y. Residual Stress Properties of the Welded Thick Underwater Spherical Pressure Hull Based on Finite Element Analysis. Metals. 2022; 12(11):1958. https://doi.org/10.3390/met12111958
Chicago/Turabian StyleWang, Fang, Pinpin Kong, Zhongzhou Sun, Jinfei Zhang, Fengluo Chen, Yu Wu, and Yongmei Wang. 2022. "Residual Stress Properties of the Welded Thick Underwater Spherical Pressure Hull Based on Finite Element Analysis" Metals 12, no. 11: 1958. https://doi.org/10.3390/met12111958