
Simulation Analysis and Experimental Study on SLM Forming Titanium Alloy Milling Hole

Abstract
:1. Introduction
2. SLM-Forming Titanium Alloy Modeling and Milling Hole Simulation Analysis
2.1. Modeling of SLM-Formed Titanium Alloy
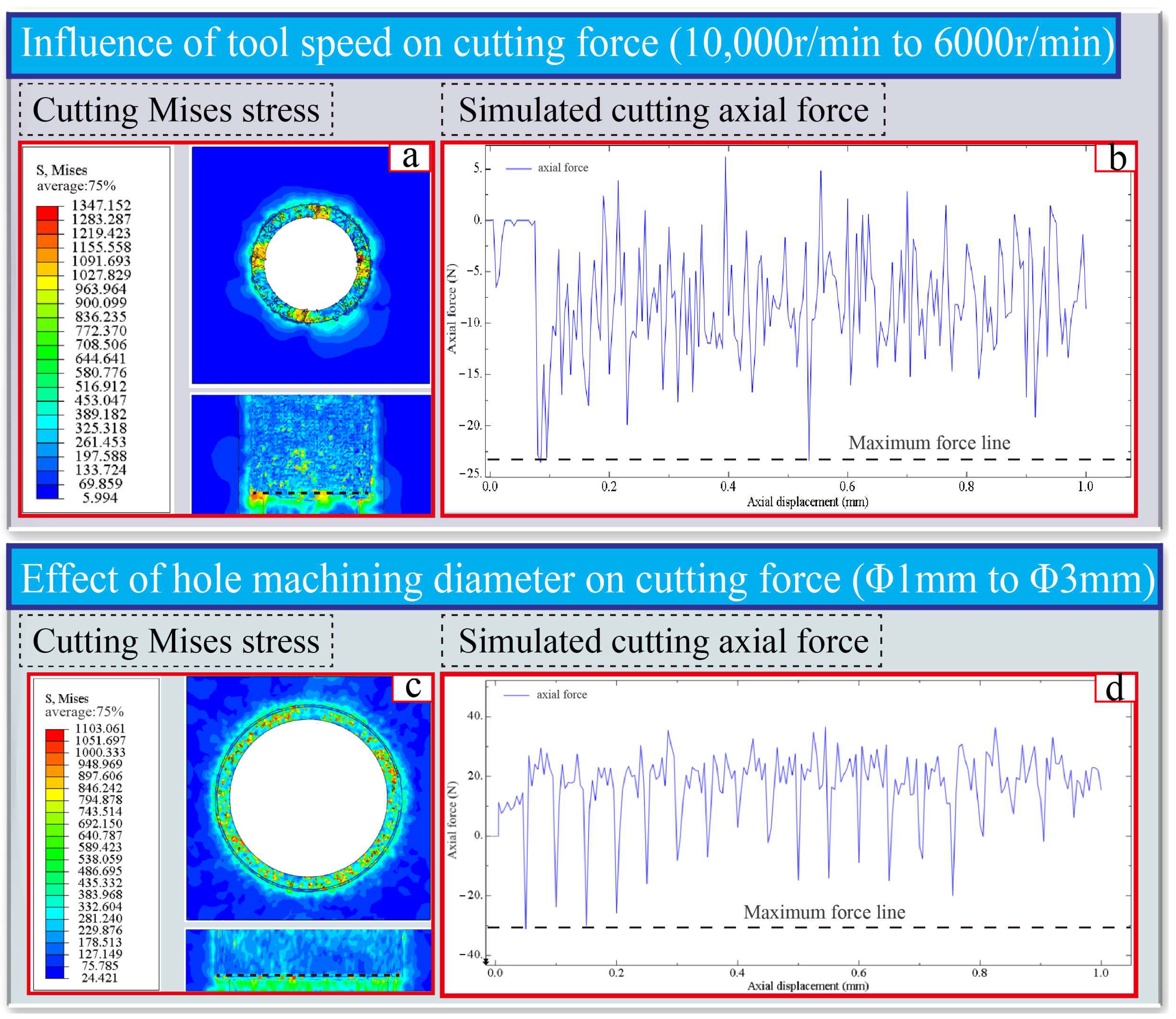
2.2. Constraint load and Result Analysis
3. SLM Hole-milling Experimental Research
3.1. SLM Sample Forming
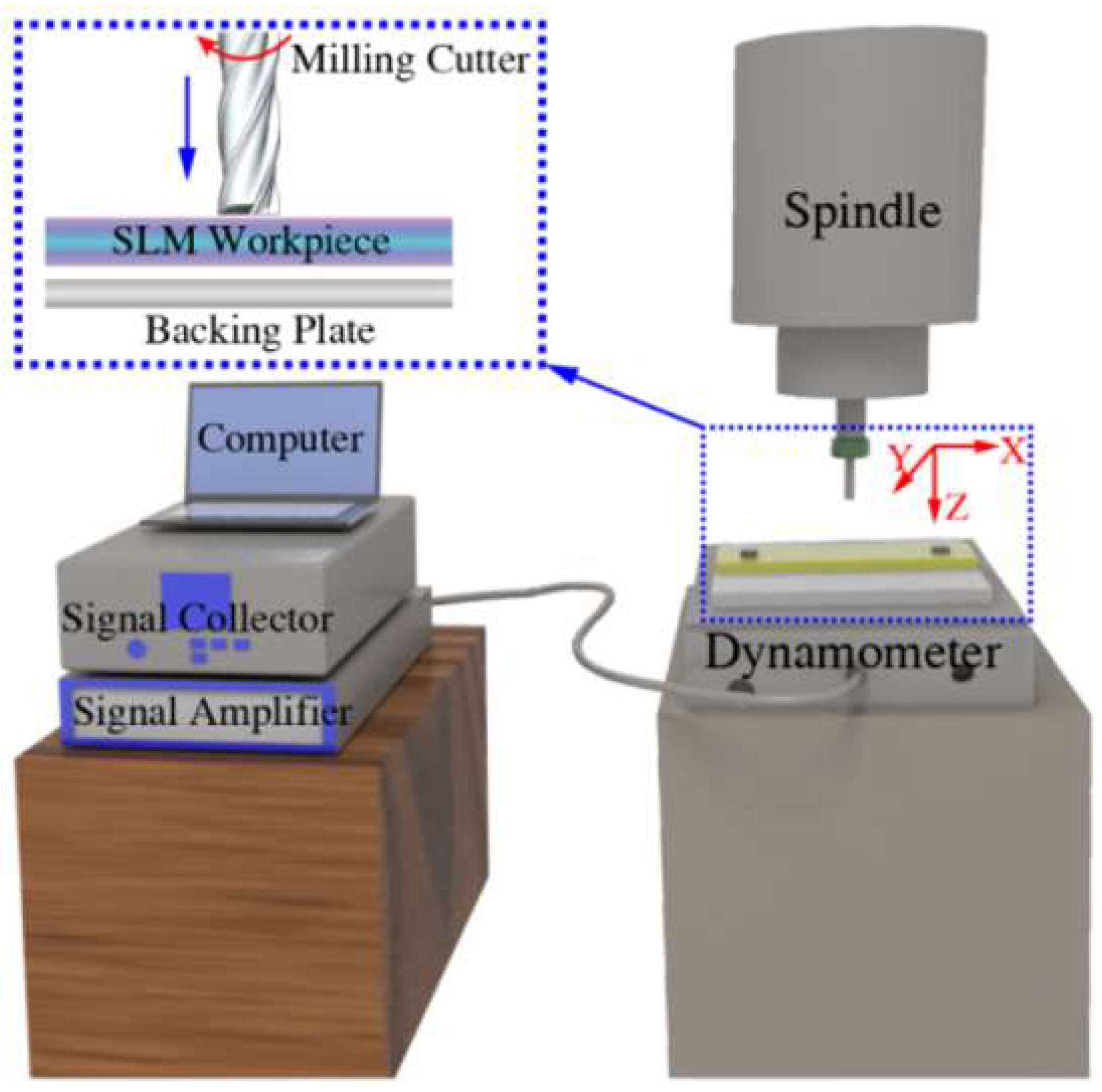
3.2. Processing and Experimenting Equipment
3.3. Experiment Plan
4. Results and Analysis
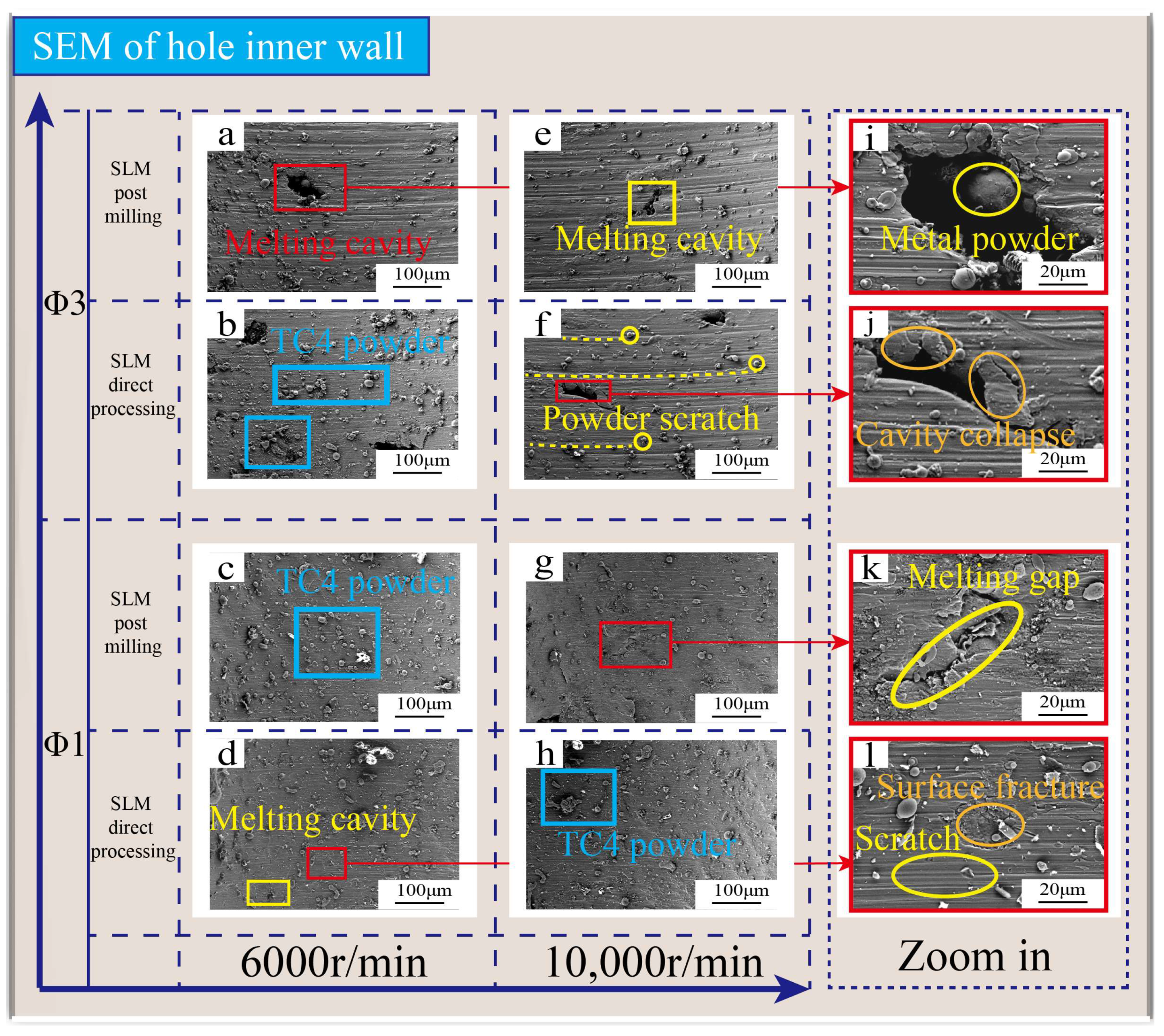
4.1. Surface Appearance of SEM-Sample Milling Hole
4.2. Hole-Wall Appearance
4.3. Cutting Force Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aboulkhair, N.T.; Simonelli, M.; Parry, L. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2022, 28, 87–100. [Google Scholar] [CrossRef]
- Liu, H.; Sun, Y.; Geng, Y.; Shan, D. Experimental research of milling force and surface quality for TC4 titanium alloy of micro-milling. Int. J. Adv. Manuf. Technol. 2015, 79, 705–716. [Google Scholar] [CrossRef]
- Li, M.; Yu, T.; Zhang, R.; Yang, L.; Li, H.; Wang, W. MQL milling of TC4 alloy by dispersing graphene into vegetable oil-based cutting fluid. Int. J. Adv. Manuf. Technol. 2018, 99, 1735–1753. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Ma, J.-W.; Jiang, W.-W.; Ye, T.; Song, J.-P.; He, G.-Z. An analysis method of cutting heat by transforming from time-varying variable to constant parameter for dry milling of TC4 curved surface. Int. J. Adv. Manuf. Technol. 2019, 103, 2133–2150. [Google Scholar] [CrossRef]
- Liu, J.; Song, J.; Chen, Y.; Zhang, J.; Wu, L.; Wang, G.; Zhang, F.; Liu, Z.; Sun, J.; Liu, S.; et al. Atmospheric pressure cold plasma jet–assisted micro-milling TC4 titanium alloy. Int. J. Adv. Manuf. Technol. 2021, 112, 2201–2209. [Google Scholar] [CrossRef]
- Du, W.; Bai, Q.; Zhang, B. A Novel Method for Additive/Subtractive Hybrid Manufacturing of Metallic Parts. Procedia Manuf. 2016, 5, 1018–1030. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.T.; Gao, M.Q.; Zhao, J.B. Study on Thermo Mechanical Coupling of the Hybrid Additive and Subtractive Manufacturing Based on Finite Element Model. J. Mech. Eng. 2022, 58, 274–282. [Google Scholar]
- Yang, Y.Y.; Gong, Y.D.; Qu, S.S. Experiment on the Macro-morphology and residual Stress of 316L by Hybrid Additive and Subtractive Manufacturing. J. Northeast. Univ. (Nat. Sci.) 2020, 41, 380–386. [Google Scholar]
- Fortunato, A.; Lulaj, A.; Melkote, S.; Liverani, E.; Ascari, A.; Umbrello, D. Milling of maraging steel components produced by selective laser melting. Int. J. Adv. Manuf. Technol. 2018, 94, 1895–1902. [Google Scholar] [CrossRef]
- Yang, X.; Ma, Y.; He, D.; Du, X.; Wang, R. Theoretical Analysis and Experimental Research into the Mechanical Properties of Al-Ti-Al Symmetrical Laminated Plate. Adv. Mater. Sci. Eng. 2020, 2020, 8942585. [Google Scholar] [CrossRef] [Green Version]
- Tao, W.; Jin, Z.; Shuai, J.; Fen, Y. Effect of laser scanning and milling speed on surface roughness of TC4 hybrid prepared. Int. J. Adv. Manuf. Technol. 2021, 117, 1663–1674. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, B.; Zhao, C. Effect of ultrasonic vibration-assisted face milling on the surface microstructure and tribological properties. J. Vibroeng. 2022, 24, 1–17. [Google Scholar] [CrossRef]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater. Sci. 2020, 117, 100724. [Google Scholar] [CrossRef]
- Tillmann, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.; Hoyer, K.-P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Galati, M.; Iuliano, L. A literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Liu, Z.; Yue, C.; Li, X.; Liu, X.; Liang, S.; Wang, L. Research on Tool Wear Based on 3D FEM Simulation for Milling Process. J. Manuf. Mater. Process. 2020, 4, 121. [Google Scholar] [CrossRef]
- Zou, Z.; Zhao, X.; He, L.; Jiang, X. Study of Different Micro Milling Blades on Milling Titanium Alloy TC4. IOP Conf. Ser. Mater. Sci. Eng. 2020, 751, 012082. [Google Scholar] [CrossRef]
- Deng, Y.F.; Zhang, Y.; Zhang, W.Q. Effects of Fracture Criterion on TC4 Titanium Alloy Plates against Impacts of Ogival-nosed Projectiles. China Mech. Eng. 2019, 30, 2378–2384. [Google Scholar] [CrossRef]
- Deng, Y.F.; Zhang, Y.; An, J.D. Mechanical properties and constitutive relationship of TC4 titanium alloy. J. Vib. Shock 2020, 39, 70–77. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Hu, Y.; Ji, X.; Ma, L.; Yang, H.; Huang, W. Residual stress and distortion of rectangular and S-shaped Ti-6Al-4V parts by Directed Energy Deposition: Modelling and experimental calibration. Addit. Manuf. 2019, 26, 166–179. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E(MPa) | μ | /(kg/m3) | A/MPa | B/MPa | n | C | m |
|---|---|---|---|---|---|---|---|
| 110,000 | 0.34 | 4500 | 862 | 331 | 0.34 | 0.0 | 0.0 |
| d1 | d2 | d3 | d4 | d5 | Tm | |
|---|---|---|---|---|---|---|
| 0 | 0.33 | 0.48 | 0.004 | 3.9 | 0 | 1 |
| Element | Ti | Al | V | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|---|
| Wt.% | Balance | 5.5–6.5 | 3.5–4.5 | 0.25 | 0.08 | 0.03 | 0.0125 | 0.13 |
| Maximum Power (W) | Laser Wave Length (nm) | Laser Beam Diameter (μm) | Maximum Dimensions (mm) |
|---|---|---|---|
| 400 | 1075 | 70 | 250 × 250 × 300 |
| Parameter | Laser Power (W) | Exposure Time (μs) | Point Distance (μm) | Hatch Space (mm) | Scanning Speed (mm/s) | Layer Thickness (μm) |
|---|---|---|---|---|---|---|
| Value | 270 | 100 | 50 | 0.07 | 500 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, W.; Yan, T.; Liu, Y.; Zhang, X.; Li, J.; Wang, L.; Dong, L. Simulation Analysis and Experimental Study on SLM Forming Titanium Alloy Milling Hole. Metals 2022, 12, 1919. https://doi.org/10.3390/met12111919
Shi W, Yan T, Liu Y, Zhang X, Li J, Wang L, Dong L. Simulation Analysis and Experimental Study on SLM Forming Titanium Alloy Milling Hole. Metals. 2022; 12(11):1919. https://doi.org/10.3390/met12111919
Chicago/Turabian StyleShi, Wentian, Tianming Yan, Yude Liu, Xiaoqing Zhang, Jihang Li, Lin Wang, and Lu Dong. 2022. "Simulation Analysis and Experimental Study on SLM Forming Titanium Alloy Milling Hole" Metals 12, no. 11: 1919. https://doi.org/10.3390/met12111919