
Numerical Simulation and Application of Tundish Cover Argon Blowing for a Two-Strand Slab Continuous Casting Machine

Abstract
:1. Introduction
2. Model Description
2.1. Governing Equations and Boundary Conditions
- The argon blown into the tundish and the air remaining in the tundish were regarded as incompressible fluids.
- The whole process of protective casting was regarded as isothermal, and the energy loss of tundish was ignored due to the high temperature in tundish after baking and the low specific heat capacity of argon and air.
- The temperature of argon blown into tundish was assumed to be the same as that of tundish, and the natural convection in tundish was ignored.
- The effect of argon flow on molten steel and slag was ignored.
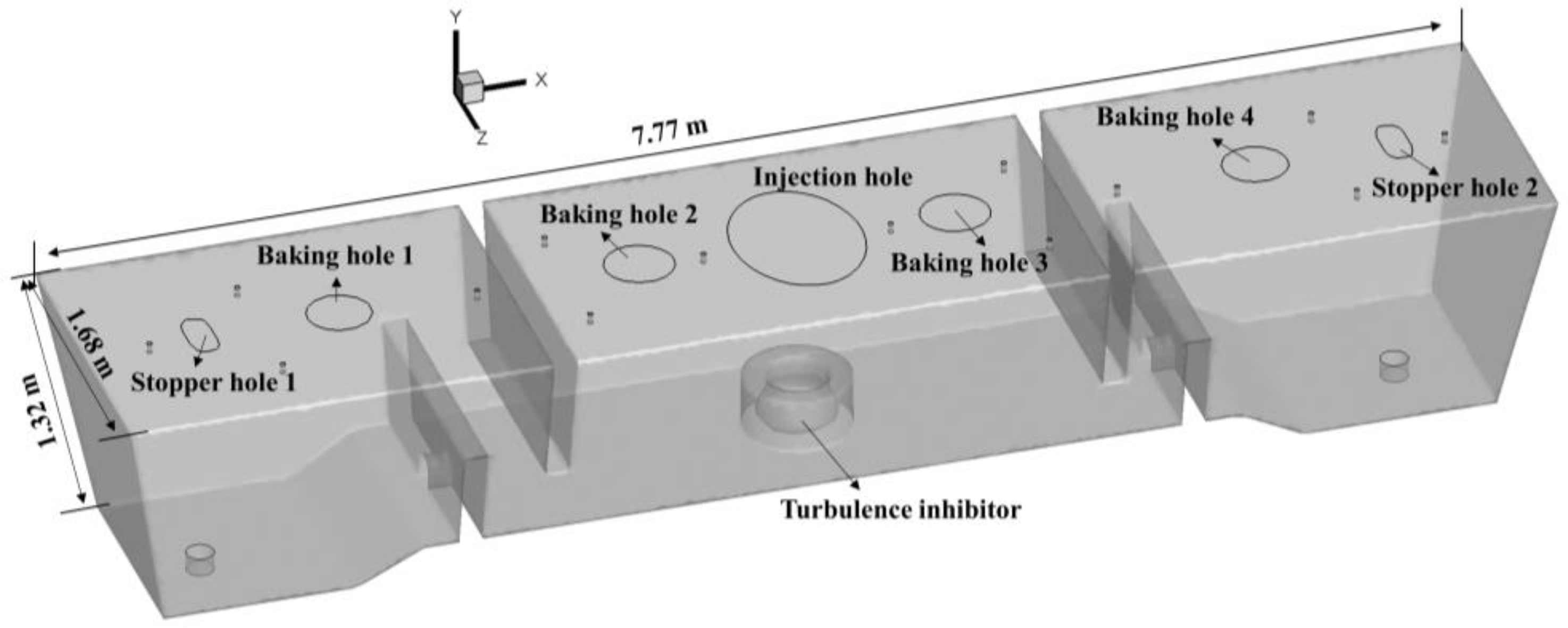
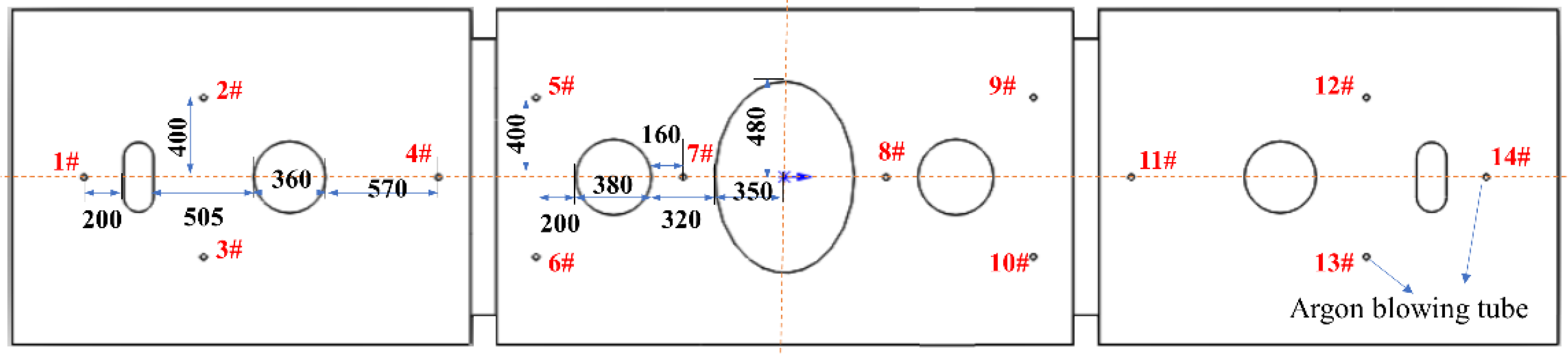
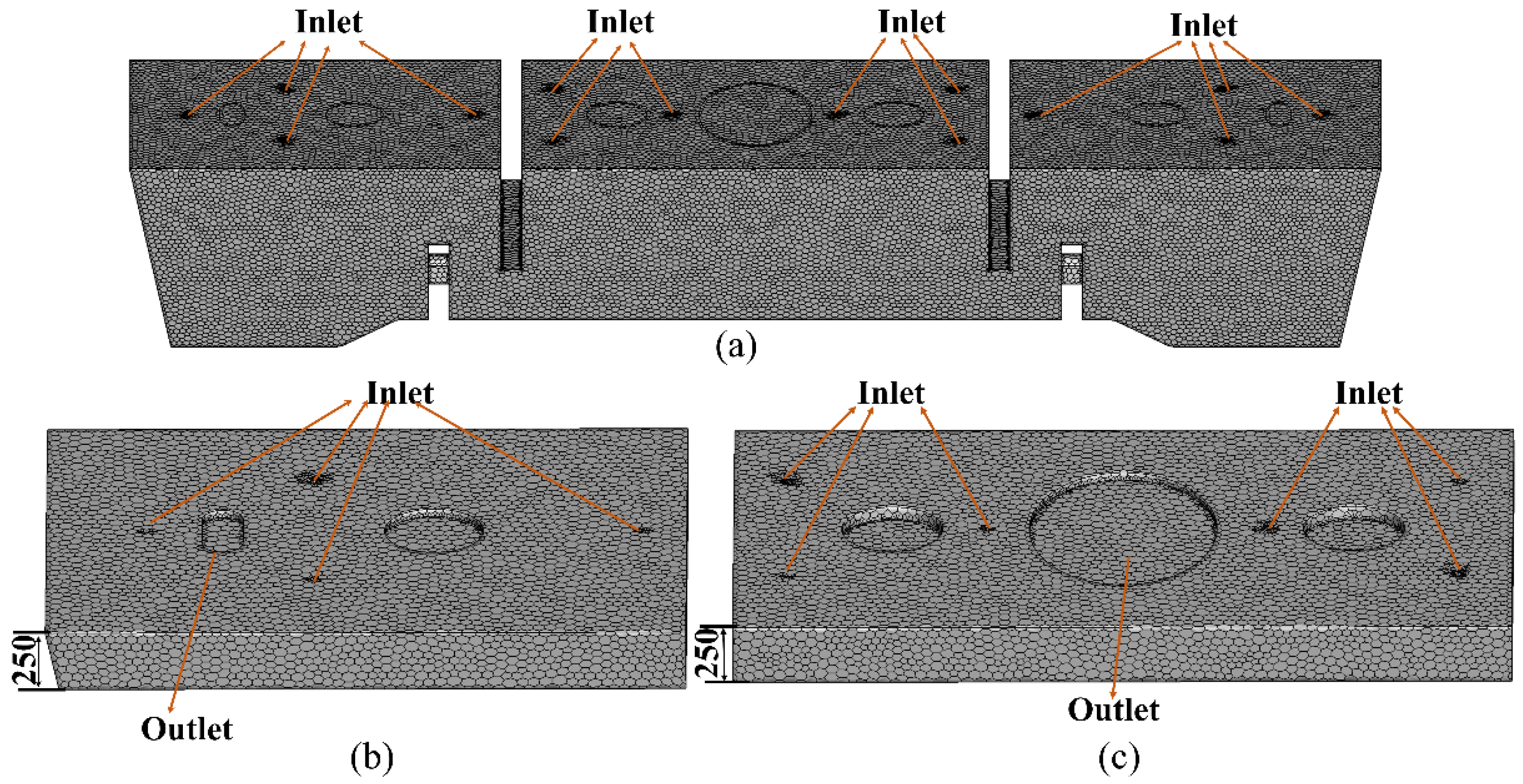
2.2. Experimental Facility and Numerical Model
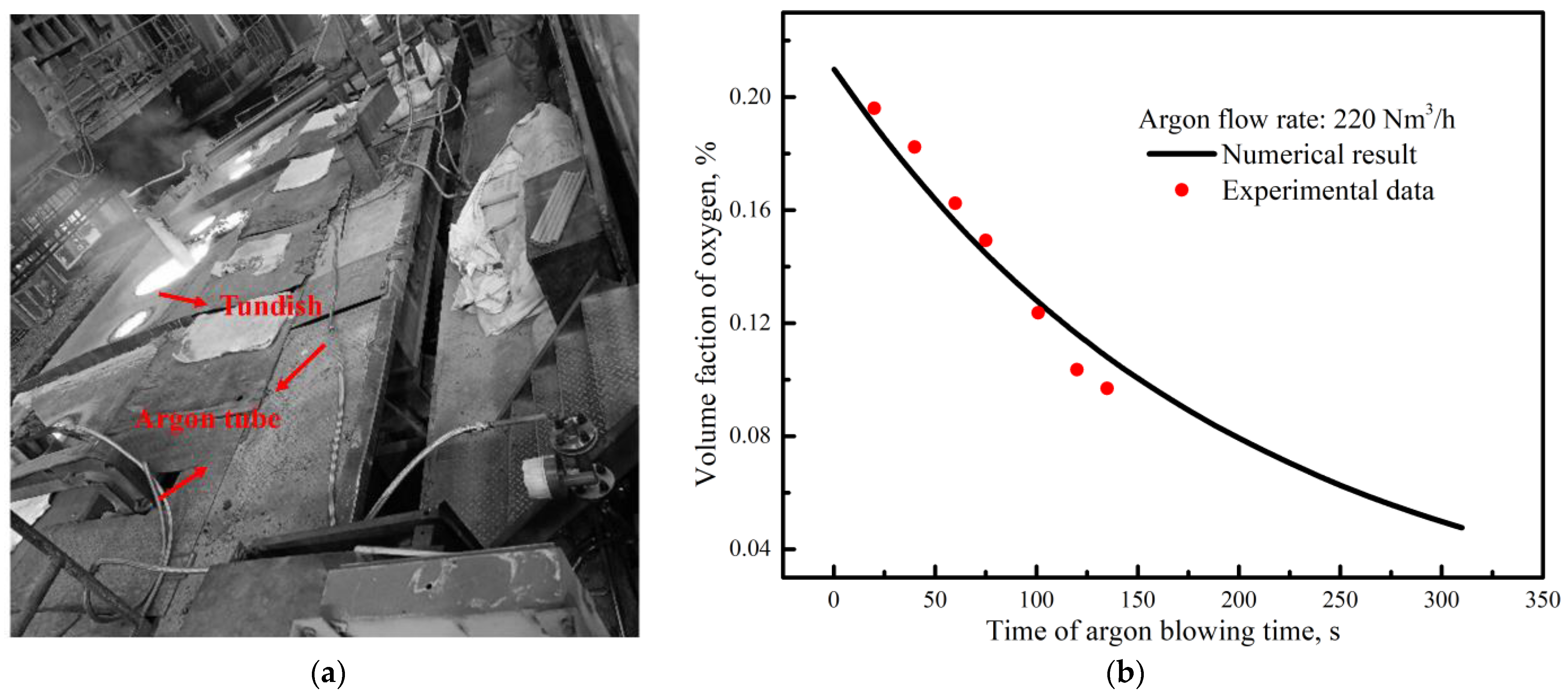
2.3. Model Validation
3. Results and Discussion
3.1. Numerical Simulation
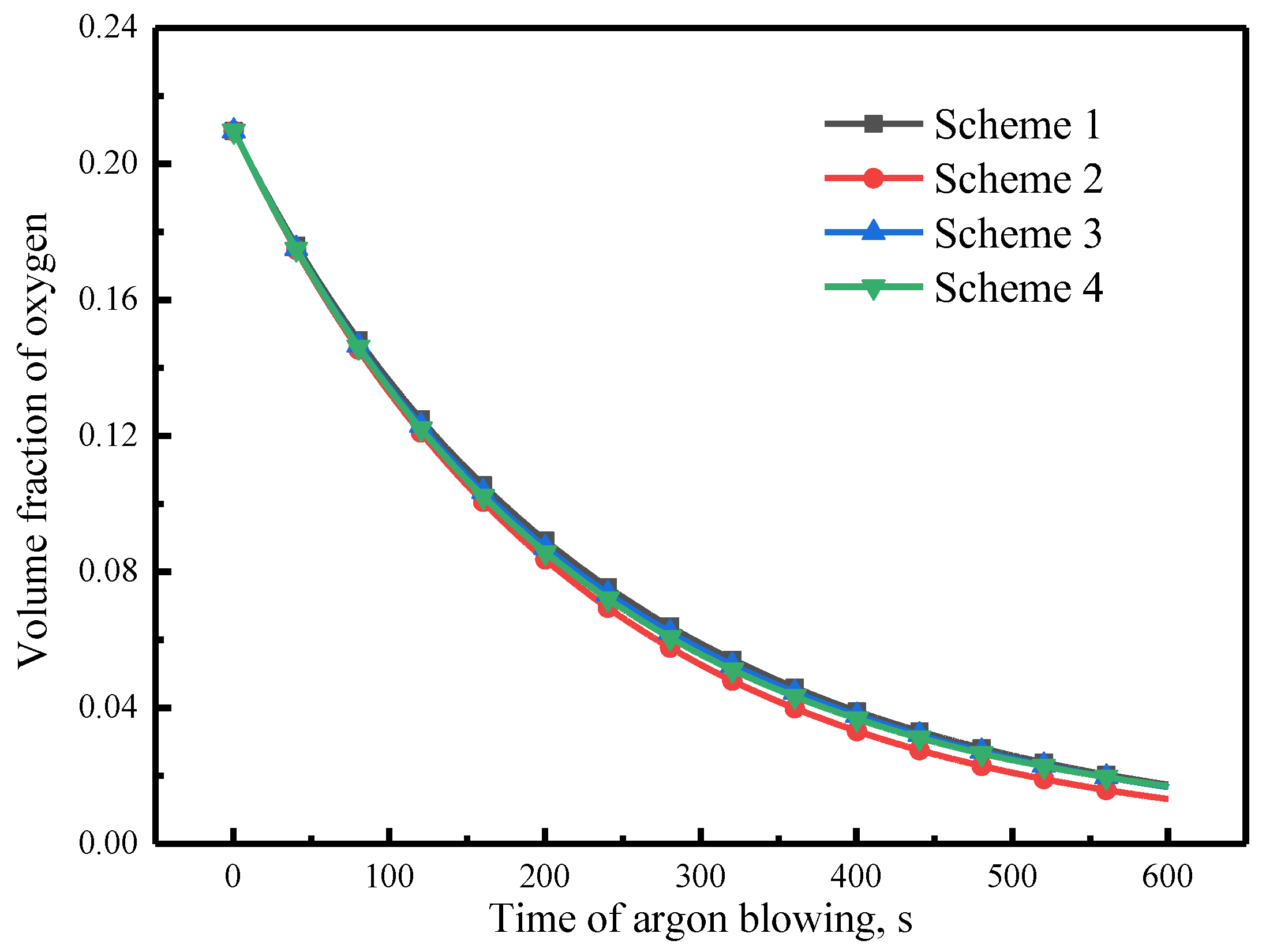
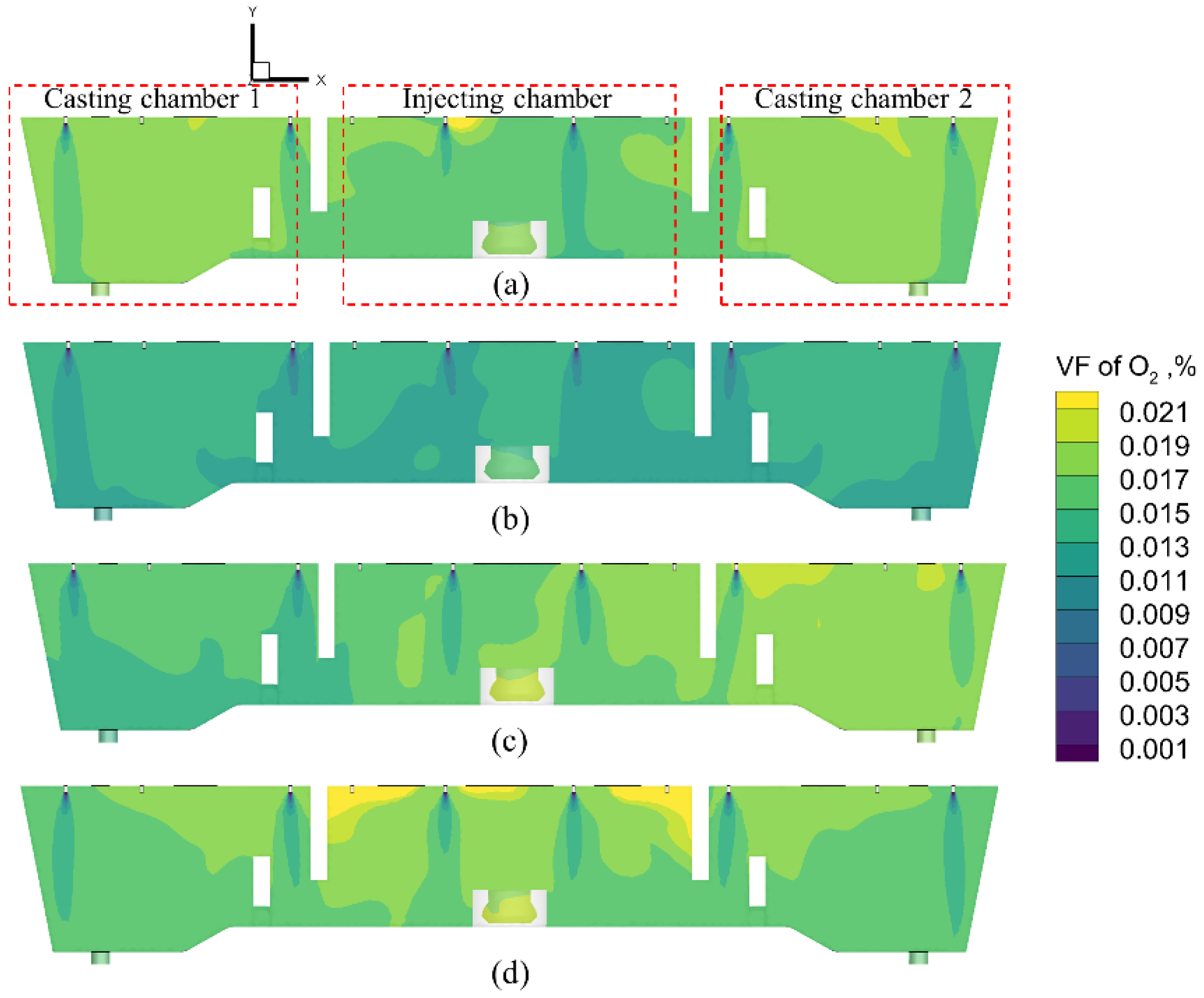
3.1.1. Calculation of the Sealing Scheme of Tundish Cover Holes during the Period of Empty Tundish
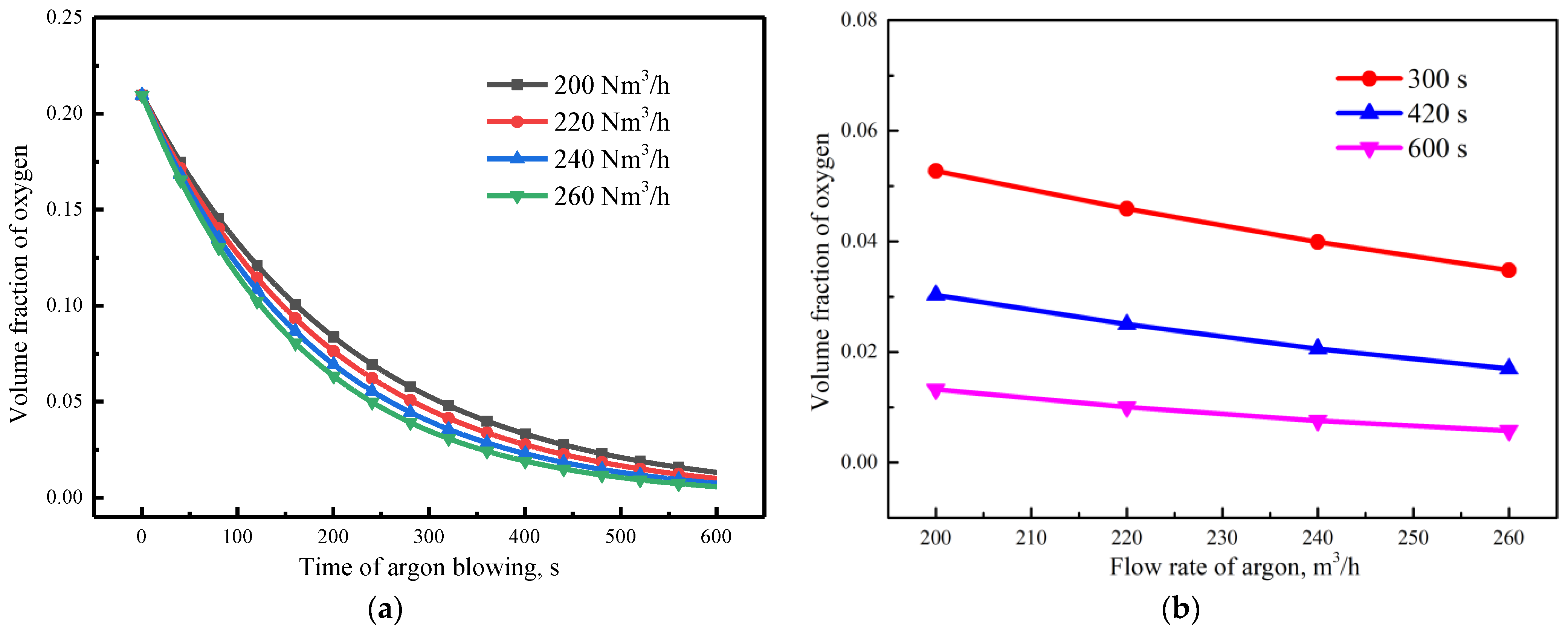
3.1.2. Calculation of Argon Flow Rate during a Period of Empty Tundish
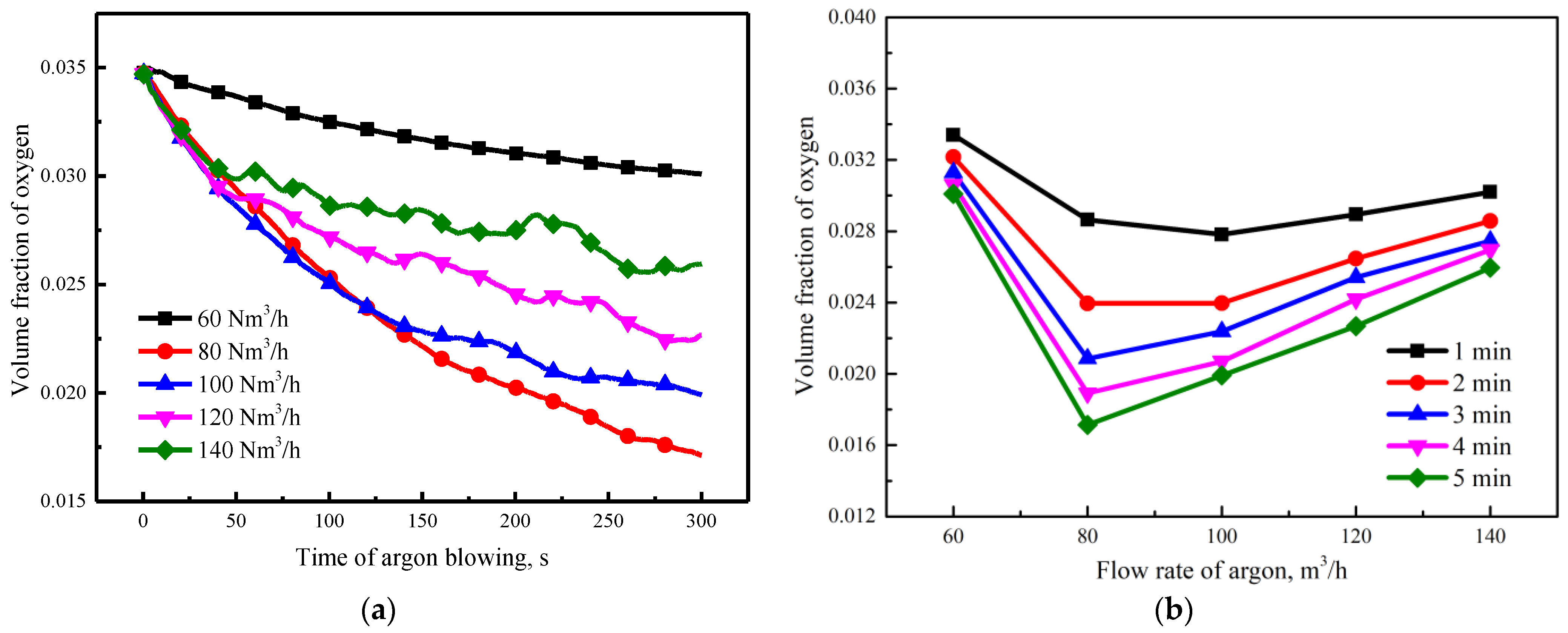
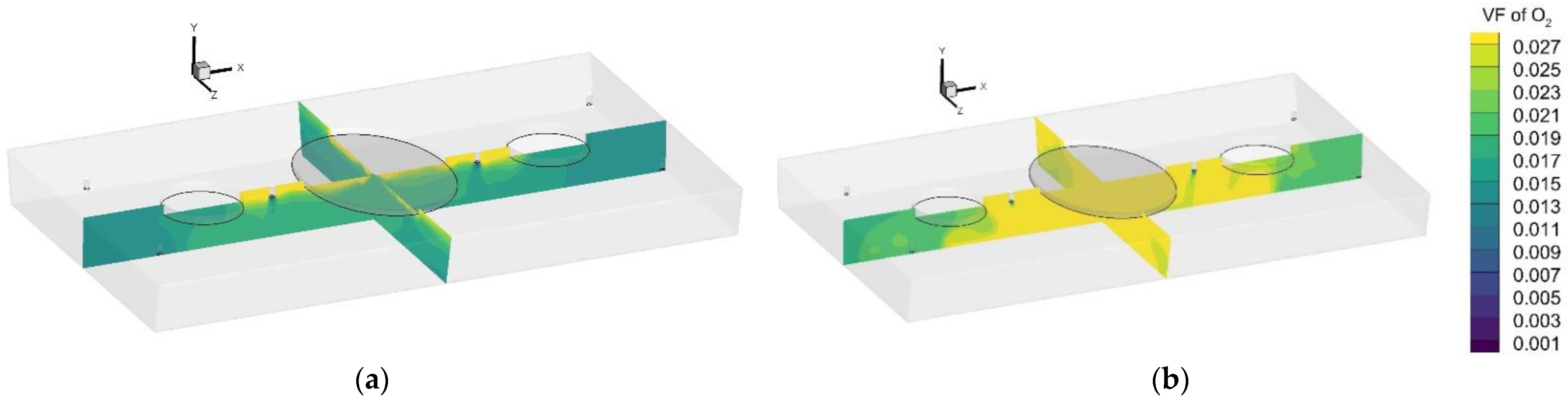
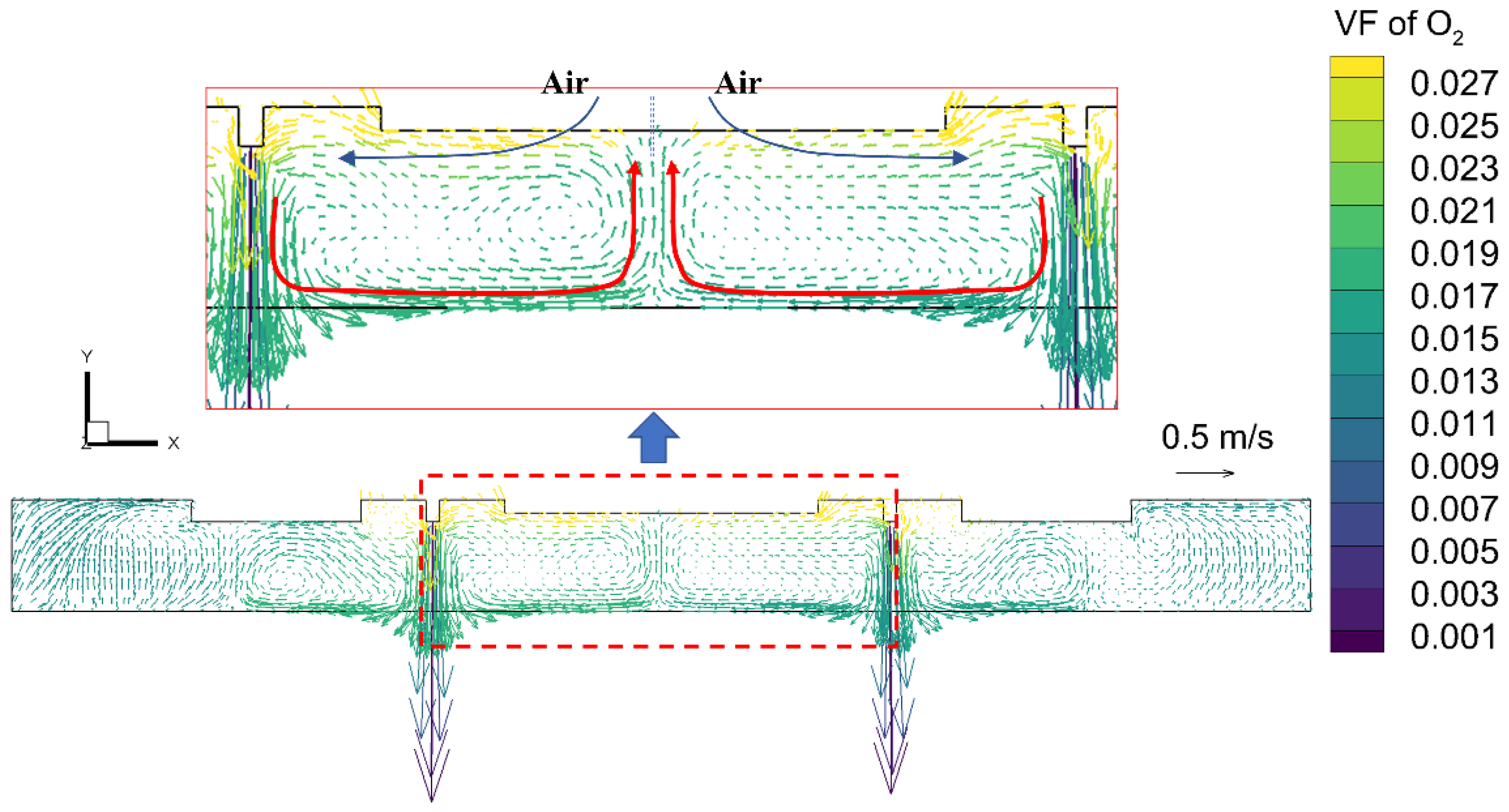
3.1.3. Calculation of Argon Flow Rate during a Period of Normal Casting
3.2. Industrial Application
4. Conclusions
- (1)
- The process of ABTC shows a great protective casting effect in avoiding increasing nitrogen and losing titanium and aluminum. As for the steel grade of M3A35, the average increment of nitrogen content (△w[N]) decreases by 90%, and the average losses of titanium △w[Ti] and aluminum △w[Al] decrease by 12.7% and 7.1%, respectively.
- (2)
- During ABTC, the injecting hole and baking holes should be sealed, and the argon flow rate should be ≥220 Nm3/h to obtain better protective effects during a period of empty tundish.
- (3)
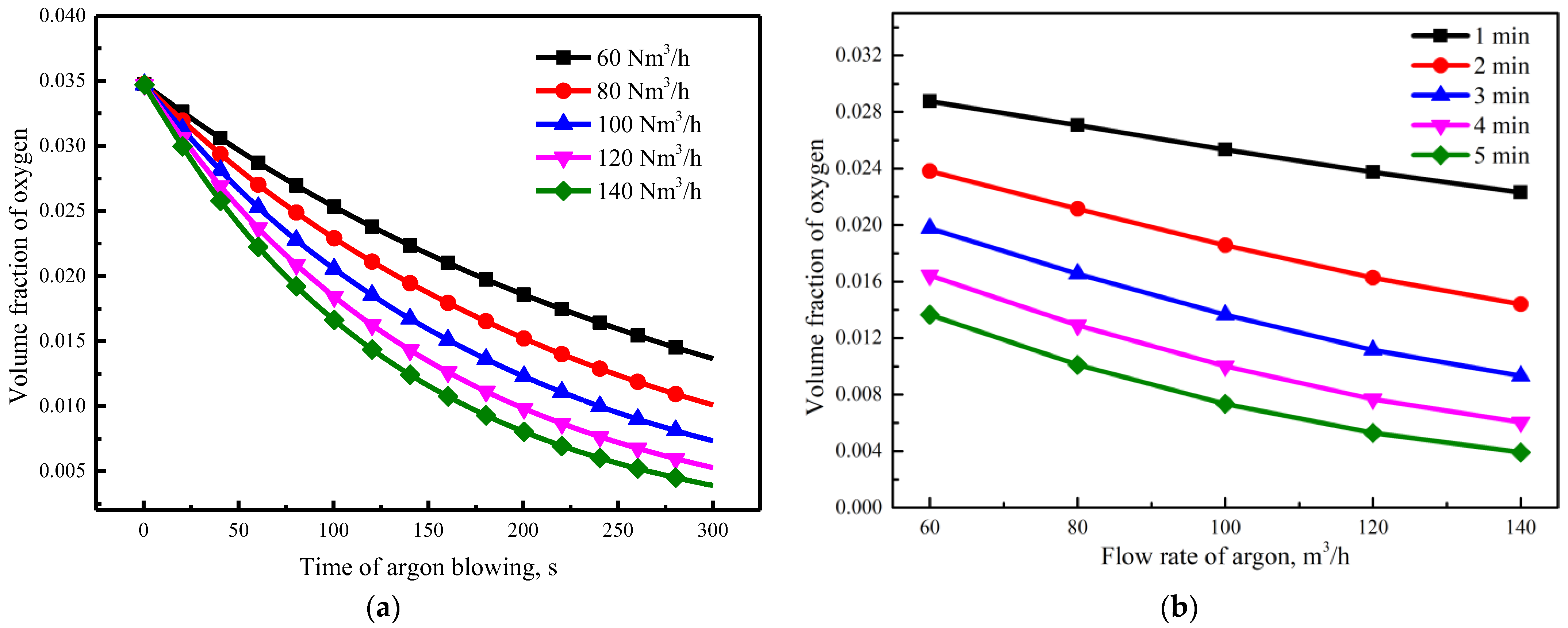
- During a period of normal casting, the rational argon flow rate is 80 Nm3/h due to the strong air entrainment in the isolated injecting chamber.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chu, J.; Bao, Y. Study on the relationship between vacuum denitrification and manganese evaporation behaviours of manganese steel melts. Vacuum 2021, 192, 110420. [Google Scholar] [CrossRef]
- Kawakami, K.; Taniguchi, T.; Nakashima, K. Generation Mechanisms of Non-metallic Inclusions in High-cleanliness Steel. Tetsu--Hagane 2007, 93, 743–752. [Google Scholar] [CrossRef] [Green Version]
- Ling, H.; Zhang, L.; Liu, C. Effect of snorkel shape on the fluid flow during RH degassing process: Mathematical modelling. Ironmak Steelmak. 2018, 45, 145–156. [Google Scholar] [CrossRef]
- Ling, H.T.; Zhang, L.F. Investigation on the Fluid Flow and Decarburization Process in the RH Process. Metall. Mater. Trans. B 2018, 49, 2709–2721. [Google Scholar] [CrossRef]
- Cao, Q.; Nastac, L. Numerical modelling of the transport and removal of inclusions in an industrial gas-stirred ladle. Ironmak Steelmak. 2018, 45, 984–991. [Google Scholar] [CrossRef]
- Liu, Y.; Ersson, M.; Liu, H.; Jonsson, P.G.; Gan, Y. Reply to the Discussion on “A Review of Physical and Numerical Approaches for the Study of Gas Stirring in Ladle Metallurgy”. Metall. Mater. Trans. B 2020, 51, 1847–1850. [Google Scholar] [CrossRef]
- Jardon-Perez, L.E.; Gonzalez-Rivera, C.; Ramirez-Argaez, M.A.; Dutta, A. Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye. Processes 2020, 8, 917. [Google Scholar] [CrossRef]
- Liu, W.; Lee, J.; Guo, X.; Silaen, A.K.; Zhou, C.Q. Argon Bubble Coalescence and Breakup in a Steel Ladle with Bottom Plugs. Steel Res. Int. 2019, 90, 1800396. [Google Scholar] [CrossRef]
- Li, L.; Liu, Z.; Cao, M.; Li, B. Large Eddy Simulation of Bubbly Flow and Slag Layer Behavior in Ladle with Discrete Phase Model (DPM)–Volume of Fluid (VOF) Coupled Model. JOM 2015, 67, 1459–1467. [Google Scholar] [CrossRef]
- Li, Y.; Deng, A.Y.; Li, H.; Yang, B.; Wang, E.G. Numerical Study on Flow, Temperature, and Concentration Distribution Features of Combined Gas and Bottom-Electromagnetic Stirring in a Ladle. Metals 2018, 8, 19. [Google Scholar] [CrossRef]
- Chen, S.; Lei, H.; Wang, M.; Yang, B.; Dou, W.; Chang, L.; Zhang, H. Ar-CO-liquid steel flow with decarburization chemical reaction in single snorkel refining furnace. Int. J. Heat Mass Tran. 2020, 146, 118857. [Google Scholar] [CrossRef]
- Ling, H.; Xu, R.; Wang, H.; Chang, L.; Qiu, S. Multiphase Flow Behavior in a Single-Strand Continuous Casting Tundish during Ladle Change. ISIJ Int. 2020, 60, 499–508. [Google Scholar] [CrossRef] [Green Version]
- Cwudzinski, A. Physical and mathematical modeling of bubbles plume behaviour in one strand tundish. Metall. Res. Technol. 2018, 115, 101. [Google Scholar] [CrossRef]
- Chatterjee, S.; Chattopadhyay, K. Physical Modeling of Slag ‘Eye’ in an Inert Gas-Shrouded Tundish Using Dimensional Analysis. Metall. Mater. Trans. B 2016, 47, 508–521. [Google Scholar] [CrossRef]
- Yang, W.; Luo, Z.; Gu, Y.; Liu, Z.; Zou, Z. Simulation of bubbles behavior in steel continuous casting mold using an Euler-Lagrange framework with modified bubble coalescence and breakup models. Powder Technol. 2020, 361, 769–781. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, Q.; Zhang, H.; Zhou, J.; Liu, C.; Ni, H. Effect of argon blowing rate on multiphase flow and initial solidification in a slab mold. Metall. Mater. Trans. B 2020, 51, 1088–1100. [Google Scholar] [CrossRef]
- Zhang, H.; Fang, Q.; Xiao, T.P.; Ni, H.W.; Liu, C.S. Optimization of the flow in a slab mold with argon blowing by divergent bifurcated SEN. ISIJ Int. 2019, 59, 86–92. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.D.; Luo, Z.G.; Lai, Q.R.; Zou, Z.S. Study on bubble coalescence and bouncing behaviors upon off-center collision in quiescent water. Exp. Therm. Fluid Sci. 2019, 104, 199–208. [Google Scholar] [CrossRef]
- Feng, W. Reoxidation Phenomenon and Inhibition Mechanism of Aluminum-Deoxidized Steel in Tangsteel; University of Science and Technology Beijing: Beijing, China, 2019. [Google Scholar]
- Story, S.R.; Goldsmith, G.E.; Fruehan, R.J.; Casuccio, G.S.; Potter, M.S.; Wlliams, D.M. A study of casting issues using rapid inclusion identification and analysis. Iron Steel Technol. 2006, 3, 52–61. [Google Scholar]
- Sun, Y.; Cai, K.; Zhao, C. Effect of transient casting operation on cleanliness of continuously cast strands. Iron Steel 2008, 43, 22–25. [Google Scholar] [CrossRef]
- Gao, J.; Yan, S.; Ding, Z. Analysis on surface defects of deep-drawing piece of steel DC04-LQQ for filter and process control. Spec. Steel 2017, 38, 27–31. [Google Scholar]
- Launder, B.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Method. Appl. Mech. 1974, 3, 269–289. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Value |
|---|---|
| Slab section size, mm × mm | 230 × 1300 |
| Casting speed, m·min−1 | 0.9–1.2 |
| Depth of molten steel during normal casting period, mm | 1000 |
| Diameter of baking hole, mm | 380, 360 |
| Diameter of argon pipe, mm | 30 |
| Distance between molten slag surface and tundish cover, mm | 250 |
| Density of argon at 288 K, kg·m−3 | 1.6228 |
| Density of air at 288 K, kg·m−3 | 1.225 |
| Viscosity of argon, kg·m−1·s−1 | 2.125 × 10−5 |
| Viscosity of air, kg·m−1·s−1 | 1.789 × 10−5 |
| Mass fraction of oxygen in air | 0.21 |
| Mass diffusivity of mixture, m2·s−1 | 2.88 × 10−5 |
| Total flow rate of argon blowing, Nm3·h−1 | 60, 100, 120, 140, 200, 220, 240, 260 |
| Mesh | M1 | M2 | M3 | M4 |
|---|---|---|---|---|
| Total cell number | 192,236 | 325,618 | 508,483 | 612,348 |
| Total node number | 998,050 | 1,878,166 | 2,932,932 | 3,532,026 |
| Average volume faction of oxygen | 0.04846 | 0.04765 | 0.04591 | 0.04511 |
| δoxygen = |VFoxygen-i − VFoxygen-4|/VFoxygen-4 | 0.0743 | 0.0563 | 0.0179 | – |
| Scheme No. | Seal of Tundish Cover Hole |
|---|---|
| 1 | Stopper hole 1–2, baking hole 1–4 |
| 2 | Injecting hole, baking hole 1–4 |
| 3 | Injecting hole, stopper hole 2, baking hole 1–4 |
| 4 | None |
| Item | Value |
|---|---|
| ABTC during a period of empty tundish | Argon flow rate: 220 Nm3/h; Time of argon blowing: 3 min |
| ABTC during a period of normal casting | Argon flow rate: 100 Nm3/h; Time of argon blowing: all the other time |
| Steel grade | M3A35 |
| Steel composition, wt% | C ≤ 0.002, Si ≤ 0.005, Mn: 0.05~0.08, Ti: 0.065~0.085, Al: 0.02~0.035, Cr ≤ 0.05, Ni ≤ 0.05, Mo ≤ 0.01 |
| Casting speed, m/min | 1.12 |
| Section size of slab, mm × mm | 1300 × 230 |
| Heat No. | Trial Group with ABTC, ×10−6 | Control Group without ABTC, ×10−6 | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| End of RH, w | Tundish, w | Increment, △w | End of RH, w | Tundish, w | Increment, △w | |||||||||||||
| [N] | [Ti] | [Al] | [N] | [Ti] | [Al] | [N] | [Ti] | [Al] | [N] | [Ti] | [Al] | [N] | [Ti] | [Al] | [N] | [Ti] | [Al] | |
| 1 | 15 | 760 | 434 | 15 | 710 | 350 | 0 | −50 | −84 | 16 | 750 | 448 | 17 | 700 | 360 | 1 | −50 | −88 |
| 2 | 12 | 820 | 427 | 16 | 760 | 380 | 4 | −60 | −47 | 16 | 800 | 462 | 28 | 750 | 420 | 12 | −50 | −42 |
| 3 | 14 | 800 | 422 | 13 | 710 | 310 | 0 | −90 | −112 | 16 | 820 | 466 | 16 | 700 | 360 | 0 | −120 | −106 |
| 4 | 19 | 760 | 395 | 18 | 730 | 340 | 0 | −30 | −55 | 0 | 790 | 474 | 23 | 760 | 450 | 23 | −30 | −24 |
| 5 | 16 | 770 | 407 | 17 | 720 | 360 | 1 | −50 | −47 | 24 | 810 | 470 | 22 | 730 | 390 | 0 | −80 | −80 |
| 6 | 15 | 820 | 436 | 17 | 770 | 390 | 2 | −50 | −46 | 0 | 800 | 418 | 27 | 750 | 340 | 27 | −50 | −78 |
| Average | 15 | 788 | 420 | 16 | 733 | 355 | 1 | −55 | −65 | 12 | 795 | 456 | 22 | 732 | 387 | 10 | −63 | −70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Wu, C.; Xie, X.; Chen, L.; Chen, J.; Yang, X.; Ma, X. Numerical Simulation and Application of Tundish Cover Argon Blowing for a Two-Strand Slab Continuous Casting Machine. Metals 2022, 12, 1801. https://doi.org/10.3390/met12111801
Li Y, Wu C, Xie X, Chen L, Chen J, Yang X, Ma X. Numerical Simulation and Application of Tundish Cover Argon Blowing for a Two-Strand Slab Continuous Casting Machine. Metals. 2022; 12(11):1801. https://doi.org/10.3390/met12111801
Chicago/Turabian StyleLi, Yang, Chenhui Wu, Xin Xie, Lian Chen, Jun Chen, Xiaodong Yang, and Xiaodong Ma. 2022. "Numerical Simulation and Application of Tundish Cover Argon Blowing for a Two-Strand Slab Continuous Casting Machine" Metals 12, no. 11: 1801. https://doi.org/10.3390/met12111801