
Key Technology and Application of Production Scheduling for Heating Forming of Forgings: A Review
 ,
,
Abstract
:1. Introduction
- Multi-objective: The optimization objectives of forging heating forming production scheduling mainly include meeting the customer’s delivery time, minimum emissions, minimum energy consumption and minimum forging billet charging furnace capacity difference rate. In the actual scheduling process, multiple optimization objectives are often selected according to the specific production environment, and these objectives are often contradictory.
- Multiple constraints: Forging shape and size, production process requirements, forging equipment capacity and delivery time constraints.
- Dynamic uncertainty: Uncertain factors such as machine failure and damage, substandard product quality, uncertain processing time, advance or delay in delivery time and order insertion.
- Coordination: In the actual scheduling process, the coordination of the scheduling of each processing shop should be considered to ensure the global optimality.
- Complexity: Due to the diversity of forging production processes, the uncertainty of the production environment and the difference in the ability of different equipment to process forgings at the same time, this greatly increases the complexity of scheduling problem modeling and calculations.
2. Overview of Production Scheduling of Forging Thermoforming
2.1. Forging Production Line Scheduling
2.2. Forging Workshop Scheduling
3. Performance Index and Solution Algorithm of Forging Thermoforming Production Scheduling Optimization
3.1. Optimize Performance Indicators
3.2. Optimization Solution Algorithm
3.2.1. Exact Algorithm
3.2.2. Heuristic Algorithms
3.2.3. Meta-Heuristics
Genetic Algorithm
Other Meta-Heuristics
4. Research on Forging Production Subsystem and Intelligent Management and Control Integration Architecture
4.1. Forging Production Subsystem
4.1.1. Process Planning CAPP System
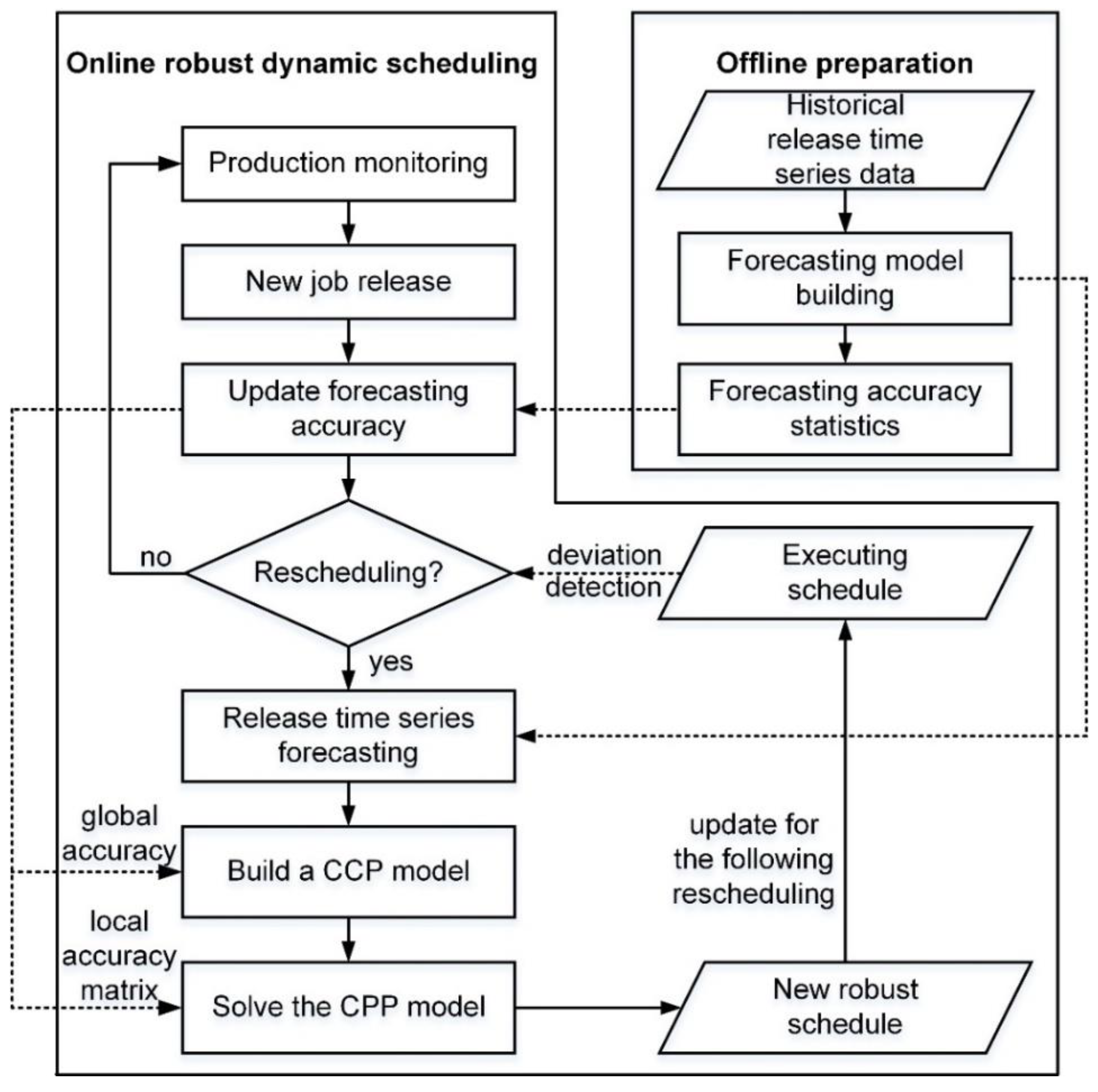
4.1.2. Dynamic Scheduling System
4.1.3. Quality Inspection System
4.1.4. Process Control System
4.2. Intelligent Management and Control Integration Architecture
5. Conclusions and Outlook
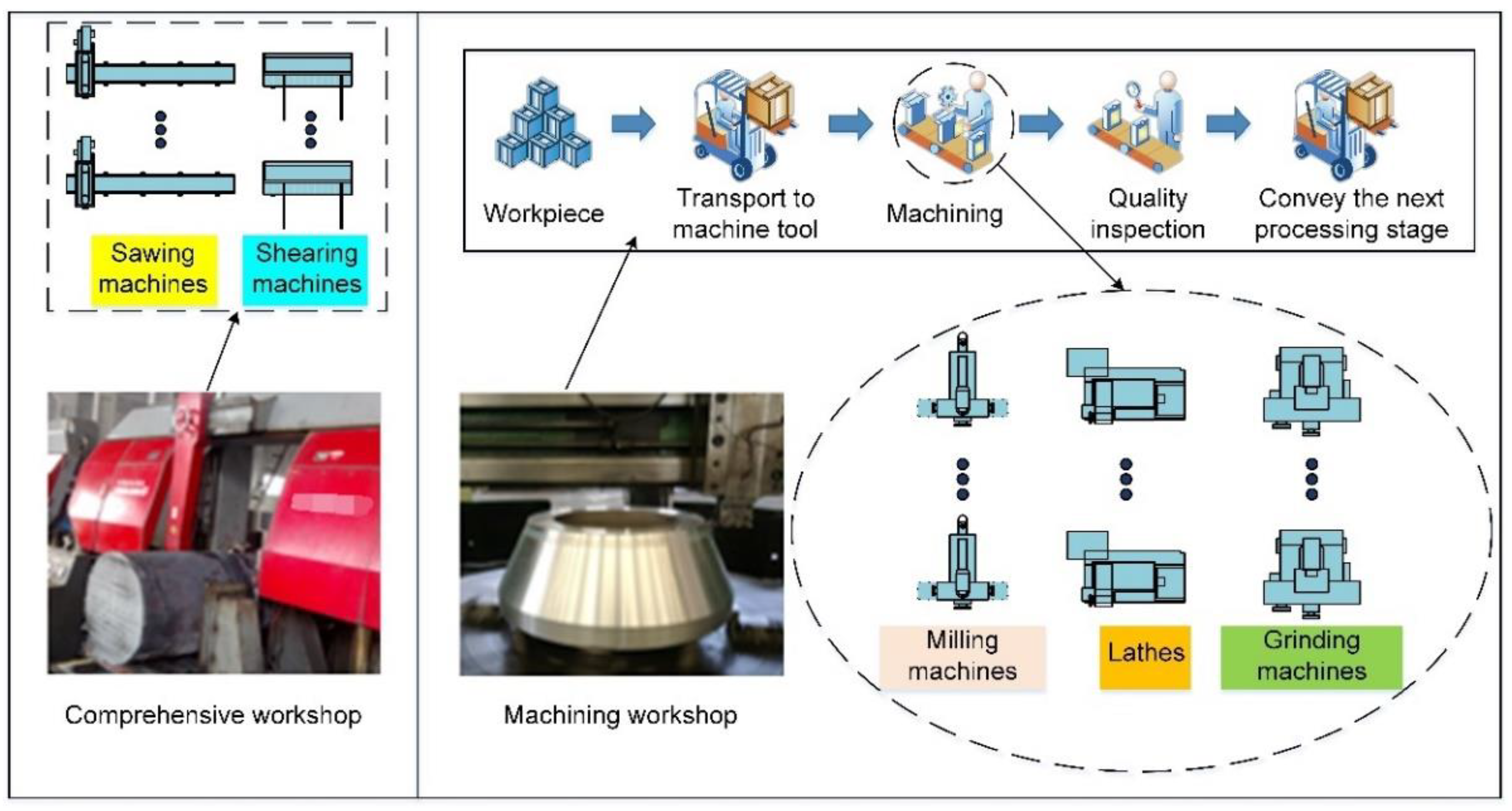
- From the overall and local perspectives, forging production scheduling is divided into two aspects: production line scheduling and production workshop scheduling. Production workshop scheduling can be classified into comprehensive workshop scheduling, machining workshop scheduling, forging workshop scheduling and heat treatment workshop scheduling. The research on forging production line scheduling is summarized in terms of whether batch scheduling is considered in the heating stage. This paper mainly studies the multi-objective optimization scheduling problem of the assembly line with the forging workshop as the core. The research on comprehensive workshop scheduling and machining workshop scheduling mainly focuses on the multi-objective flexible job shop scheduling problem under uncertain conditions. The research on forging shop scheduling and heat treatment shop scheduling mainly focuses on the multi-objective optimization green scheduling problem with batch grouping under temperature constraints.
- By summarizing and analyzing the sorted literature, the research on forging heat forming production scheduling mainly focuses on the multi-objective scheduling problem considering the optimization objectives such as completion time and energy consumption. Multi-objective production scheduling is the main trend of future research, because the actual forging production process must not only consider the impact of the production environment, but also meet the production needs of the enterprise. In order to comply with the global green and low-carbon development trend, green optimization performance indicators such as carbon emission and noise pollution have gradually attracted the attention of scholars.
- Through literature review and induction, this paper divides the forging production scheduling optimization solution algorithm into three categories: exact algorithm, heuristic algorithm and meta-heuristic algorithm. The exact algorithm is suitable for solving simple small-scale scheduling problems, but it is difficult to apply to the actual complex forging production scheduling process. Heuristic algorithms and meta-heuristic algorithms are difficult to obtain global optimal solutions for complex scheduling problems, and generally only better solutions can be obtained, but the solution process is simple and has low computational complexity. Due to its excellent global search ability and strong robustness, genetic algorithm is widely used to solve the production scheduling problem of forging thermoforming. In order to adapt to different production environments, the genetic algorithm is improved from two aspects: the improvement of the algorithm and the integration with other algorithms, so as to improve the local search ability and convergence speed of the algorithm.
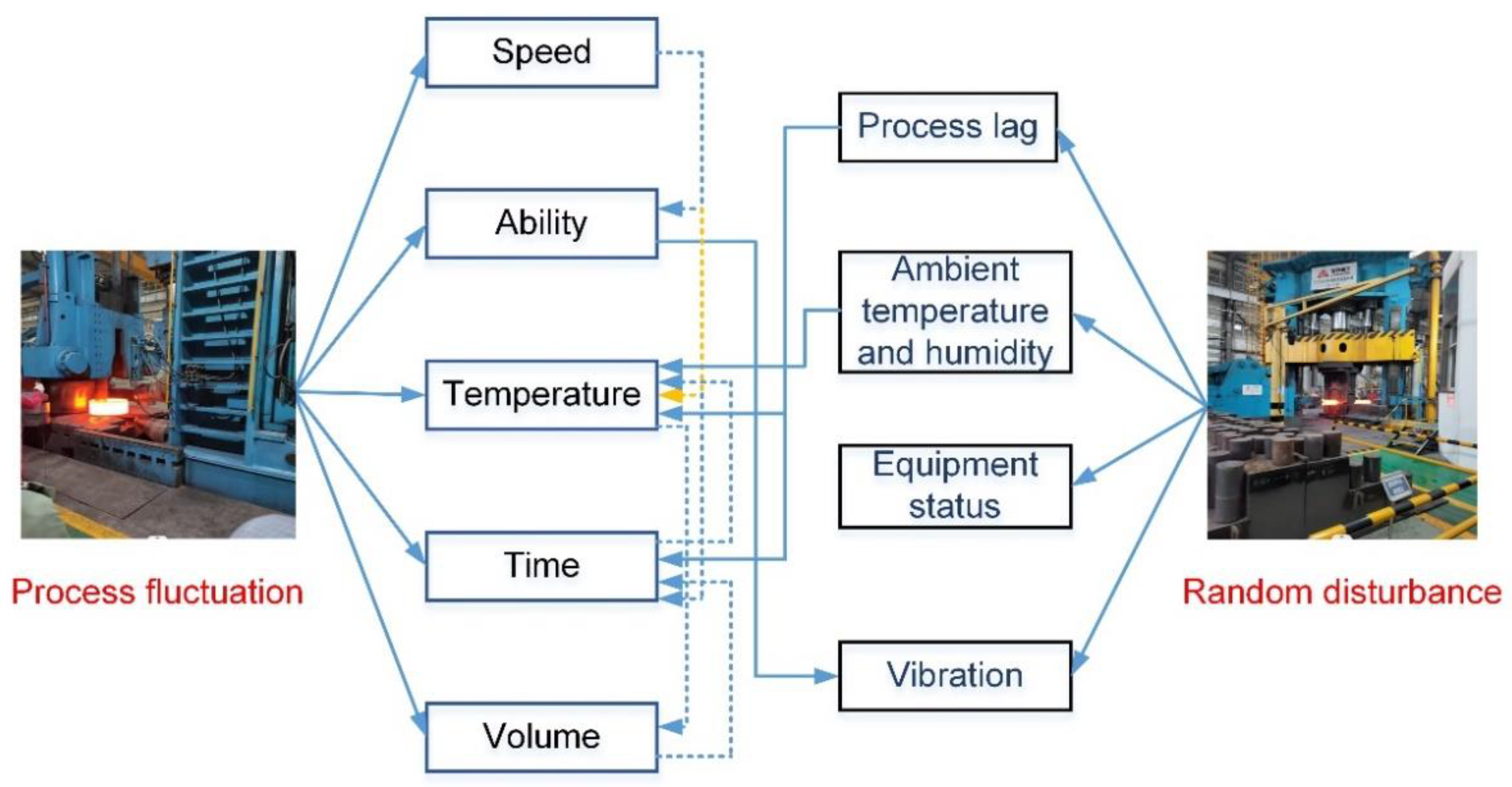
- The forging production subsystem mainly includes the process planning CAPP system, the dynamic scheduling system, the quality inspection system and the process control system, etc. Process planning CAPP system obtains product information from CAD system through feature extraction and recognition technology to guide CAM system processing. The dynamic scheduling system minimizes the impact of production interruptions caused by uncertain factors by adopting appropriate scheduling strategies. The quality inspection system uses advanced key inspection technologies such as ultrasonic testing, X-ray testing and machine vision testing to reliably detect internal and external defects of forgings caused by process disturbance factors and random disturbance factors. The process control system integrates with advanced forming equipment and uses intelligent sensors to collect and feed back production information in real time, so as to dynamically control the forming equipment.
- The intelligent management and control integration architecture is based on the MES extension function module. It uses ESB to realize the data interaction and integration between the intelligent management and control platform and various subsystems, and builds a closed loop between each subsystem and advanced equipment, so as to realize the integration of various subsystems. real-time control and function optimization. Effectively improving complex forging production lines faces the problems of complex process, high energy consumption, unstable forming quality and low efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, S.D. “14th Five-Year” Development Outline of China’s Forging Industry (3/4). Forg. Metalform. 2021, 16, 56–61. [Google Scholar]
- Sun, Y.; Luzin, V.; Duan, Y.; Varma, R.; Shi, L.; Weiss, M. Forming-Induced Residual Stress and Material Properties of Roll-Formed High-Strength Steels. Automot Innov 2020, 3, 210–220. [Google Scholar] [CrossRef]
- Li, H.-x.; Wang, K.; Luo, R.; Zhu, Z.-z.; Deng, S.; Luo, R.; Zhang, J.-y.; Fang, F.-s. Influence of radial forging process on strain inhomogeneity of hollow gear shaft using finite element method and orthogonal design. J. Cent. South Univ. 2020, 27, 1666–1677. [Google Scholar] [CrossRef]
- Rosenthal, S.; Maaß, F.; Kamaliev, M.; Hahn, M.; Gies, S.; Tekkaya, A.E. Lightweight in Automotive Components by Forming Technology. Automot. Innov. 2020, 3, 195–209. [Google Scholar] [CrossRef]
- Chen, Y.; Xie, B.; Ma, H.; Wang, H.; Zhou, Y.; Chen, J.; Hua, L. Production Scheduling Optimization during Thermoforming of Ring Forgings Based on Genetic Algorithms. Metals 2022, 12, 1631. [Google Scholar] [CrossRef]
- Wang, D.; Xie, C.; Liu, Y.; Xu, W.; Chen, Q. Multi-objective Collaborative Optimization for the Lightweight Design of an Electric Bus Body Frame. Automot. Innov. 2020, 3, 250–259. [Google Scholar] [CrossRef]
- Qi, W.D. Forging Process and Die Design, 2nd ed.; Beijing Institute of Technology Press: Beijing, China, 2012; ISBN 978-7-5640-6458-7. (In Chinese) [Google Scholar]
- Zhou, J. Intelligent Manufacturing—Main Direction of “Made in China 2025”. China Mech. Eng. 2015, 26, 2273–2284. [Google Scholar]
- Deng, G.L.; Gu, X.S.; Cui, Z. Workshop Scheduling Method Based on Swarm Intelligence Optimization; Tsinghua University Press: Beijing, China, 2016; p. 4. ISBN 7-302-43682-0. (In Chinese) [Google Scholar]
- Xu, Q.; Li, D.B. Research on the integration of forging production process planning and workshop scheduling based on multi-agent. Mach. Des. Manuf. Eng. 2013, 42, 29–32. [Google Scholar]
- Liu, Z.; Yan, J.; Cheng, Q.; Yang, C.; Sun, S.; Xue, D. The mixed production mode considering continuous and intermittent processing for an energy-efficient hybrid flow shop scheduling. J. Clean. Prod. 2020, 246, 119071. [Google Scholar] [CrossRef]
- Tang, X.Y. Analysis and Optimization of Intelligent Forging Production Line Based on Improved GeneTic Algorithm. Master’s Thesis, Beijing Industry University, Beijing, China, 2020. [Google Scholar] [CrossRef]
- Liu, Z.; Yan, J.; Cheng, Q.; Chu, H.; Zheng, J.; Zhang, C. Adaptive selection multi-objective optimization method for hybrid flow shop green scheduling under finite variable parameter constraints: Case study. Int. J. Prod. Res. 2021, 60, 3844–3862. [Google Scholar] [CrossRef]
- Cheng, Q.; Liu, C.; Chu, H.; Liu, Z.; Zhang, W.; Pan, J. A New Multi-Objective Hybrid Flow Shop Scheduling Method to Fully Utilize the Residual Forging Heat. IEEE Access 2020, 8, 151180–151194. [Google Scholar] [CrossRef]
- Meng, R.H.; Sun, A.W.; Wu, Z.J.; Zhu, Y.Y.; Chen, B.J.; Zhang, B.; Rao, Y.Q. Research on Improved Grey Wolf Algorithm to Solve Complex Mixed Pipeline Scheduling Problems. Acta Electron. Sin. 2021, 49, 1515–1523. [Google Scholar]
- Caldeira, R.H.; Gnanavelbabu, A. A simheuristic approach for the flexible job shop scheduling problem with stochastic processing times. Simulation 2020, 97, 215–236. [Google Scholar] [CrossRef]
- Li, R.; Gong, W.; Lu, C. Self-adaptive multi-objective evolutionary algorithm for flexible job shop scheduling with fuzzy processing time. Comput. Ind. Eng. 2022, 168, 108099. [Google Scholar] [CrossRef]
- He, F.; Ma, X.; Jiang, M. Research on Energy Saving Dispatching of Forging Link Based on Number of Reheating Times. In Proceedings of the 2nd International Conference on Frontiers of Materials Synthesis and Processing (FMSP), Sanya, China, 10–11 November 2018. [Google Scholar] [CrossRef]
- Jiang, M.M. Research on Energy-Saving Scheduling for Forging Production. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2017. [Google Scholar]
- He, F.; Wang, Z.Y.; Shen, K.; Jia, R.J. Research on Scheduling of Furnace Loading Quality Maximization in Forging Heat Treatment Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 562, 12152. [Google Scholar] [CrossRef]
- Wang, J.; Qiao, F.; Zhao, F.; Sutherland, J.W. Batch scheduling for minimal energy consumption and tardiness under uncertainties: A heat treatment application. CIRP Ann. Manuf. Technol. 2016, 65, 17–20. [Google Scholar] [CrossRef] [Green Version]
- Kim, S.; Choi, J.; Ryu, K.R. Optimization of Heat Treatment Scheduling for Hot Press Forging Using Data-Driven Models. Intell. Automat. Soft. Comput. 2022, 32, 207–220. [Google Scholar] [CrossRef]
- Jiang, M.M.; He, F.; Li, D.B.; Tong, Y.F. Forging Billet Charging Energy-conservation Scheduling for Heating Furnaces Efficiency. Forg. Technol. 2016, 41, 115–121. [Google Scholar] [CrossRef]
- Zhang, Z.; Guan, Z.L.; Zhang, J.; Xie, X. A Novel Job-Shop Scheduling Strategy Based on Particle Swarm Optimization and Neural Network. Int. J. Simul. Model. 2019, 18, 699–707. [Google Scholar] [CrossRef]
- Shi, D.L.; Zhang, B.B.; Li, Y. A Multi-Objective Flexible Job-Shop Scheduling Model Based on Fuzzy Theory and Immune Genetic Algorithm. Int. J. Simul. Model. 2020, 19, 123–133. [Google Scholar] [CrossRef]
- Huang, X.; Guan, Z.; Yang, L. An effective hybrid algorithm for multi-objective flexible job-shop scheduling problem. Adv. Mech. Eng. 2018, 10. [Google Scholar] [CrossRef] [Green Version]
- Huo, D.X.; Xiao, X.J.; Pan, Y.J. Multi-Objective Energy-Saving Job-Shop Scheduling Based on Improved NSGA-II. Int. J. Simul. Model. 2020, 19, 494–504. [Google Scholar] [CrossRef]
- Mokhtari, H.; Hasani, A. An energy-efficient multi-objective optimization for flexible job-shop scheduling problem. Comput. Chem. Eng. 2017, 104, 339–352. [Google Scholar] [CrossRef]
- Jing, Z.; Hua, J.; Yi, Z. Multi-objective Integrated Optimization Problem of Preventive Maintenance Planning and Flexible Job-Shop Scheduling. In Proceedings of the 23rd International Conference on Industrial Engineering and Engineering Management, Wuhan, China; 2016; pp. 137–141. [Google Scholar] [CrossRef]
- Zhang, R.; Chiong, R. Solving the energy-efficient job shop scheduling problem: A multi-objective genetic algorithm with enhanced local search for minimizing the total weighted tardiness and total energy consumption. J. Clean. Prod. 2015, 112, 3361–3375. [Google Scholar] [CrossRef]
- Hajibabaei, M.; Behnamian, J. Flexible job-shop scheduling problem with unrelated parallel machines and resources-dependent processing times: A tabu search algorithm. Int. J. Manag. Sci. Eng. 2021, 16, 242–253. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A. Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot. Comput. Integr. Manuf. 2019, 59, 143–157. [Google Scholar] [CrossRef]
- Cheng, C.-Y.; Pourhejazy, P.; Ying, K.-C.; Lin, C.-F. Unsupervised Learning-based Artificial Bee Colony for minimizing non-value-adding operations. Appl. Soft Comput. 2021, 105, 107280. [Google Scholar] [CrossRef]
- Sun, X.; Wang, Y.; Kang, H.; Shen, Y.; Chen, Q.; Wang, D. Modified Multi-Crossover Operator NSGA-III for Solving Low Carbon Flexible Job Shop Scheduling Problem. Processes 2020, 9, 62. [Google Scholar] [CrossRef]
- Huang, J.; Liu, J. Hierarchical Production Planning and Real-Time Control for Parallel Batch Machines in a Flow Shop with Incompatible Jobs. Math. Probl. Eng. 2018, 2018, 7268578. [Google Scholar] [CrossRef]
- Kacem, I.; Chu, C.; Souissi, A. Single-machine scheduling with an availability constraint to minimize the weighted sum of the completion times. Comput. Oper. Res. 2008, 35, 827–844. [Google Scholar] [CrossRef]
- Yalaoui, F.; Chu, C. Parallel machine scheduling to minimize total tardiness. Int. J. Prod. Econ. 2002, 76, 265–279. [Google Scholar] [CrossRef]
- Duan, G.L.; Zha, J.Z.; Xu, A.P.; Zhang, M.T. Heuristic Algorithm and Its Application in Engineering. J. Mach. Des. 2000, 6, 1-5+52. [Google Scholar] [CrossRef]
- Xie, J.; Gao, L.; Peng, K.; Li, X.; Li, H. Review on flexible job shop scheduling. IET Collab. Intell. Manuf. 2019, 1, 67–77. [Google Scholar] [CrossRef]
- Ma, L.M.; Li, J.Y.; Xu, W.S.; Kong, L.J. Multi-Objective Scheduling Based on Weighted Combination of Heuristic Rules and the Simulation Method. Adv. Mater. Res. 2012, 424–425, 1132–1138. [Google Scholar] [CrossRef]
- Gao, K.Z.; Suganthan, P.N.; Tasgetiren, M.F.; Pan, Q.K.; Sun, Q.Q. Effective ensembles of heuristics for scheduling flexible job shop problem with new job insertion. Comput. Ind. Eng. 2015, 90, 107–117. [Google Scholar] [CrossRef]
- Wang, R.; Shen, Y.; Wang, W.; Shi, L. Formulation and Methods for a Class of Two-stage Flow-shop Scheduling Problem with the Batch Processor. In Proceedings of the 16th IEEE International Conference on Automation Science and Engineering (CASE), Hong Kong, China, 20–21 August 2020; pp. 728–733. [Google Scholar] [CrossRef]
- Robert, O.; Hankun, Z.; Shifeng, L.; Borut, B. Improved Heuristic Kalman Algorithm for Solving Multi-Objective Flexible Job Shop Scheduling Problem. Procedia Manuf. 2018, 17, 895–902. [Google Scholar] [CrossRef]
- Zadeh, M.S.; Katebi, Y.; Doniavi, A. A heuristic model for dynamic flexible job shop scheduling problem considering variable processing times. Int. J. Prod. Res. 2018, 57, 3020–3035. [Google Scholar] [CrossRef]
- Ziaee, M.; Mortazavi, J.; Amra, M. Flexible job shop scheduling problem considering machine and order acceptance, transportation costs, and setup times. Soft Comput. 2021, 26, 3527–3543. [Google Scholar] [CrossRef]
- Amaro, D.; Rosenkranz, M.; Fitzpatrick, N.; Hirano, K.; Fiorentini, M. A case study of variational quantum algorithms for a job shop scheduling problem. EPJ Quantum Technol. 2022, 9. [Google Scholar] [CrossRef]
- Zheng, S.Q.; Wang, Q.; WU, Z.X.; Xu, K. Industrial Intelligence Technology and Application; Shanghai Science and Technology Press: Shanghai, China, 2019; p. 250. ISBN 978-7-5478-4277-5. (In Chinese) [Google Scholar]
- Luo, X.; Qian, Q.; Fu, Y.F. Review of Application of Genetic Algorithms for Solving Flexible Job Shop Scheduling Problems. Comput. Eng. Appl. 2019, 55, 15–21+34. [Google Scholar]
- Li, M.; Yao, M. Research on Improved Genetic Algorithm Solving Flexible Job-Shop Problem. In Proceedings of the 3rd International Conference on Manufacturing Science and Engineering (ICMSE 2012), Xiamen, China, 27–29 March 2012; pp. 1918–1921. [Google Scholar] [CrossRef]
- Wu, J.H. Research and Application of Multi-Objective Dynamic Production Scheduling Method for Aerospace Products. Master’s Thesis, Southwest University of Science and Technology, Mianyang, China, 2019. [Google Scholar]
- Janes, G.; Perinic, M.; Jurkovic, Z. An efficient genetic algorithm for job shop scheduling problems. Tehnički Vjesnik 2017, 24, 1243–1247. [Google Scholar] [CrossRef] [Green Version]
- Sang, Y.; Tan, J.; Liu, W. Research on Many-Objective Flexible Job Shop Intelligent Scheduling Problem Based on Improved NSGA-III. IEEE Access 2020, 8, 157676–157690. [Google Scholar] [CrossRef]
- Xuan, J.; Li, C.; Jiang, X. Research on Multi-objective Fuzzy Flexible Job-Shop Scheduling Based on Cloud Computinger. In Proceedings of the 8th IEEE International Conference on Computer Science and Network Technology (ICCSNT), Dalian, China, 20–22 November 2020; pp. 7–10. [Google Scholar]
- Kong, L.; Wang, L.; Li, F.; Wang, G.; Fu, Y.; Liu, J. A New Sustainable Scheduling Method for Hybrid Flow-Shop Subject to the Characteristics of Parallel Machines. IEEE Access 2020, 8, 79998–80009. [Google Scholar] [CrossRef]
- Liu, Q.; Li, X.; Gao, L.; Li, Y. A Modified Genetic Algorithm with New Encoding and Decoding Methods for Integrated Process Planning and Scheduling Problem. IEEE Trans. Cybern. 2021, 51, 4429–4438. [Google Scholar] [CrossRef]
- Li, G. Improved Adaptive Genetic Algorithm for Flexible Job Shop Scheduling Problem. Sci. J. Econ. Manag. Res. 2022, 4, 77–88. [Google Scholar]
- Zhang, G.; Hu, Y.; Sun, J.; Zhang, W. An improved genetic algorithm for the flexible job shop scheduling problem with multiple time constraints. Swarm Evol. Comput. 2020, 54, 100664. [Google Scholar] [CrossRef]
- Gao, X.; Yang, S.; Li, L. Optimization of flow shop scheduling based on genetic algorithm with reinforcement learning. J. Phys. Conf. Ser. 2022, 2258. [Google Scholar] [CrossRef]
- Jiang, P.; Ding, J.L.; Guo, Y. Application and Dynamic Simulation of Improved Genetic Algorithm in Production Workshop Scheduling. Int. J. Simul. Model. 2018, 17, 159–169. [Google Scholar] [CrossRef]
- Wu, P.J.; Yang, D. E-Commerce Workshop Scheduling Based on Deep Learning and Genetic Algorithm. Int. J. Simul. Model. 2021, 20, 192–200. [Google Scholar] [CrossRef]
- Peng, C.; Wu, G.; Liao, T.W.; Wang, H. Research on multi-agent genetic algorithm based on tabu search for the job shop scheduling problem. PLoS ONE 2019, 14, e0223182. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Niu, X. A branch population genetic algorithm for dual-resource constrained job shop scheduling problem. Comput. Ind. Eng. 2016, 102, 113–131. [Google Scholar] [CrossRef]
- Li, B.; Jin, B.-F. Research on Dynamic Multi-objective FJSP Based on Genetic Algorithm. In Proceedings of the 2018 IEEE 16th Intl Conf on Dependable, Autonomic and Secure Computing, 16th Intl Conf on Pervasive Intelligence and Computing, 4th Intl Conf on Big Data Intelligence and Computing and Cyber Science and Technology Congress (DASC/PiCom/DataCom/CyberSciTech), Athens, Greece, 12–15 August 2018; pp. 347–352. [Google Scholar] [CrossRef]
- Jiang, X.; Tian, Z.; Liu, W.; Suo, Y.; Chen, K.; Xu, X.; Li, Z. Energy-efficient scheduling of flexible job shops with complex processes: A case study for the aerospace industry complex components in China. J. Ind. Inf. Integr. 2021, 27, 100293. [Google Scholar] [CrossRef]
- Tian, S.; Wang, T.; Zhang, L.; Wu, X. An Energy-Efficient Scheduling Approach for Flexible Job Shop Problem in an Internet of Manufacturing Things Environment. IEEE Access 2019, 7, 62695–62704. [Google Scholar] [CrossRef]
- Shen, F.P.; Li, J.J.; Yang, Y.L.; Liao, S.L. Batch scheduling model of heat treatment with minimization waiting time and the solution with PSO. Comput. Simul. 2020, 37, 200–204. [Google Scholar]
- Cao, Y.; Shi, H.; Chang, D. Differential evolution algorithm with dynamic multi-population applied to flexible job shop schedule. Eng. Optim. 2021, 54, 387–408. [Google Scholar] [CrossRef]
- Shen, L.; Dauzère-Pérès, S.; Neufeld, J.S. Solving the flexible job shop scheduling problem with sequence-dependent setup times. Eur. J. Oper. Res. 2018, 265, 503–516. [Google Scholar] [CrossRef]
- Alkhateeb, F.; Abed-Alguni, B.H.; Al-Rousan, M.H. Discrete hybrid cuckoo search and simulated annealing algorithm for solving the job shop scheduling problem. J. Supercomput. 2021, 78, 4799–4826. [Google Scholar] [CrossRef]
- Xu, M.; Zhang, S.; Deng, G. No-Wait Job Shop Scheduling Using a Population-Based Iterated Greedy Algorithm. Algorithms 2021, 14, 145. [Google Scholar] [CrossRef]
- Ma, H.; Huang, X.; Cui, X.; Wang, P.; Chen, Y.; Hu, Z.; Hua, L. Management Control and Integration Technology of Intelligent Production Line for Multi-Variety and Complex Aerospace Ring Forgings: A Review. Metals 2022, 12, 1079. [Google Scholar] [CrossRef]
- Al-Wswasi, M.; Ivanov, A.; Makatsoris, H. A survey on smart automated computer-aided process planning (ACAPP) techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 809–832. [Google Scholar] [CrossRef] [Green Version]
- Wei, S.; Bai, Y.; Wang, X.; Kai, L.; Xu, L.; de Vrieze, P.; Kasse, J.P. A New Method for Manufacturing Process Autonomous Planning in Intelligent Manufacturing System. In Proceedings of the Advanced Information Systems Engineering Workshops (CAISE 2019), Rome, Italy, 3–7 June 2019; pp. 51–63. [Google Scholar] [CrossRef]
- Chen, C.-S.; Sun, Y.T.A. Intelligent Computer-aided Process Planning of Multi-axis CNC Tapping Machine. IEEE Access 2017, 5, 2913–2920. [Google Scholar] [CrossRef]
- Ouelhadj, D.; Petrovic, S. A survey of dynamic scheduling in manufacturing systems. J. Sched. 2008, 12, 417–431. [Google Scholar] [CrossRef] [Green Version]
- Toba, H. Segment-based approach for real-time reactive rescheduling for automatic manufacturing control. IEEE Trans. Semicond. Manuf. 2000, 13, 264–272. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, G.Q.; Sun, S.; Yang, T. Multi-agent based real-time production scheduling method for radio frequency identification enabled ubiquitous shopfloor environment. Comput. Ind. Eng. 2014, 76, 89–97. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, J.; Liu, S.; Qian, C. Game Theory Based Real-Time Shop Floor Scheduling Strategy and Method for Cloud Manufacturing. Int. J. Intell. Syst. 2016, 32, 437–463. [Google Scholar] [CrossRef]
- Takeda Berger, S.L.; Zanella, R.M.; Frazzon, E.M. Towards a data-driven predictive-reactive production scheduling approach based on inventory availability. In Proceedings of the 9th IFAC/IFIP/IFORS/IISE/INFORMS Conference on Manufacturing Modelling, Management and Control (IFAC MIM), Berlin, Germany, 28–30 August 2019; pp. 1343–1348. [Google Scholar] [CrossRef]
- Kalinowski, K.; Krenczyk, D.; Grabowik, C. Predictive—Reactive strategy for real time scheduling of manufacturing systems. In Proceedings of the International Conference on Mechatronics and Computational Mechanics (ICMCM 2012), Dubai, United Arab Emirates, 20–21 December 2012; pp. 470–473. [Google Scholar] [CrossRef]
- Jiang, S.-L.; Liu, M.; Lin, J.-H.; Zhong, H.-X. A prediction-based online soft scheduling algorithm for the real-world steelmaking-continuous casting production. Knowledge-Based Syst. 2016, 111, 159–172. [Google Scholar] [CrossRef]
- Tighazoui, A.; Sauvey, C.; Sauer, N. Predictive-reactive Strategy for Flowshop Rescheduling Problem: Minimizing the Total Weighted Waiting Times and Instability. J. Syst. Sci. Syst. Eng. 2021, 30, 253–275. [Google Scholar] [CrossRef]
- Zhang, X.; Han, Y.; Królczyk, G.; Rydel, M.; Stanislawski, R.; Li, Z. Rescheduling of Distributed Manufacturing System with Machine Breakdowns. Electronics 2022, 11, 249. [Google Scholar] [CrossRef]
- Xiao, S.; Wu, Z.; Yu, S. A two-stage assignment strategy for the robust scheduling of dual-resource constrained stochastic job shop scheduling problems. In Proceedings of the 9th IFAC/IFIP/IFORS/IISE/INFORMS Conference on Manufacturing Modelling, Management and Control (IFAC MIM), Berlin, Germany, 28–30 August 2019; pp. 421–426. [Google Scholar] [CrossRef]
- Du, W.; Tang, Y.; Leung, S.Y.S.; Tong, L.; Vasilakos, A.V.; Qian, F. Robust Order Scheduling in the Discrete Manufacturing Industry: A Multiobjective Optimization Approach. IEEE Trans. Ind. Inform. 2017, 14, 253–264. [Google Scholar] [CrossRef] [Green Version]
- Mejía, G.; Lefebvre, D. Robust scheduling of flexible manufacturing systems with unreliable operations and resources. Int. J. Prod. Res. 2019, 58, 6474–6492. [Google Scholar] [CrossRef]
- Zanchettin, A.M. Robust scheduling and dispatching rules for high-mix collaborative manufacturing systems. Flex. Serv. Manuf. J. 2021, 34, 293–316. [Google Scholar] [CrossRef]
- Long, J.; Sun, Z.; Pardalos, P.M.; Bai, Y.; Zhang, S.; Li, C. A robust dynamic scheduling approach based on release time series forecasting for the steelmaking-continuous casting production. Appl. Soft Comput. 2020, 92, 106271. [Google Scholar] [CrossRef]
- Ghaleb, M.; Taghipour, S.; Zolfagharinia, H. Real-time integrated production-scheduling and maintenance-planning in a flexible job shop with machine deterioration and condition-based maintenance. J. Manuf. Syst. 2021, 61, 423–449. [Google Scholar] [CrossRef]
- Chabot, A.; Laroche, N.; Carcreff, E.; Rauch, M.; Hascoët, J.-Y. Towards defect monitoring for metallic additive manufacturing components using phased array ultrasonic testing. J. Intell. Manuf. 2019, 31, 1191–1201. [Google Scholar] [CrossRef]
- Park, S.-H.; Choi, S.; Jhang, K.-Y. Porosity Evaluation of Additively Manufactured Components Using Deep Learning-based Ultrasonic Nondestructive Testing. Int. J. Precis. Eng. Manuf. Technol. 2021, 9, 395–407. [Google Scholar] [CrossRef]
- Song, Y.; Zi, X.; Fu, Y.; Li, X.; Chen, C.; Zhou, K. Nondestructive testing of additively manufactured material based on ultrasonic scattering measurement. Measurement 2018, 118, 105–112. [Google Scholar] [CrossRef]
- Dong, W.; Hu, W.; Niu, H.; Zhang, X.; Liu, Y. X-ray non-destructive inspection of automobile subframe based on machine learning. In Proceedings of the 6th International Conference on Electromechanical Control Technology and Transportation (ICECTT), Chongqing, China, 14–16 May 2021. [Google Scholar] [CrossRef]
- Hangai, Y.; Kawato, D.; Ohashi, M.; Ando, M.; Ogura, T.; Morisada, Y.; Fujii, H.; Kamakoshi, Y.; Mitsugi, H.; Amagai, K. X-ray Radiography Inspection of Pores of Thin Aluminum Foam during Press Forming Immediately after Foaming. Metals 2021, 11, 1226. [Google Scholar] [CrossRef]
- Tang, Z.; Tian, E.; Wang, Y.; Wang, L.; Yang, T. Nondestructive Defect Detection in Castings by Using Spatial Attention Bilinear Convolutional Neural Network. IEEE Trans. Ind. Inform. 2020, 17, 82–89. [Google Scholar] [CrossRef]
- Wankerl, H.; Stern, M.L.; Altieri-Weimar, P.; Al-Baddai, S.; Lang, K.-J.; Roider, F.; Lang, E.W. Fully convolutional networks for void segmentation in X-ray images of solder joints. J. Manuf. Process. 2020, 57, 762–767. [Google Scholar] [CrossRef]
- Allam, A.; Moussa, M.; Tarry, C.; Veres, M. Detecting Teeth Defects on Automotive Gears Using Deep Learning. Sensors 2021, 21, 8480. [Google Scholar] [CrossRef]
- Joshi, K.; Patil, B. Evaluation of Surface Roughness by Machine Vision Using Neural Networks Approach. In Proceedings of the International Conference on Recent Advances in Mechanical Infrastructure (ICRAM), Inst Infrastructure Technol Res & Management, Ahmedabad, India, 20–21 April 2019; pp. 25–31. [Google Scholar] [CrossRef]
- Hashmi, A.W.; Mali, H.S.; Meena, A.; Khilji, I.A.; Hashmi, M.F.; Saffe, S.N.B.M. Machine vision for the measurement of machining parameters: A review. In Proceedings of the International Conference on Applied Research and Engineering (ICARAE), Cape Town, South Africa, 26–28 November 2021; pp. 1939–1946. [Google Scholar] [CrossRef]
- Wang, J.; Lee, S. Data Augmentation Methods Applying Grayscale Images for Convolutional Neural Networks in Machine Vision. Appl. Sci. 2021, 11, 6721. [Google Scholar] [CrossRef]
- Chu, H.-H.; Wang, Z.-Y. A study on welding quality inspection system for shell-tube heat exchanger based on machine vision. Int. J. Precis. Eng. Manuf. 2017, 18, 825–834. [Google Scholar] [CrossRef]
- Du, W.; Shen, H.; Fu, J.; Zhang, G.; He, Q. Approaches for improvement of the X-ray image defect detection of automobile casting aluminum parts based on deep learning. NDT E Int. 2019, 107, 102144. [Google Scholar] [CrossRef]
- Zhou, Z.G.; Li, W.T.; Li, Y.; Gao, Y.F. Development of Ultrasonic Phased Array Immersion C-Scan Automatic Detection System. J. Mech. Eng. 2017, 53, 28–34. [Google Scholar] [CrossRef]
- Sun, Y.; Li, F.G.; Liang, D.C.; Ling, Y.H. Intelligent line control and integration technology in aerospace large-scale ring forgings. Forg. Stamp. Technol. 2020, 45, 192–197. [Google Scholar] [CrossRef]
- Meng, X.L. Design and Application of Seamless Steel Pipe Process Control System. Ind. Control Comput. 2021, 34, 1–3. [Google Scholar]
- Weihrauch, D.; Schindler, P.A.; Sihn, W. A conceptual model for developing a smart process control system. In Proceedings of the 1th CIRP Conference on Intelligent Computation in Manufacturing Engineering (CIRP ICME), Naples, Italy, 19–21 July 2017; pp. 386–391. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Yuan, M.; Zhou, Y.S.; Chen, J.; Zhang, Z.; Chen, Y.Z. Intelligent management and control technology for dynamic disturbance factors in production of complex ring forgings in aerospace. Forg. Stam. Technol. 2020, 45, 7–14. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Zhang, Z.; Zhou, Y.S.; Chen, J.; Yin, H.P.; Li, J.; Zhang, J.L.; Lin, X. Intelligent information production scheduling technology of heat treatment process. Heat Treat. Met. 2020, 45, 242–247. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Meaning | References |
|---|---|---|
| ∑ | Total tardiness | Huo et al. [27]; Zhang et al. [30]; Hajibabaei et al. [31] |
| ∑ | Total energy consumption | Liu et al. [11]; Cheng et al. [14]; Dai et al. [32]; Zhang et al. [30] |
| Makespan or maximum completion time | Liu et al. [11]; Cheng et al. [33]; Cheng et al. [14]; Huo et al. [27]; Dai et al. [32]; Hajibabaei et al. [31]; Sun et al. [34];Jing et al. [29] | |
| ∑ | Total machine load | Sun et al. [34] |
| ∑ | Forging billet charging furnace Capacity difference rate | Jiang et al. [23]; Jing et al. [29] |
| ∑ | Total operation cost | Huang et al. [35]; Hajibabaei et al. [31] |
| ∑ | Total delivery time | Hajibabaei et al. [31] |
| ∑ | Total carbon emission | Huo et al. [27]; Sun et al. [34] |
| Algorithm | Including |
|---|---|
| Exact algorithm | Mathematical programming, branch and bound, cutting planes, etc. |
| Heuristic algorithm | Scheduling rules, etc. |
| Meta-heuristic algorithms | Genetic algorithm |
| Other meta-heuristic algorithms: differential evolution algorithm, artificial bee colony algorithm, particle swarm algorithm, ant colony optimization algorithm, Tabu search algorithm, simulated annealing algorithm, iterative greedy algorithm, etc. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhu, J.; Huang, X.; Ma, H.; Chen, Y.; Zhou, Y.; Chen, J.; Hu, Z. Key Technology and Application of Production Scheduling for Heating Forming of Forgings: A Review. Metals 2022, 12, 1790. https://doi.org/10.3390/met12111790
Wang H, Zhu J, Huang X, Ma H, Chen Y, Zhou Y, Chen J, Hu Z. Key Technology and Application of Production Scheduling for Heating Forming of Forgings: A Review. Metals. 2022; 12(11):1790. https://doi.org/10.3390/met12111790
Chicago/Turabian StyleWang, Hui, Jiejie Zhu, Xiang Huang, Huijuan Ma, Yizhe Chen, Yulong Zhou, Jie Chen, and Zhili Hu. 2022. "Key Technology and Application of Production Scheduling for Heating Forming of Forgings: A Review" Metals 12, no. 11: 1790. https://doi.org/10.3390/met12111790