
Production Scheduling Optimization during Thermoforming of Ring Forgings Based on Genetic Algorithms

 ,
,
Abstract
:1. Introduction
1.1. Multiple Temperature Requirements
- (1)
- Due to the inconsistent physical properties of different materials, different types of forgings have additional requirements for furnace entry temperature and holding temperature. The furnace entry temperature is usually required to be lower than a specific temperature value, and the holding temperature is usually another temperature value higher than the maximum furnace entry temperature. No matter how the overall algorithm is optimized, the difference between the maximum furnace entry temperature and the holding temperature of ring forgings cannot be reduced. Thus, the general algorithm should focus on optimizing the rest.
- (2)
- After the temperature of the ring forging rises to the holding temperature, it needs to be insulated to eliminate the internal stress of the material. There are the shortest and the longest holding times in the production of ring forgings. When the temperature of the ring forgings rises to the holding temperature, the ring rolling operation needs to be held for a corresponding period of time. The actual holding time is any value between the shortest and longest holding times. As the holding temperature is higher, making the holding time shorter can save a lot of energy.
- (3)
- The ring forging process requires high plastic behavior of the workpiece, and the plastic behavior of the workpiece is closely related to the temperature [33]. For the ring forgings considered in this work, the plastic behavior increases with the rise in temperature. When the workpiece temperature is lower than the final forging temperature, the workpiece must be returned to the heating furnace for heating to prevent the workpiece from being damaged during ring rolling. Suppose the workpiece is returned to the heating furnace. In that case, the furnace temperature of the heating furnace needs to be raised to the workpiece holding temperature and re-insulated, which consumes a lot of energy. Usually, the workpiece temperature is too low because the workpiece is taken out of the heating furnace in advance. The workpiece is placed in the air for too long before the ring rolling is performed. Thus, optimizing the scheduling of the workpiece production process can avoid this situation and save a lot of energy.
- (4)
- The overall manufacturing process of most ring forgings requires multiple heating and ring rolling processes, and the specific temperature and holding time requirements are different each time. The process sequence of ring forgings cannot be changed. If there are multiple heating and ring rolling operations, they must be carried out in sequence according to the process manual. Suppose the temperature of the workpiece after ring rolling is higher than its maximum furnace entry temperature. In that case, it is necessary to wait for the workpiece temperature to decrease naturally. After its temperature is lower than the maximum furnace entry temperature, subsequent heating operations can be performed.
1.2. Multi-Heating Furnace Coordination
2. Production Scheduling Model for Ring Forging Thermoforming
2.1. Artifact Model
2.2. Heating Furnace Model
2.3. Ring Rolling Mill Model
2.4. Objective Function
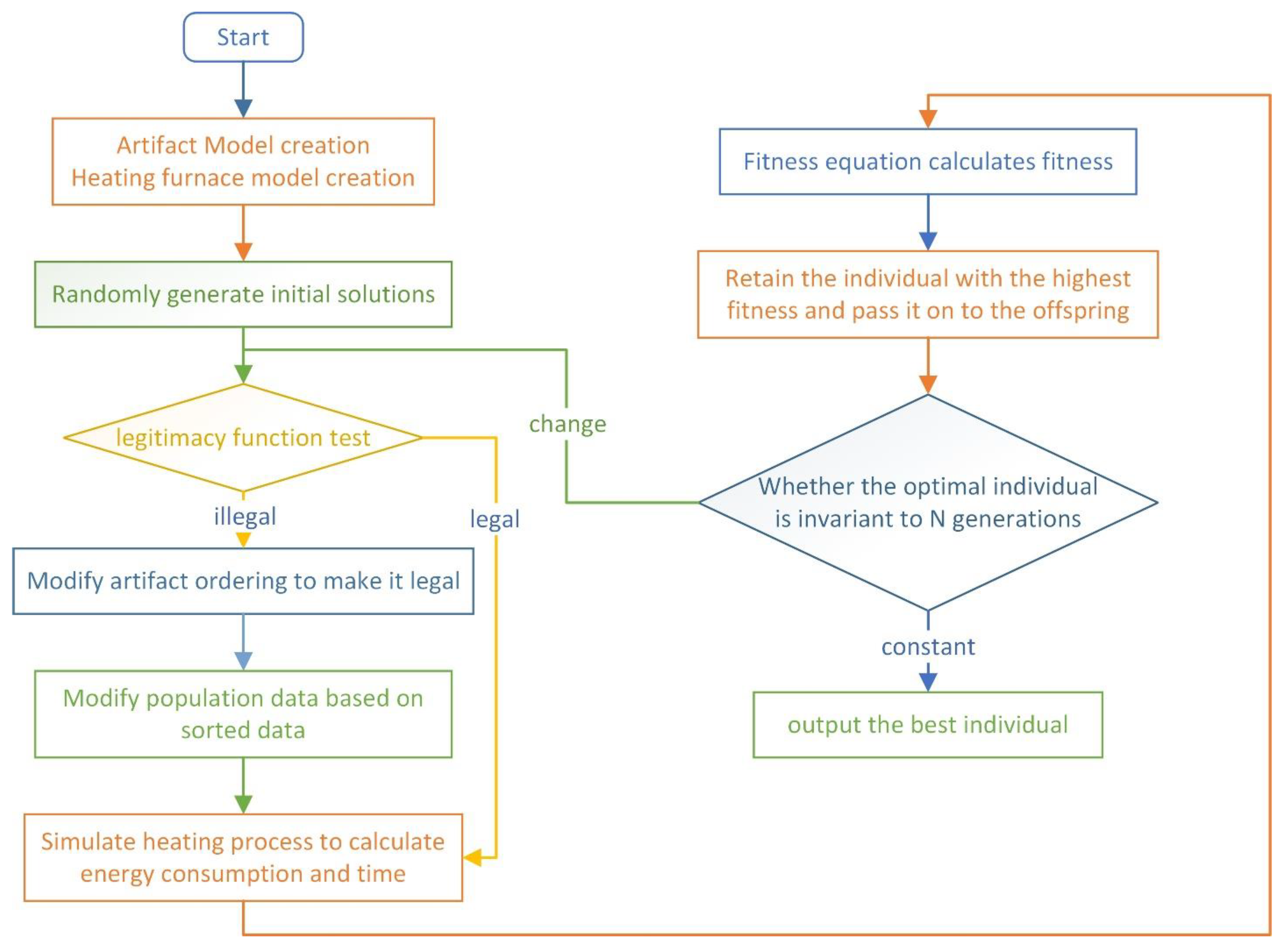
3. Genetic Algorithm
3.1. Basic Steps of the Algorithm
3.2. Generation of the Initial Solution
3.3. Calculation of Fitness Parameters
3.4. Roulette Selection of Genetic Individuals
3.5. Inheritance to Obtain Offspring
- (1)
- If , crossover to obtain offspring. Use the roulette algorithm to select individuals A and B of this generation. Randomly generate the number of intersections within the range of , and indicates the number of processes to cross. Generate values with different numbers in the range . Crossover the corresponding numbered process sequences in A and B and count the two bodies after the crossover into the offspring.
- (2)
- If , perform mutation operation. Use the roulette algorithm to select individual A of this generation. Randomly generate variation number within range , representing the number of processes to mutate, and generate numbers with different values within range. Re-randomly generate the sequence of the corresponding numbers in A and put the mutated individuals into the offspring.
- (3)
- If the above two equations are not satisfied, then direct inheritance. Use the roulette algorithm to select the individual A of this generation and put it directly into the offspring.
3.6. Legality Modification Simulation
3.7. Calculation of Energy Consumption and Time
- (1)
- If the process has no pre-step, after the process is completed, the time change of the heating furnace is:
- (2)
- If there is a pre-step in the process, it needs to wait for the pre-step to be completed before performing this step. The relational equation for judging whether the pre-steps affect the process is:
4. Results and Discussion
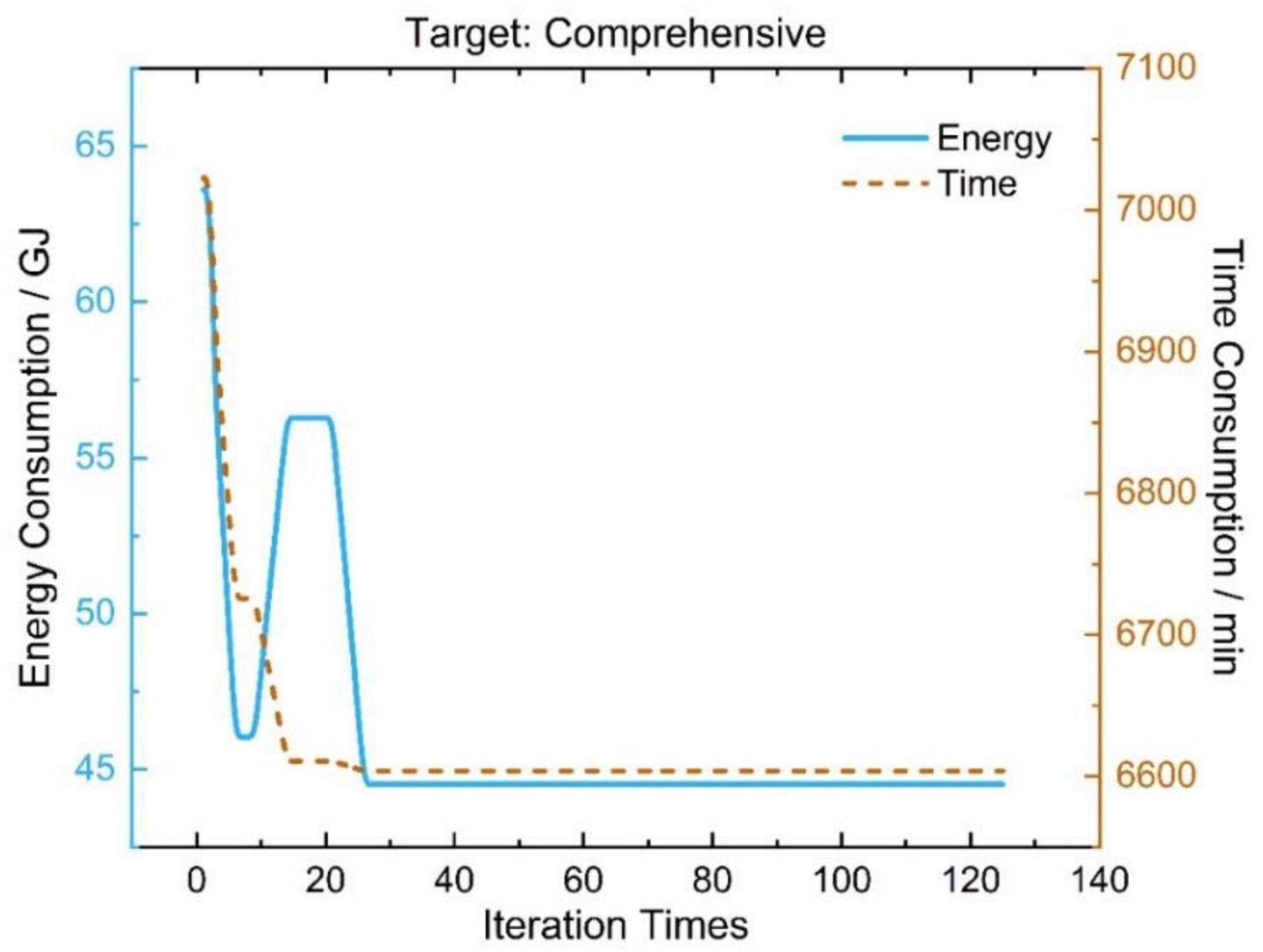
4.1. Comprehensive Target Optimization
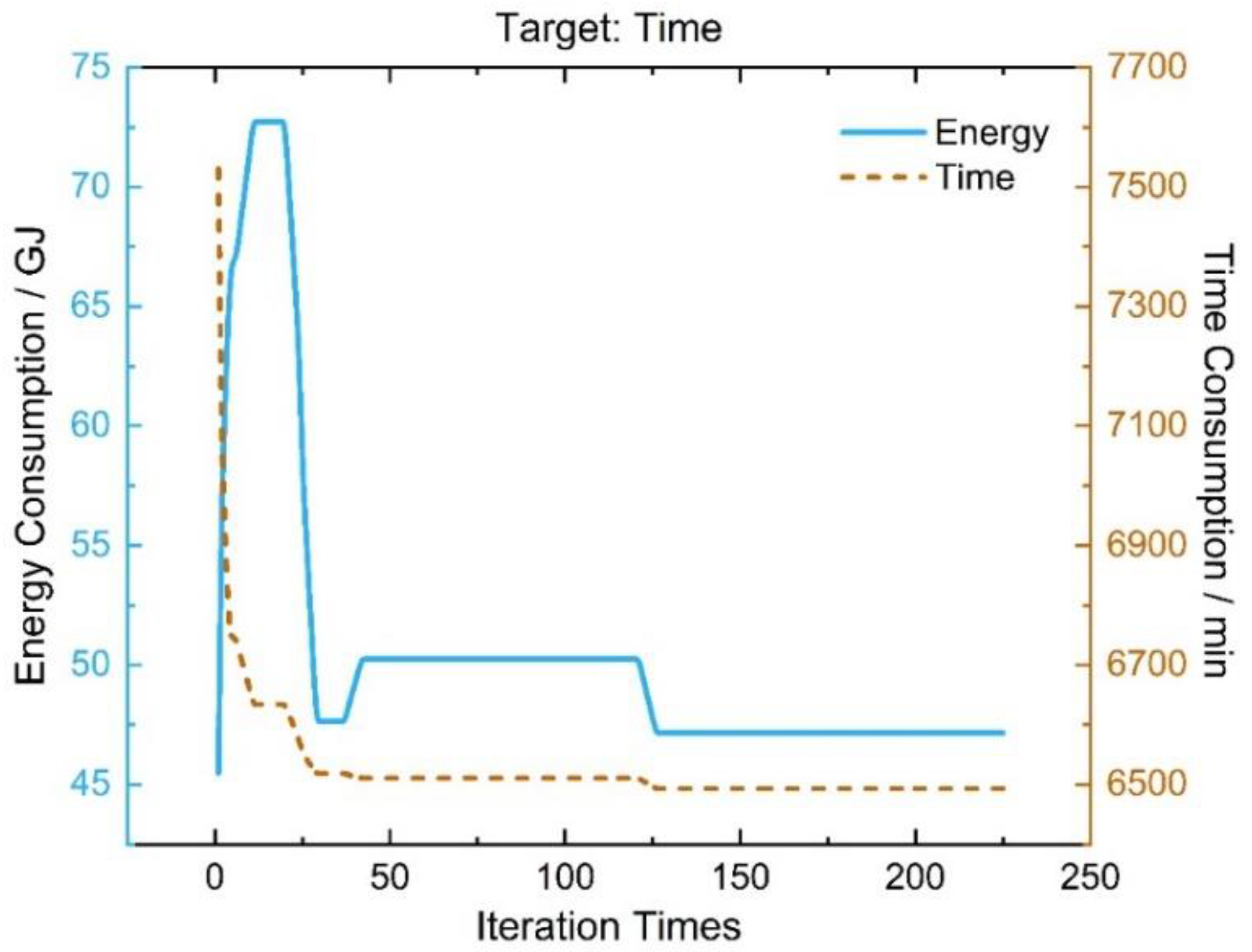
4.2. Change Optimization Goals
4.3. Practical Factory Data Analysis
5. Conclusions
- (1)
- The production scheduling of ring forgings was optimized. According to the characteristics of ring forgings, a scheduling model was established. The temperature requirement of the ring forging was changed into the temperature of the heating furnace. According to the multi-process characteristics of ring forgings, the legitimacy modification function was designed to ensure that the genetic algorithm could optimize the sequence of forgings. At the same time, the simulation algorithm was designed to simulate the production process, and the temperature change of the heating furnace was obtained.
- (2)
- The actual production process in the factory was selected for analysis. The problems encountered in actual production were recorded, and the impact of each problem on the overall time and energy consumption was counted. Compared with the practical factory data, the errors in simulation time and energy consumption were 2.4% and 1.6%. The simulation results were close to the actual results, revealing that the simulation results had high reliability.
- (3)
- In this work, four batches of sample data were optimized by way of example. When the optimization objective was designed to consider energy consumption and time consumption comprehensively, the average time saving was 6.93%, and the average energy saving was 12.99%. When the optimization objective was designed to prioritize energy consumption, the average time saving was 3.89%, and the average energy saving was 16.53%. When the optimization objective was designed to prioritize time consumption, the average time saving was 10.35%, and the average energy saving was 10.63%. Compared with traditional algorithms, the algorithm in this work had a better optimization effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosenthal, S.; Maaß, F.; Kamaliev, M.; Hahn, M.; Gies, S.; Tekkaya, A.E. Lightweight in automotive components by forming technology. Automot. Innov. 2020, 3, 195–209. [Google Scholar] [CrossRef]
- Li, J.; Wang, L.; Chen, Y.; Lu, H.; Jiang, H. Research and application of lightweight index for passenger cars. Automot. Innov. 2020, 3, 270–279. [Google Scholar] [CrossRef]
- Baorui, D.; Long, X.; Ligang, Q. Study on visual inspection system based on three-dimensional lightweight model. China Met. Equip. Manuf. Technol. 2018, 53, 105–110. [Google Scholar] [CrossRef]
- Li, M.; Wang, Y.; Niu, Z.; Yang, S. Study on the weld-bonding process optimization and mechanical performance of aluminum alloy joints. Automot. Innov. 2020, 3, 221–230. [Google Scholar] [CrossRef]
- Mulin, H.; Shunda, W. Developing Trend and Technical Methods for Energy Saving and Emission Reduction in Forging Industry. China Met. Equip. Manuf. Technol. 2010, 45, 15–20. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, C.; Li, R.; Zhang, H.; Chen, J.; Feng, K.; Wang, G. A Super Short-process Green Manufacturing Method and Energy Consumption Analysis of Micro Casting Forging and Milling for High Performance Parts. China Mech. Eng. 2018, 29, P2553–P2558. [Google Scholar] [CrossRef]
- Guan, S.; Wang, X.; Hua, L.; Li, Y. TFM imaging of aeroengine casing ring forgings with curved surfaces using acoustic field threshold segmentation and vector coherence factor. Chin. J. Aeronaut. 2022, in press. [Google Scholar] [CrossRef]
- Trzepieciński, T.; dell’Isola, F.; Lemu, H.G. Multiphysics modeling and numerical simulation in computer-aided manufacturing processes. Metals 2021, 11, 175. [Google Scholar] [CrossRef]
- Dorsch, C.; Wang, X.; Küçükay, F. Objective Rating of the Launch Behavior of Conventional, Hybrid and Electric Vehicles. Automot. Innov. 2021, 4, 70–80. [Google Scholar] [CrossRef]
- Leenders, L.; Hagedorn, D.F.; Djelassi, H.; Bardow, A.; Mitsos, A. Bilevel optimization for joint scheduling of production and energy systems. Optim. Eng. 2022, 1–39. [Google Scholar] [CrossRef]
- Cheng, C.; Lin, S.; Pourhejazy, P.; Ying, K.; Lin, Y. No-Idle Flowshop Scheduling for Energy-Efficient Production: An Improved Optimization Framework. Mathematics 2021, 9, 1335. [Google Scholar] [CrossRef]
- Georgiadis, G.P.; Pampín, B.M.; Cabo, D.A.; Georgiadis, M.C. Optimal production scheduling of food process industries. Comput. Chem. Eng. 2020, 134, 106682. [Google Scholar] [CrossRef]
- Bektaş, T.; Hamzadayı, A.; Ruiz, R. Benders decomposition for the mixed no-idle permutation flowshop scheduling problem. J. Sched. 2020, 23, 513–523. [Google Scholar] [CrossRef]
- Mingming, J.; Fei, H.; Dongbo, L.; Yifei, T. Forging billet charging energy-conservation scheduling for heating furnaces efficiency. Forg. Stamp. Technol. 2016, 41, P115–P121. [Google Scholar] [CrossRef]
- Liu, Z.; Yan, J.; Cheng, Q.; Yang, C.; Xue, D. The mixed production mode considering continuous and intermittent processing for an energy-efficient hybrid flow shop scheduling. J. Clean. Prod. 2019, 246, 119071. [Google Scholar] [CrossRef]
- Cheng, Q.; Liu, C.; Chu, H.; Liu, Z.; Pan, J. A New Multi-Objective Hybrid Flow Shop Scheduling Method to Fully Utilize the Residual Forging Heat. IEEE Access 2020, 8, 151180–151194. [Google Scholar] [CrossRef]
- Caldeira, R.H.; Gnanavelbabu, A. A simheuristic approach for the flexible job shop scheduling problem with stochastic processing times. Simul. Trans. Soc. Model. Simul. Int. 2021, 97, 215–236. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.; Shen, K.; Jia, R. Research on Scheduling of Furnace Loading Quality Maximization in Forging Heat Treatment Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 562, 012152. [Google Scholar] [CrossRef]
- Kacem, I.; Chu, C.; Souissi, A. Single-machine scheduling with an availability constraint to minimize the weighted sum of the completion times. Comput. Oper. Res. 2008, 35, 827–844. [Google Scholar] [CrossRef]
- Yalaoui, F.; Chu, C. Parallel machine scheduling to minimize total tardiness. Int. J. Prod. Econ. 2002, 76, 265–279. [Google Scholar] [CrossRef]
- Ma, L.M.; Li, J.Y.; Xu, W.S.; Kong, L.J. Multi-Objective Scheduling Based on Weighted Combination of Heuristic Rules and the Simulation Method. Adv. Mater. Res. 2012, 424–425, 1132–1138. [Google Scholar] [CrossRef]
- Wang, R.; Shen, Y.; Wang, W.; Shi, L. Formulation and Methods for a Class of Two-stage Flow-shop Scheduling Problem with the Batch Processor. In Proceedings of the 2020 IEEE 16th International Conference on Automation Science and Engineering (CASE), Hong Kong, China, 20–21 August 2020. [Google Scholar]
- Robert, O.; Zhang, H.; Liu, S.; Borut, B. Improved Heuristic Kalman Algorithm for Solving Multi-Objective Flexible Job Shop Scheduling Problem. Procedia Manuf. 2018, 17, 895–902. [Google Scholar] [CrossRef]
- Wen, X.; Lian, X.; Qian, Y.; Zhang, Y.; Wang, H.; Li, H. Dynamic scheduling method for integrated process planning and scheduling problem with machine fault. Robot. Comput.-Integr. Manuf. 2022, 77, 102334. [Google Scholar] [CrossRef]
- Peng, C.; Wu, G.; Liao, T.W.; Wang, H. Research on multi-agent genetic algorithm based on tabu search for the job shop scheduling problem. PLoS ONE 2019, 14, e0223182. [Google Scholar] [CrossRef]
- Palmer, G.J. A simulated annealing approach to integrated production scheduling. J. Intell. Manuf. 1996, 7, 163–176. [Google Scholar] [CrossRef]
- Moon, C.; Kim, J.; Gen, M. Advanced planning and scheduling based on precedence and resource constraints for e-plant chains. Int. J. Prod. Res. 2004, 42, 2941–2955. [Google Scholar] [CrossRef]
- Guo, Y.; Li, W.D.; Mileham, A.R.; Owen, G.W. Applications of particle swarm optimisation in integrated process planning and scheduling. Robot. Comput.-Integr. Manuf. 2009, 25, 280–288. [Google Scholar] [CrossRef]
- Kolisch, R.; Heß, K. Efficient methods for scheduling make-to-order assemblies under resource, assembly area and part availability constraints. Int. J. Prod. Res. 2000, 38, 207–228. [Google Scholar] [CrossRef]
- Chen, K.; Ji, P.; Wang, Q. A case study for advanced planning and scheduling (APS). J. Syst. Sci. Syst. Eng. 2011, 20, 460–474. [Google Scholar] [CrossRef]
- Shao, X.; Li, X.; Gao, L.; Zhang, C. Integration of process planning and scheduling—A modified genetic algorithm-based approach. Comput. Oper. Res. 2009, 36, 2082–2096. [Google Scholar] [CrossRef]
- Czerwinski, C.S.; Luh, P.B. Scheduling products with bills of materials using an improved Lagrangian relaxation technique. IEEE Trans. Robot. Autom. 1994, 10, 99–111. [Google Scholar] [CrossRef]
- Merayo, D.; Rodríguez-Prieto, A.; Camacho, A.M. Topological Optimization of Artificial Neural Networks to Estimate Mechanical Properties in Metal Forming Using Machine Learning. Metals 2021, 11, 1289. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Meanings |
|---|---|
| The temperature of the workpiece on entry into the furnace, that is, at what temperature the workpiece can be placed in the furnace. | |
| The workpiece release temperature, that is, the workpiece holding temperature. | |
| The total heating time of the workpiece; its value includes the time from the furnace temperature to the holding temperature and the holding time. | |
| The total number of steps in the workpiece, that is, the workpiece consists of several steps in sequential order. |
| Parameters | Meanings |
|---|---|
| The number of temperature rises per unit time of the heating furnace when working in the maximum power state. | |
| The number of temperature drops per unit time of the heating furnace in the cooling working state. | |
| Heating furnace power in heat preservation working state. |
| Parameters | Meanings |
|---|---|
| The heating sequence of each heating step of each workpiece is collected, and its number is equal to the total number of steps. Among them, the heating sequences of each heating furnace are independent of each other. | |
| The number of heating furnaces selected for each step, the number of which is equal to the total number of steps . | |
| The total power consumption; its value is the sum of the power consumption of all connection segments. | |
| Total time, the maximum value of all furnace completion times. | |
| Individual fitness, the value of which indicates the superiority of the individual. |
| Process Number | |||
|---|---|---|---|
| 1.1 | 350 | 1150 | 50 |
| 1.2 | 750 | 1150 | 30 |
| 2.1 | 460 | 510 | 160 |
| 2.2 | 460 | 510 | 110 |
| 3.1 | 40 | 460 | 320 |
| 3.2 | 40 | 460 | 270 |
| 4.1 | 420 | 440 | 700 |
| 4.2 | 420 | 440 | 490 |
| 4.3 | 420 | 440 | 490 |
| 5.1 | 1050 | 1050 | 120 |
| 5.2 | 1050 | 1050 | 60 |
| 6.1 | 950 | 950 | 140 |
| 6.2 | 950 | 950 | 70 |
| 7.1 | 850 | 1020 | 130 |
| 7.2 | 750 | 1150 | 40 |
| 8.1 | 420 | 1100 | 150 |
| 8.2 | 650 | 1150 | 50 |
| Batch | Scheduling Method | Total Time | Total Power Consumption |
|---|---|---|---|
| 1 | This work Simulated Annealing | 1762.67 1941.53 | 9.36 10.20 |
| 2 | This work Simulated Annealing | 2335.47 2508.40 | 23.16 28.08 |
| 3 | This work Simulated Annealing | 2444.33 2496.33 | 13.20 14.55 |
| 4 | This work Simulated Annealing | 6606.33 7302.86 | 44.52 52.77 |
| Process Number | Heating Furnace | Heating Sequence |
|---|---|---|
| 1.1 | 1 | 2 |
| 1.2 | 1 | 5 |
| 2.1 | 2 | 2 |
| 2.2 | 1 | 3 |
| 3.1 | 2 | 1 |
| 3.2 | 2 | 3 |
| 4.1 | 1 | 1 |
| 4.2 | 2 | 4 |
| 4.3 | 2 | 5 |
| 5.1 | 1 | 6 |
| 5.2 | 1 | 8 |
| 6.1 | 1 | 7 |
| 6.2 | 1 | 9 |
| 7.1 | 1 | 10 |
| 7.2 | 1 | 11 |
| 8.1 | 1 | 4 |
| 8.2 | 1 | 12 |
| Problems | The Time Required to Solve the Problem/min | Impact on Total Time/min | Impact on Total Energy/MJ |
|---|---|---|---|
| Changing the workpieces in the heating furnace | 8.23 | 8.23 | 15.16 |
| Transferring workpieces | 24.18 | 14.76 | 61.24 |
| Machine inspection | 4 | 7.32 | 13.20 |
| Mechanical arm grabbing error | 1.57 | 1.10 | 3.94 |
| Heating delay | 11.47 | 11.47 | 54.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Xie, B.; Ma, H.; Wang, H.; Zhou, Y.; Chen, J.; Hua, L. Production Scheduling Optimization during Thermoforming of Ring Forgings Based on Genetic Algorithms. Metals 2022, 12, 1631. https://doi.org/10.3390/met12101631
Chen Y, Xie B, Ma H, Wang H, Zhou Y, Chen J, Hua L. Production Scheduling Optimization during Thermoforming of Ring Forgings Based on Genetic Algorithms. Metals. 2022; 12(10):1631. https://doi.org/10.3390/met12101631
Chicago/Turabian StyleChen, Yizhe, Beichen Xie, Huijuan Ma, Hui Wang, Yulong Zhou, Jie Chen, and Lin Hua. 2022. "Production Scheduling Optimization during Thermoforming of Ring Forgings Based on Genetic Algorithms" Metals 12, no. 10: 1631. https://doi.org/10.3390/met12101631