
Optimization of Thermomechanical Processing under Double-Pass Hot Compression Tests of a High Nb and N-Bearing Austenitic Stainless-Steel Biomaterial Using Artificial Neural Networks

 ,
,  ,
,  ,
,  , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Continuous Isothermal Stress–Strain Curve
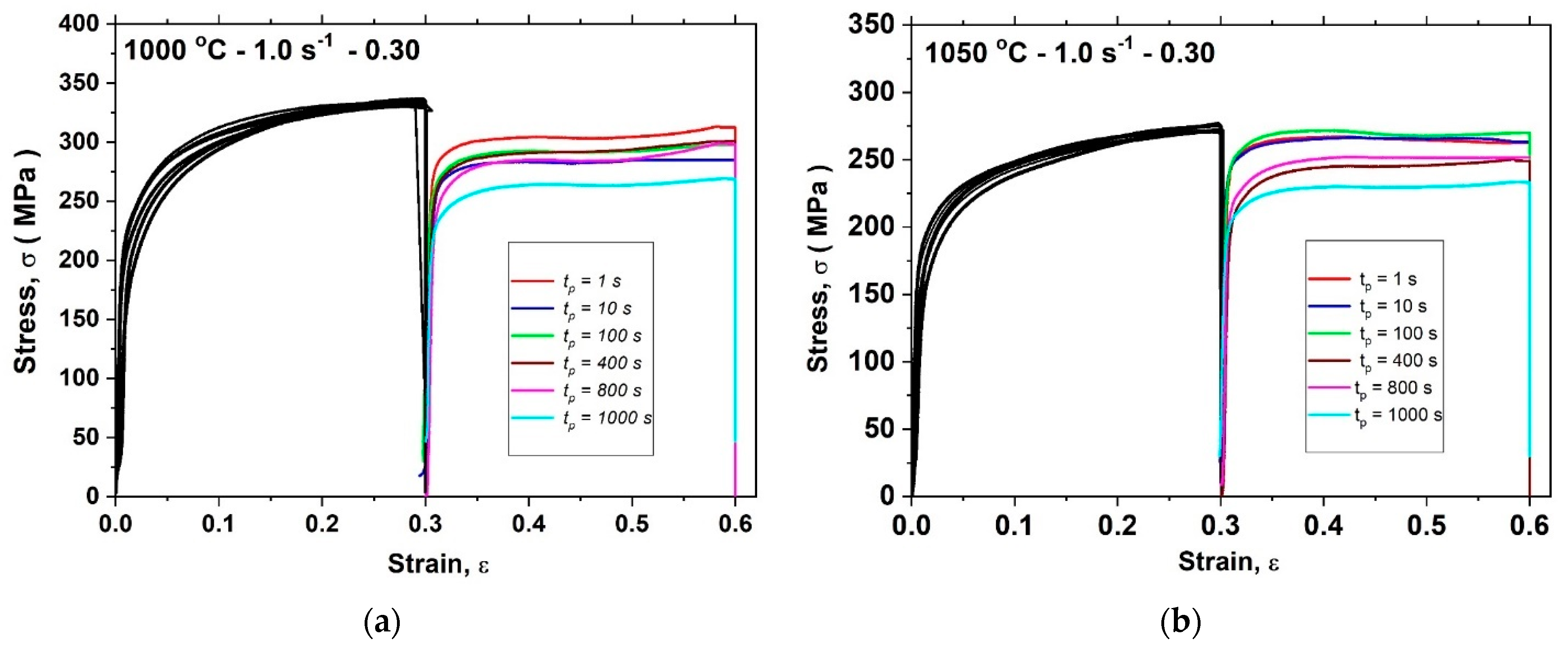
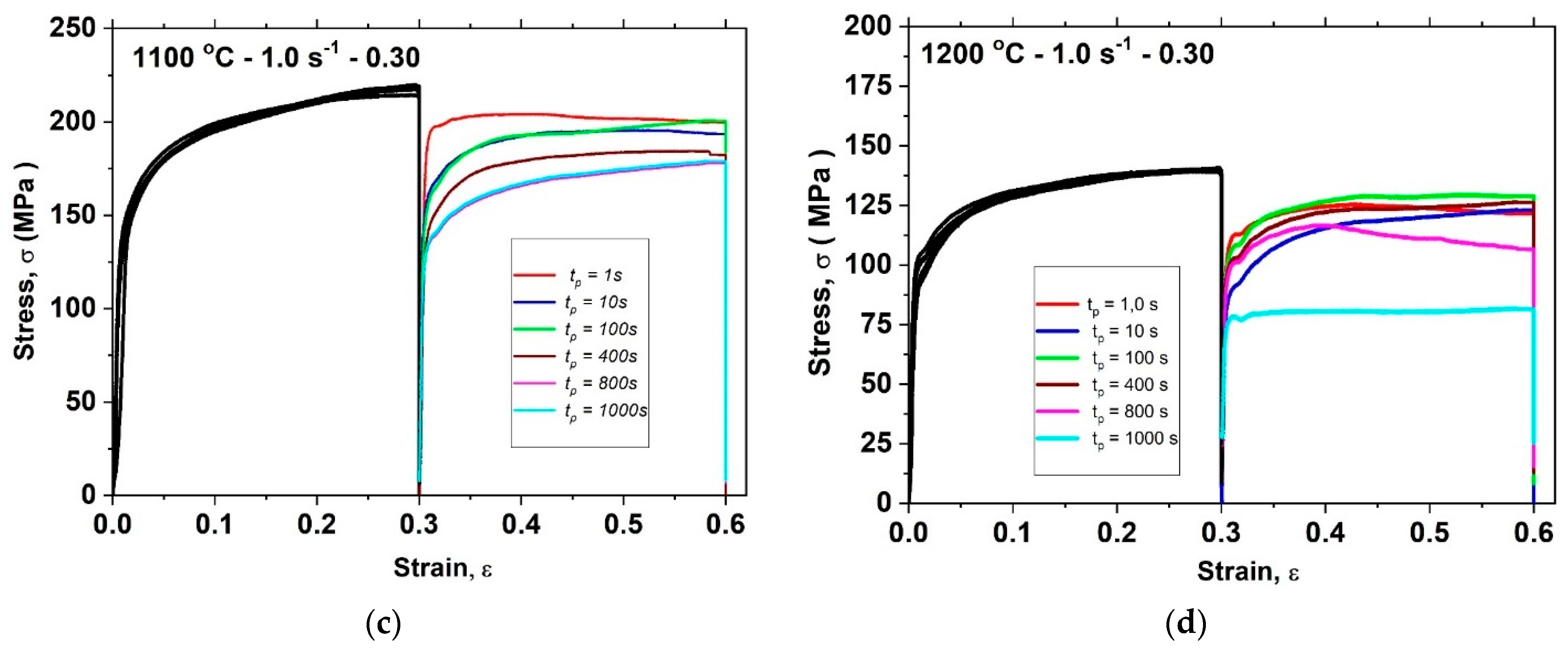
3.2. Isothermal Stress–Strain Curves Recorded in Double-Pass Compression Tests
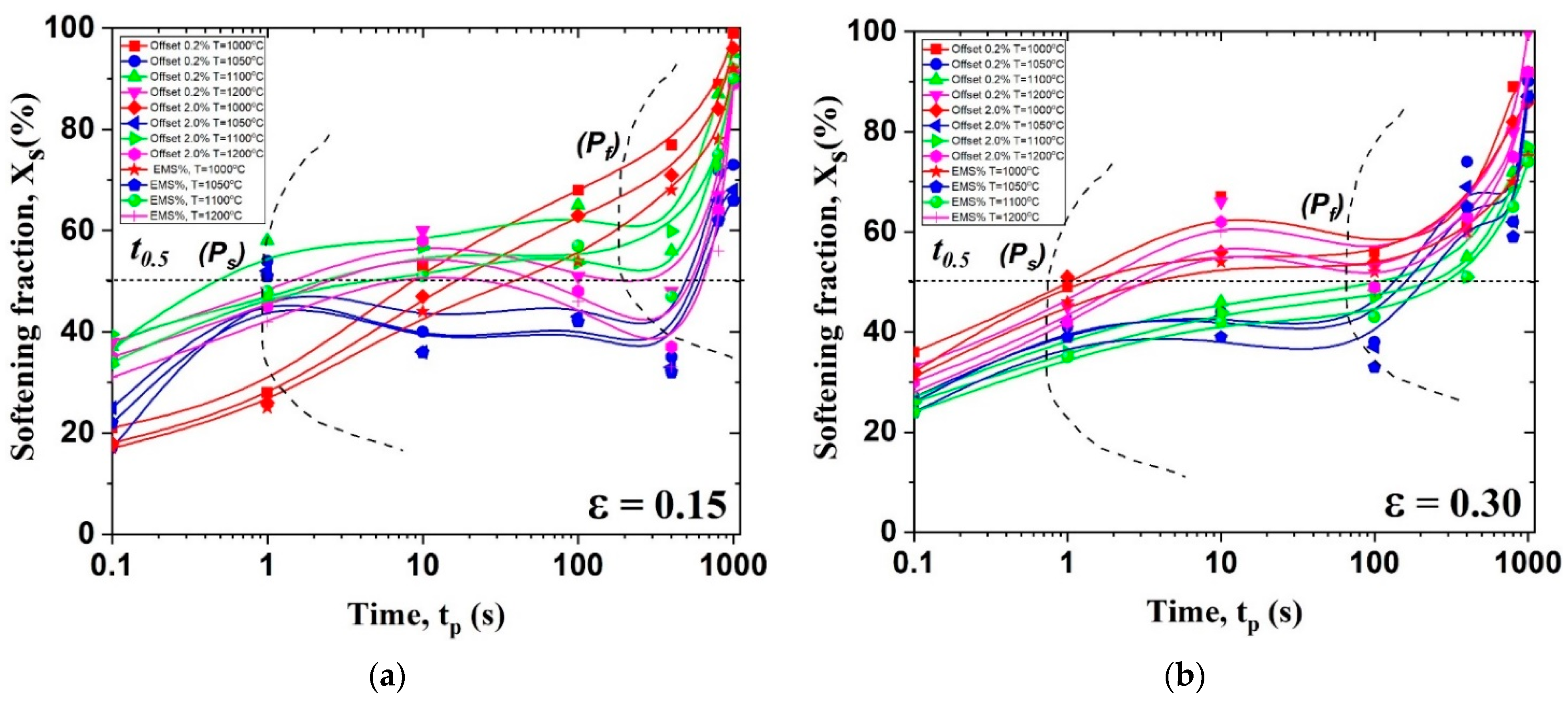
3.3. Dependence of Xs on tp
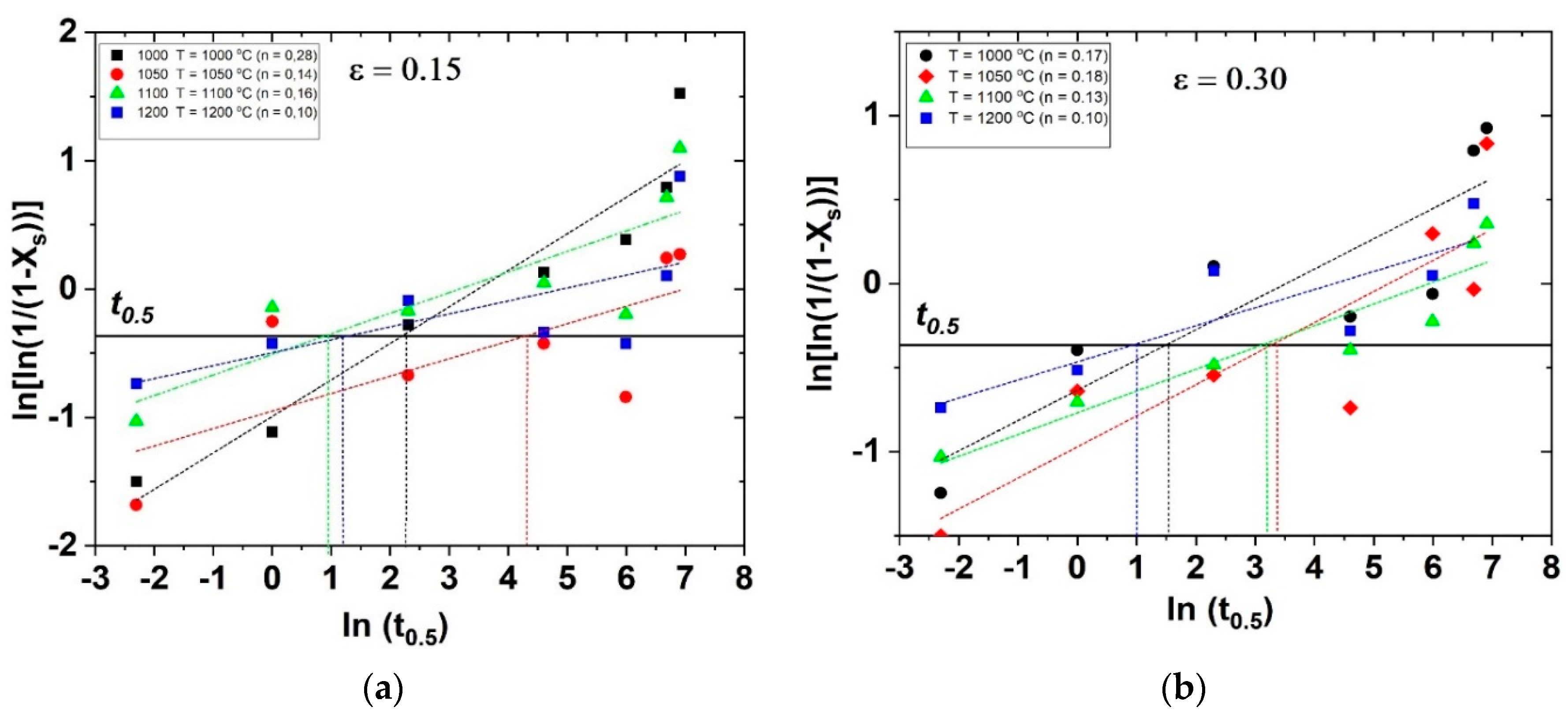
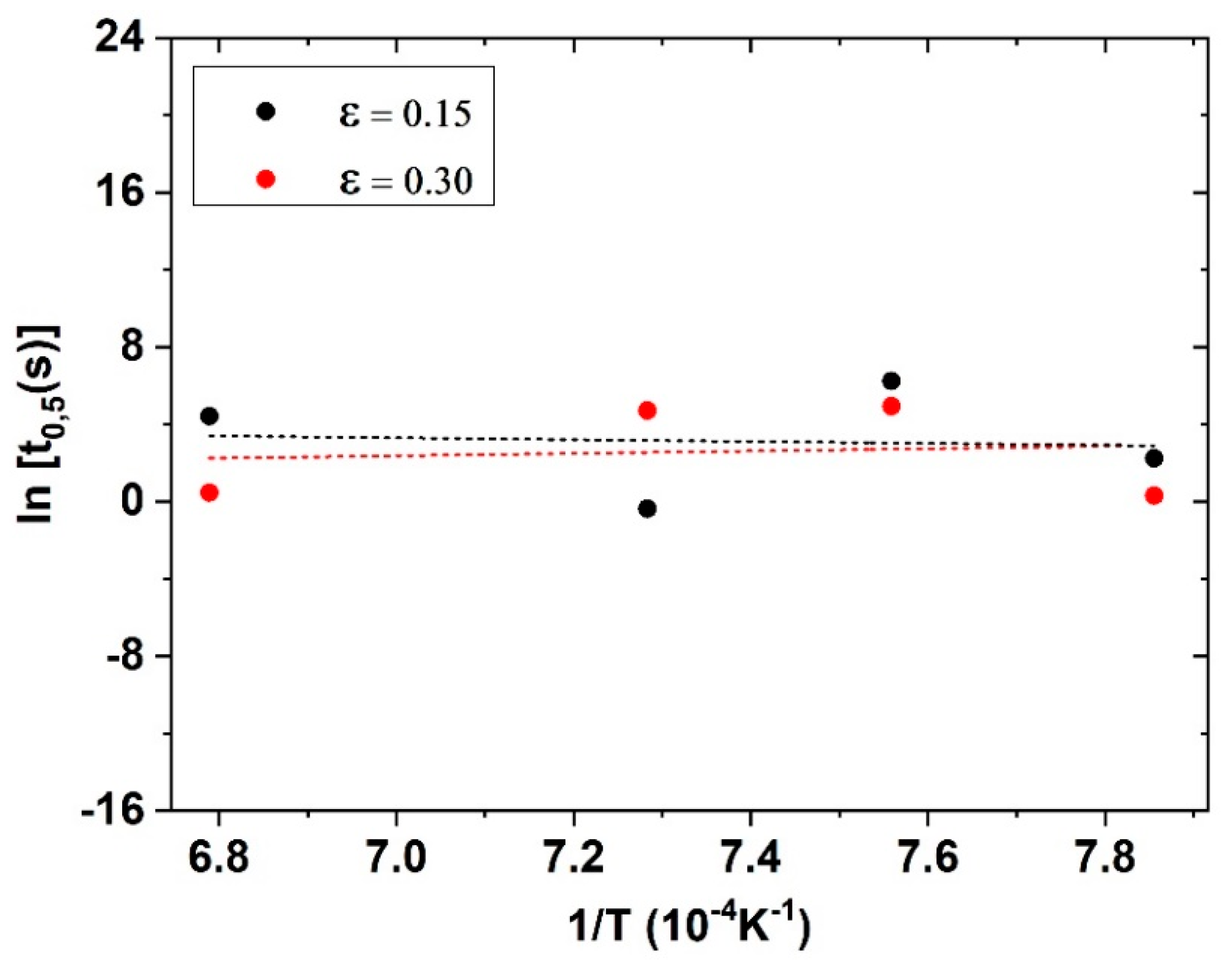
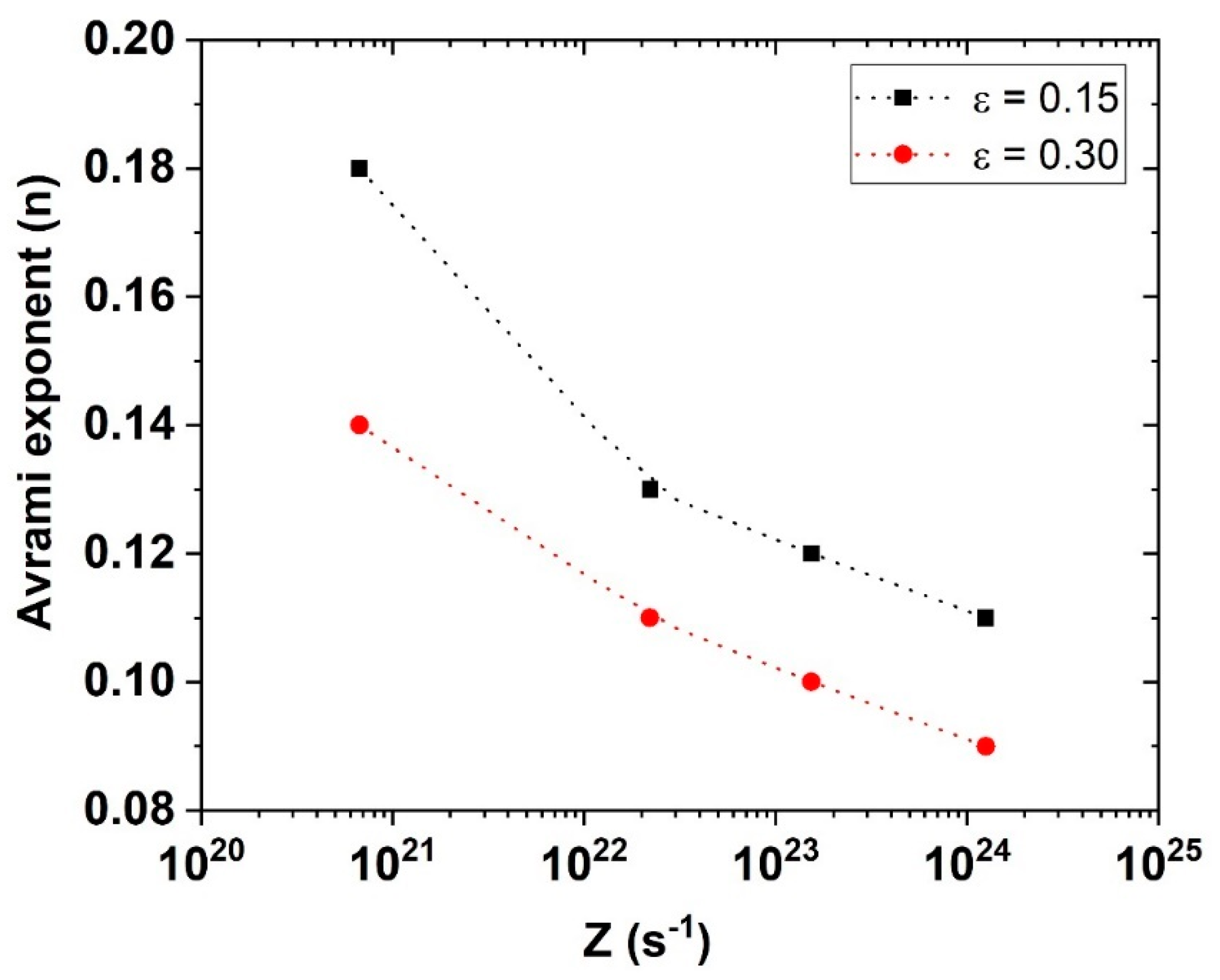
3.4. Determination of 50% Softening Time (t0.5) and the Avrami Exponent (n)
3.5. Proposal of Constitutive Equations for t0.5 and n
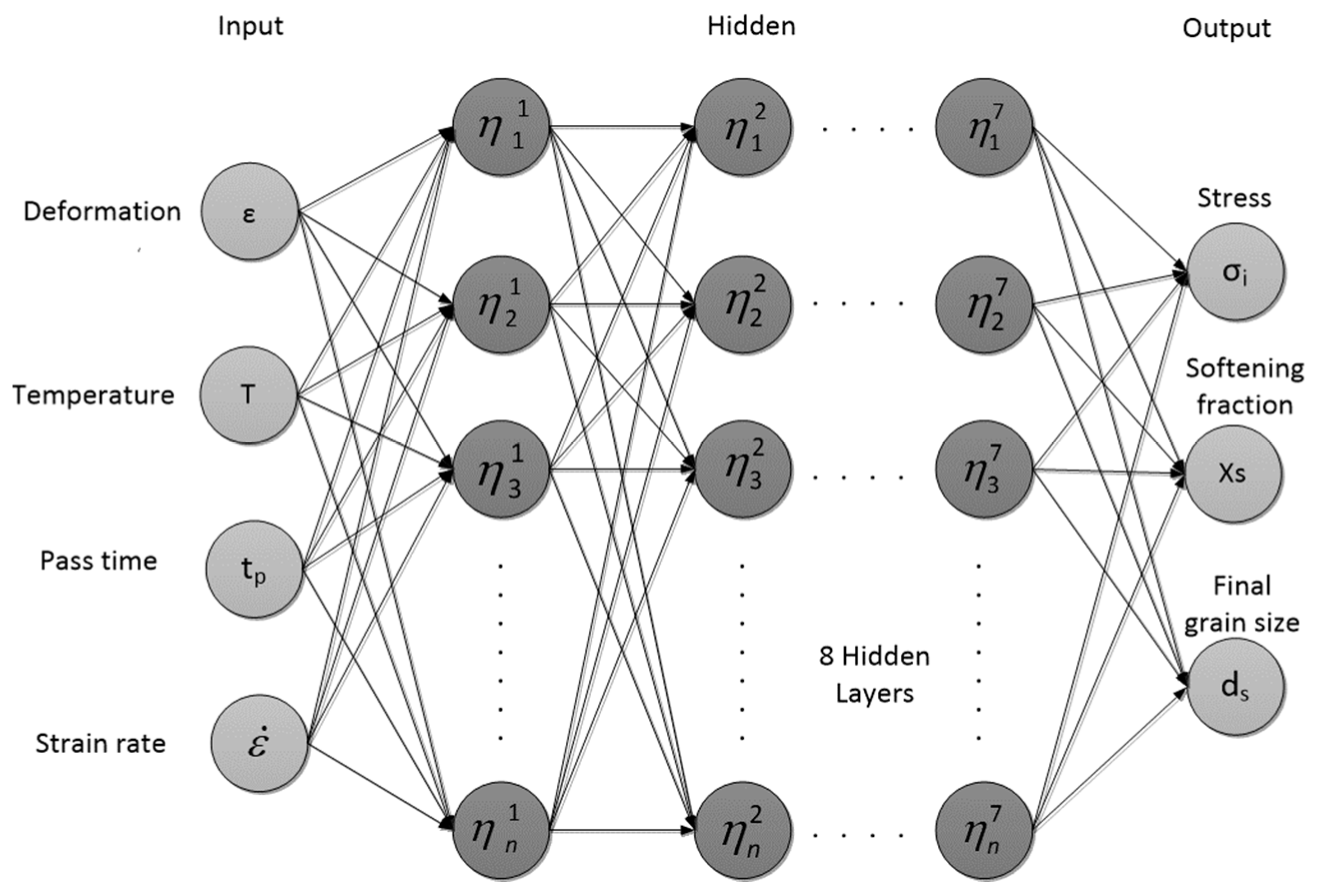
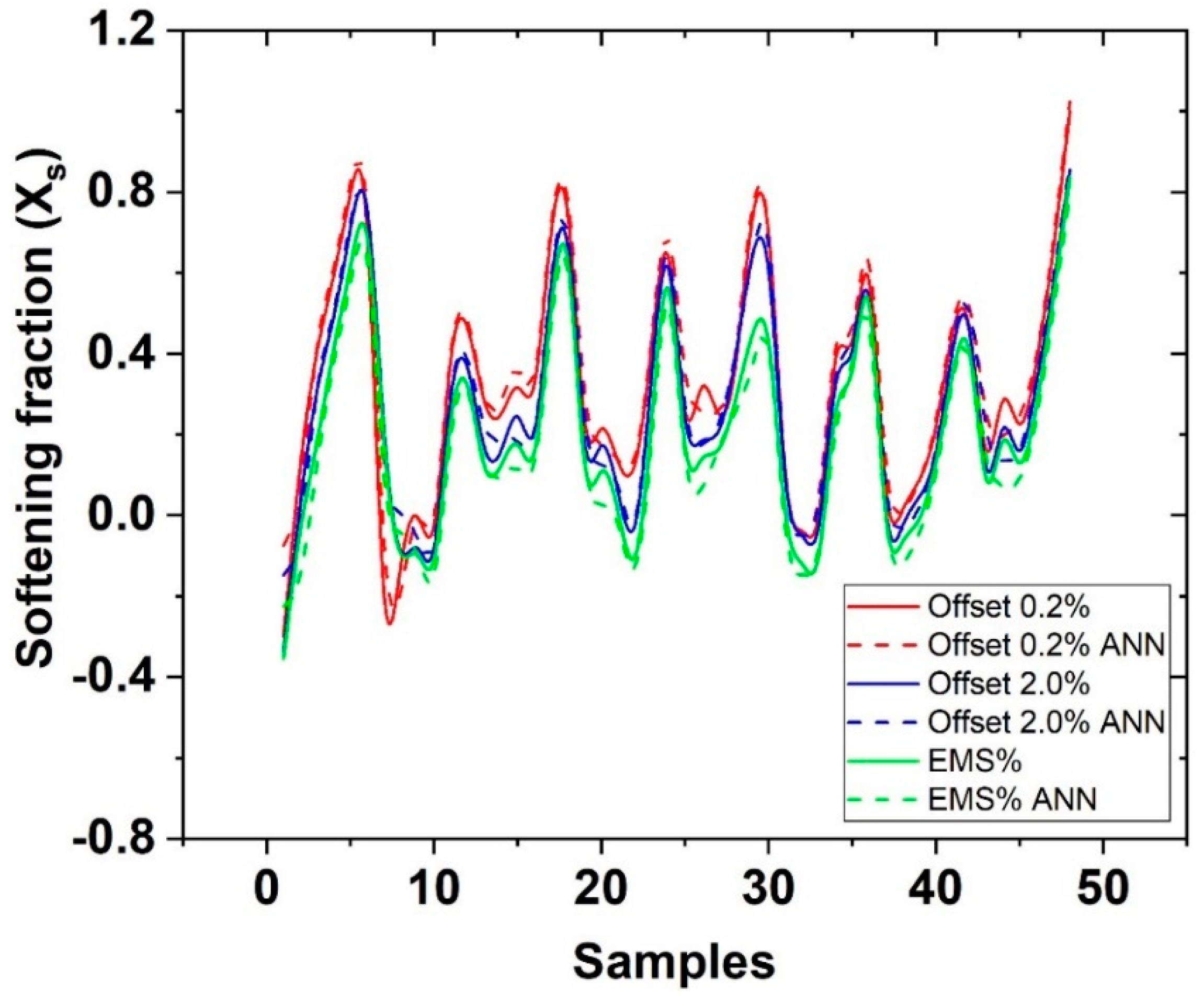
3.6. Proposal of an Artificial Neural Network (ANN)
3.7. Validation of the Proposed ANN Using Constitutive and Analytical Methods
3.8. Microstructural Features
3.9. SEM/EDS Microanalysis of Strain-Induced Precipitates
4. Conclusions
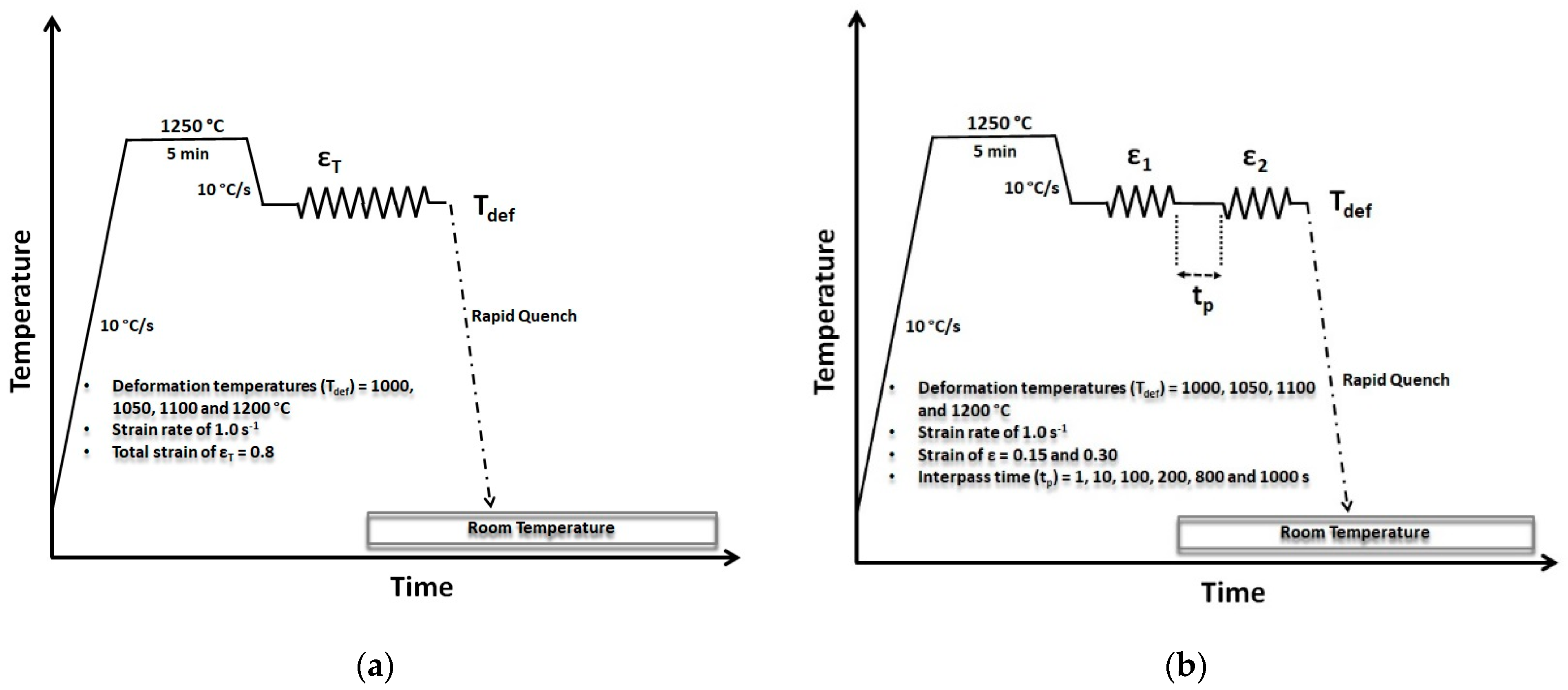
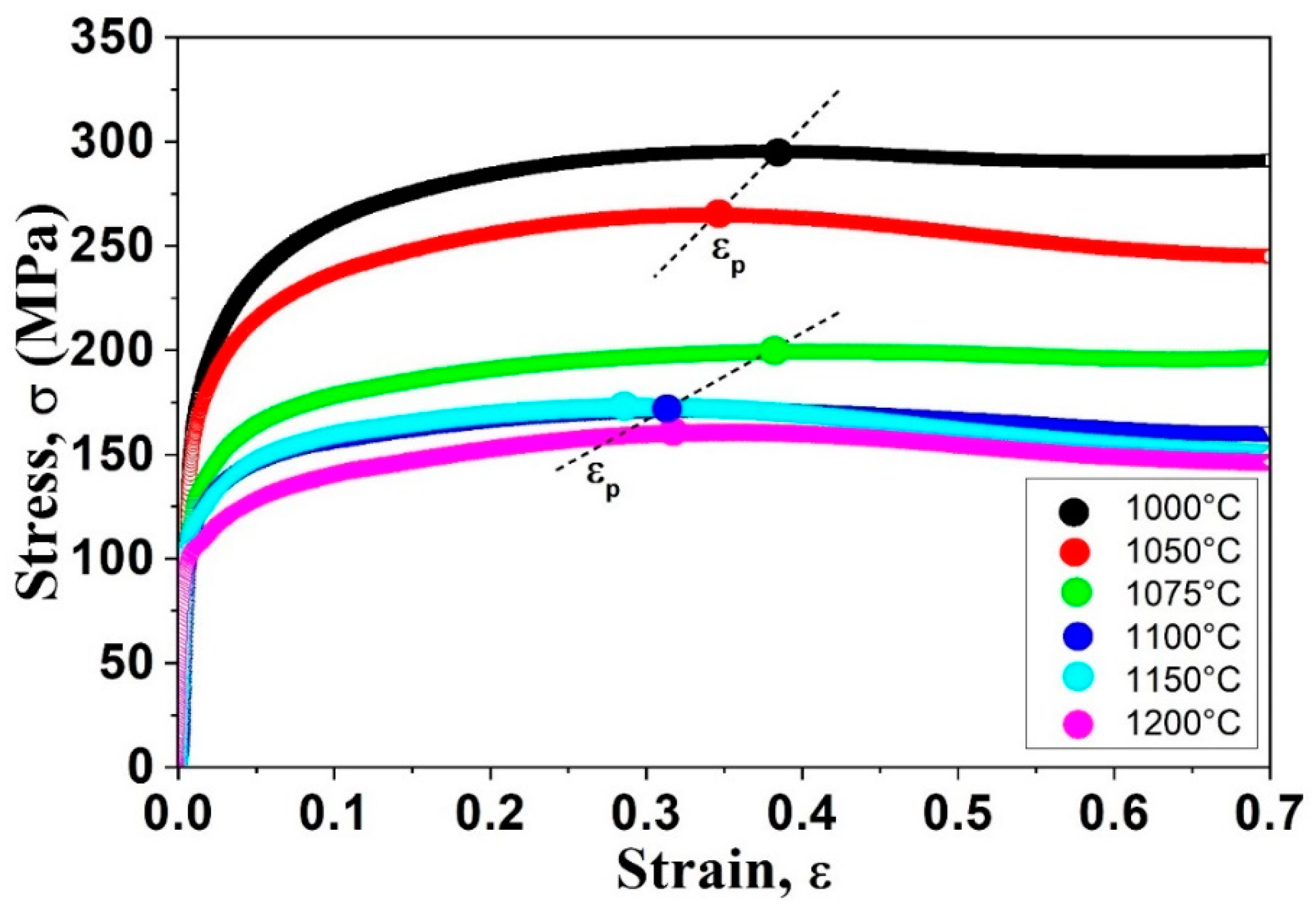
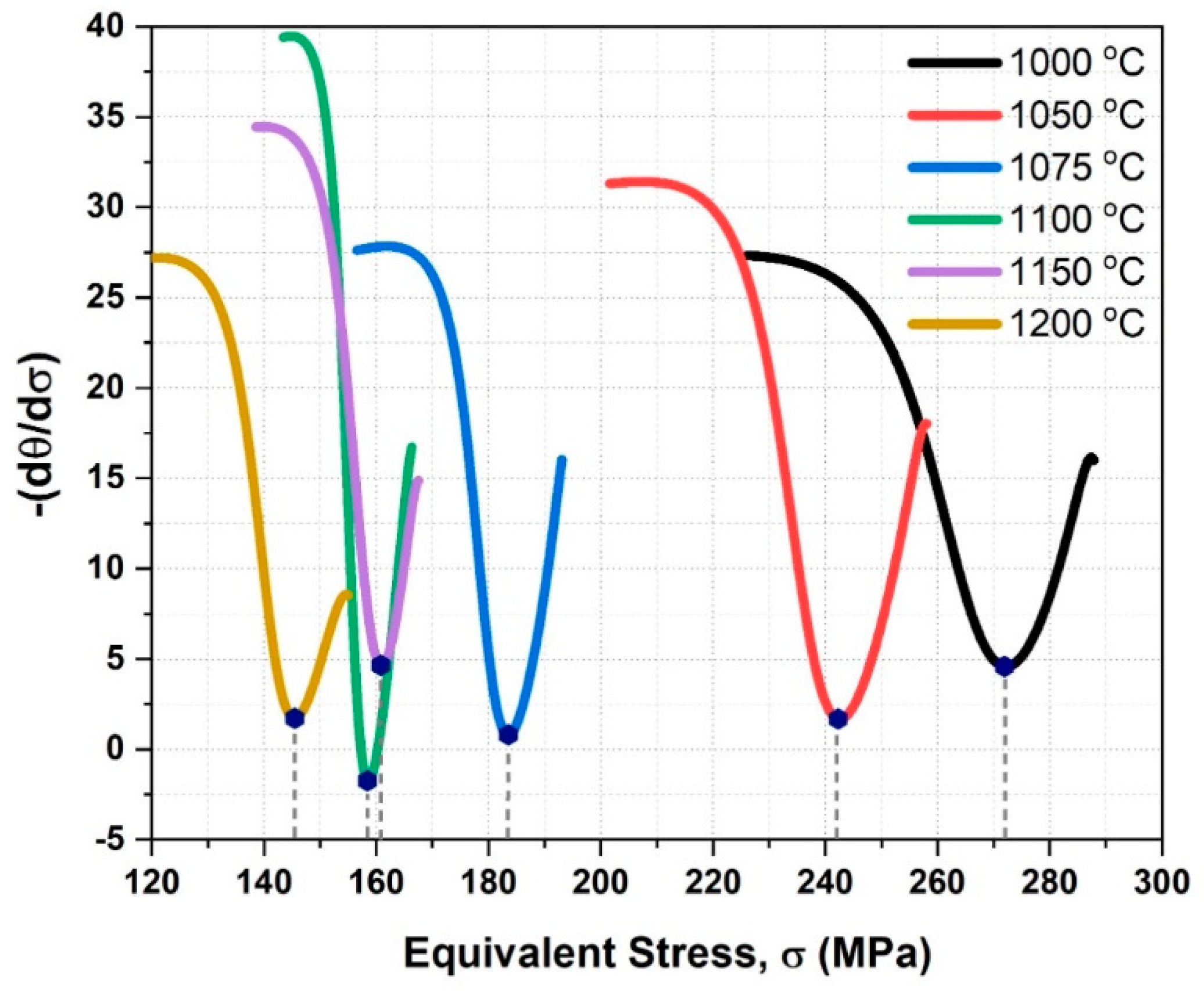
- Physical simulation of continuous isothermal hot compression tests showed intense DRV, as indicated on the stress–strain curves, followed by a delay in the onset and progress of DRX;
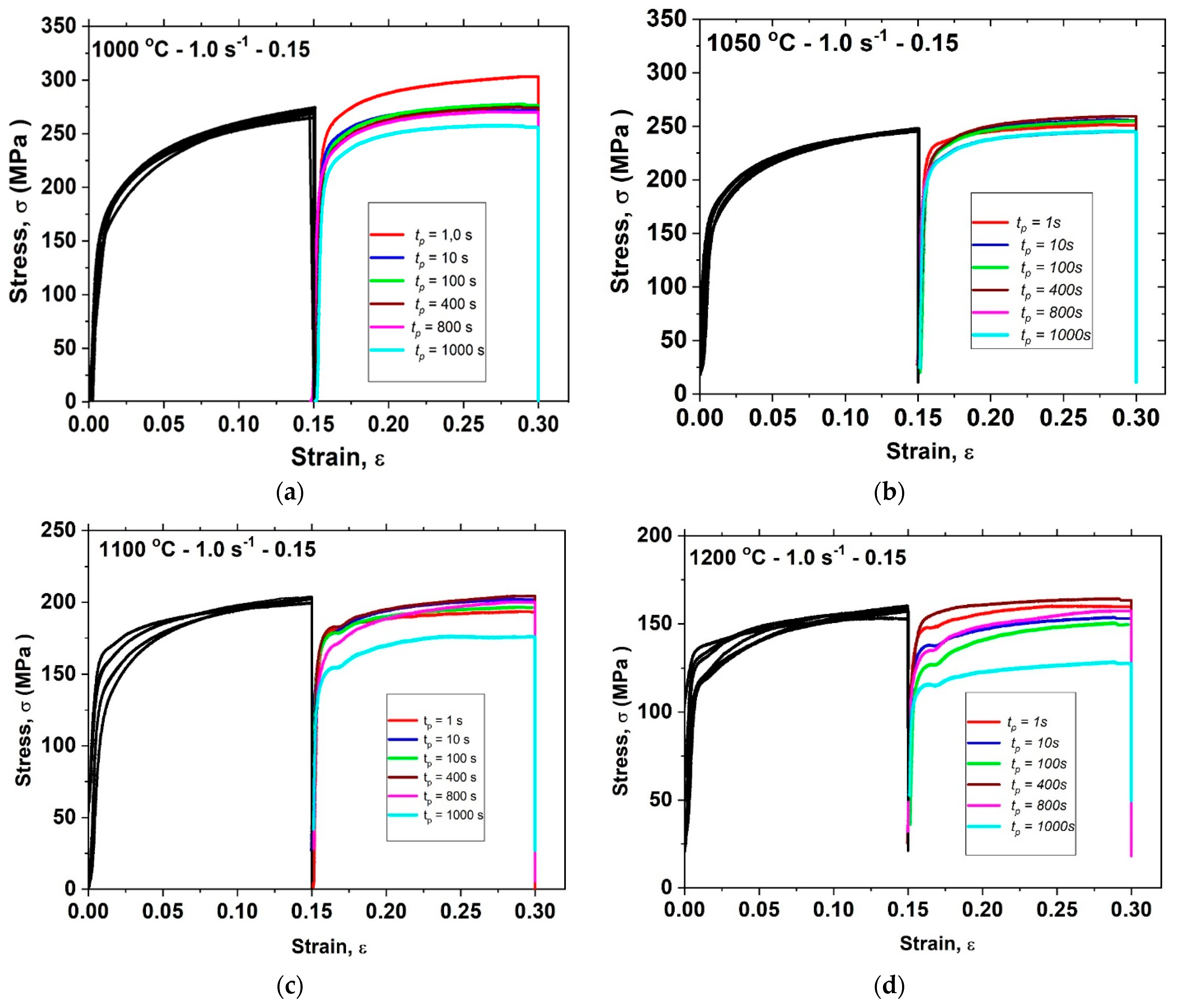
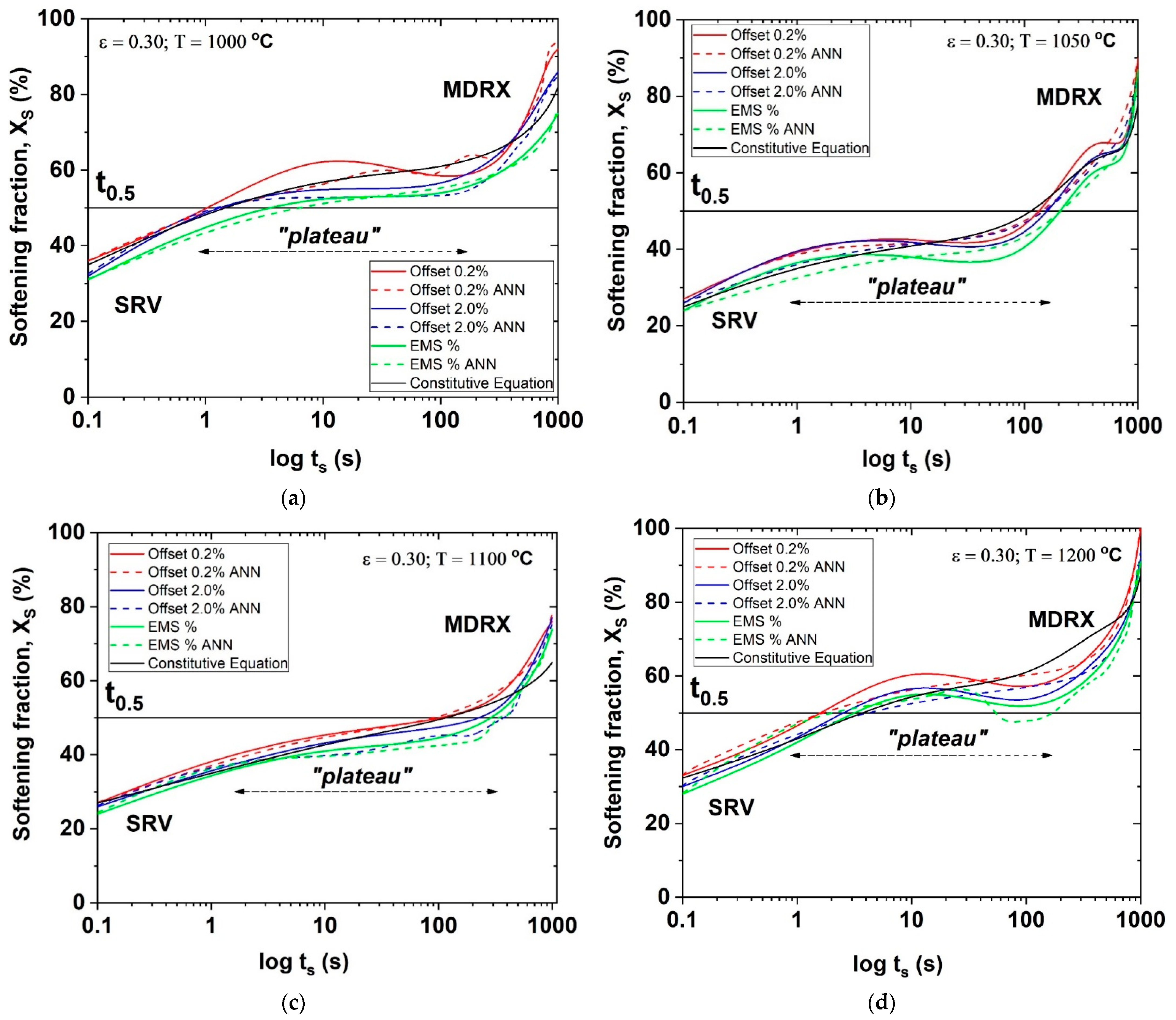
- The stress–strain curves of the double-pass hot compression tests indicate that ASTM F-1586 steel underwent MDRX at ε > 0.30, and that the softening fraction (Xs) increases the higher the temperature and the applied strain;
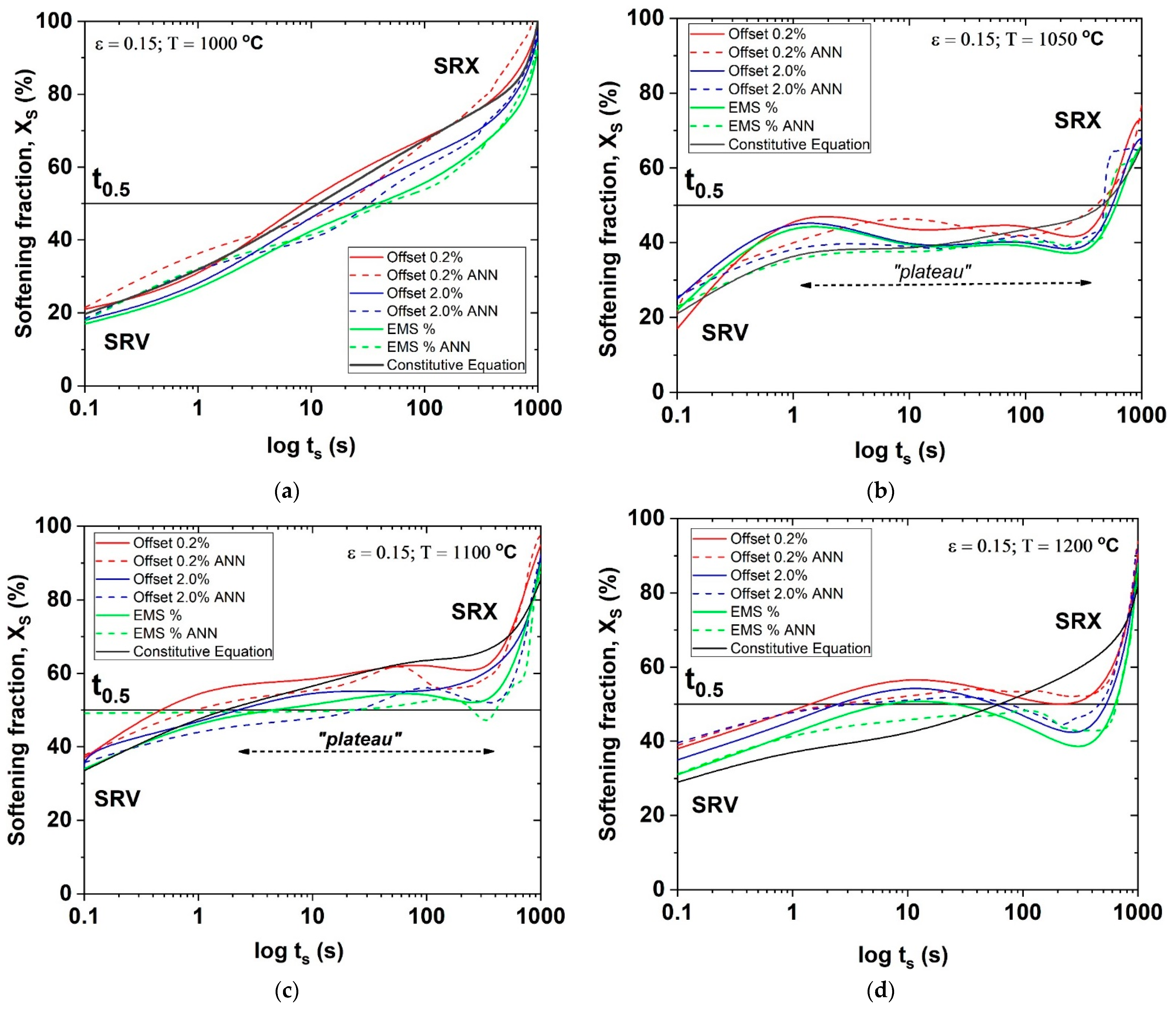
- The Xs vs. tp curves showed high levels of softening (Xs ~ 40%) caused by SRV during short times between passes (tp < 1.0 s), even before the onset of SRX. This was attributed to the moderate stacking fault energy (γsfe= 69 mJ/m2), which inhibits the action of thermally activated mechanisms, generating differences in softening fractions (Xs) and recrystallization (Xsrx), diverging from the Avrami sigmoidal behavior;
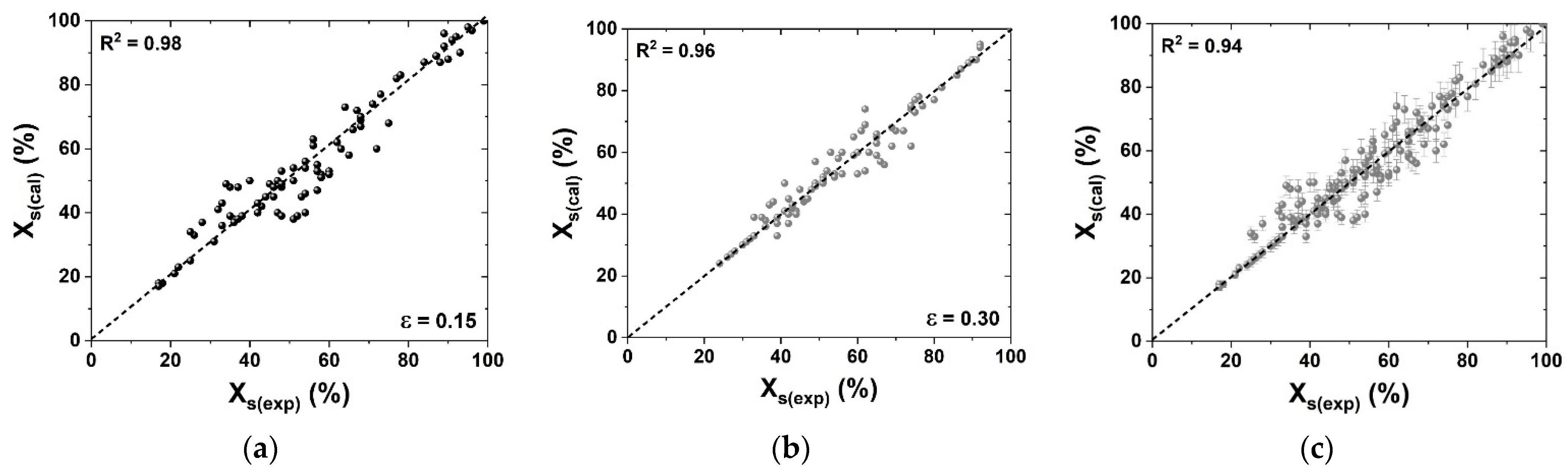
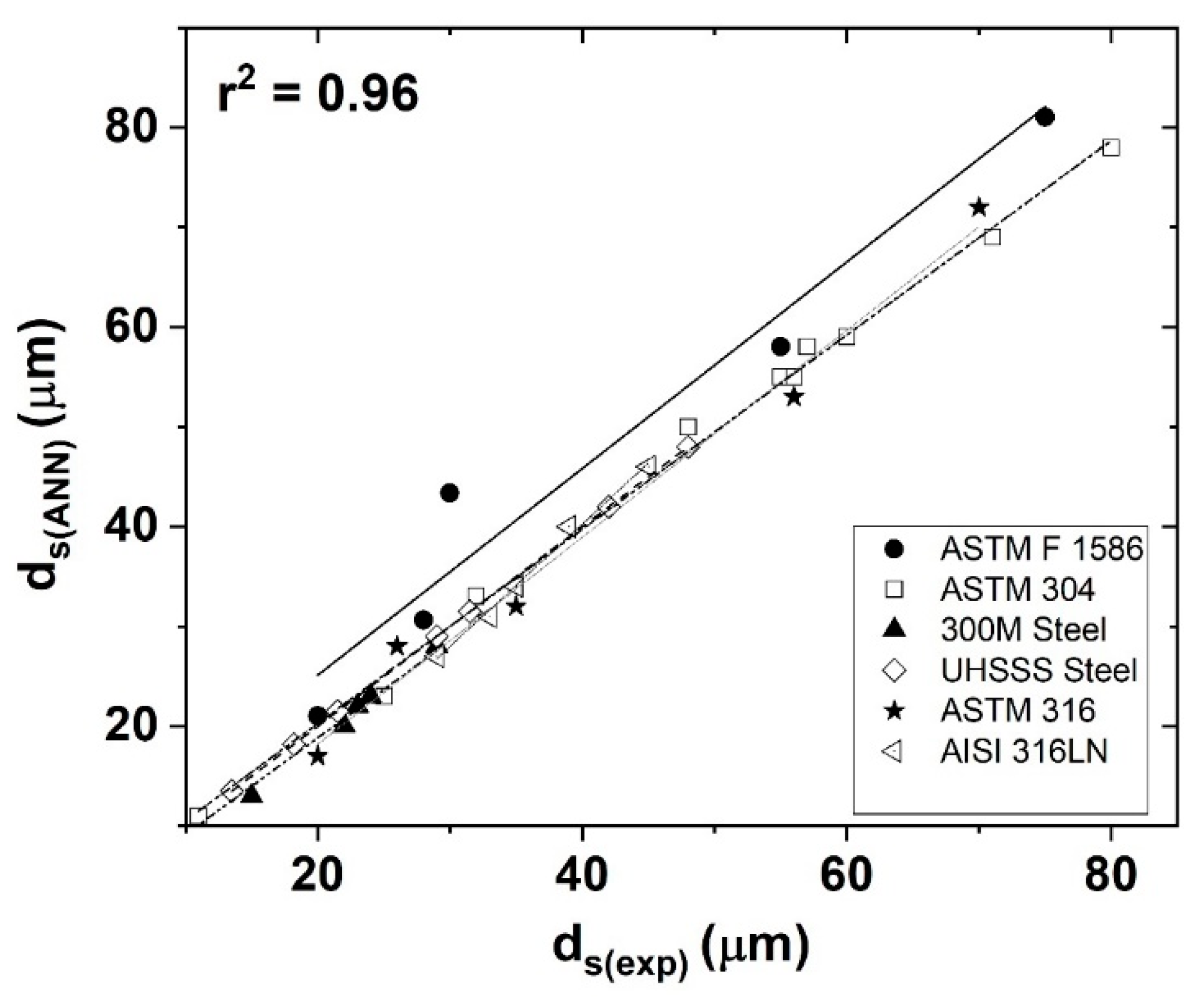
- The validation of the ANN model in comparison to Arrhenius–Avrami type constitutive models presented satisfactory results and the desired reliability (R2 = 0.94, Δ = 0.67%) in estimating the softening fraction (Xs) and the mean grain size (ds) of ASTM F-1586 steel. However, in the regime characterized by marked strain-induced precipitation, this prediction cannot be adjusted because the model does not include this mechanism;
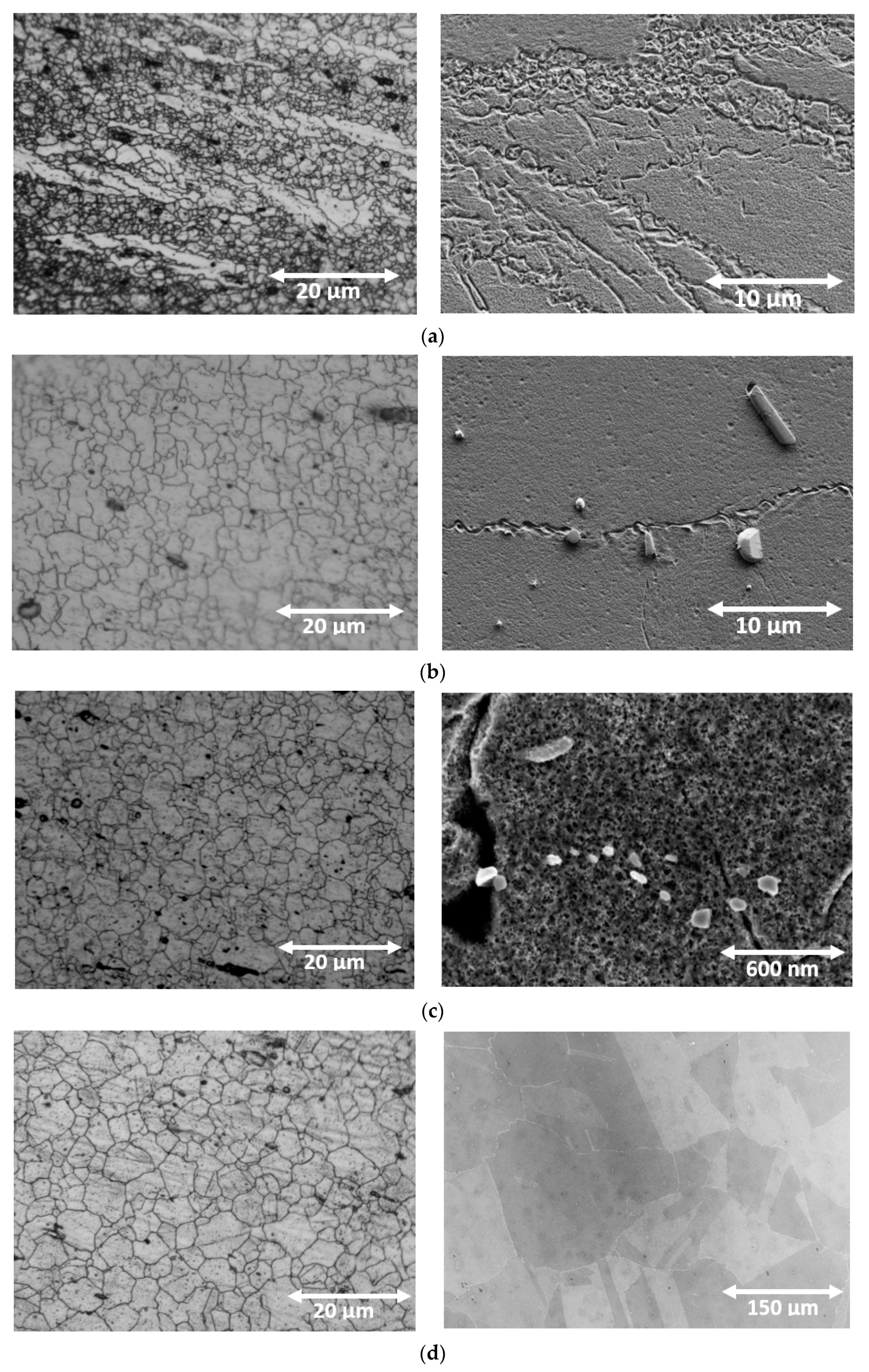
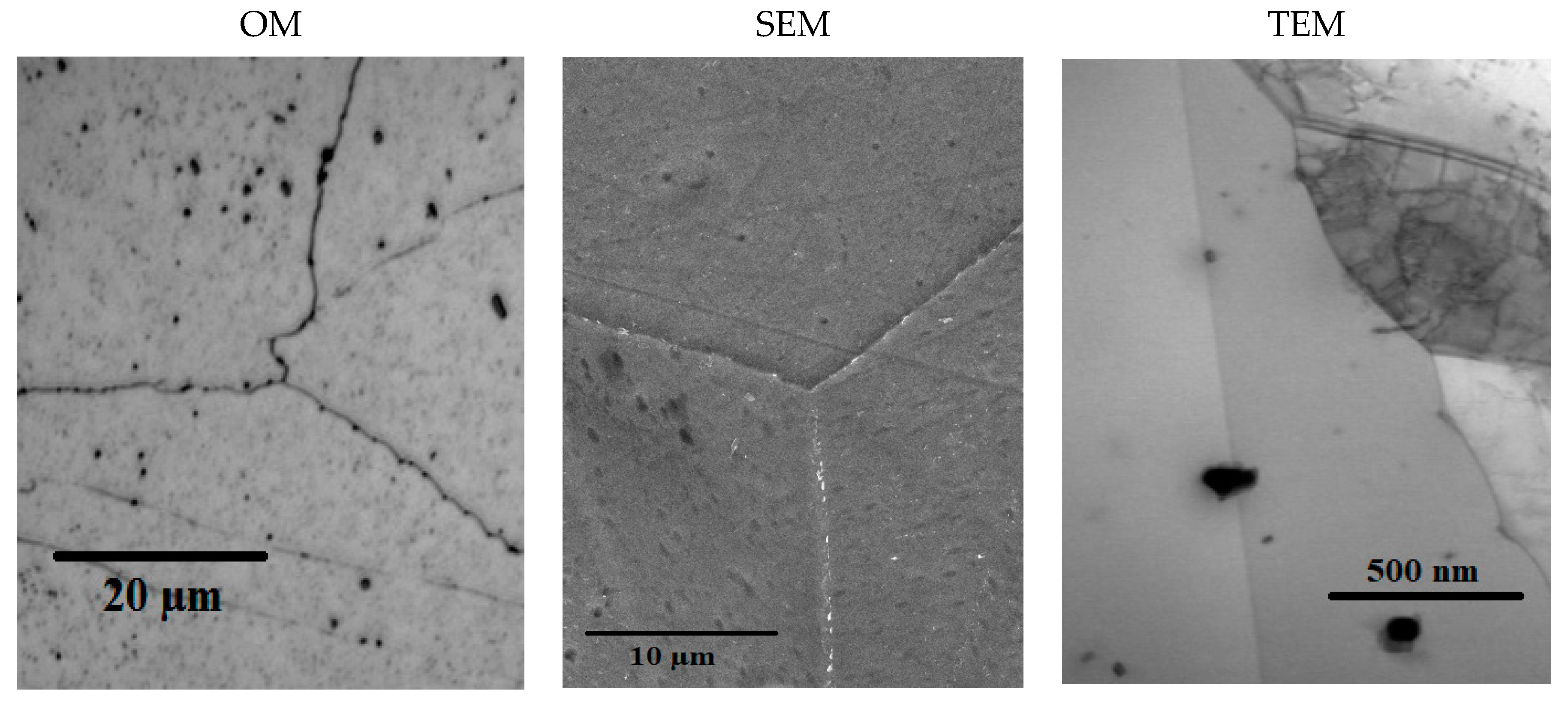
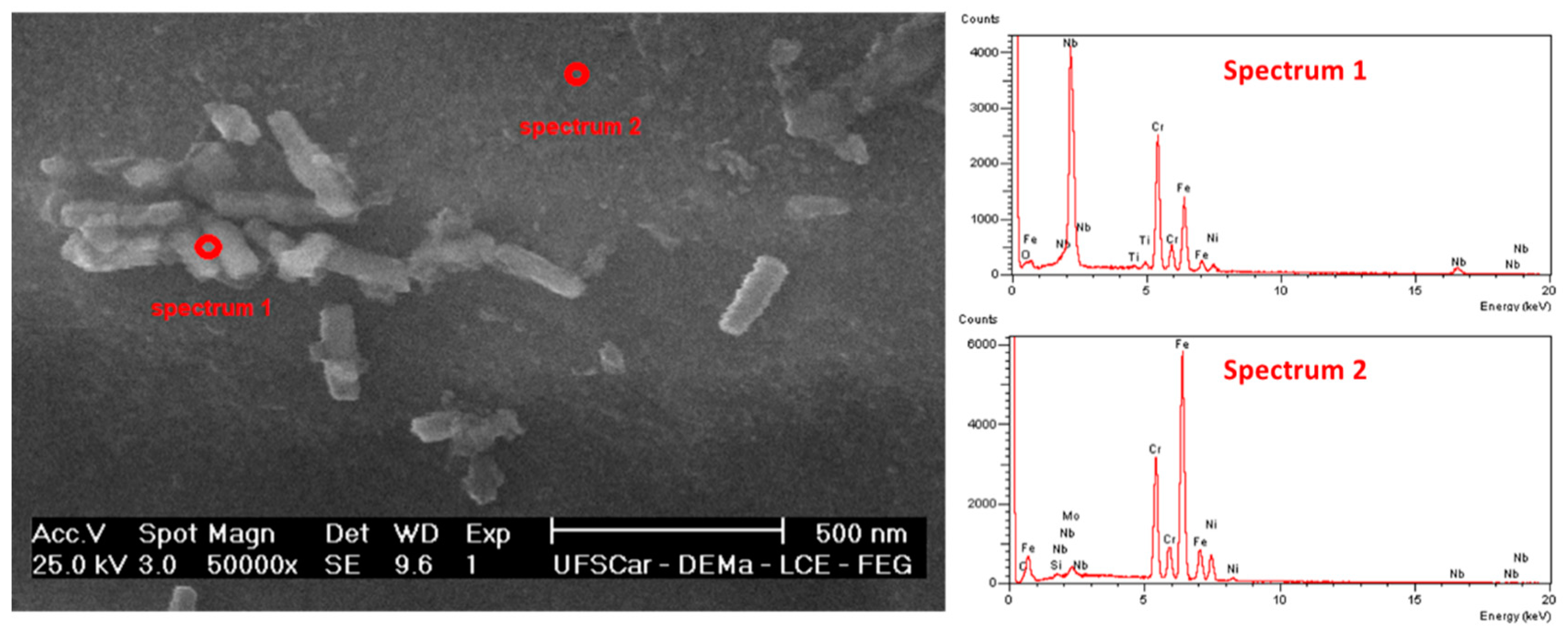
- The microstructure subjected to microanalysis (OM/SEM/TEM) showed the presence of elongated grains, partially recrystallized grains and fine Z phase precipitates at the grain boundaries. These grains and precipitates delayed the SRX kinetics, resulting in a low Avrami exponent (n), and were responsible for the formation of plateaus in the Xs vs. tp softening curves above 1050 °C, with the onset (Pi) and end (Pf) of strain-induced precipitation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent Developments in Stainless Steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Nouri, A.; Wen, C. Stainless steels in orthopedics. In Structural Biomaterials: Properties, Characteristics, and Selection; Woodhead Publishing: Cambridge, UK, 2021; pp. 67–101. [Google Scholar] [CrossRef]
- Silva, E.S.; Sousa, R.C.; Jorge, A.M.; Balancin, O. Hot deformation behavior of an Nb- and N-bearing austenitic stainless steel biomaterial. Mater. Sci. Eng. A 2012, 543, 69–75. [Google Scholar] [CrossRef]
- Souza, R.C.; Silva, E.S.; Jorge, A.M., Jr.; Cabrera, J.M.; Balancin, O. Dynamic recovery and dynamic recrystallization competition on a Nb- and N-bearing austenitic stainless steel biomaterial: Influence of strain rate and temperature. Mater. Sci. Eng. A 2013, 582, 96–107. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- McQueen, H.J. Development of dynamic recrystallization theory. Mater. Sci. Eng. A 2004, 387, 203–208. [Google Scholar] [CrossRef]
- Elwazri, A.M.; Varano, R.; Yue, S.; Bai, D.; Siciliano, F. Effect of cool deformation on mechanical properties of a high-strength pipeline steel. Metal. Mater. Trans. A 2005, 36, 2929–2936. [Google Scholar] [CrossRef]
- Palmiere, E.J.; Garcia, C.I.; DeArdo, A.J. The influence of niobium supersaturation in austenite on the static recrystallization behavior of low carbon microalloyed steels. Metal. Mater. Trans. A 1996, 27, 951–960. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of Steel Flow Stresses at High Temperatures and Strain Rates. Metal. Mater. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Medina, S.F.; Mancilla, J.E.; Hernandez, E.A. Static Recrystallization of Hot Deformed Austenite and Induced Precipitation Kinetics in Vanadium Microalloyed Steels. ISIJ Int. 1994, 34, 689–696. [Google Scholar] [CrossRef]
- Chen, F.; Cui, Z.; Chen, J. Prediction of microstructural evolution during hot forging. Manuf. Rev. 2014, 1, 6. [Google Scholar] [CrossRef]
- Han, Y.; Qiao, G.; Sun, J.; Zou, D. A comparative study on constitutive relationship of as-cast 904L austenitic stainless steel during hot deformation based on Arrhenius-type and artificial neural network models. Comput. Mater. Sci. 2013, 67, 93–103. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Study of static recrystallization kinetics in a low alloy steel. Comput. Mater. Sci. 2008, 44, 316–321. [Google Scholar] [CrossRef]
- Feng, W.; Yang, S. Thermomechanical processing optimization for 304 austenitic stainless steel using artificial neural network and genetic algorithm. Appl. Phys. A 2016, 122, 1018. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, J.H.; Maurya, A.K.; Chan, H.P.; Hong, J.K.; Yeom, J.T.; Reddy, N.S. Modeling Mechanical Properties of 25Cr-20Ni-0.4C Steels over a Wide Range of Temperatures by Neural Networks. Metals 2020, 10, 256. [Google Scholar] [CrossRef] [Green Version]
- Yanagida, A.; Yanagimoto, J. Formularization of softening fractions and related kinetics for static recrystallization using inverse analysis of double compression test. Mater. Sci. Eng. A 2008, 487, 510–517. [Google Scholar] [CrossRef]
- Fernandez, A.L.; Lopez, B.; Rodriguez-Ibabe, J.M. Relationship between the austenite recrystallized fraction and the softening measured from the interrupted torsion test technique. Scr. Mater. 1999, 40, 543–549. [Google Scholar] [CrossRef]
- Duch, W. Towards Comprehensive Foundations of Computational Intelligence. In Challenges for Computational Intelligence. Studies in Computational Intelligence; Duch, W., Mańdziuk, J., Eds.; Springer: Berlin/Heidelberg, Germany, 2007; Volume 63. [Google Scholar] [CrossRef] [Green Version]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Miao, J.; Lu, B.; Xin-gang, L.; Huan, G.; Hai-peng, J.; Guo, B. Static Recrystallization Behavior of 316LN Austenitic Stainless Steel. J. Iron Steel Res. Int. 2013, 20, 67–72. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.K.D.V.; Hawbolt, E.B. Study of fractional softening in multi-stage hot deformation. J. Mater. Process. Technol. 1998, 77, 166–174. [Google Scholar] [CrossRef]
- Wu, H.; Du, L.; Ai, Z.; Liu, X. Static Recrystallization and Precipitation Behavior of a Weathering Steel Microalloyed with Vanadium. J. Mater. Sci. Technol. 2013, 29, 1197–1203. [Google Scholar] [CrossRef]
- Taylor, A.S.; Hodgson, P.D. The post-deformation recrystallization behaviour of 304 stainless steel following high strain rate deformation. Mater. Sci. Eng. A 2011, 529, 164–169. [Google Scholar] [CrossRef]
- Kim, S.; Lee, Y.; Jang, B.L. Modeling of recrystallization and austenite grain size for AISI 316 stainless steel and its application to hot bar rolling. Mater. Sci. Eng. A 2003, 357, 235–239. [Google Scholar] [CrossRef]
- Bianchi, J.H.; Karjalainen, L.P. Modelling of dynamic and metadynamic recrystallisation during bar rolling of a medium carbon spring steel. J. Mater. Process. Technol. 2005, 160, 267–277. [Google Scholar] [CrossRef]
- Medina, S.F.; Mancilla, J.E. Influence of Alloying Elements in Solution on Static Recrystallization Kinetics of Hot Deformed Steels. ISIJ Int. 1996, 36, 1063–1069. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.G.; Liu, J.; Li, M.Q.; Lin, H. The study on kinetics of static recrystallization in the two-stage isothermal compression of 300M steel. Comput. Mater. Sci. 2014, 84, 115–121. [Google Scholar] [CrossRef]
- Zurob, H.S.; Brechet, Y.; Purdy, G. A model for the competition of precipitation and recrystallization in deformed austenite. Acta Mater. 2001, 49, 4183–4190. [Google Scholar] [CrossRef]
- Zhao, M.; Huang, L.; Zeng, R.; Wen, D.; Su, H.; Li, J. In-situ observations and modeling of static recrystallization in 300 M steel. Mater. Sci. Eng. A 2019, 765, 138300. [Google Scholar] [CrossRef]
- Giordani, E.J.; Jorge, A.M., Jr.; Balancin, O. Proportion of recovery and recrystallization during interpass times at high temperatures on a Nb- and N-bearing austenitic stainless-steel biomaterial. Scr. Mater. 2006, 55, 743–746. [Google Scholar] [CrossRef]
- Wenhui, Z.; Shuhua, S.; Deli, Z.; Baozhong, W.; Zhenhua, W.; Wantang, F. Hot deformation behavior of a Nb-containing 316LN stainless steel. Mater. Des. 2011, 32, 4173–4179. [Google Scholar] [CrossRef]
- Zhou, P.; Ma, Q. Static recrystallization behavior of 25CrMo4 mirror plate steel during two-pass hot deformation. J. Iron Steel Res. Int. 2017, 24, 222–228. [Google Scholar] [CrossRef]
- Yao, C.G.; Wang, B.; Yi, D.Q.; Wang, B.; Ding, X.F. Artificial neural network modelling to predict hot deformation behaviour of as HIPed FGH4169 superalloy. Mater. Sci. Technol. 2014, 30, 1170–1176. [Google Scholar] [CrossRef]
- Wan, P.; Zou, H.; Wang, K.; Zhao, Z. Research on hot deformation behavior of Zr-4 alloy based on PSO-BP artificial neural network. J. Alloys Comput. 2020, 826, 154047. [Google Scholar] [CrossRef]
- Peng, L.; Long, Z.; Zhao, M. Determination of glass forming ability of bulk metallic glasses based on machine learning. Comput. Mater. Sci. 2021, 195, 110480. [Google Scholar] [CrossRef]
- Chen, D.D.; Lin, Y.C.; Zhou, Y.; Chen, M.S.; Wen, D.X. Dislocation substructures evolution and an adaptive-network-based fuzzy inference system model for constitutive behavior of a Ni-based superalloy during hot deformation. J. Alloys Comput. 2017, 708, 938–946. [Google Scholar] [CrossRef]
- Li, D.; Feng, Y.; Yin, Z.; Shangguan, F.; Wang, K.; Liu, Q.; Hu, F. Prediction of hot deformation behaviour of Fe–25Mn–3Si–3Al TWIP steel. Mater. Sci. Eng. A 2011, 528, 8084–8089. [Google Scholar] [CrossRef]
- Lucon, P.A.; Donovan, R.P. An artificial neural network approach to multiphase continua constitutive modeling. Comput. B Eng. 2007, 38, 817–823. [Google Scholar] [CrossRef]
- Li, H.Y.; Hu, J.D.; Wei, D.D.; Wang, X.F.; Li, Y.H. Artificial neural network and constitutive equations to predict the hot deformation behavior of modified 2.25Cr–1Mo steel. Mater. Des. 2012, 42, 192–197. [Google Scholar] [CrossRef]
- Aquino, F.A.S.; Silva, E.S.; Rodrigues, S.F.; Aranas, C., Jr.; Siciliano, F.; Coutinho, S.S.; Reis, G.S. Thermomechanical Behavior of Biocompatible Austenitic Stainless Steels during Simulated Torsion Tests. J. Mater. Eng. Perform. 2019, 28, 5890–5901. [Google Scholar] [CrossRef]
- Qi-Xun, D.; An-Dong, W.; Xiao-Nong, C.; Xin-Min, L. Stacking fault energy of cryogenic austenitic steels. Chin. Phys. 2002, 11, 596–600. [Google Scholar] [CrossRef]
- Geronimo, F.H.C.; Balancin, O. Hot microstructural characterization of ASTM F138 austenitic stainless steel, utilized in medical devices. In Proceedings of the 67th Congresso da ABM—Internacional/12th ENEMET—Encontro Nacional de Estudantes de Engenharia Metalúrgica, de Materiais e de Minas, Rio de Jabeiro, Brazil, 31 July–3 August 2012; pp. 755–766. [Google Scholar] [CrossRef]
- Miura, H.; Tsukawaki, H.; Sakai, T.; Jonas, J.J. Effect of particle/matrix interfacial character on the high-temperature deformation and recrystallization behavior of Cu with dispersed Fe particles. Acta Mater. 2008, 56, 4944–4952. [Google Scholar] [CrossRef]
- Sá, E.R.; Rodrigues, S.F.; Aranas, C.; Siciliano, F.; Reis, G.S.; Cabrera-Marrero, J.M.; Silva, E.S. Softening-precipitation interaction in a Nb-and N-bearing austenitic stainless steel under stress relaxation. J. Mater. Res. Technol. 2022, 9, 7807–7816. [Google Scholar] [CrossRef]
- Buken, H.; Kozeschnik, E. A Model for Static Recrystallization with Simultaneous Precipitation and Solute Drag. Metal. Mater. Trans. A 2017, 48, 2812–2818. [Google Scholar] [CrossRef] [Green Version]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and Mechanical Properties of Austenitic Stainless Steels after Dynamic and Post-Dynamic Recrystallization Treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Bernades, F.R.; Rodrigues, S.F.; Silva, E.S.; Reis, G.S.; Silva, M.B.R.; Jorge, A.M., Jr.; Balancin, O. Analytical modeling of the thermomechanical behavior of ASTM F-1586 high nitrogen austenitic stainless steel used as a biomaterial under multipass deformation. Mater. Sci. Eng. C 2015, 51, 87–98. [Google Scholar] [CrossRef]
- Zhao, J.; Jiang, Z. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Tsurekawa, S.; Nakamichi, S.; Watanabe, T. Correlation of grain boundary connectivity with grain boundary character distribution in austenitic stainless steel. Acta Mater. 2006, 54, 3617–3626. [Google Scholar] [CrossRef]
- Facusseh, C.; Salinas, A.; Flores, A.; Altamirano, G. Study of Static Recrystallization Kinetics and the Evolution of Austenite Grain Size by Dynamic Recrystallization Refinement of an Eutectoid Steel. Metals 2019, 9, 1289. [Google Scholar] [CrossRef] [Green Version]
- Örnhagen, C.; Nilsson, O.; Vannevik, H. Characterization of a nitrogen-rich austenitic stainless steel used for osteosynthesis devices. J. Biomed. Mater. Res. 1996, 31, 97–103. [Google Scholar] [CrossRef]
- Silva, K.L.; Rodrigues, S.F.; Evangelista, G.M.; Lopes, B.L.; Aranas, C.; Siciliano, F.; Reis, G.S.; Silva, E.S. Solubility product of a Nb–N bearing austenitic stainless-steel biomaterial. J. Mater. Res. Tech. 2021, 15, 5864–5879. [Google Scholar] [CrossRef]
- Silva, M.B.R.; Gallego, J.; Cabrera, J.M.; Balancin, O.; Jorge, A.M., Jr. Interaction between recrystallization and strain-induced precipitation in a high Nb- and N-bearing austenitic stainless steel: Influence of the interpass time. Mater. Sci. Eng. A 2015, 637, 189–200. [Google Scholar] [CrossRef] [Green Version]
- Hermant, A.; Suzon, E.; Petit, P.; Bellus, J.; Georges, E.; Cortial, F.; Sennour, M.; Gourgues-Lorenzon, A.F. Hot Deformation and Recrystallization Mechanisms in a Coarse-Grained, Niobium Stabilized Austenitic Stainless Steel (316Nb). Metall. Mater. Trans. A 2019, 50, 1625–1642. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Mo | S | P | N | Cu | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.035 | 0.37 | 4.04 | 10.6 | 20.3 | 2.47 | 0.001 | 0.022 | 0.36 | 0.06 | 0.29 | bal. |
| Softening Fraction, Xs (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | ε | Method | Time between Passes, tp (s) | |||||
| 1.0 | 10 | 100 | 400 | 800 | 1000 | |||
| 1000 | 0.15 | 0.2% | 28 | 53 | 68 | 77 | 89 | 99 |
| 2% | 26 | 47 | 63 | 71 | 84 | 96 | ||
| EMS | 25 | 44 | 54 | 68 | 78 | 92 | ||
| 1050 | 0.2% | 17 | 40 | 48 | 35 | 72 | 73 | |
| 2% | 52 | 36 | 43 | 33 | 66 | 68 | ||
| EMS | 51 | 36 | 42 | 32 | 62 | 66 | ||
| 1100 | 0.2% | 58 | 57 | 65 | 56 | 87 | 95 | |
| 2% | 51 | 52 | 62 | 49 | 79 | 91 | ||
| EMS | 48 | 51 | 57 | 47 | 75 | 90 | ||
| 1200 | 0.2% | 48 | 60 | 51 | 48 | 67 | 91 | |
| 2% | 45 | 58 | 48 | 37 | 64 | 89 | ||
| EMS | 42 | 54 | 46 | 33 | 56 | 88 | ||
| Softening Fraction, Xs (%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| T (°C) | ε | Method | Time between Passes, tp (s) | |||||
| 1.0 | 10 | 100 | 400 | 800 | 1000 | |||
| 1000 | 0.30 | 0.2% | 49 | 67 | 56 | 61 | 89 | 92 |
| 2% | 51 | 56 | 54 | 65 | 82 | 86 | ||
| EMS | 46 | 54 | 52 | 60 | 70 | 75 | ||
| 1050 | 0.2% | 41 | 44 | 38 | 74 | 62 | 90 | |
| 2% | 42 | 43 | 37 | 69 | 62 | 87 | ||
| EMS | 39 | 39 | 33 | 65 | 59 | 87 | ||
| 1100 | 0.2% | 39 | 46 | 49 | 55 | 72 | 76 | |
| 2% | 36 | 44 | 47 | 51 | 69 | 77 | ||
| EMS | 35 | 42 | 43 | 51 | 65 | 74 | ||
| 1200 | 0.2% | 45 | 66 | 53 | 65 | 80 | 100 | |
| 2% | 42 | 62 | 49 | 63 | 75 | 92 | ||
| EMS | 41 | 60 | 48 | 59 | 74 | 91 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sulzbach, G.A.d.S.; Rodrigues, M.V.G.; Rodrigues, S.F.; Lima, M.N.d.S.; Loureiro, R.d.C.P.; Sá, D.F.S.d.; Aranas, C., Jr.; Macedo, G.M.E.; Siciliano, F.; Abreu, H.F.G.d.; et al. Optimization of Thermomechanical Processing under Double-Pass Hot Compression Tests of a High Nb and N-Bearing Austenitic Stainless-Steel Biomaterial Using Artificial Neural Networks. Metals 2022, 12, 1783. https://doi.org/10.3390/met12111783
Sulzbach GAdS, Rodrigues MVG, Rodrigues SF, Lima MNdS, Loureiro RdCP, Sá DFSd, Aranas C Jr., Macedo GME, Siciliano F, Abreu HFGd, et al. Optimization of Thermomechanical Processing under Double-Pass Hot Compression Tests of a High Nb and N-Bearing Austenitic Stainless-Steel Biomaterial Using Artificial Neural Networks. Metals. 2022; 12(11):1783. https://doi.org/10.3390/met12111783
Chicago/Turabian StyleSulzbach, Gláucia Adriane de S., Maria Verônica G. Rodrigues, Samuel F. Rodrigues, Marcos Natan da S. Lima, Rodrigo de C. Paes Loureiro, Denis Fabrício S. de Sá, Clodualdo Aranas, Jr., Glaucia Maria E. Macedo, Fulvio Siciliano, Hamilton F. Gomes de Abreu, and et al. 2022. "Optimization of Thermomechanical Processing under Double-Pass Hot Compression Tests of a High Nb and N-Bearing Austenitic Stainless-Steel Biomaterial Using Artificial Neural Networks" Metals 12, no. 11: 1783. https://doi.org/10.3390/met12111783