1. Introduction
With increasing concerns about industry environmental issues, manufacturing is now underway for a transition toward sustainability [
1,
2]. Additive manufacturing (AM), which builds parts layer-by-layer, is considered an environmentally benign technology owing to its improved material efficiency and elimination of cutting tools, molds, dies, and cutting fluids than conventional machining processes [
3]. However, these benefits come with speculation about the electrical energy consumption of the AM processes. The AM processes are intrinsically energy-intensive because their electrical energy intensity is 1–2 orders of magnitude higher than conventional machining processes [
4]. The increasing electrical energy use due to the rapidly growing application of AM technology has exerted large economic and environmental pressures on manufacturing enterprises and society. Therefore, reducing AM processes’ energy consumption is necessary to save costs and become more environmentally friendly.
As the first step for energy reduction, much research has been conducted on the energy consumption modeling of AM processes, such as selective laser sintering (SLS) [
5], binder jetting (BJ) [
6], and stereo lithography appearance (SLA) processes [
7]. Based on the developed models, the energy consumption of the AM process was reduced by optimizing process parameters [
8], part orientation [
9], and product design-relevant features [
10]. Optimizing energy consumption only makes sense if the product quality requirement is satisfied. Fortunately, ensuring product quality while reducing energy consumption is possible [
11]. Examples are the minimization of energy consumption considering the geometric accuracy for the fused filament fabrication (FFF) process [
8] and the optimization of energy consumption and surface quality for selective laser sintering (SLS) [
12] and SLA processes [
7]. However, studies on multi-objective optimization of energy consumption and tensile strength remain scant [
13,
14,
15].
As a burgeoning AM technology, the selective laser melting (SLM) process is increasingly being used by industries to produce lightweight and complex structured parts. The tensile strength of a SLMed part has utmost importance because withstanding tensile loads without failure is essential [
16]. Many parts are assembled in products that work in harsh environments for aerospace and military applications. High tensile strength is required for the parts to withstand various loads, such as inertia loads, self-weight loads, wind loads, as well as snow and ice loads. Therefore, maximizing the tensile strength of a SLMed part is essential. As the demand for SLMed parts increases, the energy consumption of the SLM process increases substantially. However, few studies are currently optimizing the SLM process to reduce process energy consumption and increase part tensile strength simultaneously.
Some studies have been conducted to model the tensile strength of AM parts. These tensile strength models focus on the fused deposition modeling (FDM) and SLA methods, including the metamodel for partially filled FFF fabricated parts [
17], the mathematical model for the SLA fabricated part [
18], and the theoretical model for the FDM part [
19], among others [
20,
21,
22]. To optimize tensile strength, many studies have focused on the FDM process [
23]. These studies include identifying the optimized process parameters that lead to the maximal tensile strength [
24], deposition orientation optimization [
25], and establishing a differential evolution that optimizes the model to achieve good tensile strength [
26], to name a few [
27,
28]. For other AM processes, optimizing processing parameters to maximize the tensile strength for microwave sintering of Ti6Al4V [
29] and selective electron beam melting (SEBM) of stainless steel 316L parts were investigated [
30]. However, the modeling and optimization of the tensile strength of SLM processed parts are still lacking.
Although some research has been conducted on optimizing either processing energy consumption or part tensile strength for AM processes as a hot spot of the current studies, a lack of combined optimization for AM persists, especially for SLM. A pioneer work on this topic was conducted to minimize total sintering energy, form errors, and maximize part strength for metal powder-based additive manufacturing processes [
31].
The energy consumption of the auxiliary system, such as the heating and cooling system, which accounts for an essential part of total energy consumption, is considered in some energy model studies. However, these studies still have some shortcomings. The prediction and optimization model of fabrication process energy consumption and SLM manufactured parts tensile strength should be studied further to improve the accuracy and effectiveness. We develop a theoretical model of energy consumption and model the tensile strength based on response surface methodology (RSM). Then, we optimized the two objectives using NSGA II and provided the constraints based on single track and single layer quality requirements.
There are some relative SLM studies. The tensile strength prediction model has been established by gradient descent with momentum (GDM) backpropagation [
32]. The tensile strength and energy consumption prediction models of the SLM 316L steel part were built together by the ensemble of metamodels (EM) method [
33]. Some studies also calculated the energy consumption of the SLM process with an approximate equation [
34,
35]. Compared to these studies, this research has some differences and improvements.
First, the problem is novel. This paper conducted a detailed study focusing on the specific problem of optimizing the energy consumption and tensile strength of the fabricated AlSi10Mg. In contrast, other studies focus on surface quality optimization [
32] or 316L stainless steel materials instead of AlSi10Mg [
33].
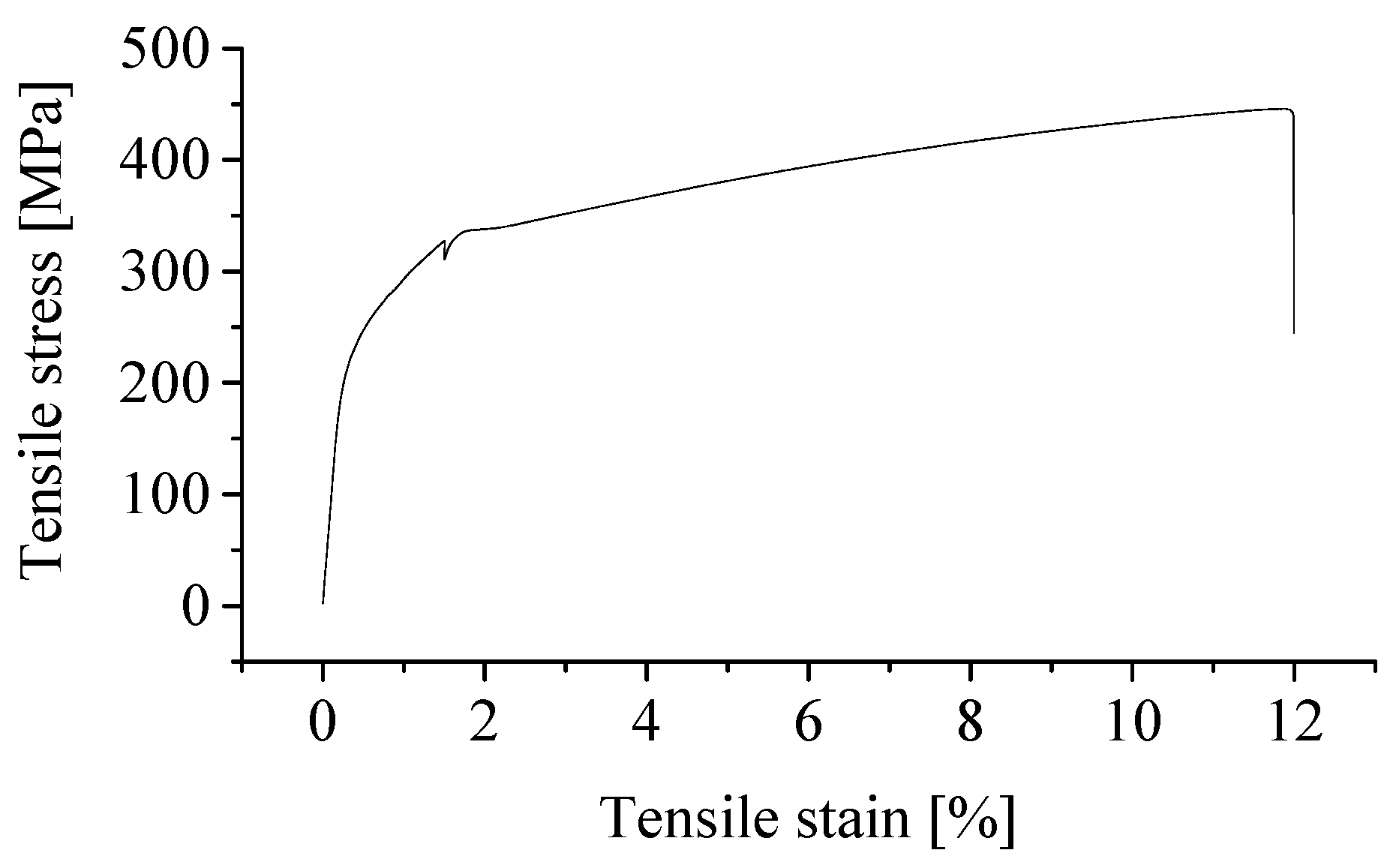
Second, the models are novel. The SLM process’s energy consumption is modeled by combined using theoretical and experimental studies. The single-track width and tensile strength prediction model were built by the RSM method. Track width increases with the increase of laser power and the decrease of scan speed. The second-order polynomial model has a high accuracy for predicting tensile strength.
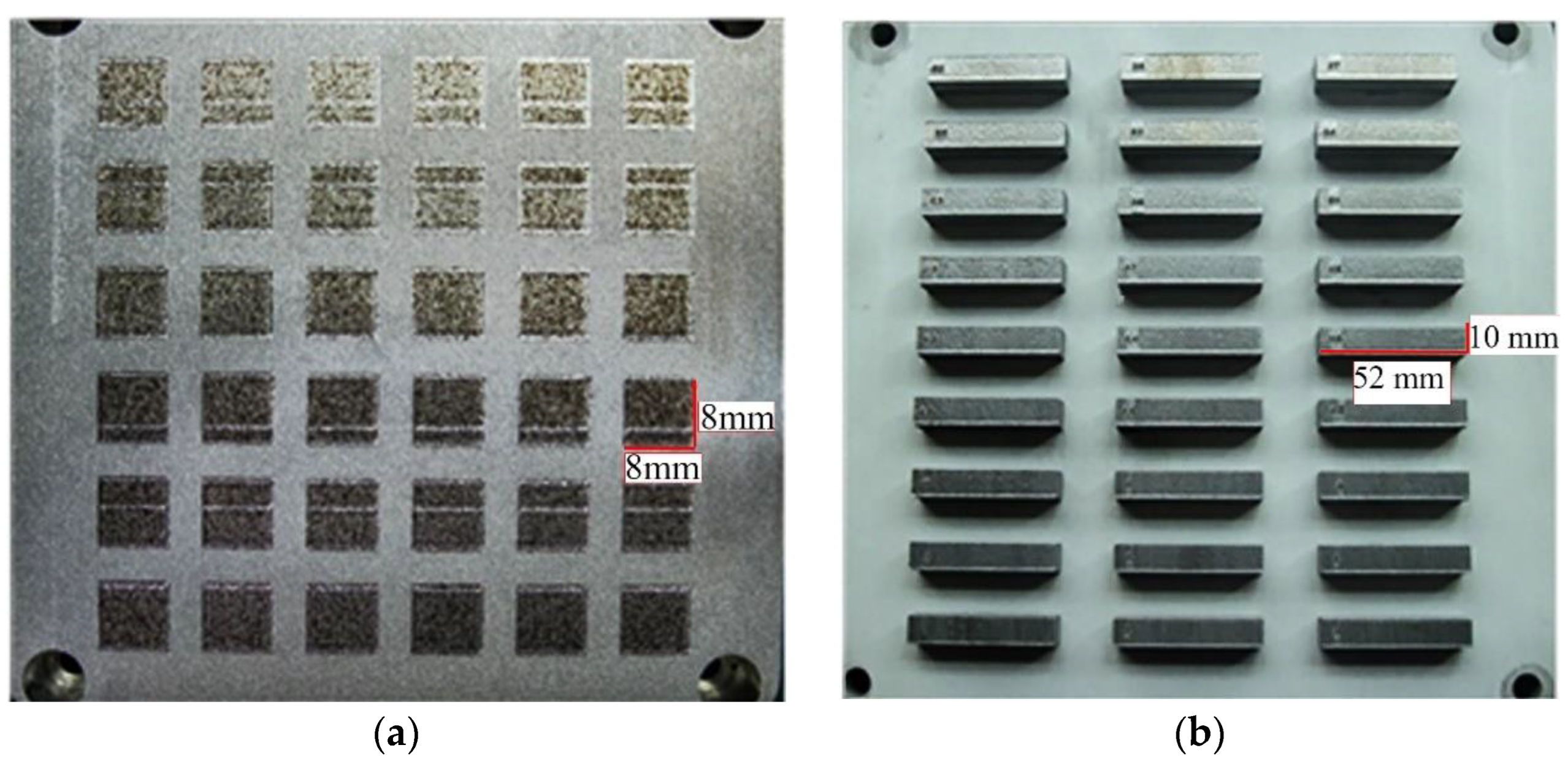
Third, the determination of the boundaries of the process parameters is novel. Single track and single layer experiments determine the process parameters’ constraints for optimization. In contrast, the constraints of the process parameters in other research are determined based on experience [
32,
33]. The variations of the actual manufacturing could lead to the inconsistency between the actual boundaries of process parameters and those obtained from experience. Therefore, the experimental methods used in this paper could be better.
The process–structure–property (PSP) relationships and optimization are potent methods to optimize the process parameters to enhance the material properties. However, the PSP relationships are mechanism technologies based on complicated mechanism models with many unknown parameters. It is difficult to use the PSP relationships. Furthermore, the PSP relationships sometimes cannot match the real situation and obtain the correct conclusion. The optimization model in this study based on many experiments could reflect the real situation. The proposed optimization technique in this study is preferred over the PSP relationships.
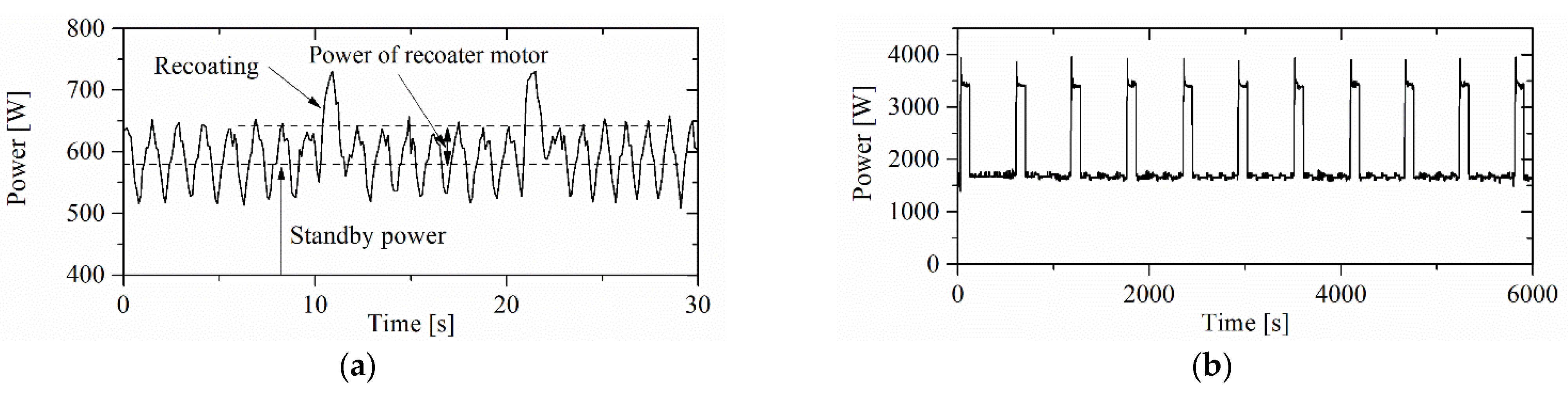
Therefore, this paper presents a detailed methodology to minimize energy consumption and maximize product tensile strength by optimizing process parameters. The AlSi10Mg aluminum alloy was used in the experiment to improve the applicability of research conclusions. The input process parameters optimized in this research are laser power, scan speed, and overlap rate. Meanwhile, the energy consumption for part fabrication during recoating and laser exposure processes is considered.
The rest of the paper is organized into three sections.
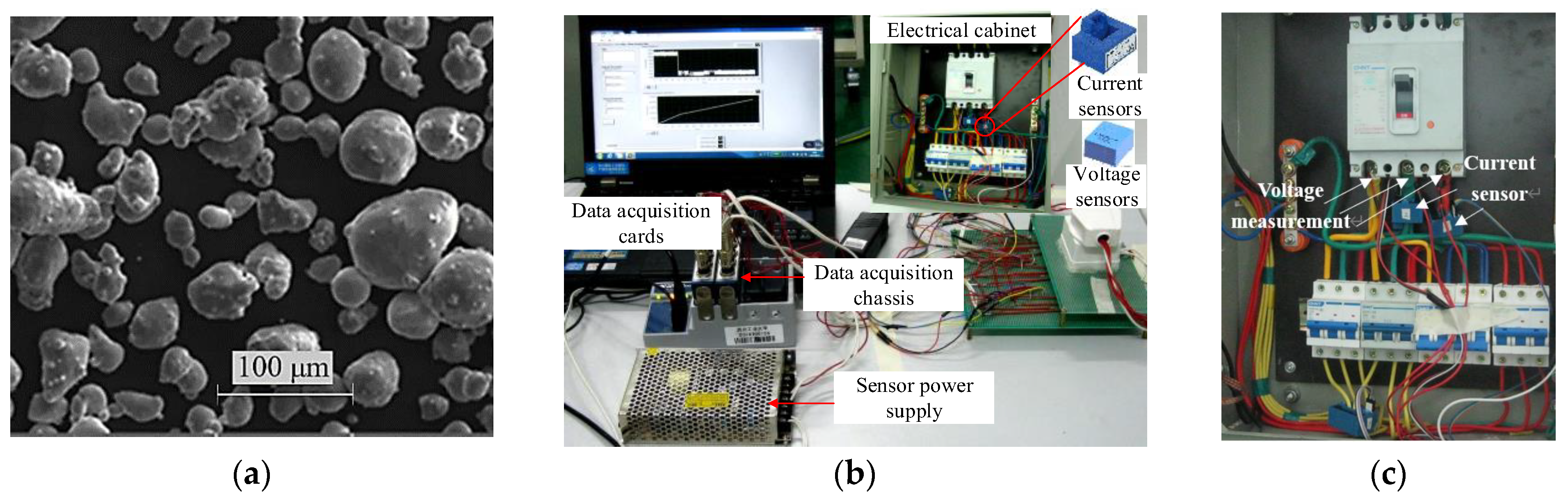
Section 2 shows the material properties, presents the experimental setup and design, and describes the methodology developed in this paper to minimize energy consumption and maximize the product tensile strength, including the experimental procedure, theory model, and optimization.
Section 3 presents the general results, identification of constraints, model acquisition, and discussion of the optimization result. Finally,
Section 4 discusses the conclusions and future research directions.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}