
Metallographic Study of Overlapped Laser Welds of Dissimilar Materials
 , ,
, ,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Weldability of Materials Used
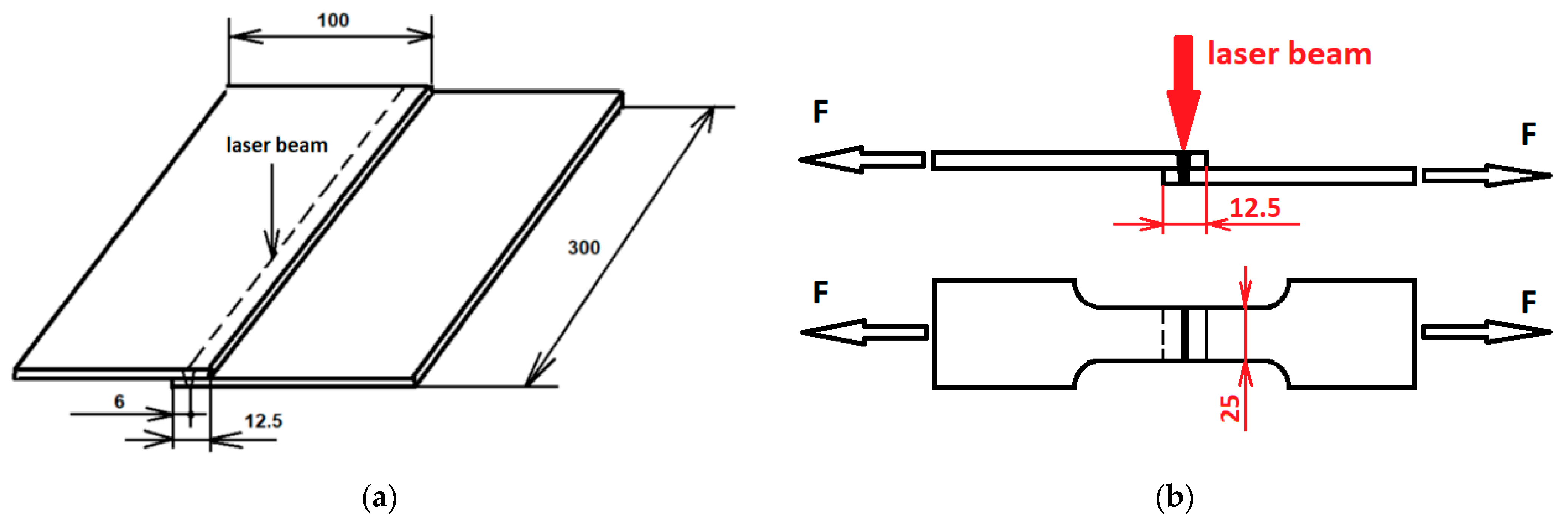
2.2. Test Samples
2.3. Material Combinations and Welding Parameters
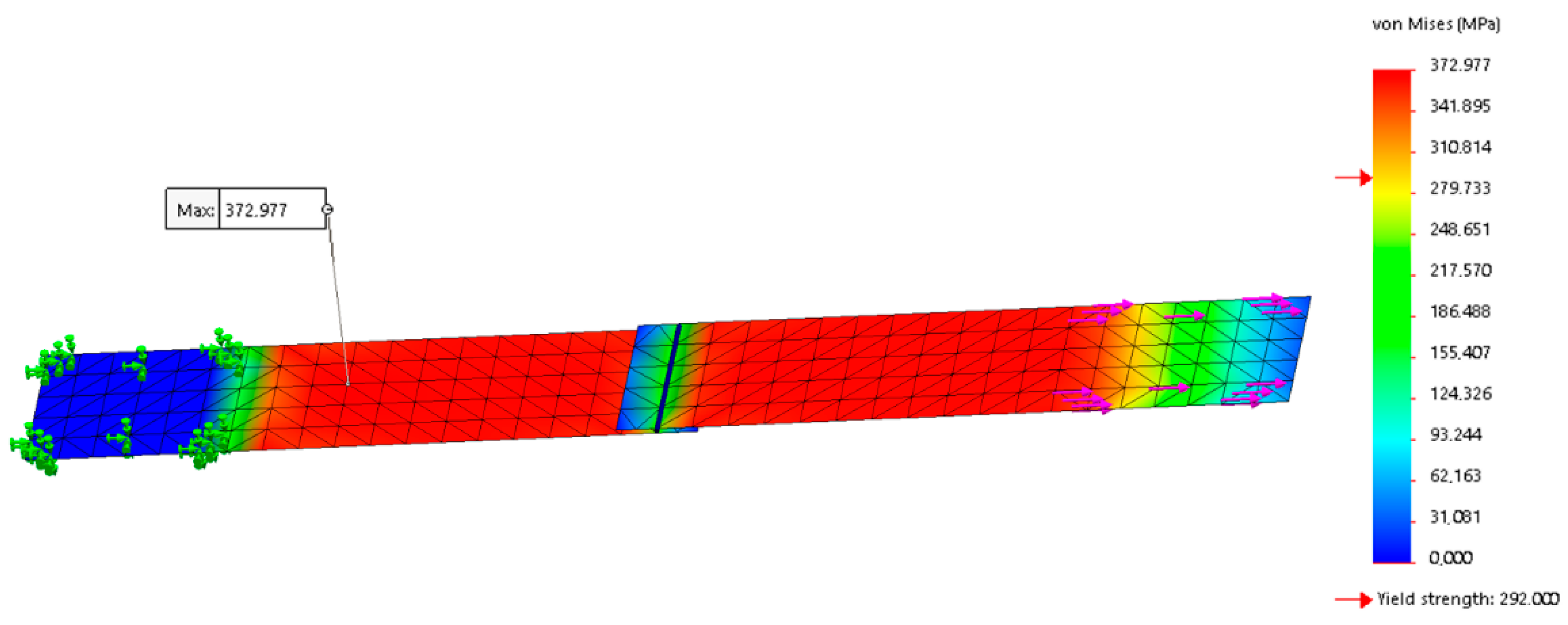
2.4. FEM Calculation of Weld Joints Carrying Capacity
2.5. Metallographic Analysis of Welds
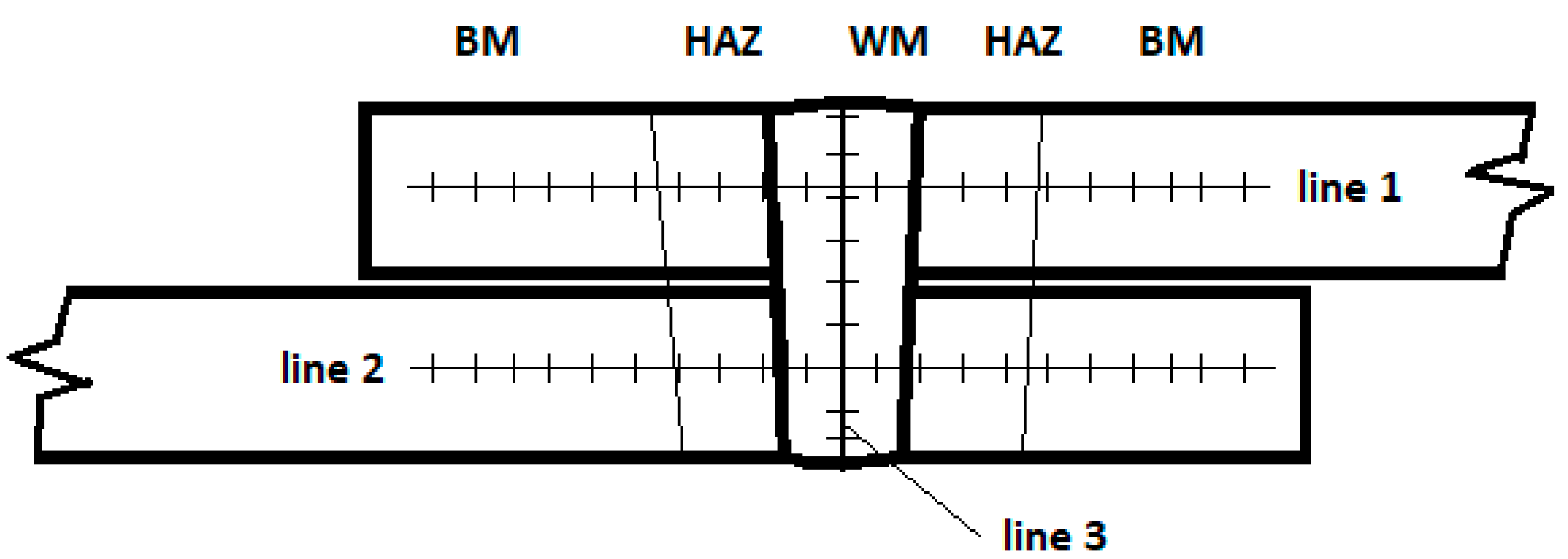
2.6. Microhardness of Welds
2.7. Weld Load Capacity Testing
3. Results and Discussion
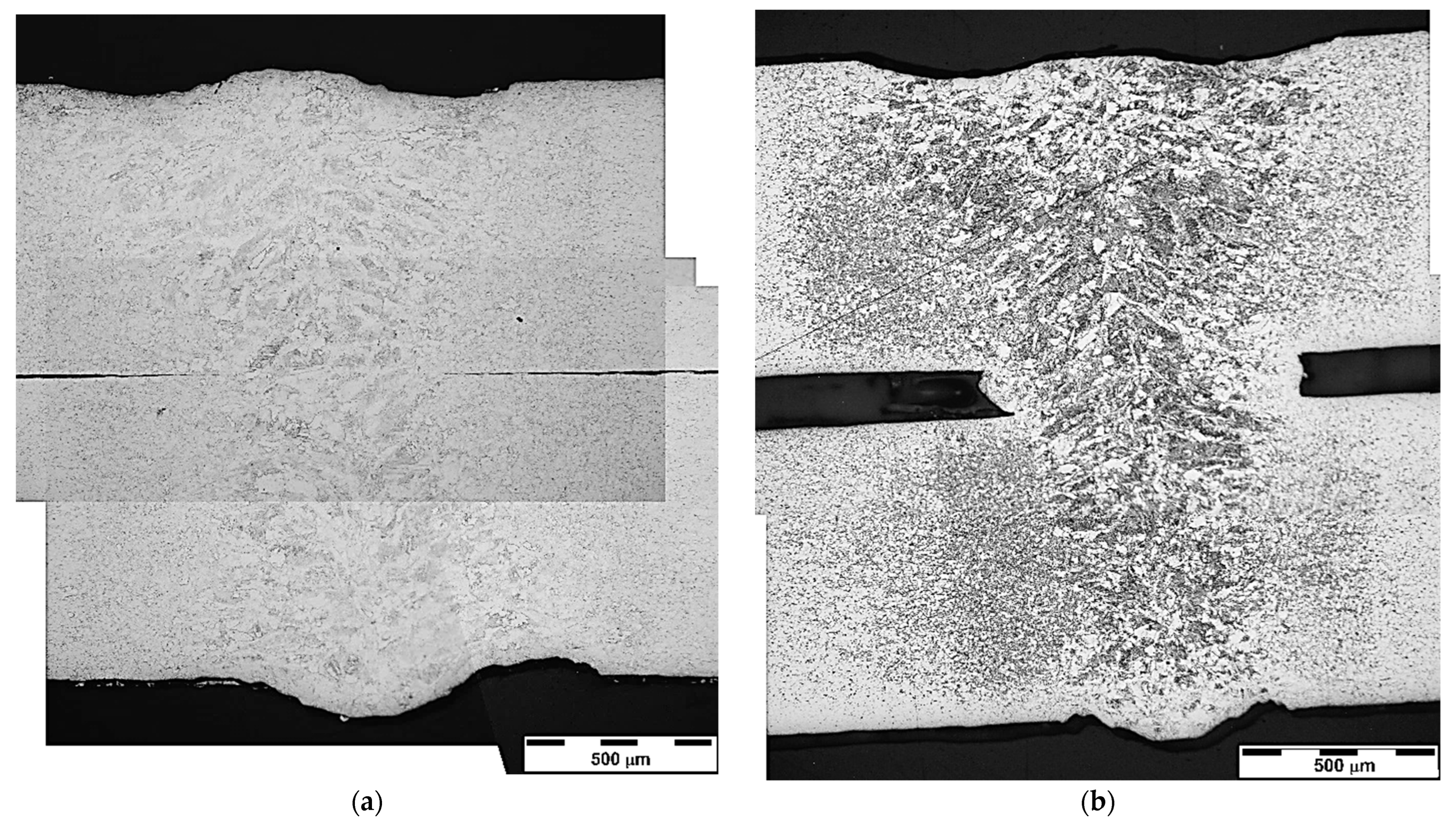
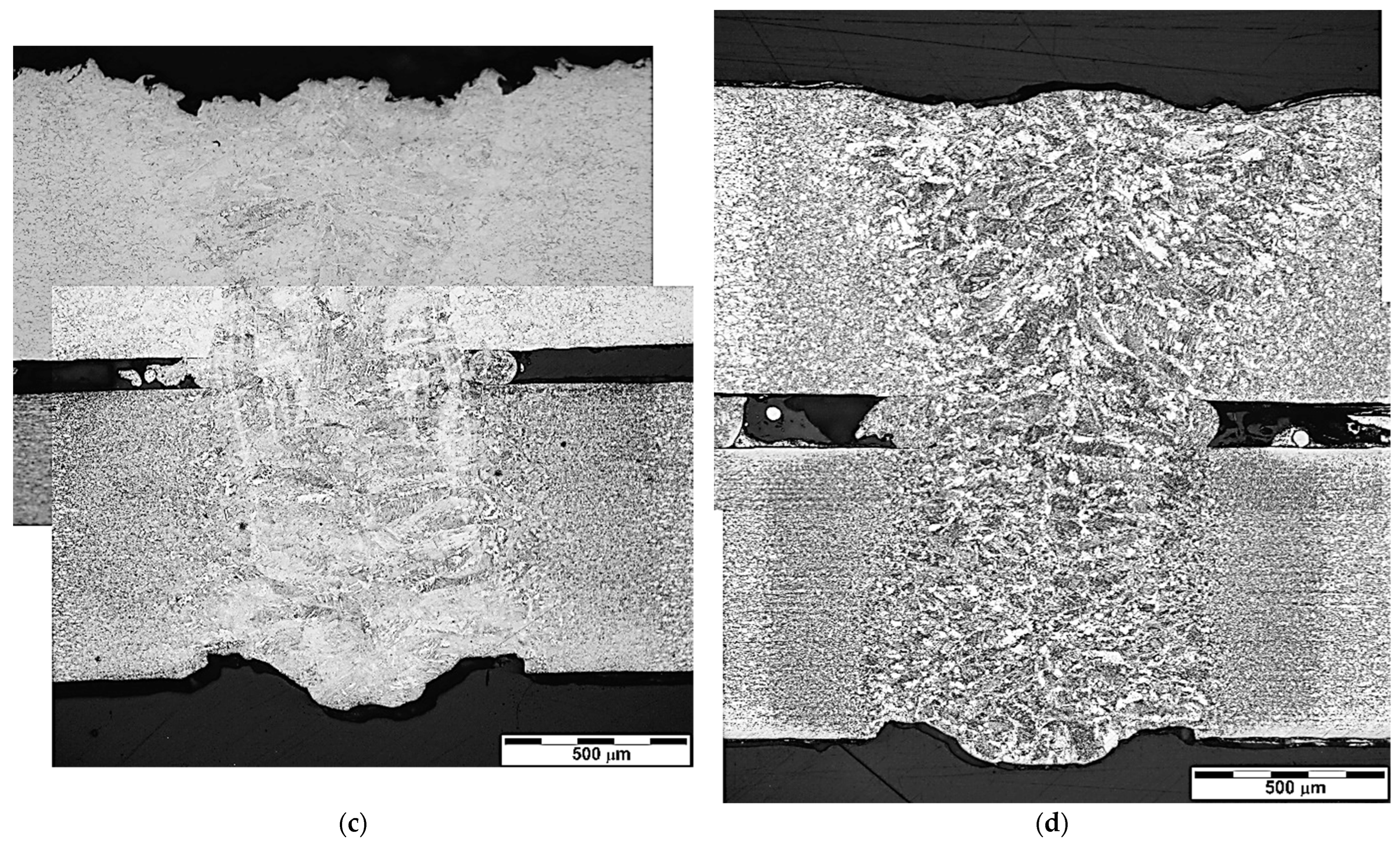
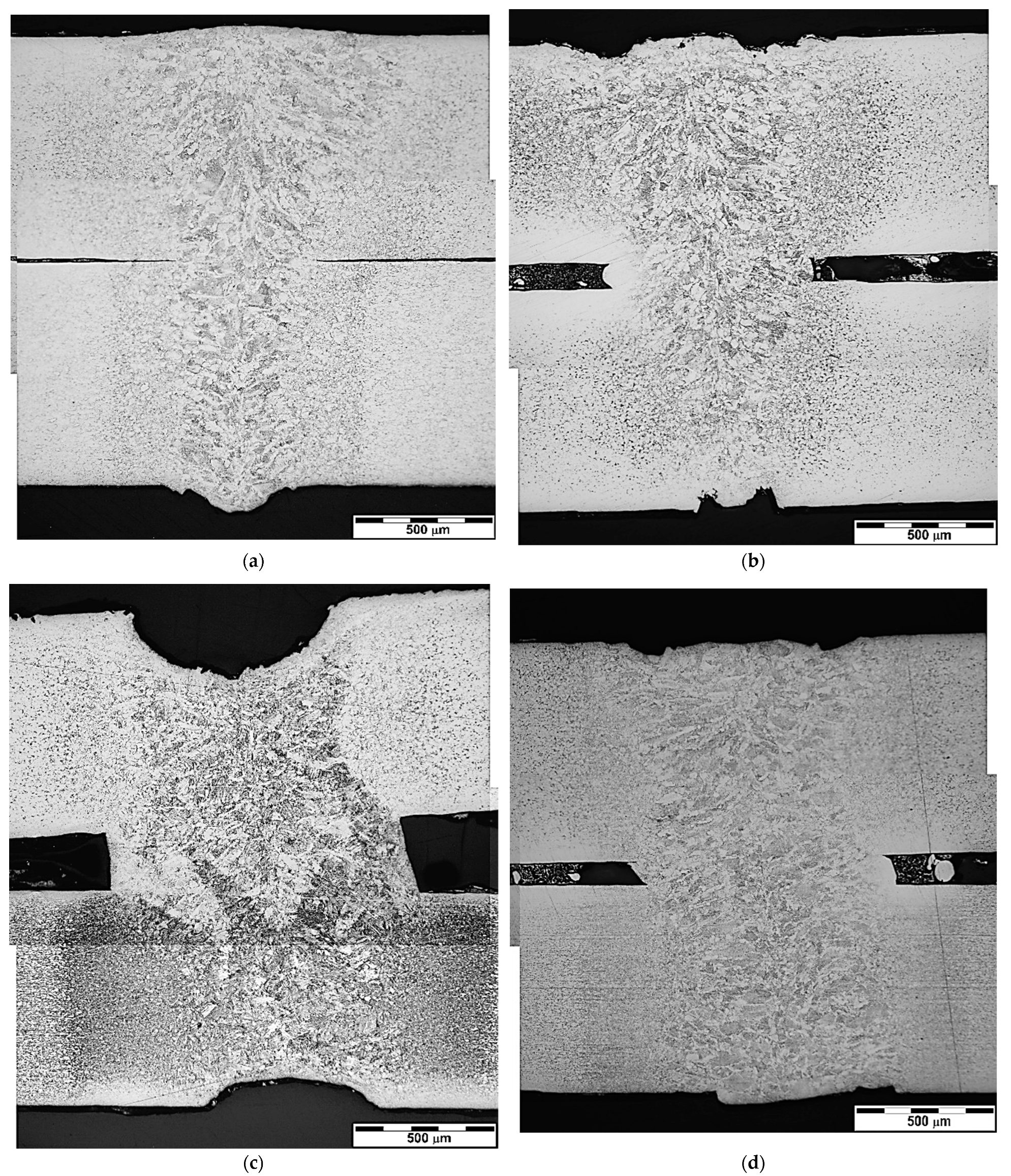
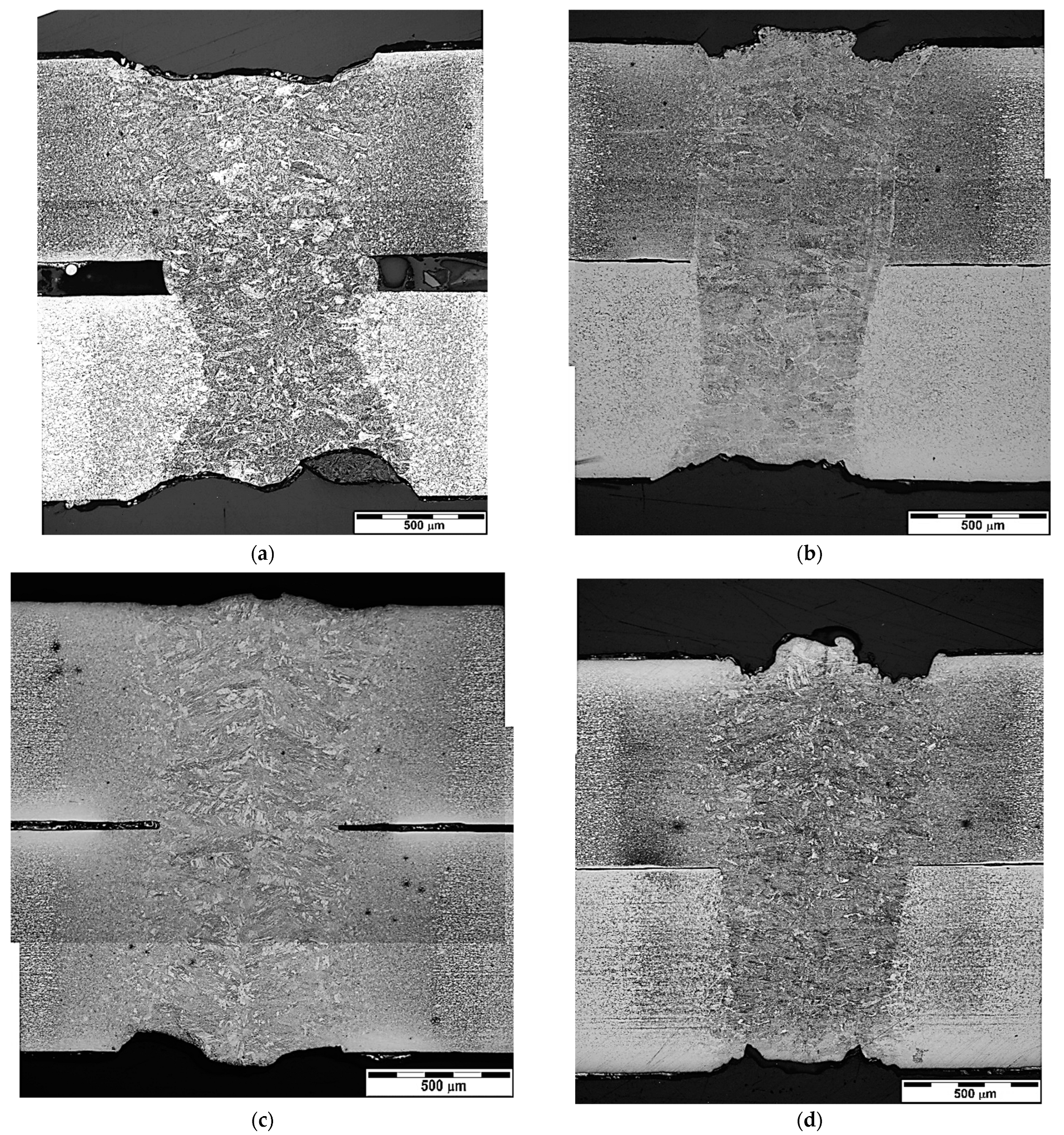
3.1. Weld Metallography
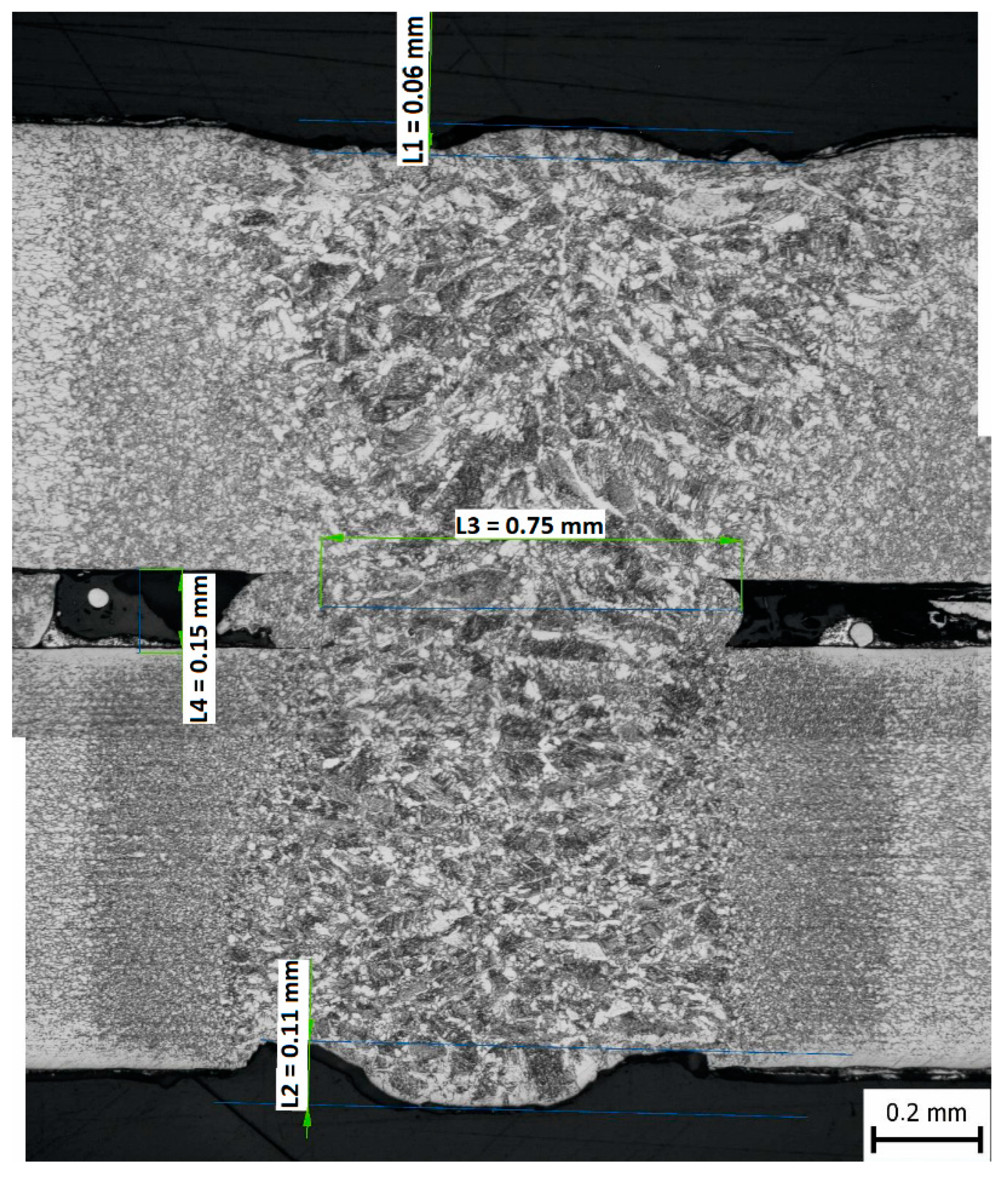
3.2. Geometric Characteristics of Welds
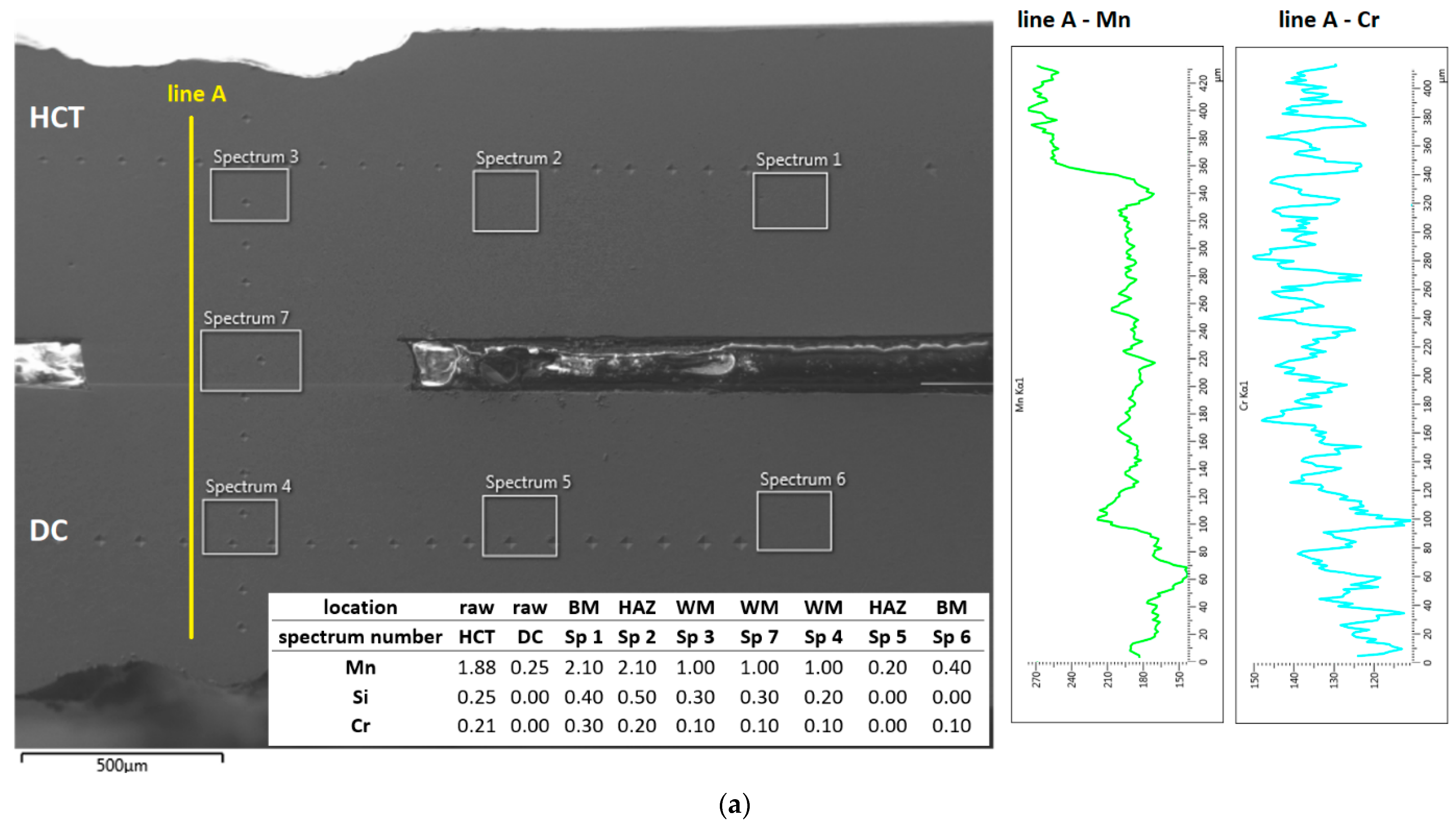
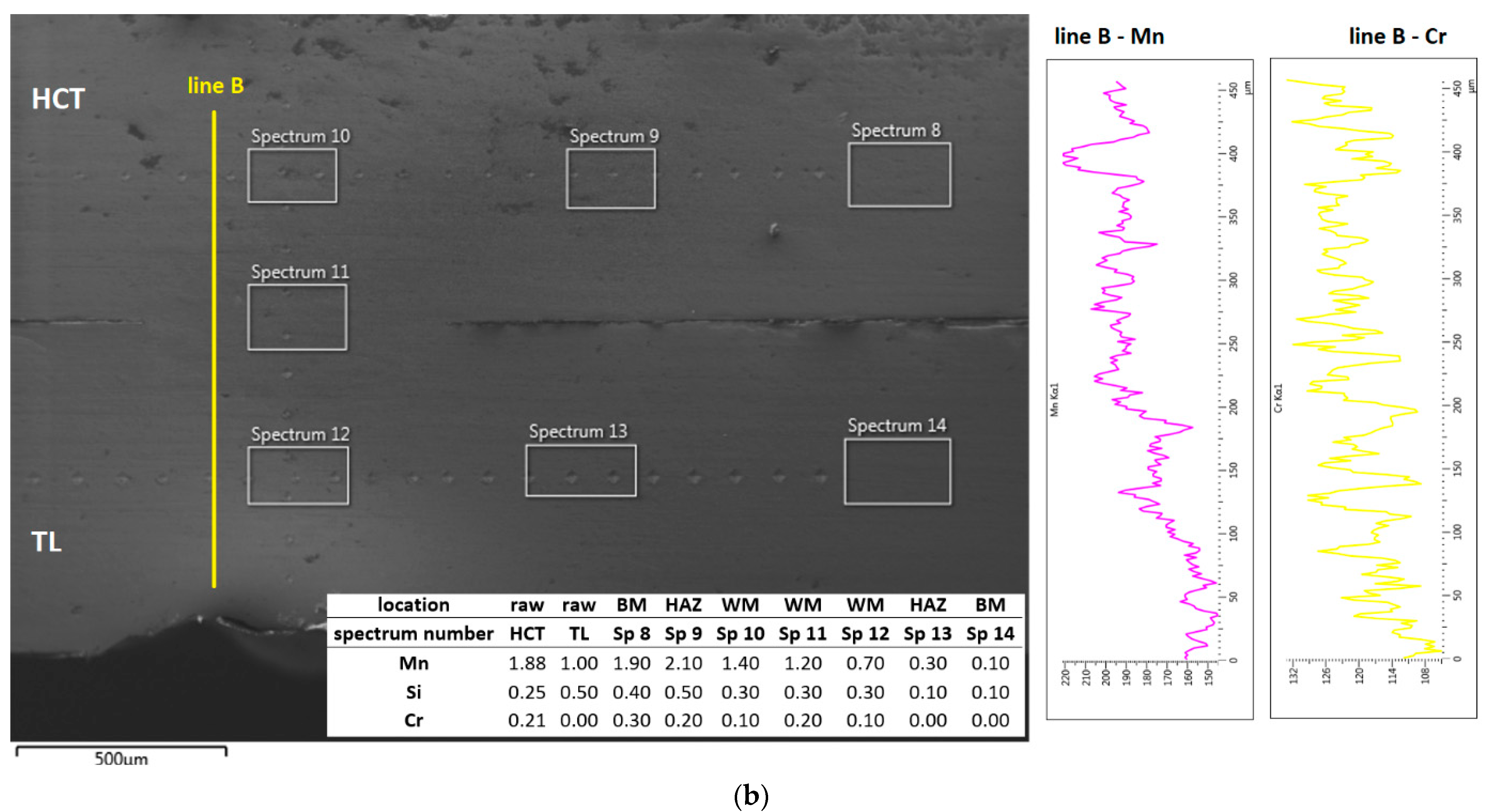
3.3. EDX Analysis of Material Mixing in the Fusion Zone
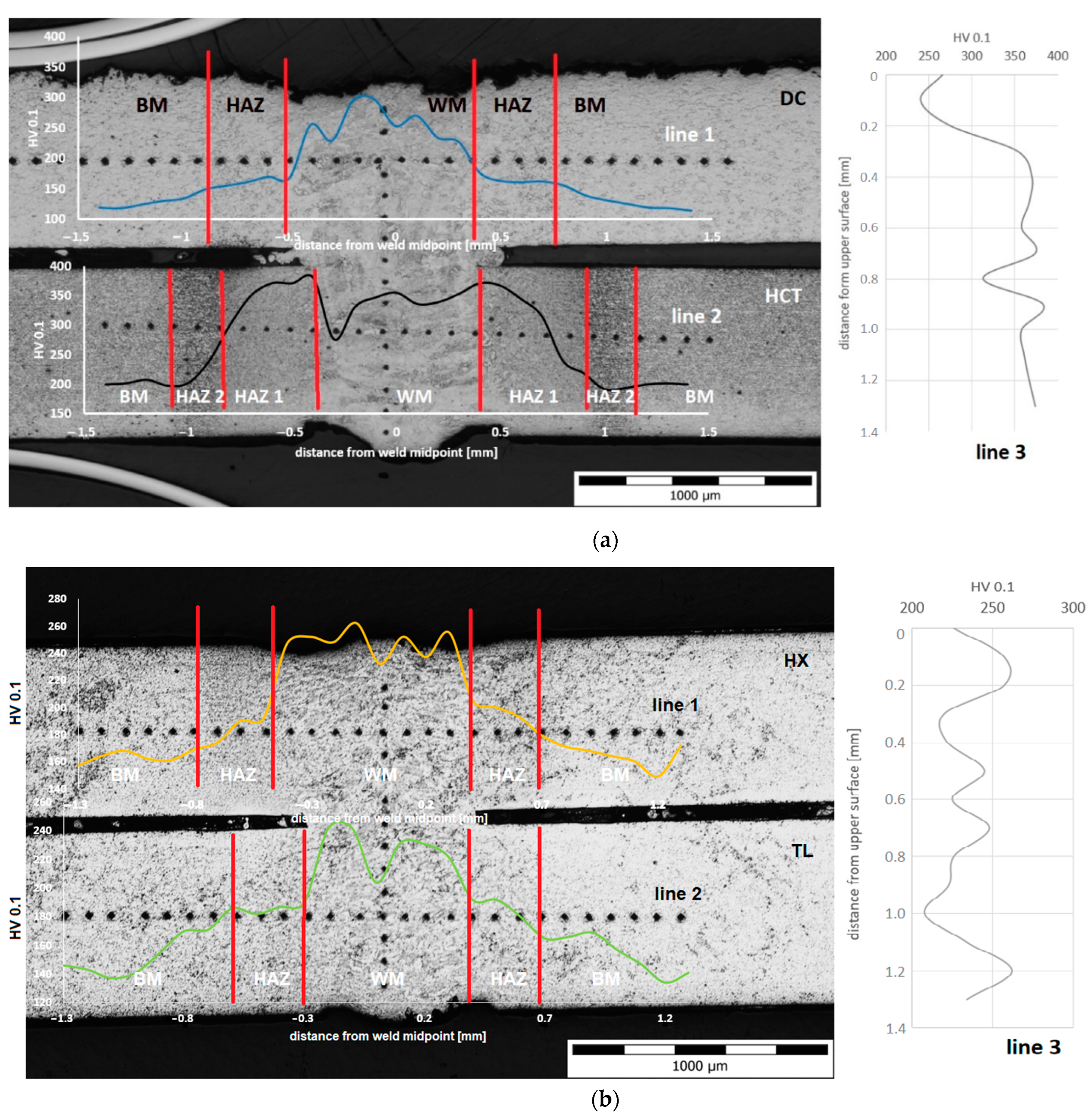
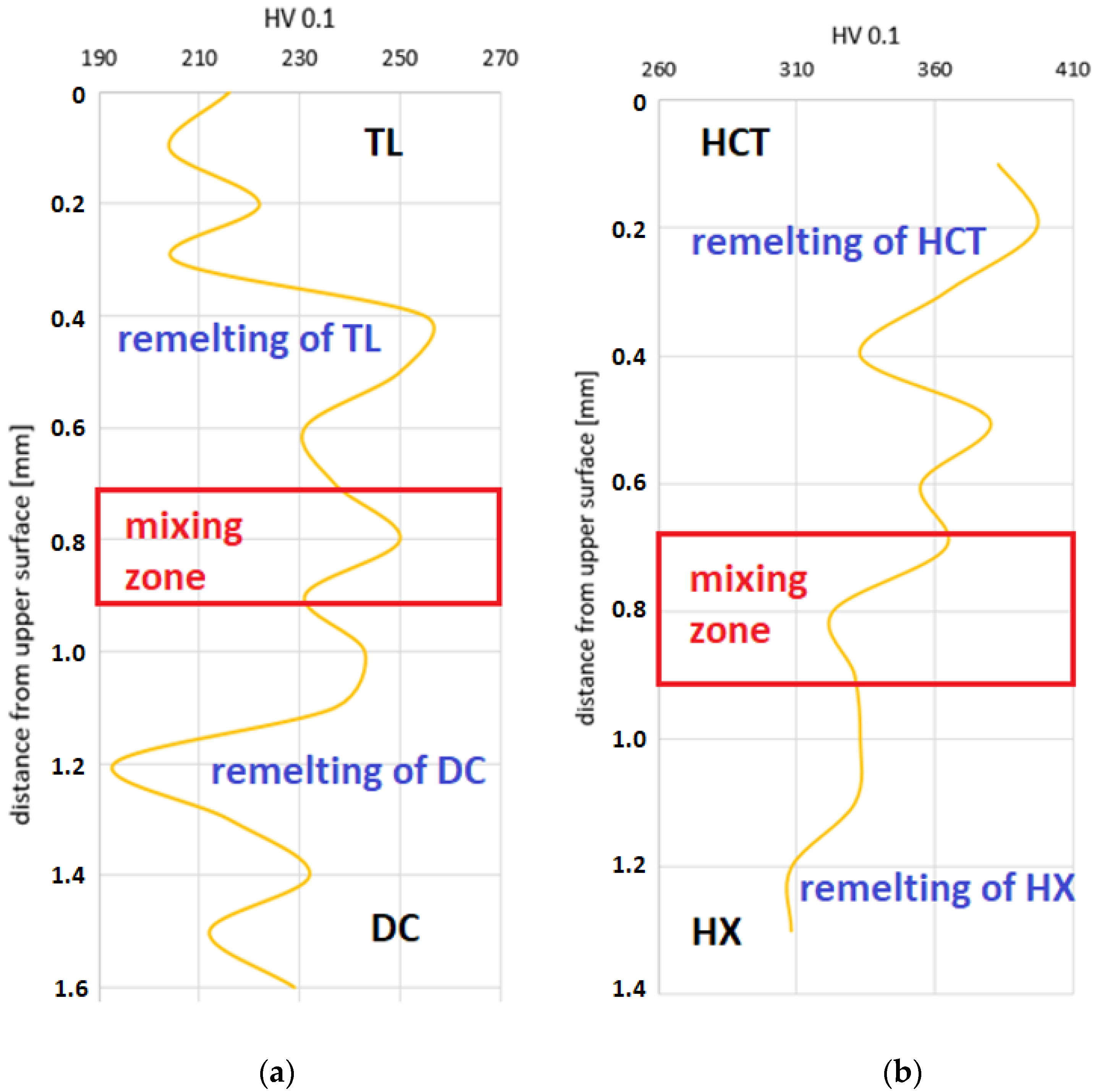
3.4. Hardness of Welds
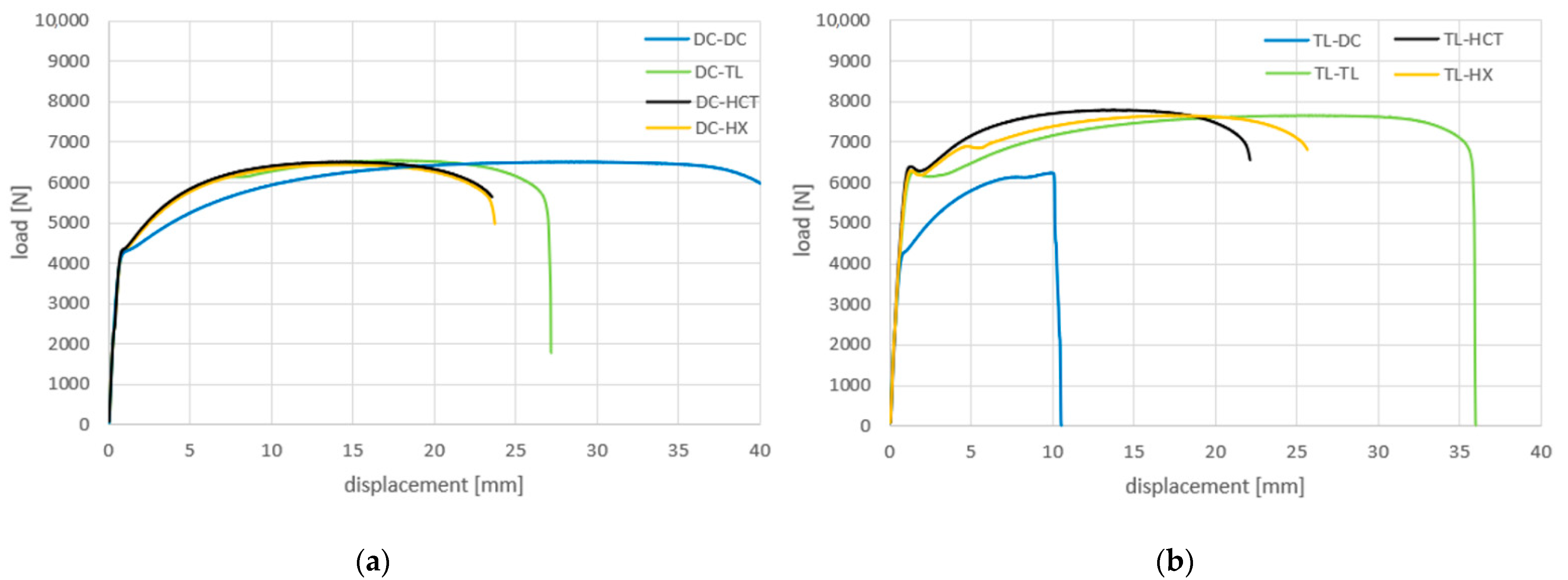
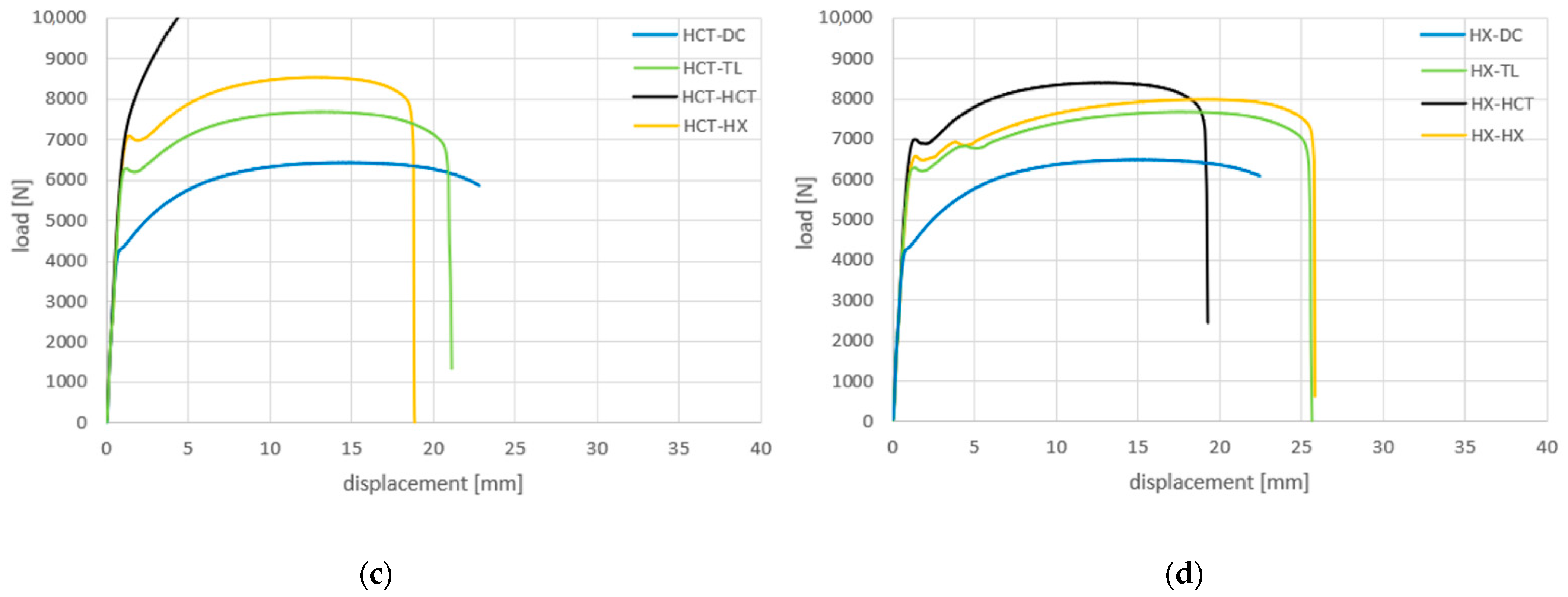
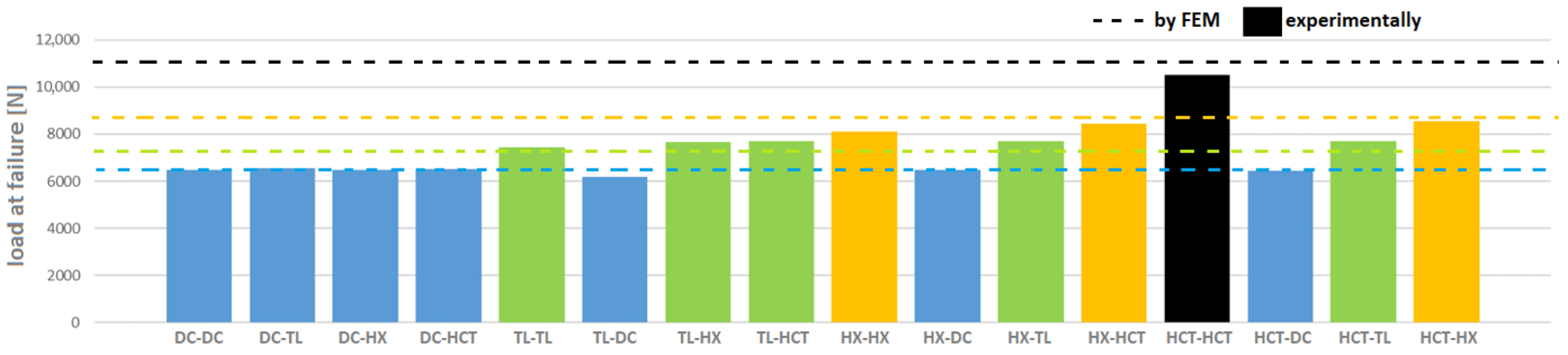
3.5. Load-Bearing Capacity of Welds
4. Conclusions
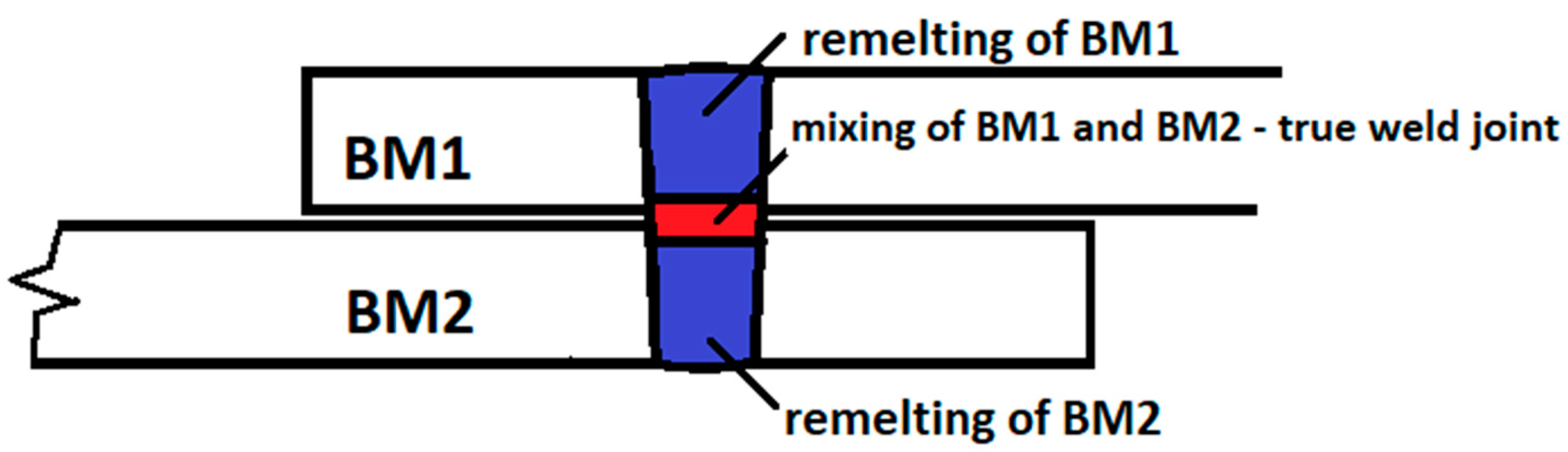
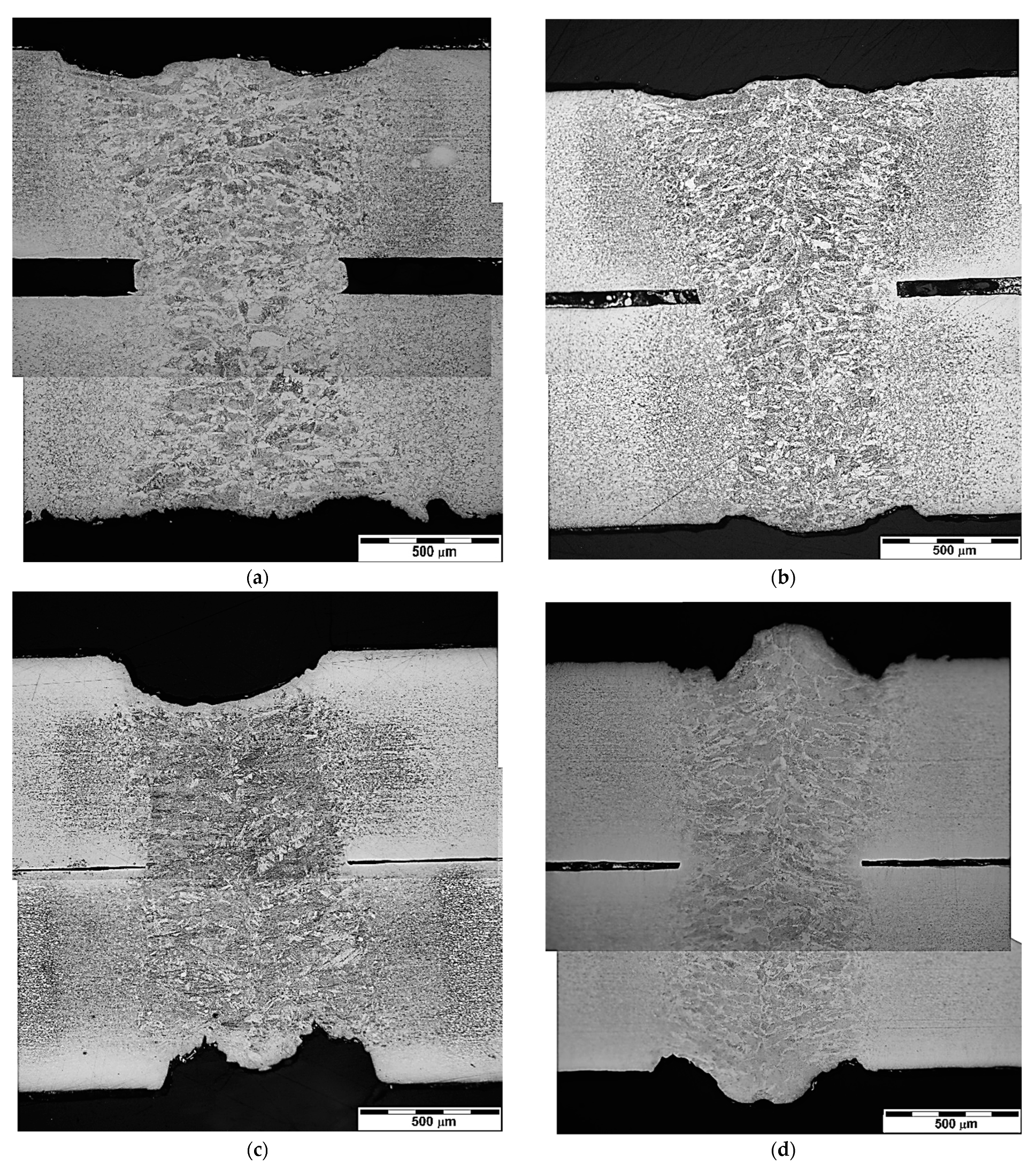
- The welds of overlapped unequal materials have a characteristic macrostructure and they contain fusion zones of materials as well as a zone of mixing, both with a characteristic dendritic microstructure. The intermixing of the materials is perfect and the chemical composition of the weld metal changes continuously from the composition corresponding to one material to the other. The zinc has evaporated from the weld site and does not enter the joint chemistry. The main structural constituents are ferrite, martensite and acicular ferrite.
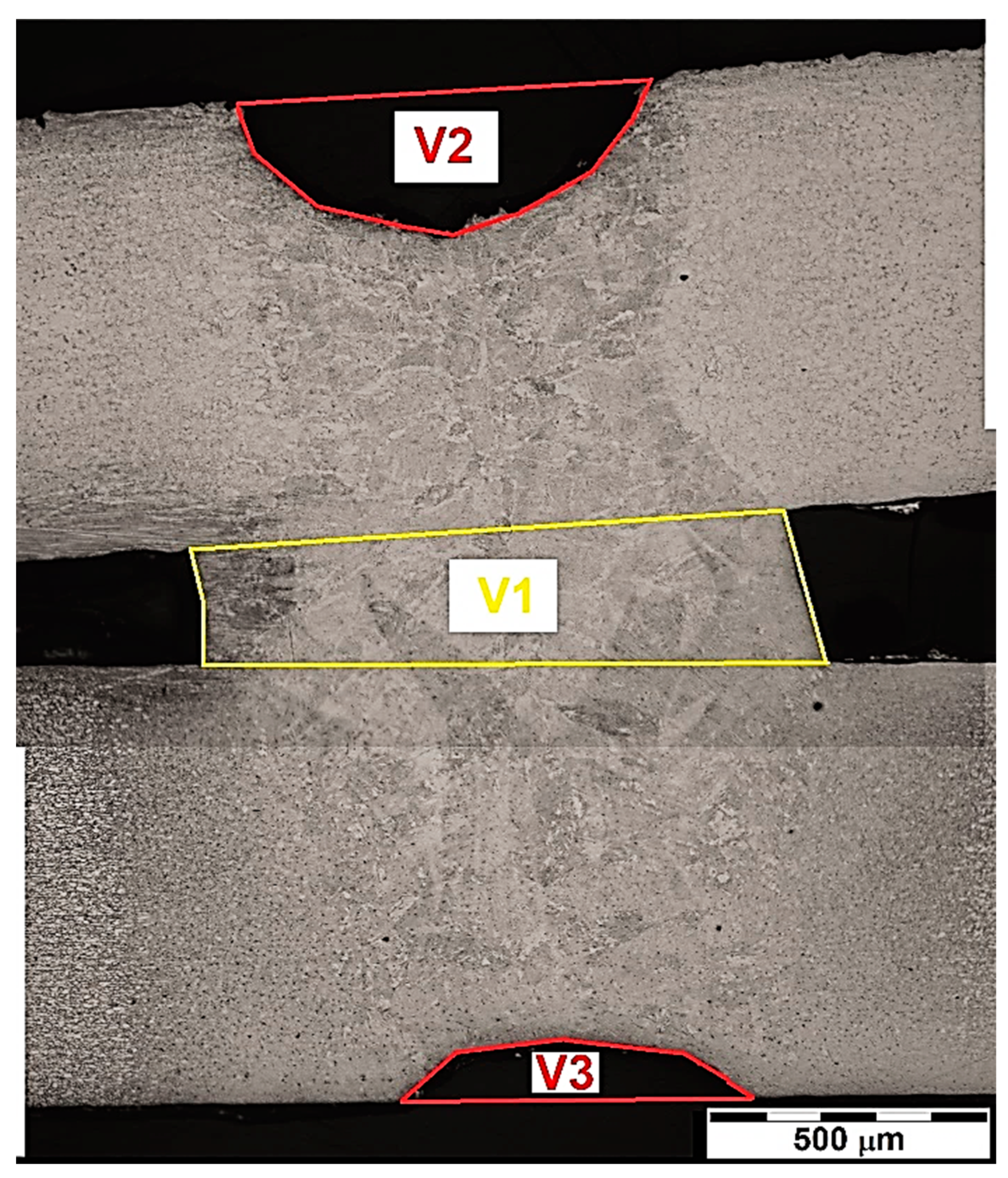
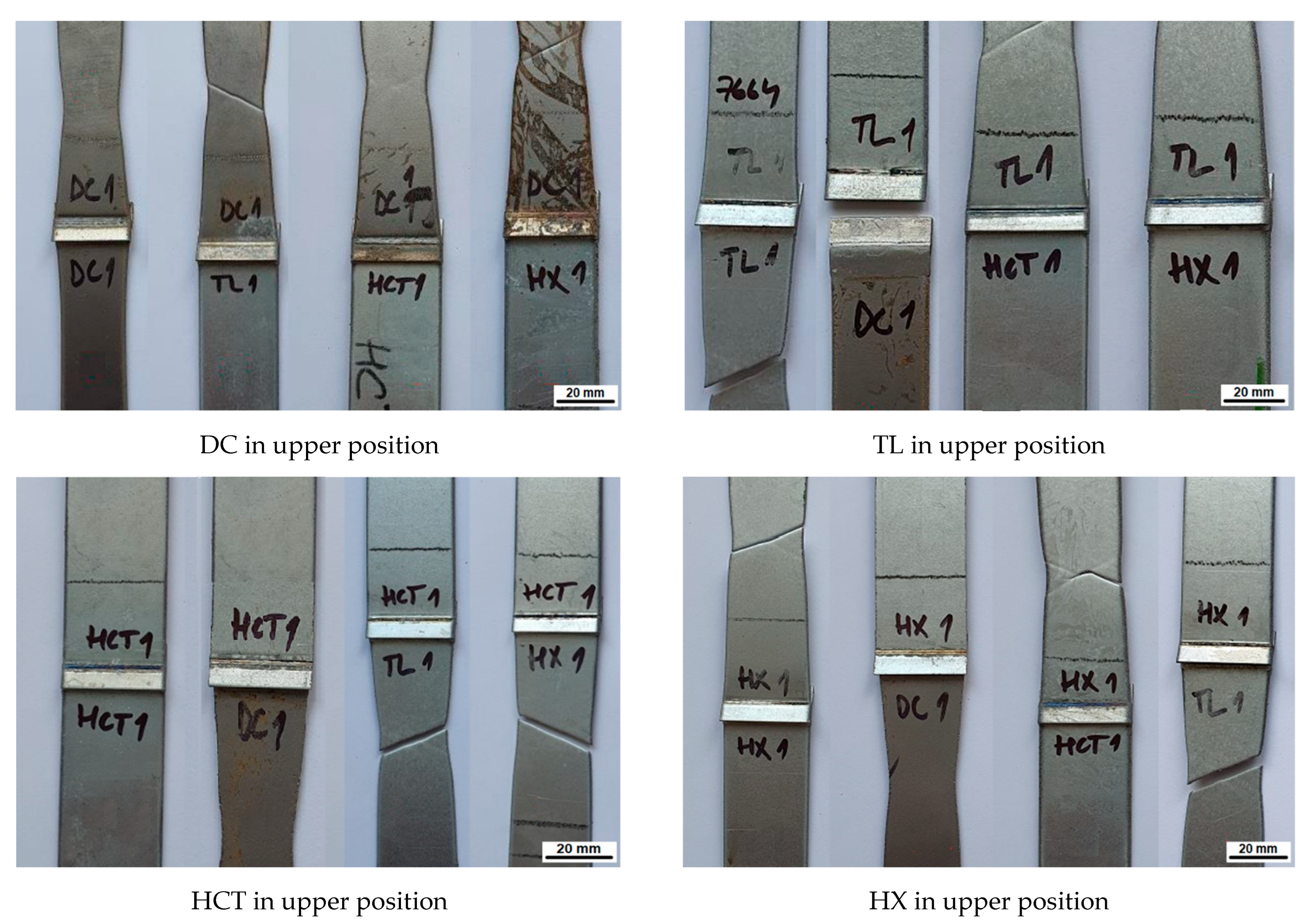
- The welds exhibited shape imperfections—undercuts in both, surface and root, sagging in surface, root concavity, which were related to both shrinkage processes during melt solidification and weld gap filling.
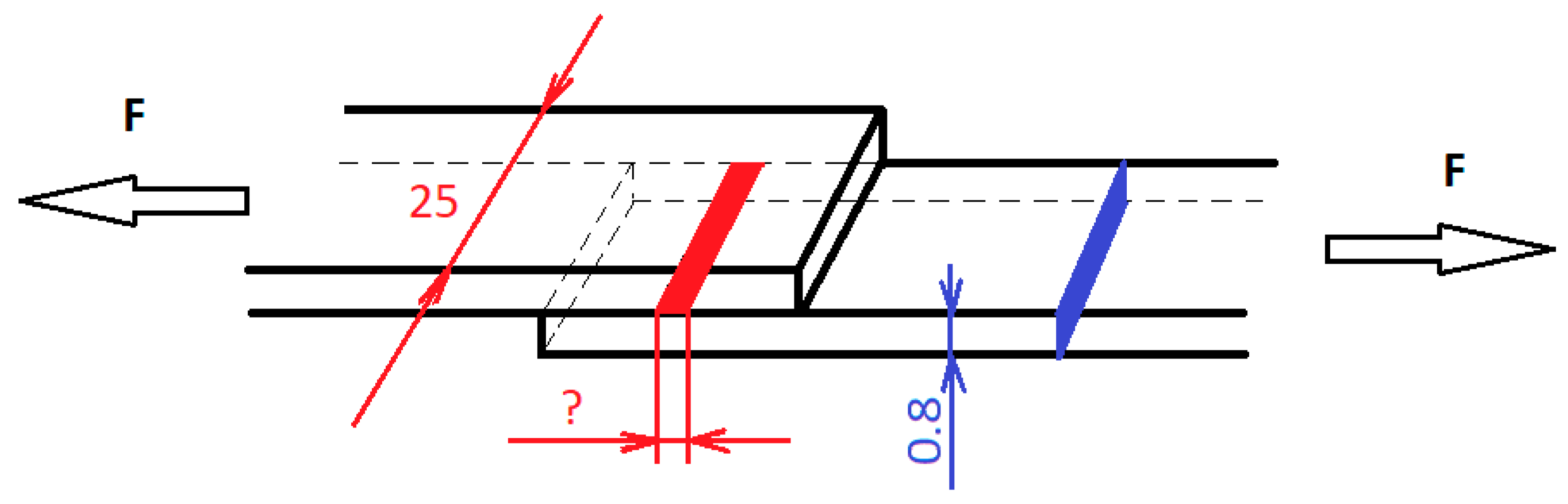
- The weld metal is able to bridge the weld gap up to a sheet metal distance of 0.2 mm.
- The shape imperfections detected do not have a negative effect on the load capacity of the welds under tensile stress.
- In order to predict the load carrying capacity of the joint and to determine the minimum weld width, it is necessary to know the local mechanical properties of the weld metal in the mixing zone.
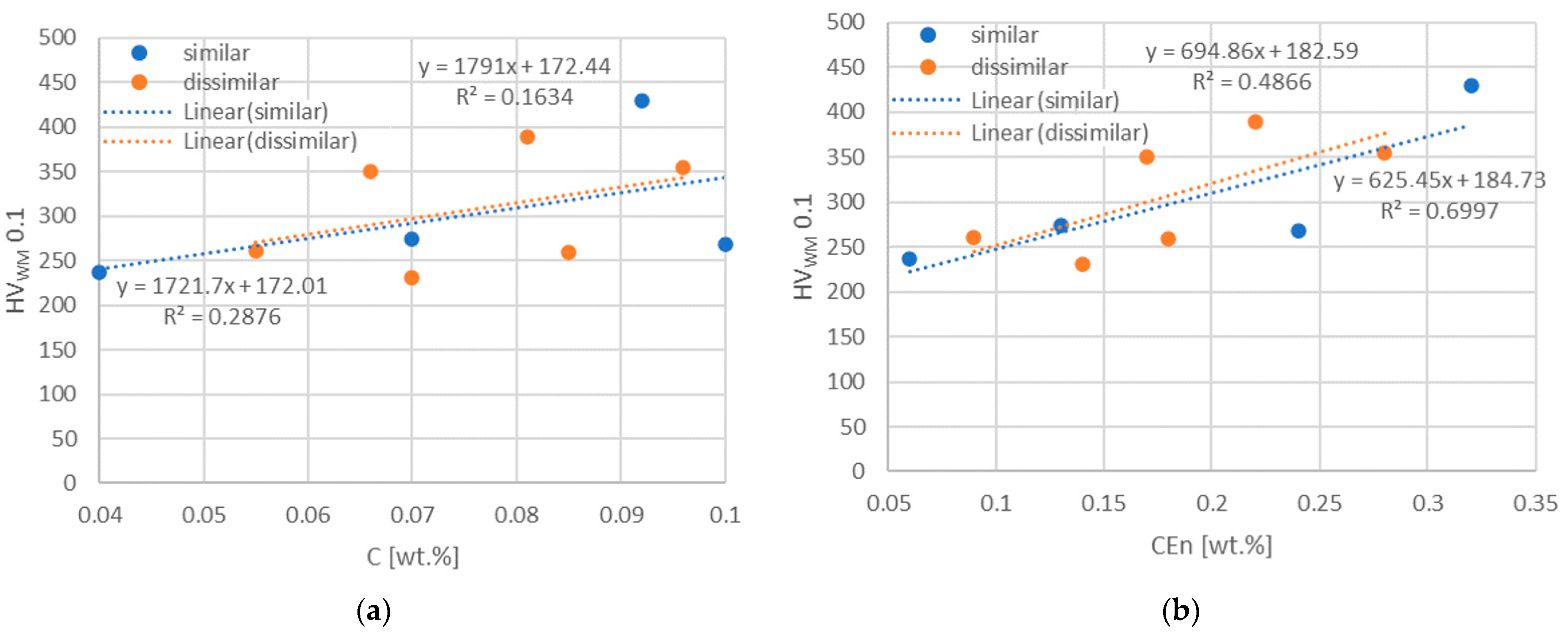
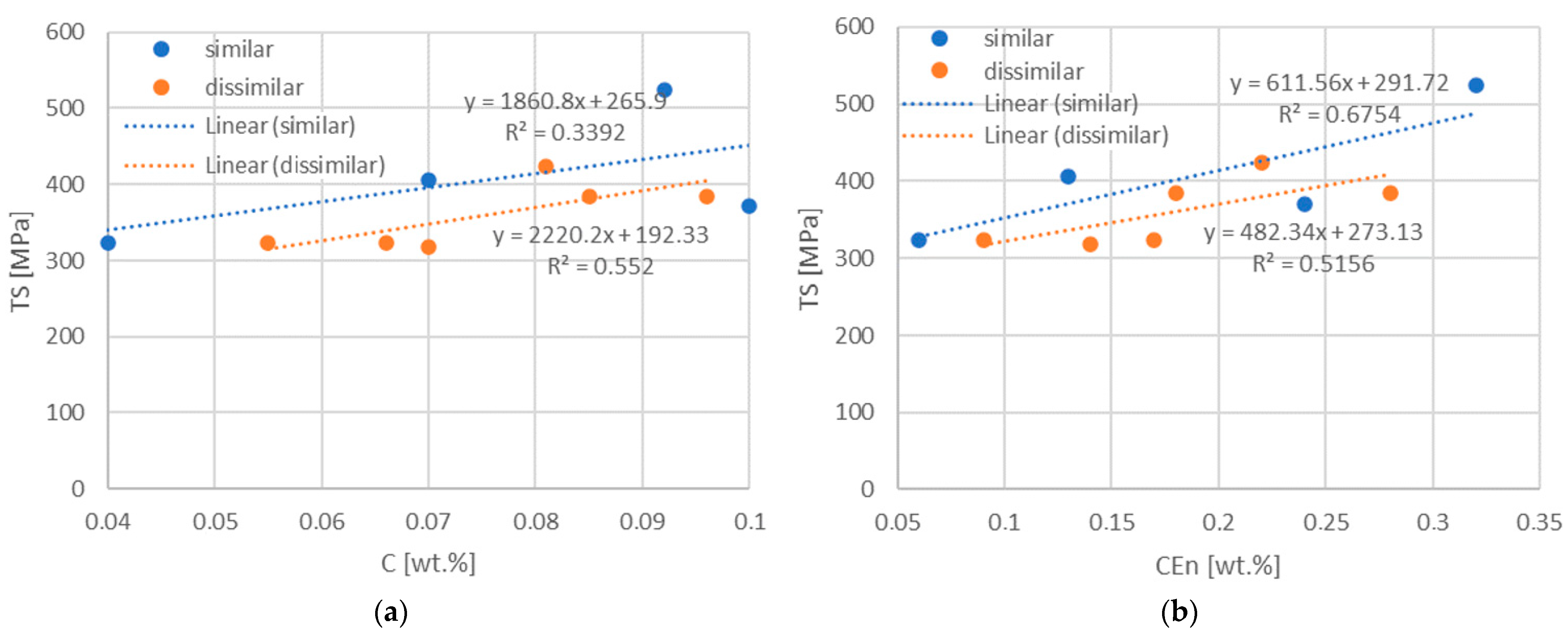
- A strong linear dependence between weld metal hardness and CEn as well as between tensile strength and CEn has been found.
Author Contributions
Funding
Conflicts of Interest
References
- Sirisalee, P.; Ashby, M.F.; Parks, G.T.; Clarkson, J.P. Multi-criteria material selection of monolithic and multi—Materials in engineering design. Adv. Eng. Mater. 2006, 8, 48–56. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP Ann. Manuf. Technol. 2015, 64, 679–699. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Oliviera, J.P.; Li, Y.; Tan, C.; Gao, C.; Zhao, Y.; Yu, Z. Laser techniques for dissimilar joining of aluminum alloys to steels: A critical review. J. Mater. Process. Technol. 2022, 301, 117443. [Google Scholar] [CrossRef]
- Oliviera, J.P.; Shamsolhodaei, A.; Shen, J.; Lopes, J.G.; Gonçalves, R.M.; de Brito Ferraz, M.; Piçarra, L.; Zeng, Z.; Schell, N.; Zhou, N.; et al. Improving the ductility in laser welded joints of CoCrFeMnNi high entropy alloy to 316 stainless steel. Mater. Des. 2022, 219, 110717. [Google Scholar] [CrossRef]
- Xue, X.; Wu, X.; Liao, J. Hot-cracking susceptibility and shear fracture behavior of dissimilar Ti6Al4V/AA6060 alloys in pulsed Nd:YAG laser welding. Chin. J. Aeronaut. 2021, 34, 375–386. [Google Scholar] [CrossRef]
- Evdokimov, A.; Doynov, N.; Ossenbrink, R.; Obrosov, A.; Weiß, S.; Michailov, V. Thermomechanical laser welding simulation of dissimilar steel-aluminum overlap joints. Int. J. Mech. Sci. 2021, 190, 106019. [Google Scholar] [CrossRef]
- Kashani, H.T.; Kah, P.; Martikainen, J. Laser overlap welding of zinc-coated steel on aluminum alloy. Phys. Procedia 2015, 78, 265–271. [Google Scholar] [CrossRef] [Green Version]
- Kurian, A.; Rakeshnath, T.R. Dissimilar laser welding of commercially pure copper and stainless steel 316L. Mater. Today Proc. 2020, 26, 369–372. [Google Scholar] [CrossRef]
- Chen, X.; Wang, X.; Liu, Z.; Hu, Z.; Huan, P.; Yan, Q.; Hiromi, N. Effect of Cu content on microstructure transformation and mechanical properties of Fe-Al dissimilar laser welded joints. Opt. Laser Technol. 2020, 126, 106078. [Google Scholar] [CrossRef]
- Malikov, A.; Vitoshkin, I.; Orishich, A.; Filippov, A.; Karpov, E. Effect of the aluminum alloy composition (Al-Cu-Li or Al-Mg-Li) on structure and mechanical properties of dissimilar laser welds with the Ti-Al-V alloy. Opt. Laser Technol. 2020, 126, 106135. [Google Scholar] [CrossRef]
- Chandran, S.; Rajesh, R.; Dev, M.A. Analysis of mechanical properties and optimization of laser beam welding parameters on dissimilar metal titanium (Ti6Al4V) and aluminium (A6061) by factorial and ANOVA techniques. Mater. Today Proc. 2021, 42, 508–514. [Google Scholar] [CrossRef]
- Dai, W.; Wenjun, S.; Xin, J.; Wang, S.; Fang, C.; Wei, J.; Song, Y. Weldability and mechanical properties of IC10 single crystal and GH3039 super alloy dissimilar laser beam welding joint. Mater. Sci. Eng. A 2020, 791, 139797. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Xiong, L.; Zhang, X.; Mi, G. Microstructural, porosity and mechanical properties of lap joint laser welding for 5182 and 6061 dissimilar aluminum alloys under different place configurations. Mater. Des. 2020, 191, 108625. [Google Scholar] [CrossRef]
- Geng, Y.; Akbari, M.; Karimipour, A.; Karimi, A.; Soleimani, A.; Afrand, M. Effects of the laser parameters on the mechanical properties and microstructure of weldjoint in dissimilar pulsed laser welding of AISI 304 and AISI 420. Infrared Phys. Technol. 2019, 103, 103081. [Google Scholar] [CrossRef]
- Ramakrishnan, H.; Veluchamy, B.; Rajaram, S.; Ravichandran, M. Experimental investigation on properties of dissimilar laser welding of AISI 316L to Monel 400. Mater. Today Proc. 2020, 33, 4059–4064. [Google Scholar] [CrossRef]
- Zhang, L.J.; Ma, R.Y.; Zhang, Y.B.; Guo, Q.; Wang, C.H.; Zhang, J.X.; Na, S.J. Investigation on dissimilar laser beam welding of molybdenum to zirconium via pure titanium interlayer. Opt. Laser Technol. 2020, 131, 106327. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliviera, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 410 stainless steel filler metal. Mater. Sci. Eng. A 2022, 144025, in press. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliviera, J.P. Microstructure and mechanical properties of gas metal arc welded CoCrFeMnNi joints using a 308 stainless steel filler metal. Scr. Mater. 2023, 222, 115053. [Google Scholar] [CrossRef]
- Yang, B.; Hongyun, Z.; Wu, L.; Tan, C.; Hongbo, X.; Bo, C.; Xiaoguo, S. Interfacial microstructure and mechanical properties of laser-welded 6061Al/AISI304 dissimilar lap joints via beam oscillation. J. Mater. Res. Technol. 2020, 9, 14630–14644. [Google Scholar] [CrossRef]
- Akhiri Ardakani, H.; Naffakh-Moosavy, H. The effect of pulsed Nd:YAG laser welding parameters on defects of Kovar to AISI 304L dissimilar joint. Opt. Laser Technol. 2019, 118, 62–68. [Google Scholar] [CrossRef]
- Junjie, M.; Fanrong, K.; Blair, C.; Kovacevic, R. Two-pass laser welding of galvanized highstrength dual-phase steel for a zero-gap lap joint configuration. J. Mater. Process. Technol. 2013, 213, 495–507. [Google Scholar] [CrossRef]
- Nguyen, Q.; Azadkhou, A.; Akbari, M.; Panjehpour, A.; Karimipour, A. Experimental investigation of temperature field and fusion zone microstructure in dissimilar pulsed laser welding of austenitic stainless steel and copper. J. Manuf. Process. 2020, 56, 206–215. [Google Scholar] [CrossRef]
- Huang, W.; Wang, H.; Rinker, T.; Tan, W. Investigation of metal mixing in laser keyhole welding of dissimilar metals. Mater. Des. 2020, 195, 109056. [Google Scholar] [CrossRef]
- Lišková, A.; Mihaliková, M.; Dragošek, L.; Kočiško, R.; Bidulský, R. Mechanical properties laser welding automotive steel sheets. Acta Metall. Slovaca 2015, 21, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Švec, P.; Schrek, A.; Hrnčiar, V.; Csicsó, T. Fibre laser welding of dual phase steels. Acta Metall. Slovaca 2015, 21, 311–320. [Google Scholar] [CrossRef] [Green Version]
- Evin, E.; Németh, S.; Tomáš, M. Effect of laser welding on safety characteristics of high strength steels sheets. Acta Metall. Slovaca 2015, 21, 184–194. [Google Scholar] [CrossRef]
- Mei, L.; Yan, D.; Chen, G.; Xie, D.; Zhang, M.; Ge, X. Comparative study on CO2 laser overlap welding and resistance spot welding for automotive body in white. Mater. Des. 2015, 78, 107–117. [Google Scholar] [CrossRef]
- Mei, L.; Yan, D.; Yi, J.; Chen, G.; Ge, X. Comparative analysis on overlap welding properties of fiber laser and CO2 laser for body-in-white sheets. Mater. Des. 2013, 49, 905–912. [Google Scholar] [CrossRef]
- Chen, G.; Mei, L.; Zhang, M.; Zhang, Y.; Wang, Z. Research on key influence factors of laser overlap welding of automobile body galvanized steel. Opt. Laser Technol. 2013, 45, 726–733. [Google Scholar] [CrossRef]
- Mei, L.; Chen, G.; Yan, D.; Xie, D.; Ge, X.; Zhang, M. Impact of inter-sheet gaps on laser overlap welding performance for galvanised steel. J. Mater. Process. Technol. 2015, 226, 157–168. [Google Scholar] [CrossRef]
- Hao, Y.; Wang, H.P.; Sun, Y.; Li, L.; Wu, Y.; Lu, F. The evaporation behavior of zinc and its effect on spattering in laser overlap welding of galvanized steels. J. Mater. Process. Technol. 2022, 306, 117625. [Google Scholar] [CrossRef]
- Yurioka, N.; Kasuya, T. A chart method to determine necessary preheat in steel welding. Weld. World 1995, 35, 327–334. [Google Scholar] [CrossRef] [Green Version]
- Dearden, J.; O’Neil, H. A guide to the selection and welding of low alloy structural steel. Trans. Inst. Weld. 1940, 3, 203–214. [Google Scholar]
- Ito, Y.; Bessyo, K. Cracking Parameter of High Strength Steels related to Heat Affected Zone Cracking (Report 2). J. Jpn. Weld. Soc. 1969, 38, 1134–1144. [Google Scholar] [CrossRef] [Green Version]
- Yurioka, N.; Suzuki, H.; Ohshita, S.; Saito, S. Determination of necessary preheating temperature in steel welding. Weld. Res. 1983, 62, 147–153. Available online: https://app.aws.org/wj/supplement/WJ_1983_06_s147.pdf (accessed on 12 September 2022).
- Santillan Esquivel, A.; Nayak, S.S.; Xia, M.S.; Zhou, Y. Microstructure, hardness and tensile properties of fusion zone in laser welding of advanced high strength steels. Can. Metall. Q. 2012, 51, 328–335. [Google Scholar] [CrossRef]
- Mwema, F.M. Transient Thermal Modeling in Laser Welding of Metallic/Nonmetallic Joints Using SolidWorks® Software. Int. J. Nonferr. Metall. 2017, 6, 1–16. [Google Scholar] [CrossRef] [Green Version]
- ISO 6520-1:2007; Welding and Allied Processes—Classification of Geometric Imperfections in Metallic Materials—Part 1: Fusion Welding. CEN: Brusel, Belgium, 2007.
- Evin, E.; Tomáš, M.; Výrostek, M. Quasistatic strain rates’ effect to the properties of advanced steels for automotive industry. Acta Metall. Slovaca 2016, 22, 14–23. [Google Scholar] [CrossRef] [Green Version]
- Aderibigbe, I.; Popoola, P.; Sadiku, E.; Biro, E. Low-Temperature Deformation Mechanism and Strain-Hardening Behaviour of Laser Welded Dual-Phase Steels. Metals 2022, 12, 1317. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | P | S | Al | Nb | Ti | V | Mo | Cr | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DC | 0.040 | 0.25 | 0.009 | 0.008 | balance | |||||||
| TL | 0.1 | 1.0 | 0.5 | 0.08 | 0.03 | 0.015 | 0.1 | 0.15 | balance | |||
| HCT | 0.092 | 1.88 | 0.250 | 0.012 | 0.003 | 0.026 | 0.001 | 0.002 | 0.001 | 0.002 | 0.210 | balance |
| HX | 0.070 | 0.60 | 0.007 | 0.016 | 0.007 | 0.034 | 0.025 | 0.001 | balance |
| Material | YS [MPa] | UTS [MPa] | A80 [%] | Zn Layer [g/m2] | r | n |
|---|---|---|---|---|---|---|
| DC | 197 | 327 | 39.0 | - | 1.900 | 0.220 |
| TL | 292 | 373 | 34.0 | 104 | 1.350 | 0.190 |
| HCT | 346 | 654 | 23.5 | 105 | - | 0.230 |
| HX | 414 | 473 | 28.4 | 111 | - | - |
| Material | CE(IIW) (1) | PCM (2) | CEn (3) |
|---|---|---|---|
| DC | 0.08 | 0.05 | 0.06 |
| TL | 0.28 | 0.18 | 0.24 |
| HCT | 0.45 | 0.21 | 0.32 |
| HX | 0.17 | 0.1 | 0.13 |
| Material Combinations | DC-TL | DC-HCT | DC-HX | TL-HCT | TL-HX | HCT-HX |
|---|---|---|---|---|---|---|
| CEn | 0.14 | 0.17 | 0.09 | 0.28 | 0.18 | 0.22 |
| Upper Sheet–Lower Sheet | |||
|---|---|---|---|
| DC in Upper Position | TL in Upper Position | HCT in Upper Position | HX in Upper Position |
| DC-DC | TL-DC | HCT-DC | HX-DC |
| DC-TL | TL-TL | HCT-TL | HX-TL |
| DC-HCT | TL-HCT | HCT-HCT | HX-HCT |
| DC-HX | TL-HX | HCT-HX | HX-HX |
| Material Combination | Maximum Height of Weld Irregularity | Weld Width (L3) | Weld Gap (L4) | Width of HAZ (L5) | |
|---|---|---|---|---|---|
| Surface (L1) | Root (L2) | ||||
| DC-DC | 0.08 | 0.11 | 0.62 | 0.01 | 1.45 |
| DC-TL | 0.04 | 0.07 | 0.82 | 0.14 | 1.12 |
| DC-HCT | 0.11 | 0.15 | 0.68 | 0.08 | 1.62 |
| DC-HX | 0.06 | 0.11 | 0.75 | 0.15 | 1.54 |
| TL-DC | 0.03 | 0.09 | 0.51 | 0.01 | 0.96 |
| TL-TL | 0.06 | 0.06 | 0.72 | 0.10 | 1.46 |
| TL-HCT | −0.27 | −0.11 | 1.07 | 0.19 | 1.7 |
| TL-HX | 0.05 | 0.06 | 0.89 | 0.08 | 1.5 |
| HCT-DC | 0.02 | 0.09 | 0.84 | 0.14 | 1.75 |
| HCT-TL | 0.12 | 0.03 | 0.72 | 0.01 | 1.58 |
| HCT-HCT | 0.05 | 0.09 | 0.62 | 0.04 | 1.37 |
| HCT-HX | 0.15 | 0.07 | 0.72 | 0.00 | 1.58 |
| HX-DC | 0.07 | 0.04 | 0.75 | 0.14 | 1.66 |
| HX-TL | 0.07 | 0.08 | 0.73 | 0.06 | 1.58 |
| HX-HCT | 0.18 | 0.13 | 0.73 | 0.01 | 1.5 |
| HX-HX | 0.20 | 0.17 | 0.65 | 0.03 | 1.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guzanová, A.; Janoško, E.; Draganovská, D.; Viňáš, J.; Tomáš, M.; Brezinová, J.; Maláková, S.; Džupon, M.; Vojtko, M. Metallographic Study of Overlapped Laser Welds of Dissimilar Materials. Metals 2022, 12, 1682. https://doi.org/10.3390/met12101682
Guzanová A, Janoško E, Draganovská D, Viňáš J, Tomáš M, Brezinová J, Maláková S, Džupon M, Vojtko M. Metallographic Study of Overlapped Laser Welds of Dissimilar Materials. Metals. 2022; 12(10):1682. https://doi.org/10.3390/met12101682
Chicago/Turabian StyleGuzanová, Anna, Erik Janoško, Dagmar Draganovská, Ján Viňáš, Miroslav Tomáš, Janette Brezinová, Silvia Maláková, Miroslav Džupon, and Marek Vojtko. 2022. "Metallographic Study of Overlapped Laser Welds of Dissimilar Materials" Metals 12, no. 10: 1682. https://doi.org/10.3390/met12101682