
Effect of Rotational Speed on Static and Fatigue Properties of Rotary Friction Welded Dissimilar AA7075/AA5083 Aluminium Alloy Joints


Abstract
:1. Introduction
2. Materials and Methods
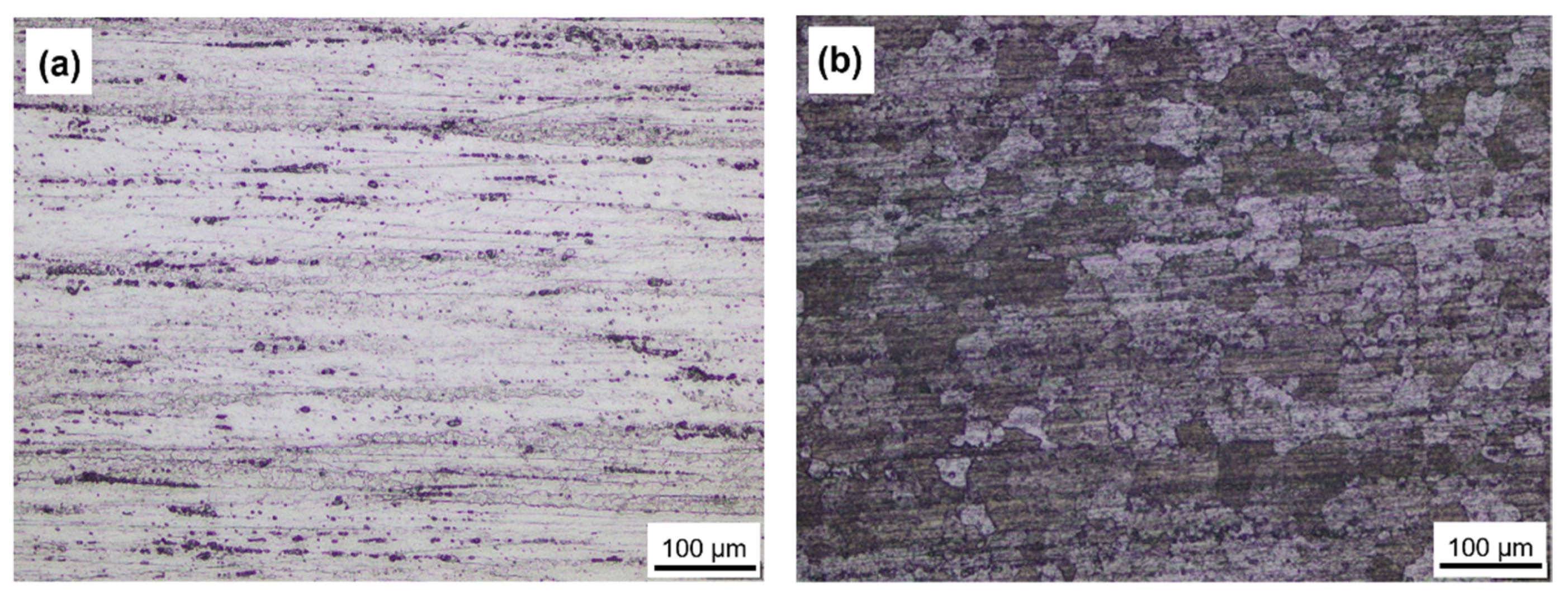
2.1. Materials
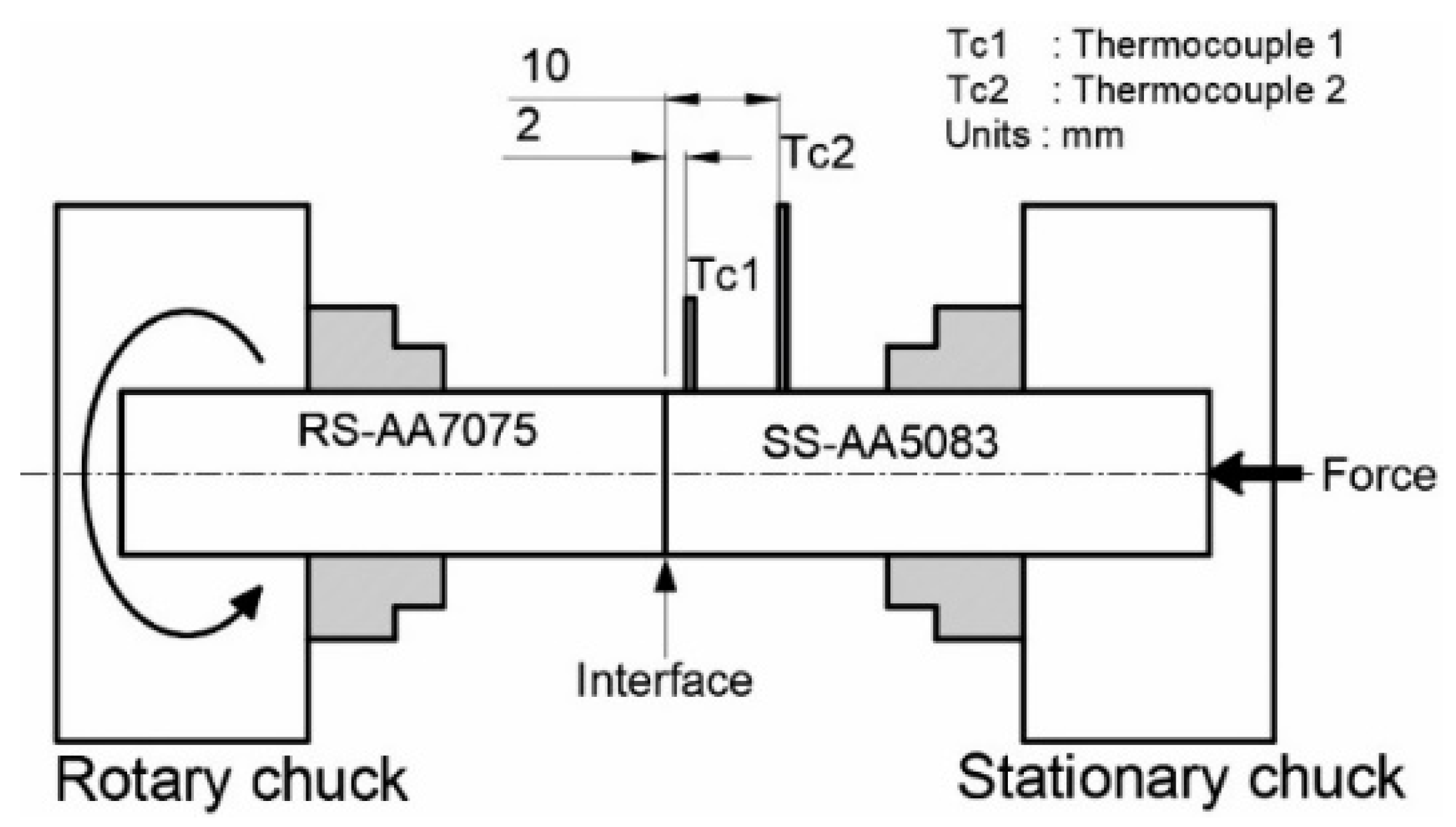
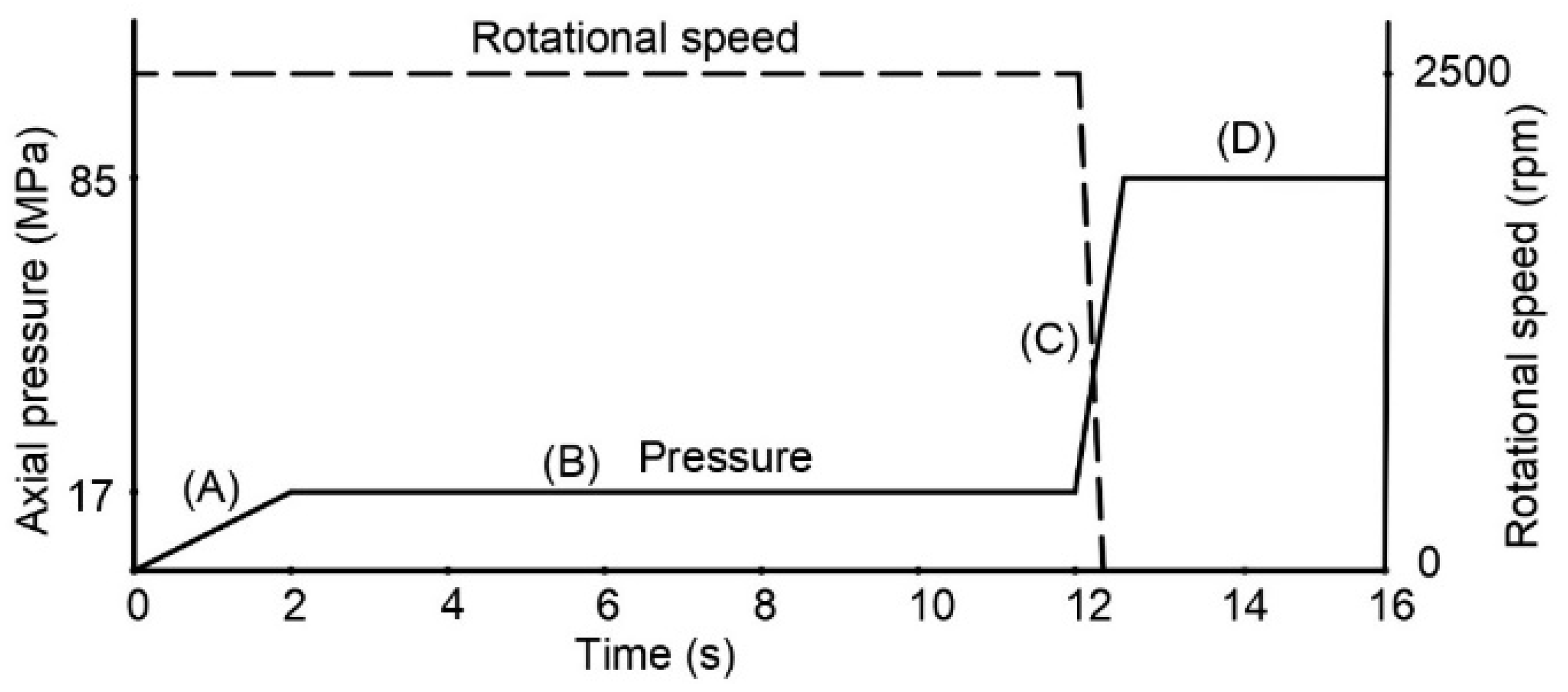
2.2. The Rotary Friction Welding Process
2.3. Macro and Microstructures
2.4. Microhardness Distributions
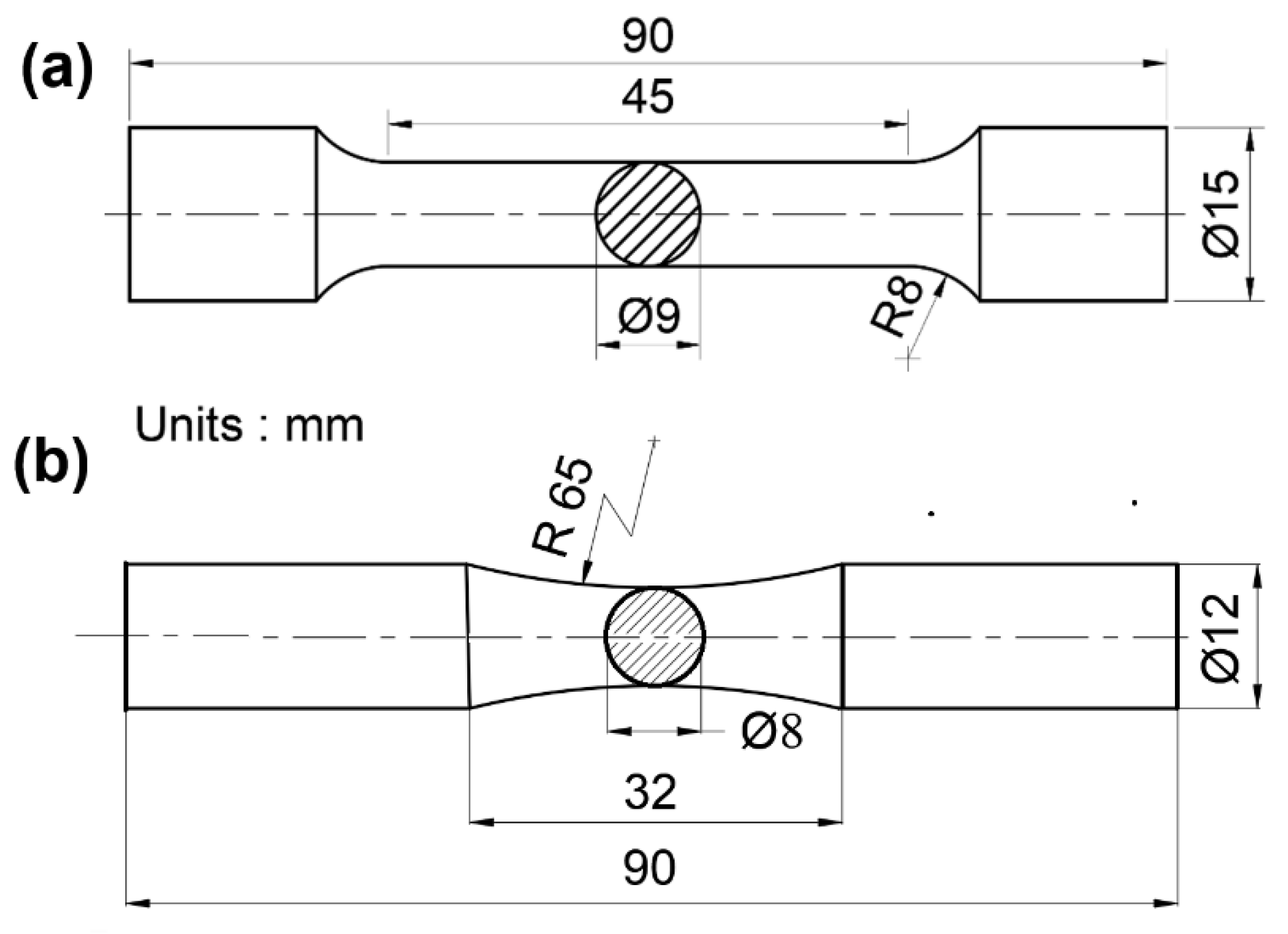
2.5. Mechanical Property Tests (Static and Fatigue Tests)
2.6. Residual Stress Measurements
3. Results and Discussion
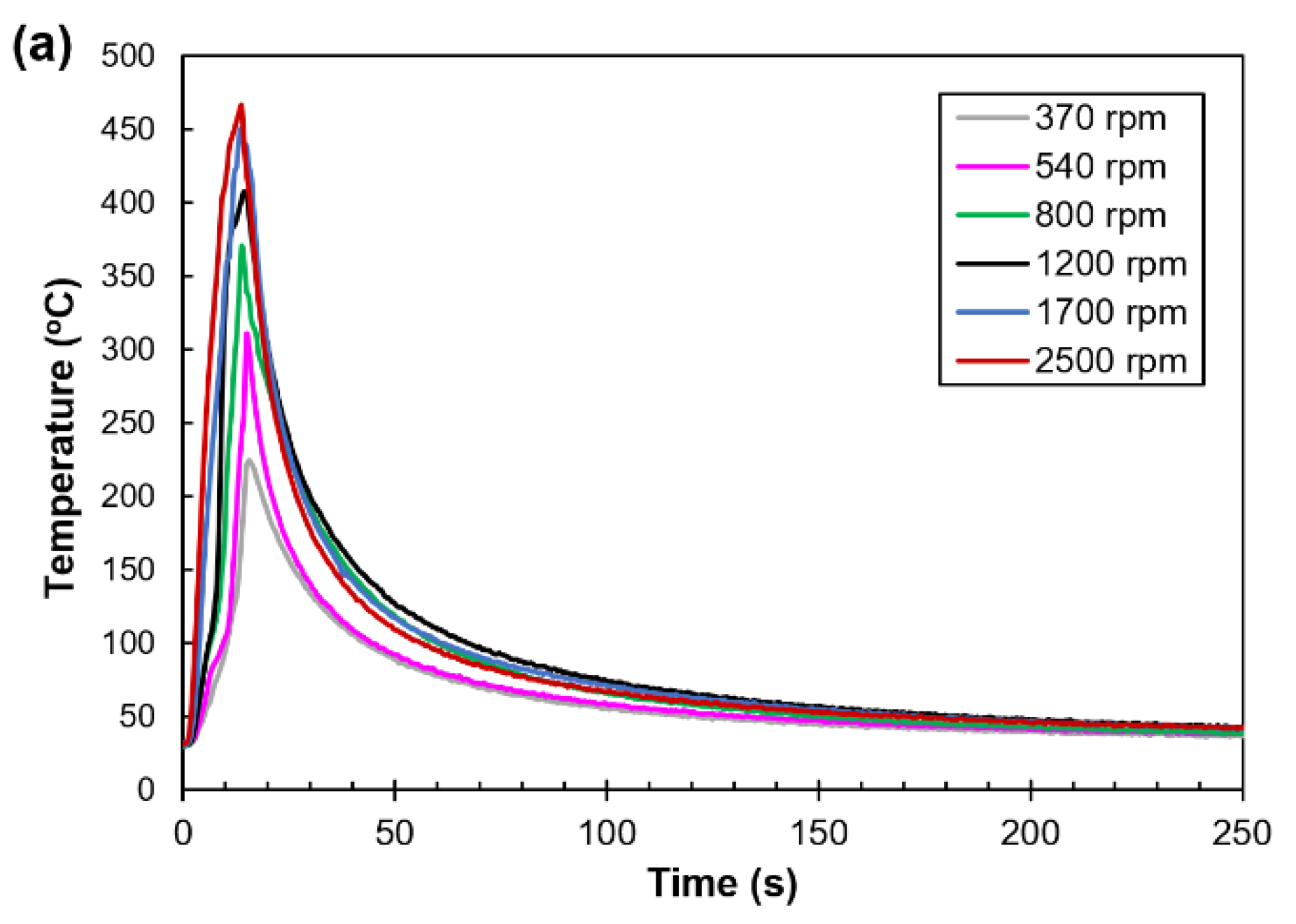
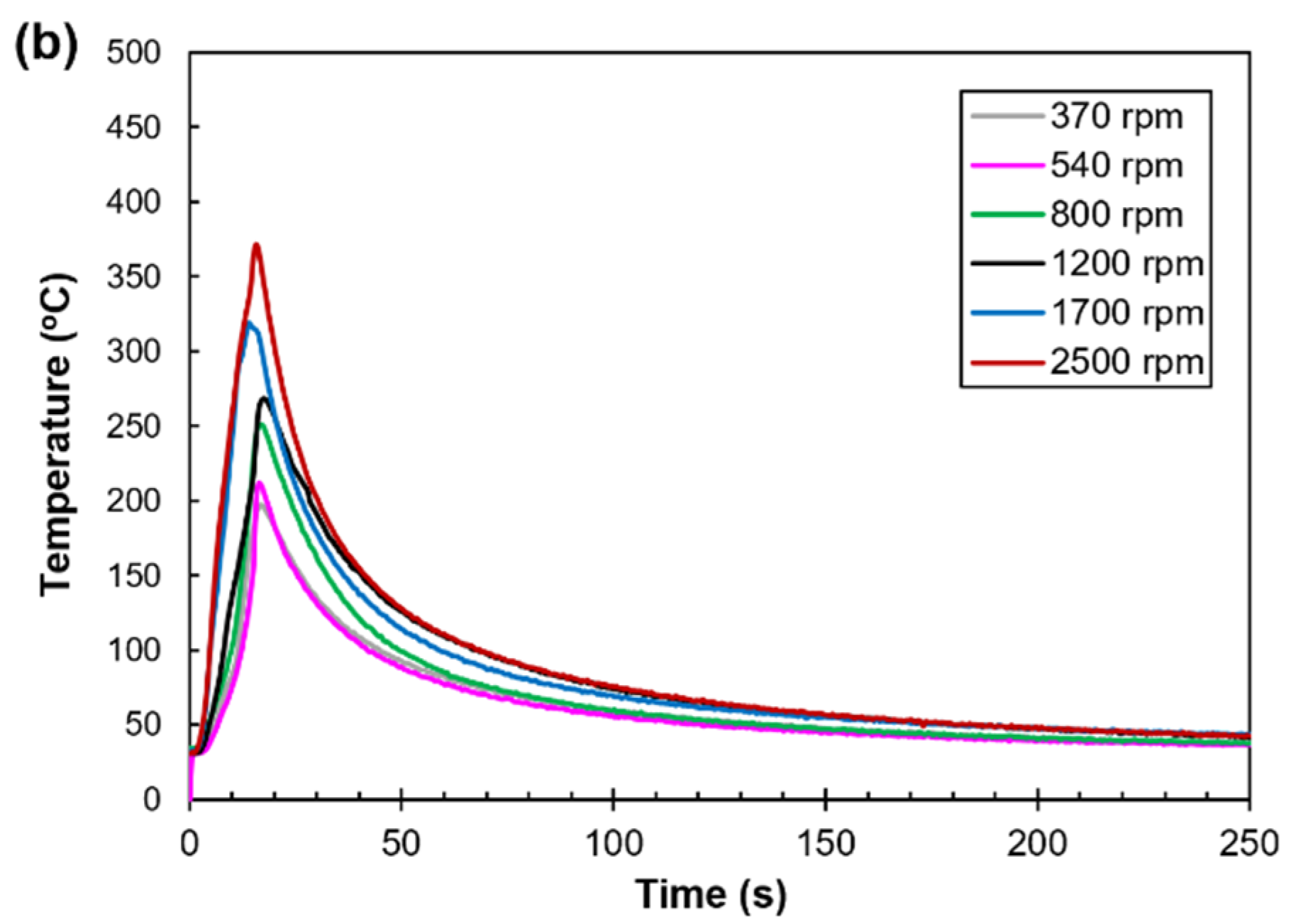
3.1. Weld Thermal Cycles
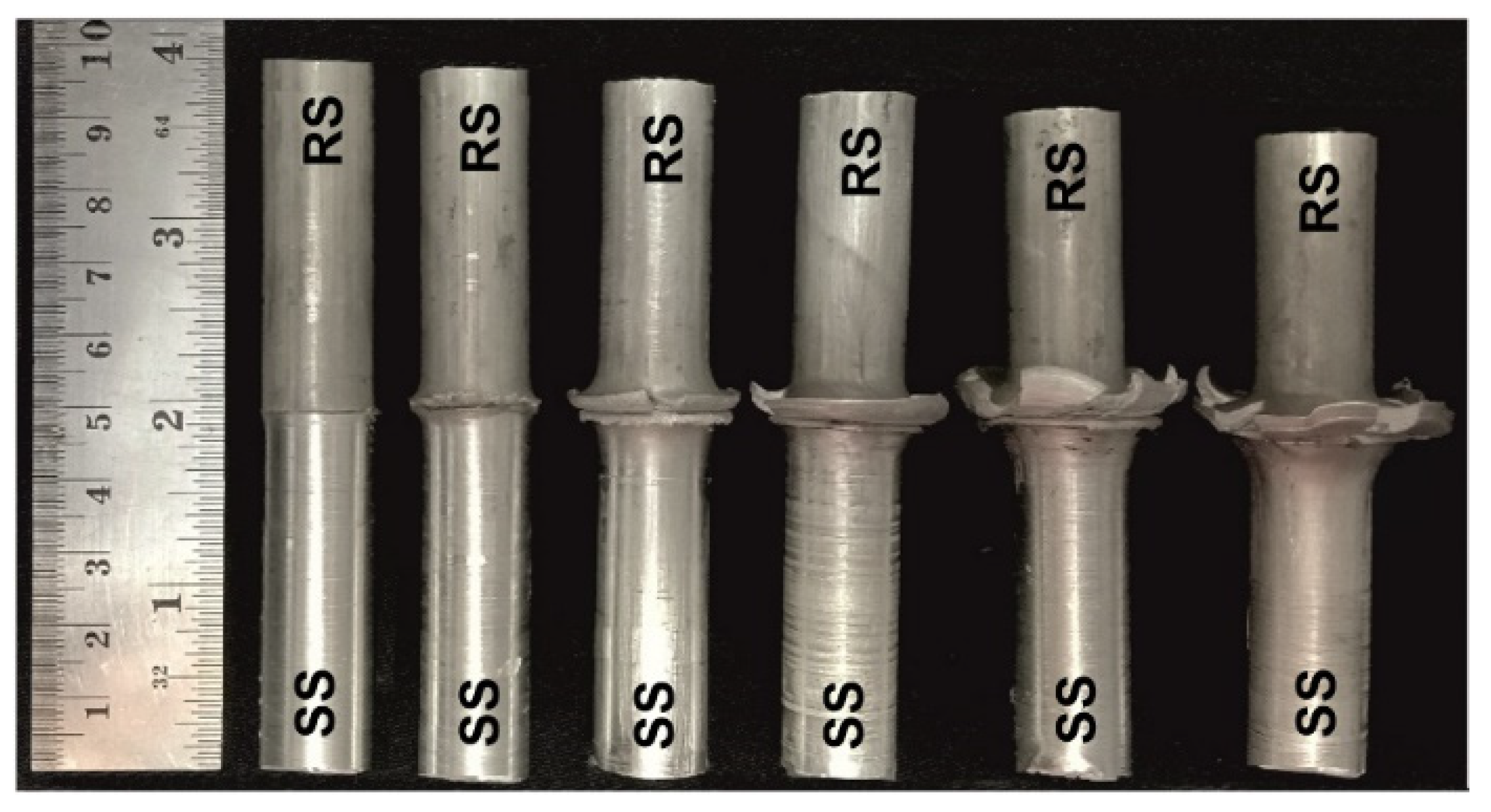
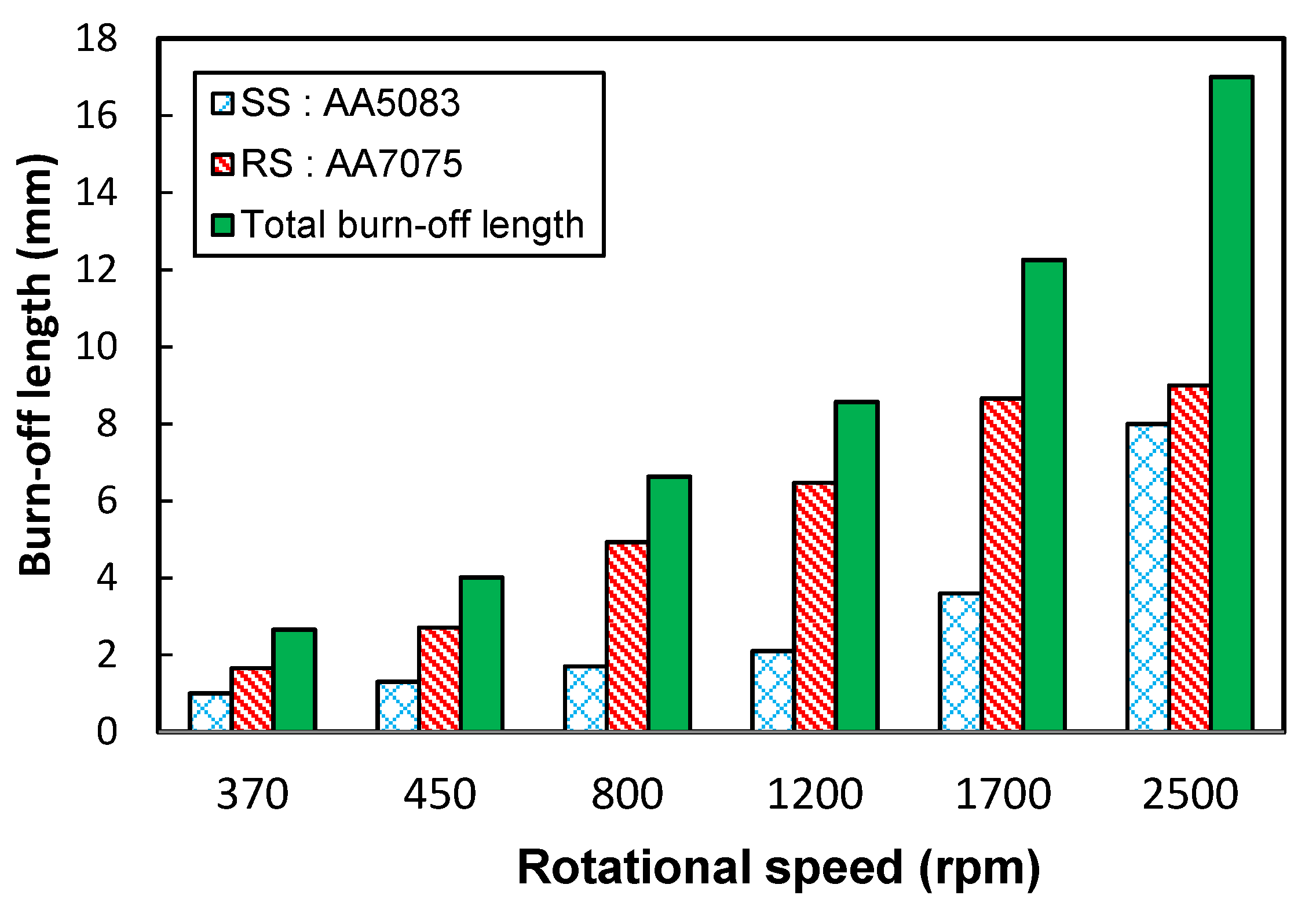
3.2. Burn-Off Length
3.3. Macro and Microstructure
3.4. Microharness Distributions of the RFW Joints
3.5. Tensile Strengths
3.6. Residual Stress
3.7. Fatigue Behaviours
4. Conclusions
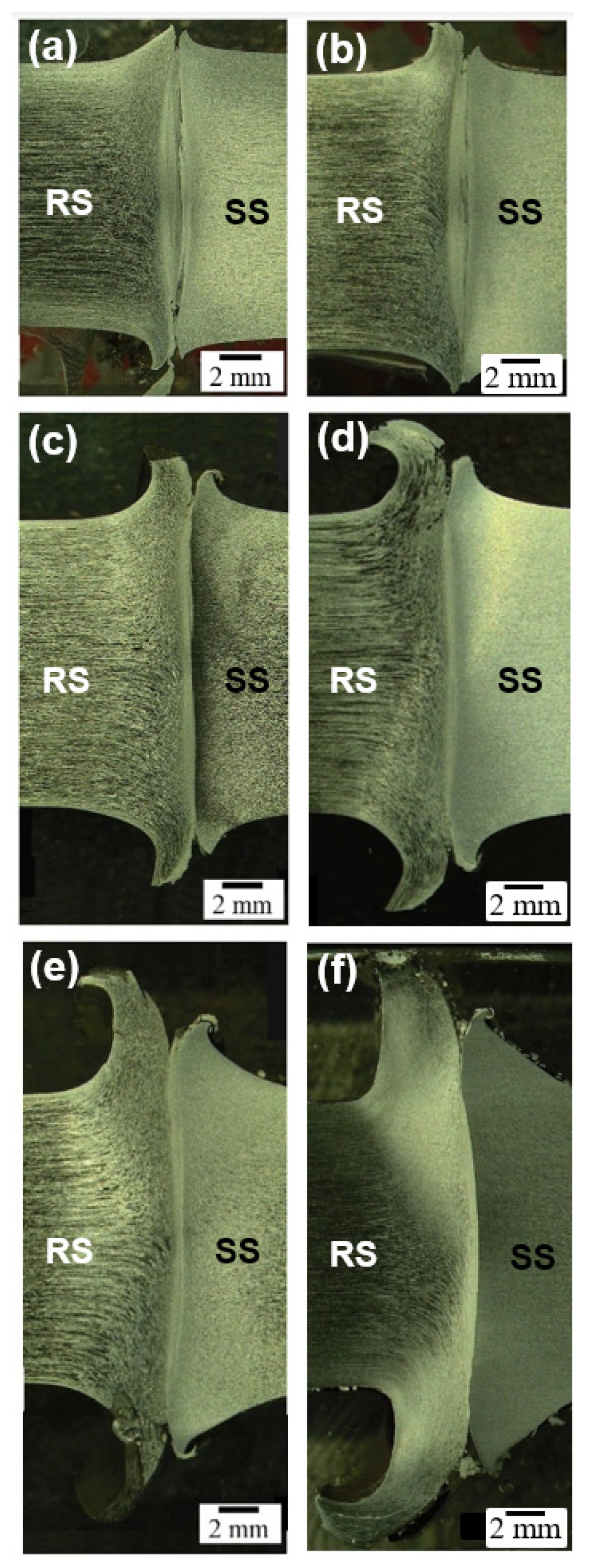
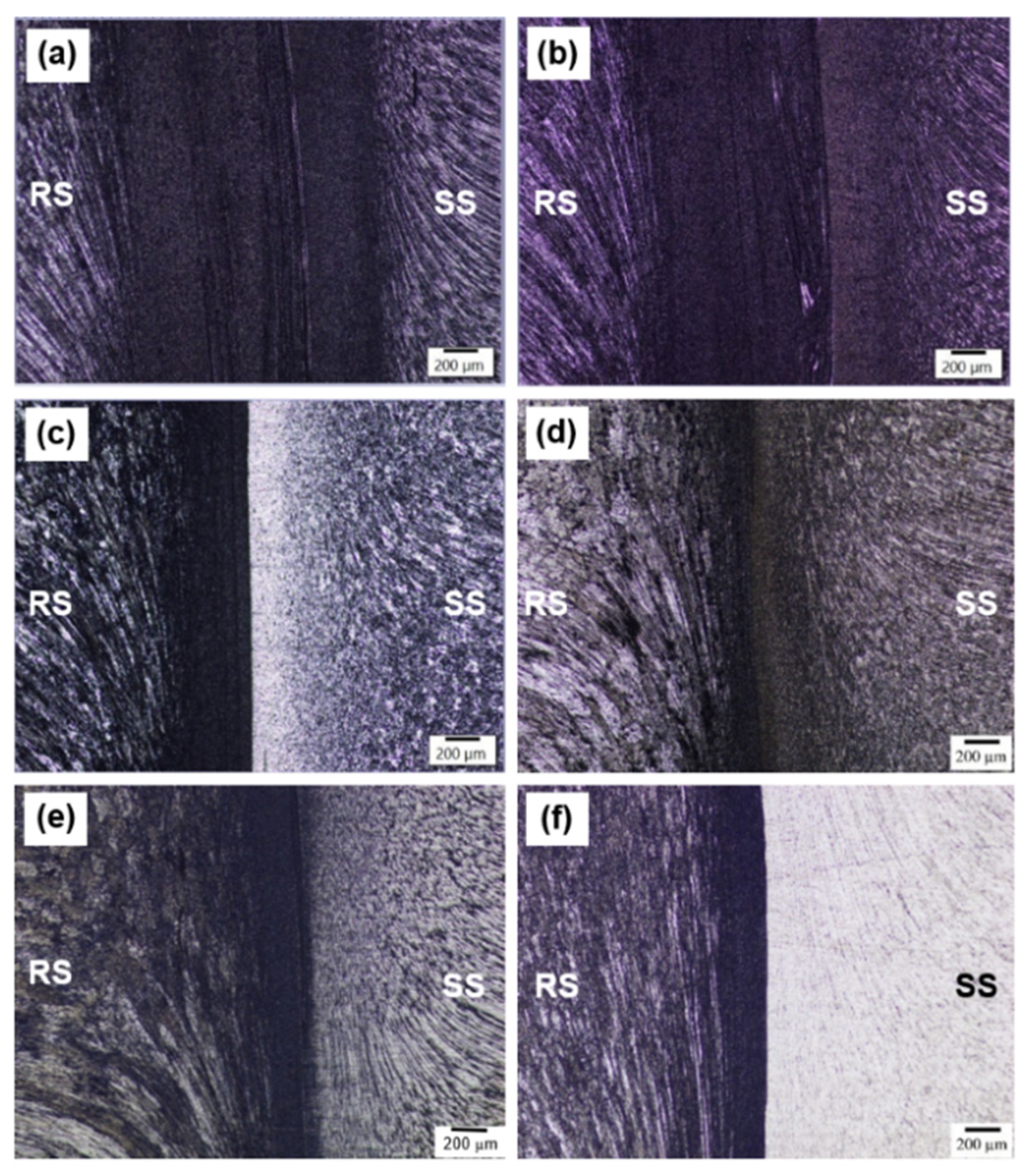
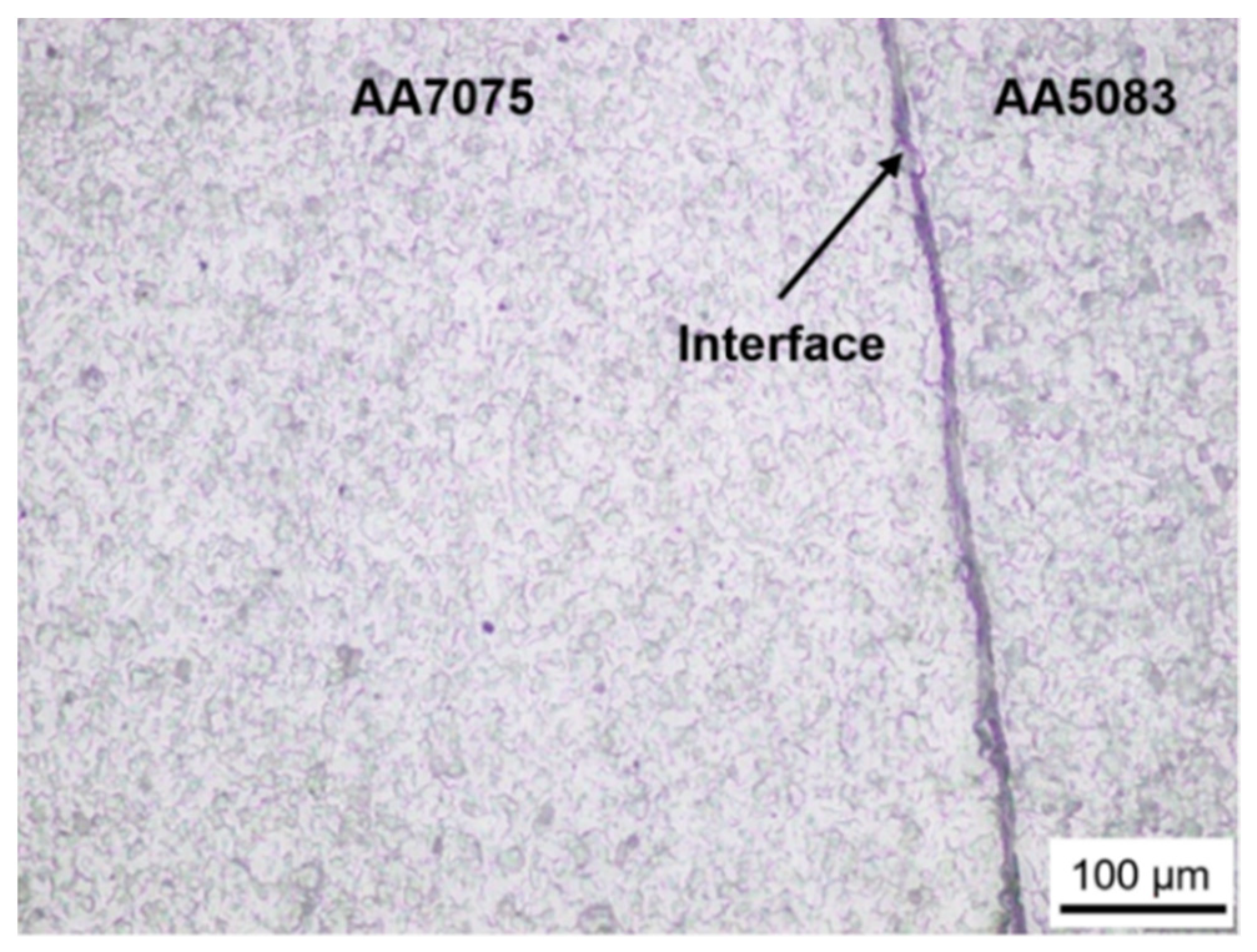
- Increasing rotational speed causes microstructural changes, i.e., the width of DRZ decreases, the interface becomes thin and coarsening microstructure in TMAZ. The high rotational speed also increases the burn-off length and the amount of flash. These microstructural changes are related to high friction heat under high rotational speed combined with axial force during weld formation.
- The burn-off length and the amount flash of AA7075 rotary side are higher than that of AA5083 stationary side. These results are associated with the accumulation of friction heat in AA7075 side during welding due its lower thermal conductivity and diffusivity compared with AA5083.
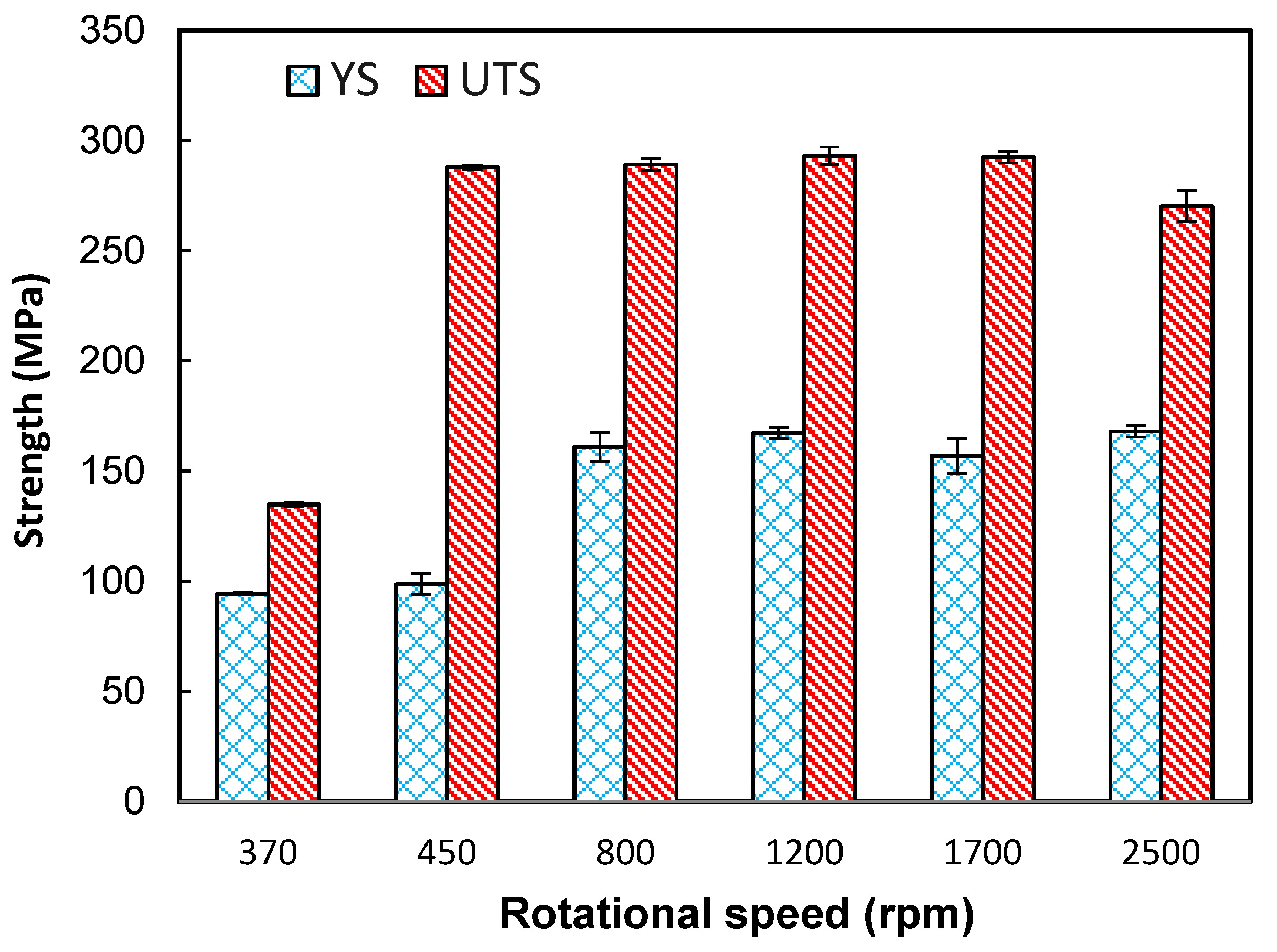
- A low rotational speed, typically 370 rpm is not sufficient to generate the heat required for bond formation resulting in low strength. In contrast, a high rotational speed, typically 2500 rpm produces high strength weld joints, but it causes high burn-off lengths, which leads to wastage of base metals in the form of flash. It seems that the optimum condition is likely to be achieved at the rotational speed of 1200 rpm owing to the balance between strength and the amount of flash.
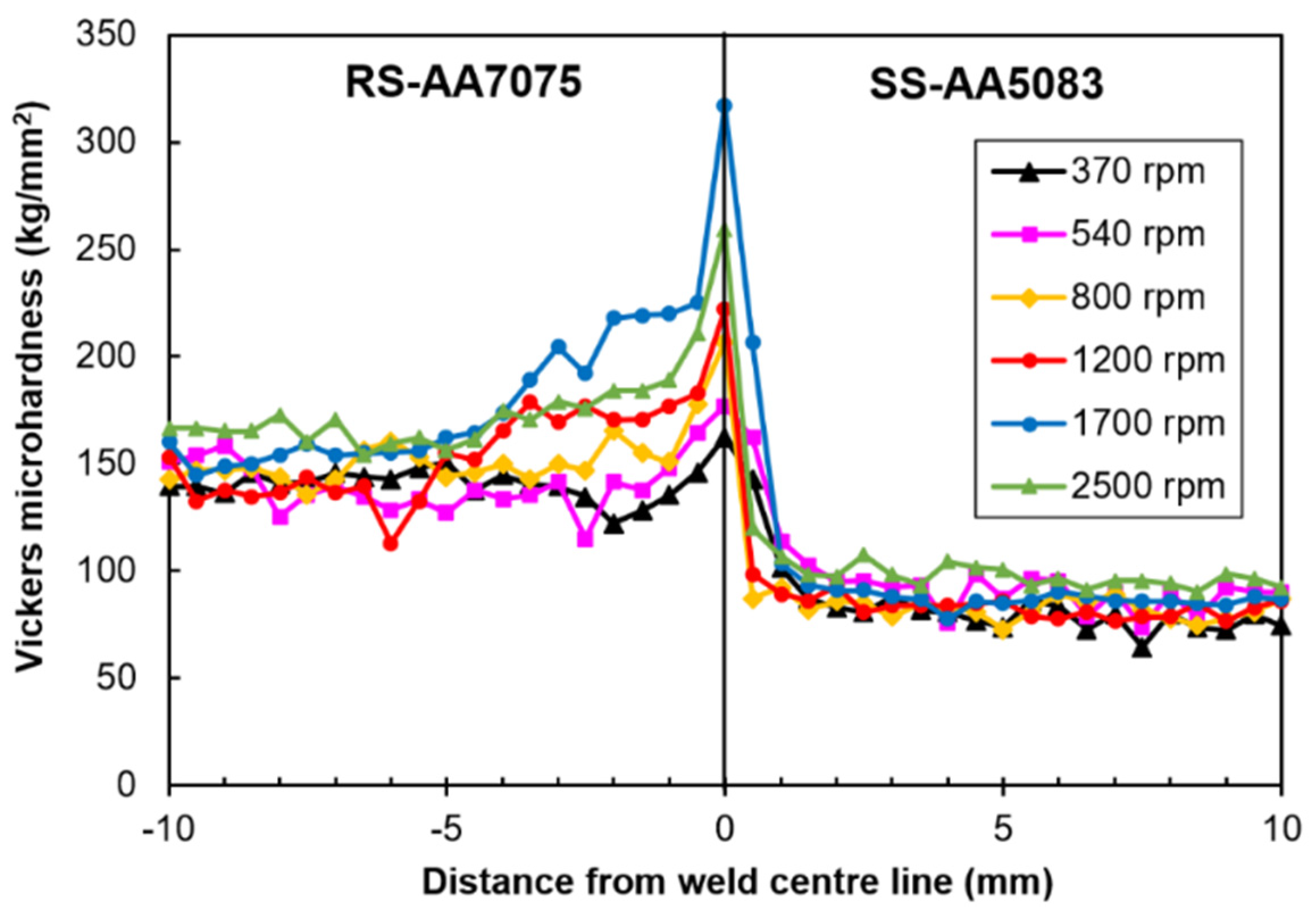
- The high hardness of TMAZ in AA7075 side is associated with axial force combined with re-precipitation during welding.
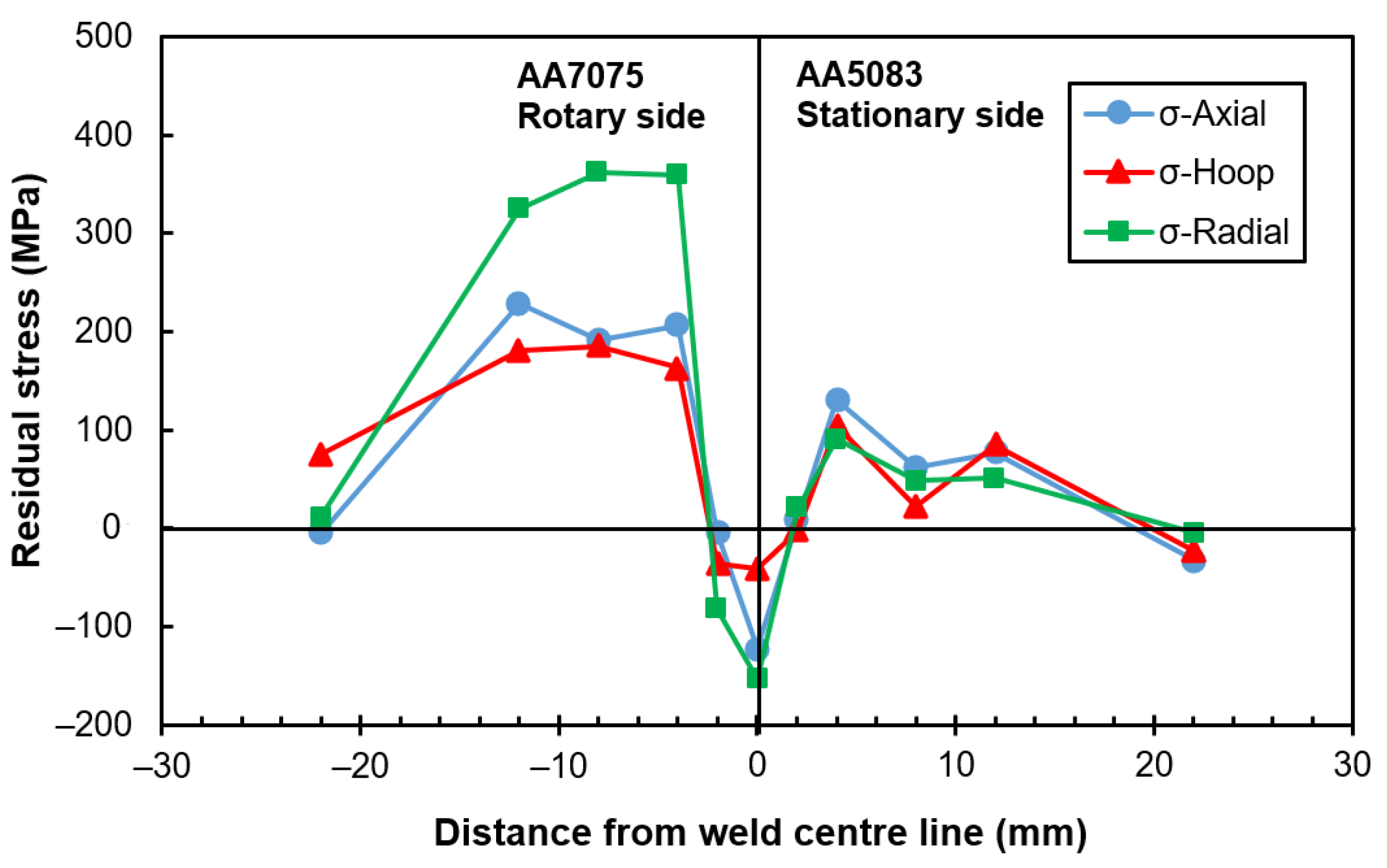
- The distributions of residual stresses in rotary friction dissimilar AA7075/AA5083 welded joint shows M-shaped profile in which compressive residual stresses are present at the DRZ and its adjacent area whereas outside the DRZ, the residual stresses are tensile to meet static equilibrium.
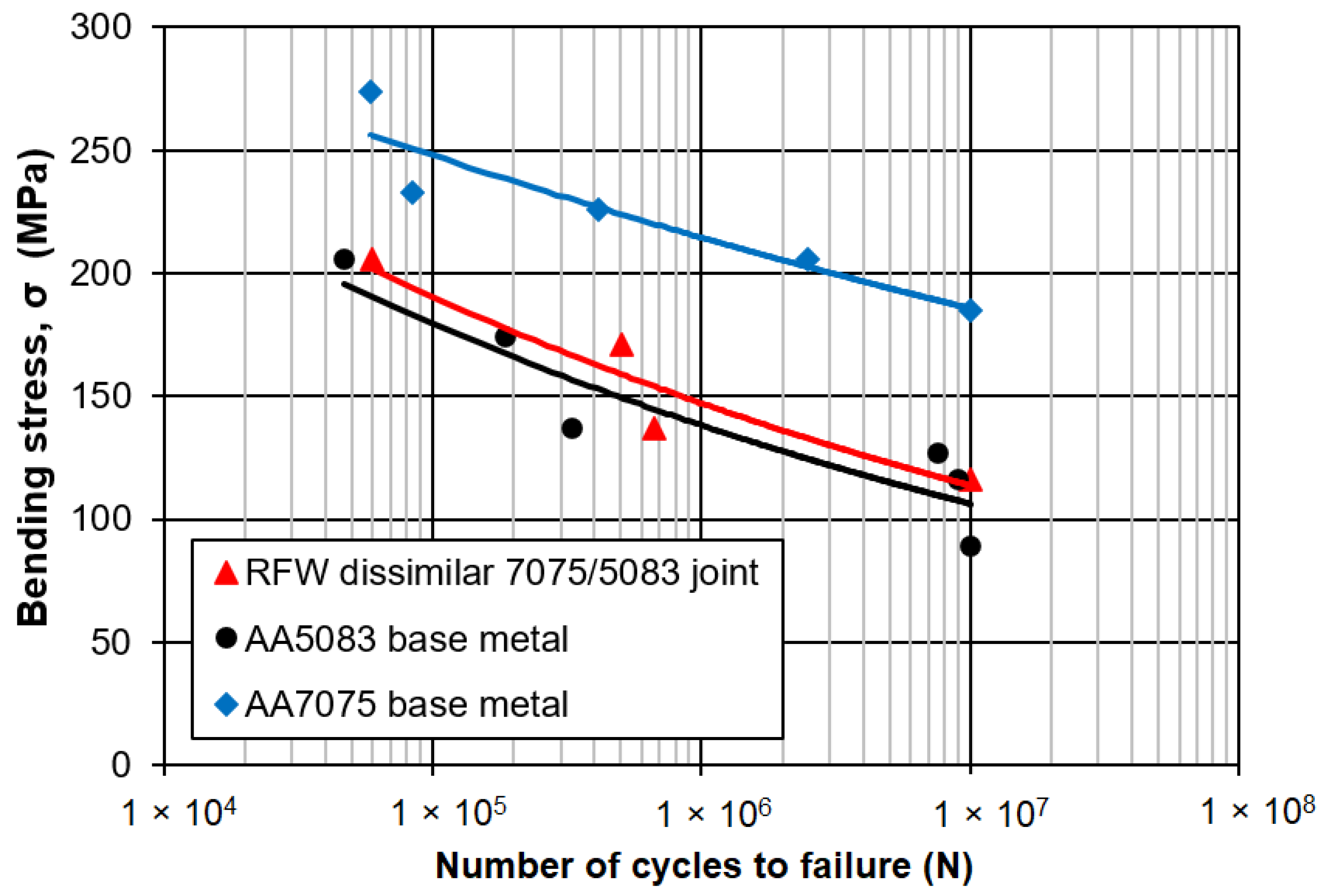
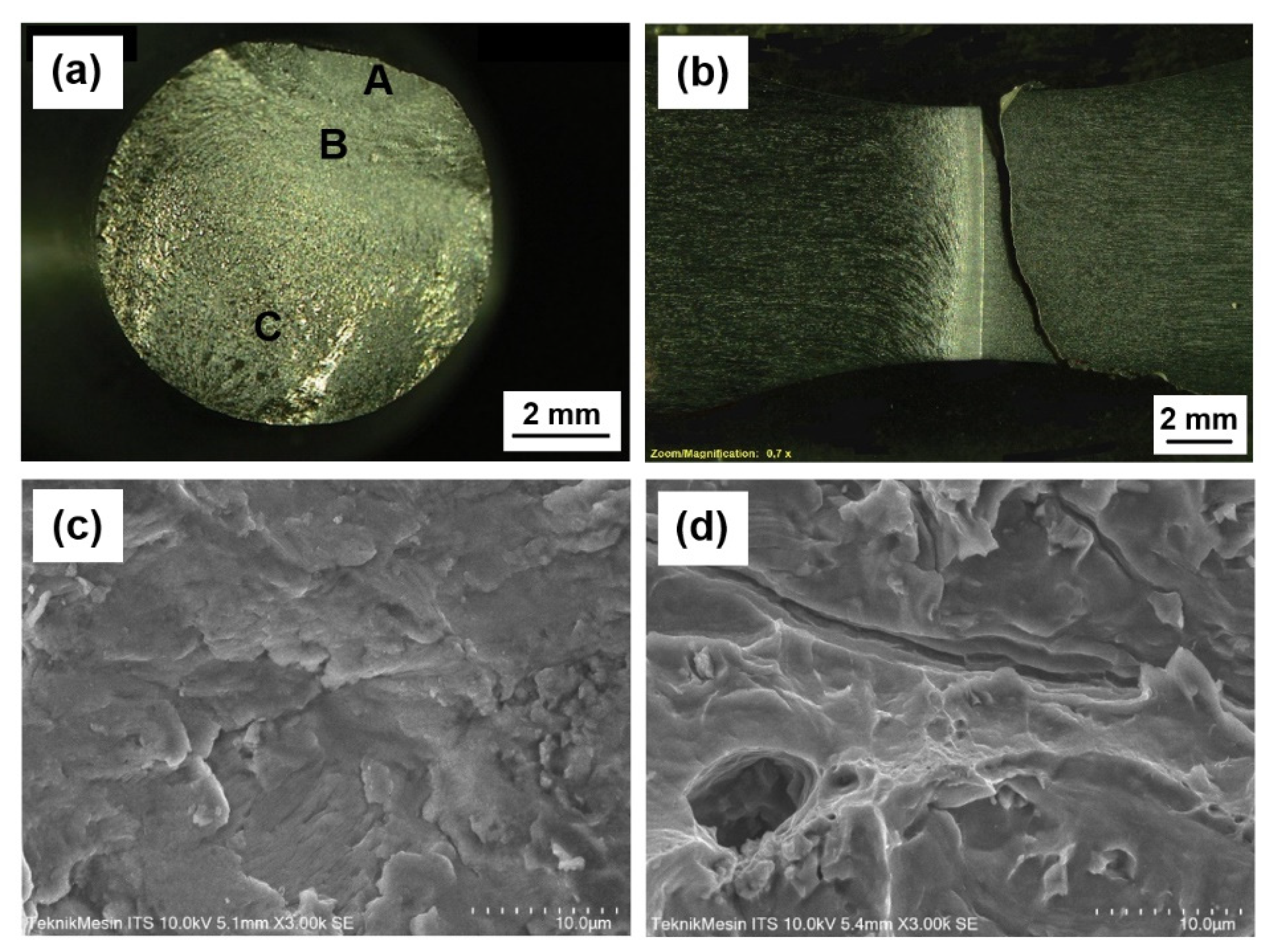
- The fatigue strength of rotary friction dissimilar AA7075/AA5083 weld joint falls within the fatigue strength of AA5083 and AA7075. The crack initiation is found at the interface which act as stress raiser and the fatigue crack propagates towards TMAZ of AA5083 side which provides easy paths for fatigue crack growth. Under such a condition, the growing crack seems to be controlled by microstructure and tensile residual stress present at the TMAZ in AA5083 side.
- It seems that apart from rotational speed, other welding parameters such as friction time and forging pressure needs to be paid attention for future work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Davoodi, A.; Esfahani, Z.; Sarvghad, M. Microstructure and Corrosion Characterization of the Interfacial Region in Dissimilar Friction Stir Welded AA5083 to AA7023. Eval. Program Plann. 2016, 107, 133–144. [Google Scholar] [CrossRef]
- Ilman, M.N. Heliyon Microstructure and Mechanical Properties of Friction Stir Spot Welded AA5052-H112 Aluminum Alloy. Heliyon 2021, 7, e06009. [Google Scholar] [CrossRef]
- Mandal, N.R. Ship Construction and Welding, 1st ed.; Xiros, N.I., Ed.; Springer Nature: New Orleans, LA, USA, 2017; Volume 2. [Google Scholar]
- Huang, L.; Hua, X.; Wu, D.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Microstructural Characterization of 5083 Aluminum Alloy Thick Plates Welded with GMAW and Twin Wire GMAW Processes. Int. J. Adv. Manuf. Technol. 2017, 93, 1809–1817. [Google Scholar] [CrossRef]
- Safabali, B.; Shamanian, M.; Eslami, A. Effect of Post-Weld Heat Treatment on Joint Properties of Dissimilar Friction Stir Welded 2024-T4 and 7075-T6 Aluminum Alloys. Trans. Nonferrous Met. Soc. China 2018, 28, 1287–1297. [Google Scholar] [CrossRef]
- Ma, M.; Lai, R.; Qin, J.; Wang, B.; Liu, H.; Yi, D. Effect of Weld Reinforcement on Tensile and Fatigue Properties of 5083 Aluminum Metal Inert Gas (MIG) Welded Joint: Experiments and Numerical Simulations. Int. J. Fatigue 2021, 144, 106046. [Google Scholar] [CrossRef]
- Fuller, C.B.; Mahoney, M.W.; Calabrese, M.; Micona, L. Evolution of Microstructure and Mechanical Properties in Naturally Aged 7050 and 7075 Al Friction Stir Welds. Mater. Sci. Eng. 2010, 527, 2233–2240. [Google Scholar] [CrossRef]
- Kimura, M.; Sakaguchi, H.; Kusaka, M.; Kaizu, K.; Takahashi, T. Characteristics of Friction Welding Between Solid Bar of 6061 Al Alloy and Pipe of Al-Si12CuNi Al Cast Alloy. J. Mater. Eng. Perform. 2015, 24, 4551–4560. [Google Scholar] [CrossRef]
- Cai, W.; Daehn, G.; Vivek, A.; Li, J.; Khan, H.; Mishra, R.S.; Komarasamy, M. A State of the Art Review on Solid-State Metal Joining. J. Manuf. Sci. Eng. 2018, 141, 031012. [Google Scholar] [CrossRef]
- Maalekian, M.; Kozeschnik, E.; Brantner, H.P.; Cerjak, C. Comparative Analysis of Heat Generation in Friction Welding of Steel Bars. Acta Mater. 2008, 56, 2843–2855. [Google Scholar] [CrossRef]
- Bouarroudj, E.; Chikh, S.; Abdi, S.; Miroud, D. Thermal analysis during a rotational friction welding. Appl. Therm. Eng. 2017, 110, 1543–1553. [Google Scholar] [CrossRef]
- Łukaszewicz, A. Nonlinear Numerical Model of Friction Heating during Rotary Friction Welding. J. Frict. Wear. 2018, 39, 476–482. [Google Scholar] [CrossRef]
- Etesami, S.A.; Enayati, M.H.; Karimzadeh, F.; Rasta, V. Investigating the Properties of Friction Welded 2014 Aluminum Joints Prepared with Different Rotational Speeds. Trans. Indian Inst. Met. 2015, 68, 479–489. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Jin, F.; Xiong, J.; Zhang, F. Effect of Rotation Speed on Friction Behavior of Rotary Friction Welding of AA6061-T6 Aluminum Alloy. Weld. World 2018, 62, 923–930. [Google Scholar] [CrossRef]
- Uday, M.B.; Ahmad Fauzi, M.N.; Zuhailawati, H.; Ismail, A.B. Advances in Friction Welding Process: A Review. Sci. Technol. Weld. Join. 2010, 15, 534–558. [Google Scholar] [CrossRef]
- Guo, J.F.; Chen, H.C.; Sun, C.N.; Bi, G.; Sun, Z.; Wei, J. Friction Stir Welding of Dissimilar Materials between AA6061 and AA7075 Al Alloys Effects of Process Parameters. Mater. Des. 2014, 56, 185–192. [Google Scholar] [CrossRef]
- Özdemir, N. Investigation of the Mechanical Properties of Friction-Welded Joints between AISI 304L and AISI 4340 Steel as a Function Rotational Speed. Mater. Lett. 2005, 59, 2504–2509. [Google Scholar] [CrossRef]
- Chander, G.S.; Reddy, G.M.; Rao, A.V. Influence of Rotational Speed on Microstructure and Mechanical Properties of Dissimilar Metal AISI 304-AISI 4140 Continuous Drive Friction Welds. J. Iron Steel Res. Int. 2012, 19, 64–73. [Google Scholar] [CrossRef]
- Sahin, M. Joining of Stainless-Steel and Aluminium Materials by Friction Welding. Int. J. Adv. Manuf. Technol. 2009, 41, 487–497. [Google Scholar] [CrossRef]
- Sammaiah, P.; Suresh, A.; Tagore, G.R.N. Mechanical Properties of Friction Welded 6063 Aluminum Alloy and Austenitic Stainless Steel. J. Mater. Sci. 2010, 45, 5512–5521. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Velu, P.S. Effect of Rotational Speed on Ti-6Al-4V-AA 6061 Friction Welded Joints. J. Manuf. Process. 2018, 32, 288–297. [Google Scholar] [CrossRef]
- Velu, P.S.; Hynes, N.R.J.; Vignesh, N.J. Joining of AA 6061/Ti–6Al–4V with Zinc Interlayer Using Friction Welding Process. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 537. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Liao, Z.; Jin, F.; Zhang, F.; Xiong, J. Microstructure Evolution and Mechanical Properties of Rotary Friction Welded TC4/SUS321 Joints at Various Rotation Speeds. Mater. Des. 2016, 99, 26–36. [Google Scholar] [CrossRef]
- Ochi, H.; Sawai, T.; Yamamoto, Y.; Kurita, M.; Ogawa, K. Evaluation of Tensile Strength and Fatigue Strength of 6061 Aluminum Alloy Friction Welded Joint. Mater. Sci. Res. Int. 2002, 8, 156–161. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, Y.; Ochi, H.; Sawai, T.; Yamaguchi, H.; Ogawa, K. Fatigue Strength of Friction-Welded 6061 Aluminum Alloy Joints. Mater. Trans. 2007, 48, 2909–2913. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Li, J.; Dong, D.; Liao, J. Effect of Welding Parameters on Microstructure and High Temperature Tensile Properties of FGH96 Superalloy Inertial Friction Welded Joints. J. Aeronaut. Mater. 2019, 39, 33–41. [Google Scholar] [CrossRef]
- Hasçalik, A.; Ünal, E.; Özdemir, N. Fatigue Behaviour of AISI 304 Steel to AISI 4340 Steel Welded by Friction Welding. J. Mater. Sci. 2006, 41, 3233–3239. [Google Scholar] [CrossRef]
- Lu, D.; You, G.; Luo, J.; Ding, Y.; Zeng, S.; Tong, X. Effects of Rotational Speed on Microstructure and Mechanical Properties of Inertia Friction-Welded 7005–5083 Aluminum Alloy Joints. J. Mater. Sci. 2020, 55, 12338–12352. [Google Scholar] [CrossRef]
- ASTM E8; Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2010. [CrossRef]
- Clapham, L.; Krause, T.W.; Olsen, H.; Ma, B.; Atherton, D.L.; Clark, P.; Holden, T.M. Characterization of Texture and Residual Stress in a Section of 610 Mm Pipeline Steel. NDT E Int. 1995, 28, 73–82. [Google Scholar] [CrossRef]
- Pan, R.; Pirling, T.; Zheng, J.; Lin, J.; Davies, C.M. Quantification of Thermal Residual Stresses Relaxation in AA7xxx Aluminium Alloy through Cold Rolling. J. Mater. Process. Technol. 2019, 264, 454–468. [Google Scholar] [CrossRef]
- Radaj, D. Heat Effects of Welding, 1st ed.; Springer: Berlin, Germany, 1992. [Google Scholar] [CrossRef]
- Lancaster, J.F. Metallurgy of Welding, 6th ed.; Woodhead Publishing: Cambridge, UK, 1999. [Google Scholar]
- Karkhin, V.A. Thermal Processes in Welding, 2nd ed.; Springer Nature: St. Petersburg, Russia, 2019. [Google Scholar]
- Li, P.; Wang, S.; Xia, Y.; Hao, X.; Lei, Z.; Dong, H. Inhomogeneous Microstructure and Mechanical Properties of Rotary Friction Welded AA2024 Joints. J. Mater. Res. Technol. 2020, 9, 5749–5760. [Google Scholar] [CrossRef]
- Ashfaq, M.; Rao, K.J. Comparing Bond Formation Mechanism between Similar and Dissimilar Aluminium Alloy Friction Welds. Mater. Sci. Technol. 2014, 30, 329–338. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, G.; Cao, Y.; Zhu, Y.; Huang, X.; Zhou, Y.; Li, Q.; Zeng, Q.; Liu, Q. Microstructure Evolution of Thermo-Mechanically Affected Zone in Dissimilar AA2024/7075 Joint Produced by Friction Stir Welding. Vacuum 2020, 179, 109515. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Wang, F.; Jiang, Y.; Ma, X.; Wan, L.; Huang, Y. Insight on Corrosion Behavior of Friction Stir Welded AA2219/AA2195 Joints in Astronautical Engineering. Corros. Sci. 2021, 192, 109800. [Google Scholar] [CrossRef]
- James, M.N.; Hughes, D.J.; Chen, Z.; Lombard, H.; Hattingh, D.G.; Asquith, D.; Yates, J.R.; Webster, P.J. Residual Stresses and Fatigue Performance. Eng. Fail. Anal. 2007, 14, 384–395. [Google Scholar] [CrossRef] [Green Version]
- Schijve, J. Fatigue of Structure and Materials, 2nd ed.; Springer Science: Delf, The Neitherlands, 2008. [Google Scholar]
- Polmear, I.J. Light Alloys, 3rd ed.; Arnold: London, UK, 1995. [Google Scholar]
- Ilman, M.N.; Sehono; Muslih, M.R.; Wibowo, H.R.; Wibowo, H. The Application of Transient Thermal Tensioning for Improving Fatigue Crack Growth Resistance of AA5083-H116 FSW Joints by Varying Secondary Heating Temperature. Int. J. Fatigue 2020, 133, 105464. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mg | Zn | Mn | Fe | Cr | Si | Cu | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA5083 | 4.45 | 0.03 | 0.45 | 0.19 | 0.07 | 0.08 | 0.02 | 0.01 | Bal. |
| AA7075 | 2.25 | 5.21 | 0.12 | 0.25 | 0.21 | 0.32 | 1.31 | 0.09 | Bal. |
| Mechanical Properties | AA5083 | AA7075 |
|---|---|---|
| Tensile strength (MPa) | 294.9 ± 05.4 (282 min) | 592.6 ± 7.4 (556 min) |
| Yield strength (MPa) | 176.6 ± 14.9 (171 min) | 414.8 ± 5.3 (495 min) |
| Ductility (% elongation) | 25.7 ± 0.89 (27.5) | 9.6 ± 0.3 (10) |
| Vickers microhardness (Hv) | 86.4 ± 3.77 (96) | 185.6 ± 8.4 (175) |
| Parameters | Levels |
|---|---|
| Rotating speed (rpm) | 370, 540, 800, 1200, 1700, 2500 |
| Friction pressure (MPa) | 17 |
| Friction time (s) | 10 |
| Forging pressure (MPa) | 85 |
| Forging time (s) | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sasmito, A.; Ilman, M.N.; Iswanto, P.T.; Muslih, R. Effect of Rotational Speed on Static and Fatigue Properties of Rotary Friction Welded Dissimilar AA7075/AA5083 Aluminium Alloy Joints. Metals 2022, 12, 99. https://doi.org/10.3390/met12010099
Sasmito A, Ilman MN, Iswanto PT, Muslih R. Effect of Rotational Speed on Static and Fatigue Properties of Rotary Friction Welded Dissimilar AA7075/AA5083 Aluminium Alloy Joints. Metals. 2022; 12(1):99. https://doi.org/10.3390/met12010099
Chicago/Turabian StyleSasmito, Agus, Mochammad Noer Ilman, Priyo Tri Iswanto, and Rifai Muslih. 2022. "Effect of Rotational Speed on Static and Fatigue Properties of Rotary Friction Welded Dissimilar AA7075/AA5083 Aluminium Alloy Joints" Metals 12, no. 1: 99. https://doi.org/10.3390/met12010099