
Effect of the Initial Texture, Recrystallization and Re-Dissolution Process on the Evolution of Texture during Solution Treatment of the 7A65 Hot Rolled Plate

Abstract
:1. Introduction
2. Materials and Methods
3. Results
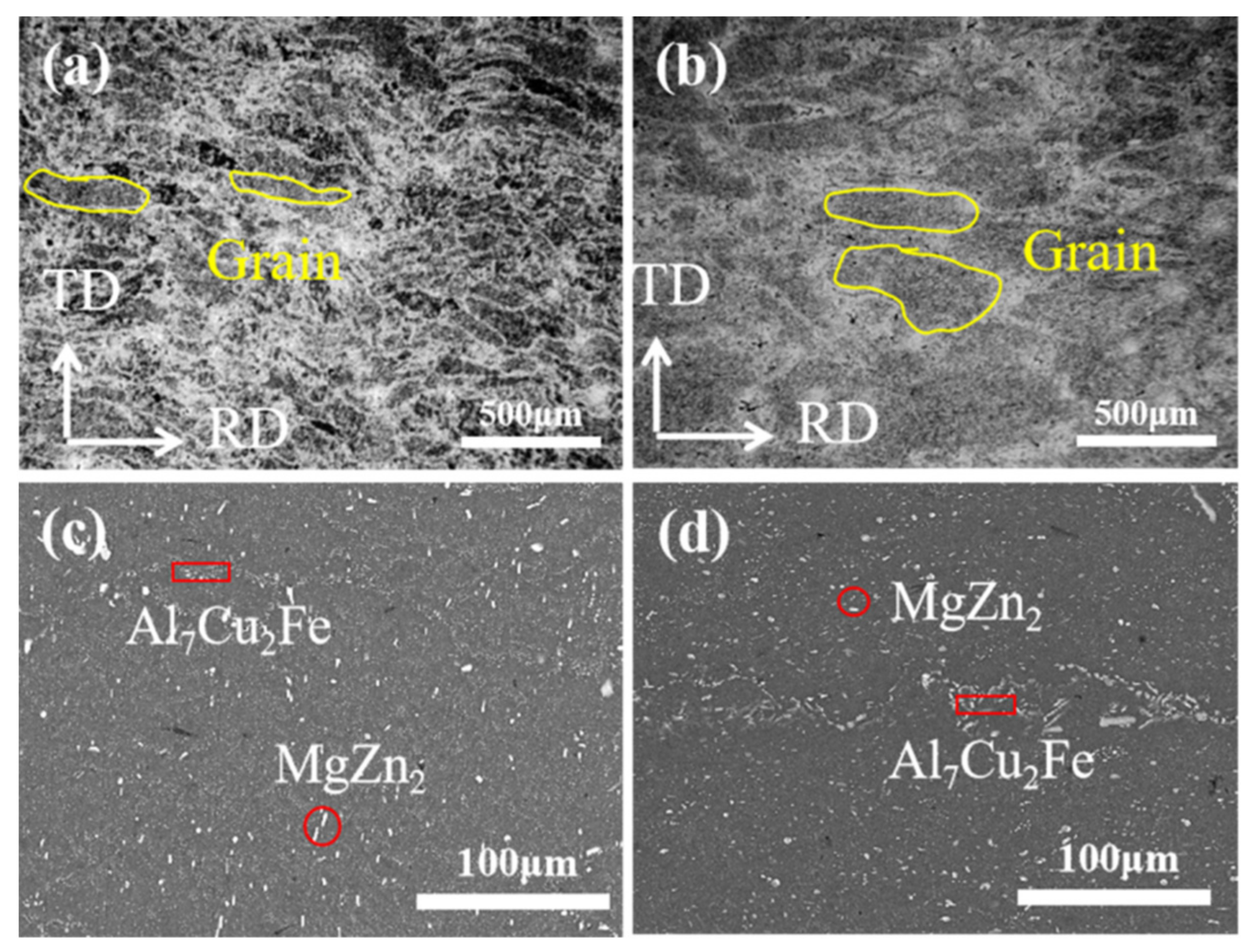
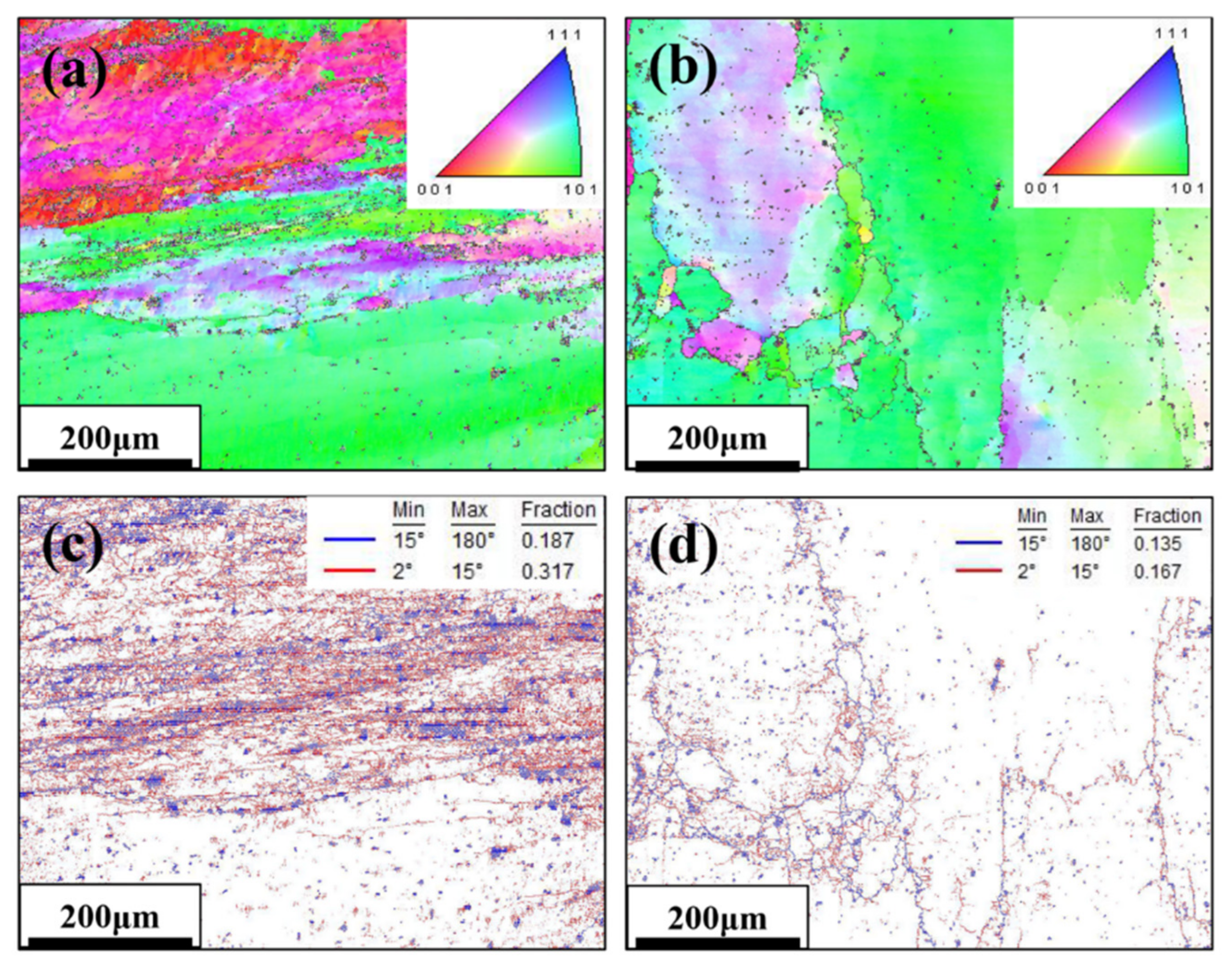
3.1. Microstructure of Hot Rolled Plates
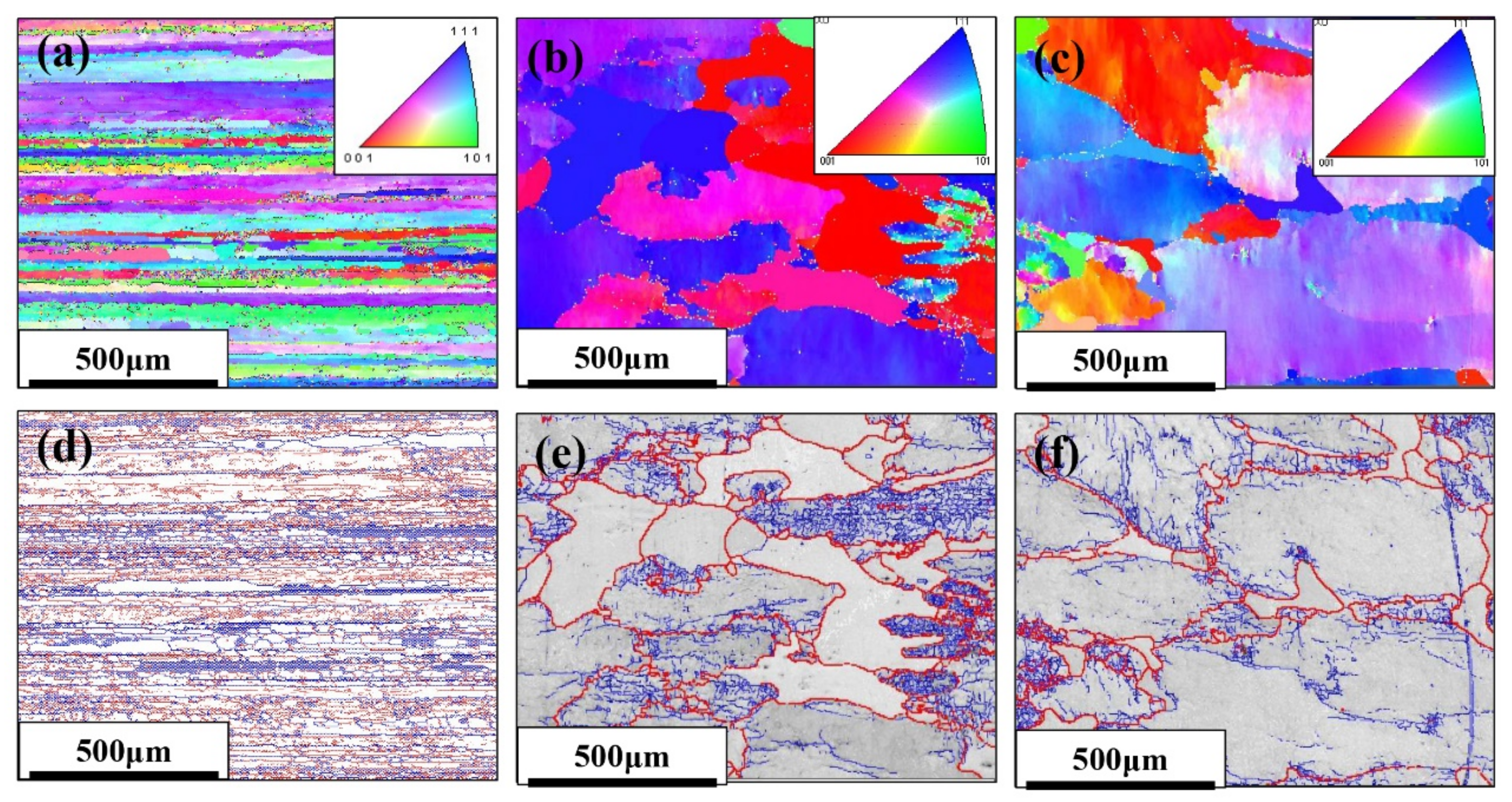
3.2. Microstructure of Hot Rolled Plates after Different Solution Time
3.3. Properties of Hot Rolled Plates after Different Solution Times
4. Discussion
4.1. Analysis of the Potential Slip Systems in Theory during Tension
4.2. Influence of Different Solution Times on the Texture Evolution and Mechanical Properties
4.3. Influence of Re-Dissolution and Recrystallization
5. Conclusions
- (1)
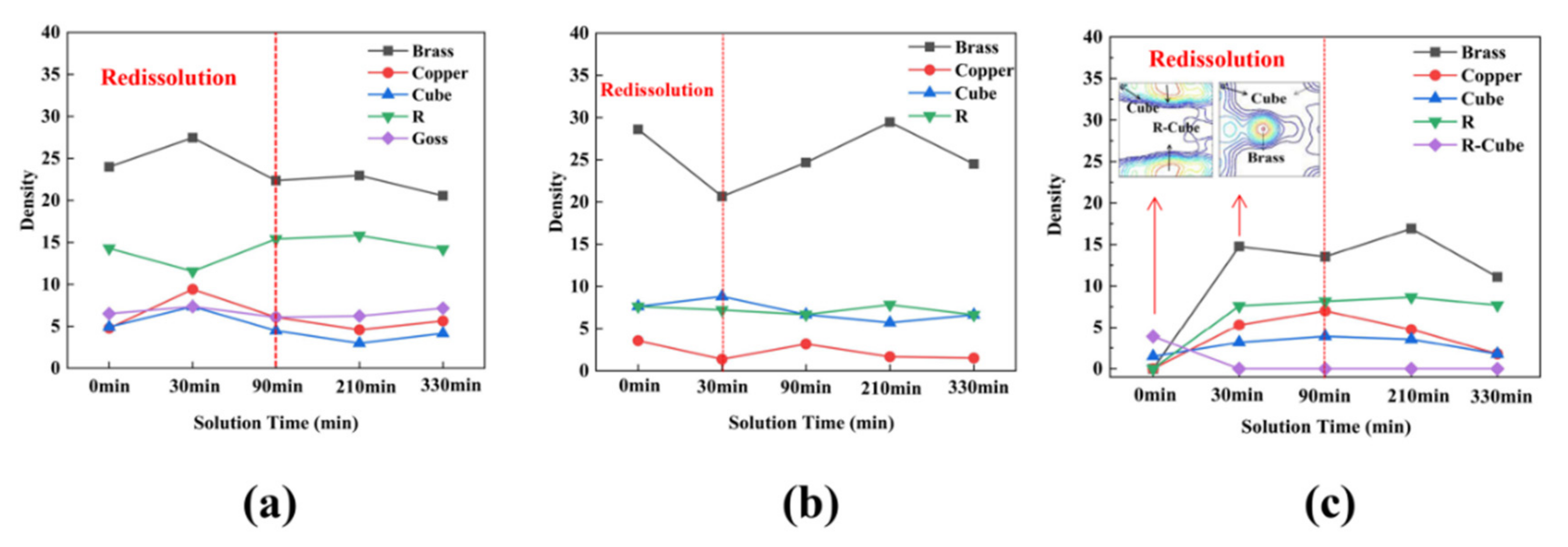
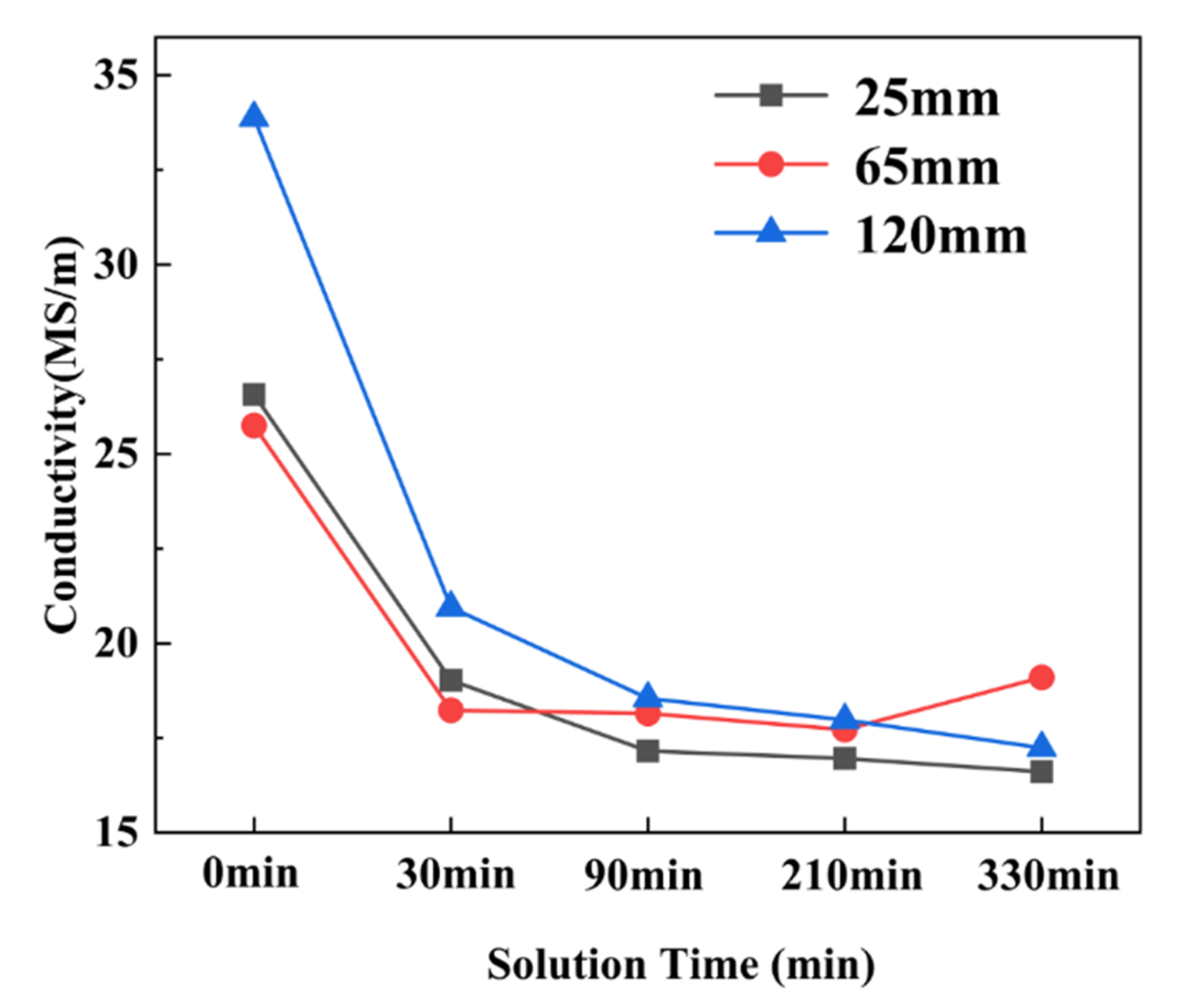
- Different plates exhibit different processes of re-dissolution. For the 25 mm and 120 mm plates, the re-dissolution is almost completed in 90 min at 477 °C. However, the re-dissolution time of the 65 mm plates is shorter (30 min) compared with the other plates at the same temperature.
- (2)
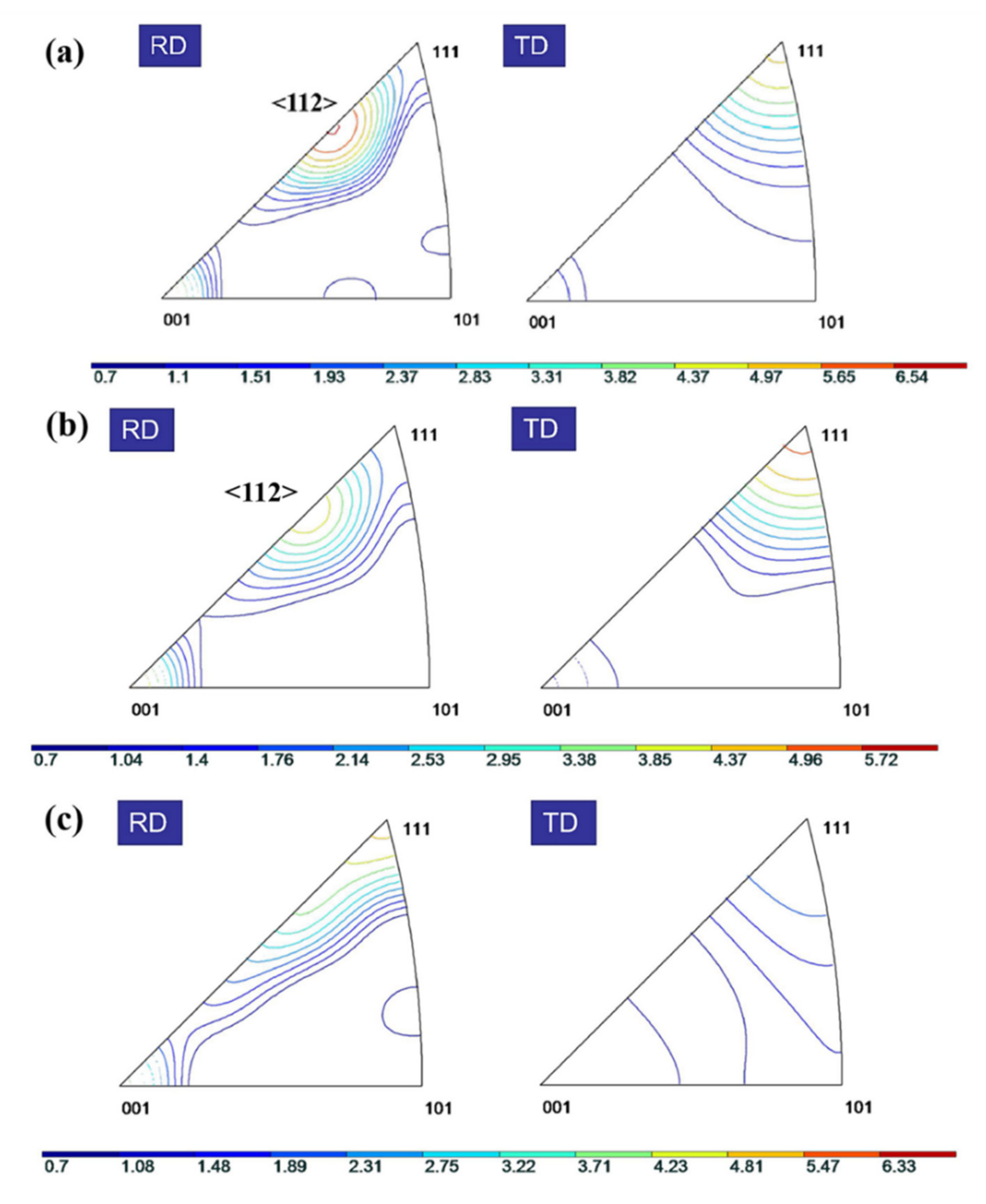
- The 25 mm and 65 mm plates exhibit significant fiber textures along the RD and TD, while the fiber texture is not obvious for the 120 mm plate along the TD. The value of along the RD is significantly larger than that along the TD, which leads to a lower yield strength along the RD.
- (3)
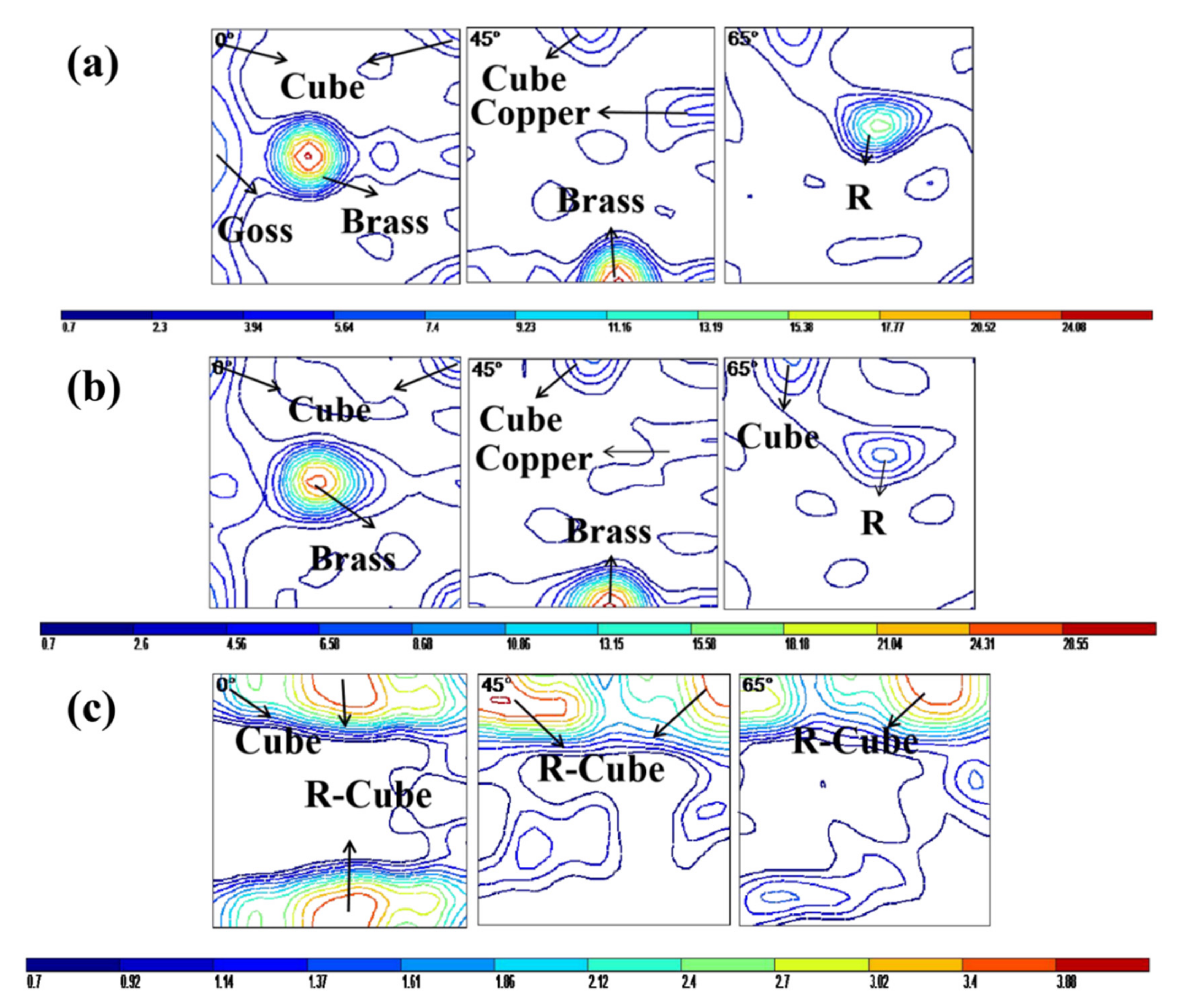
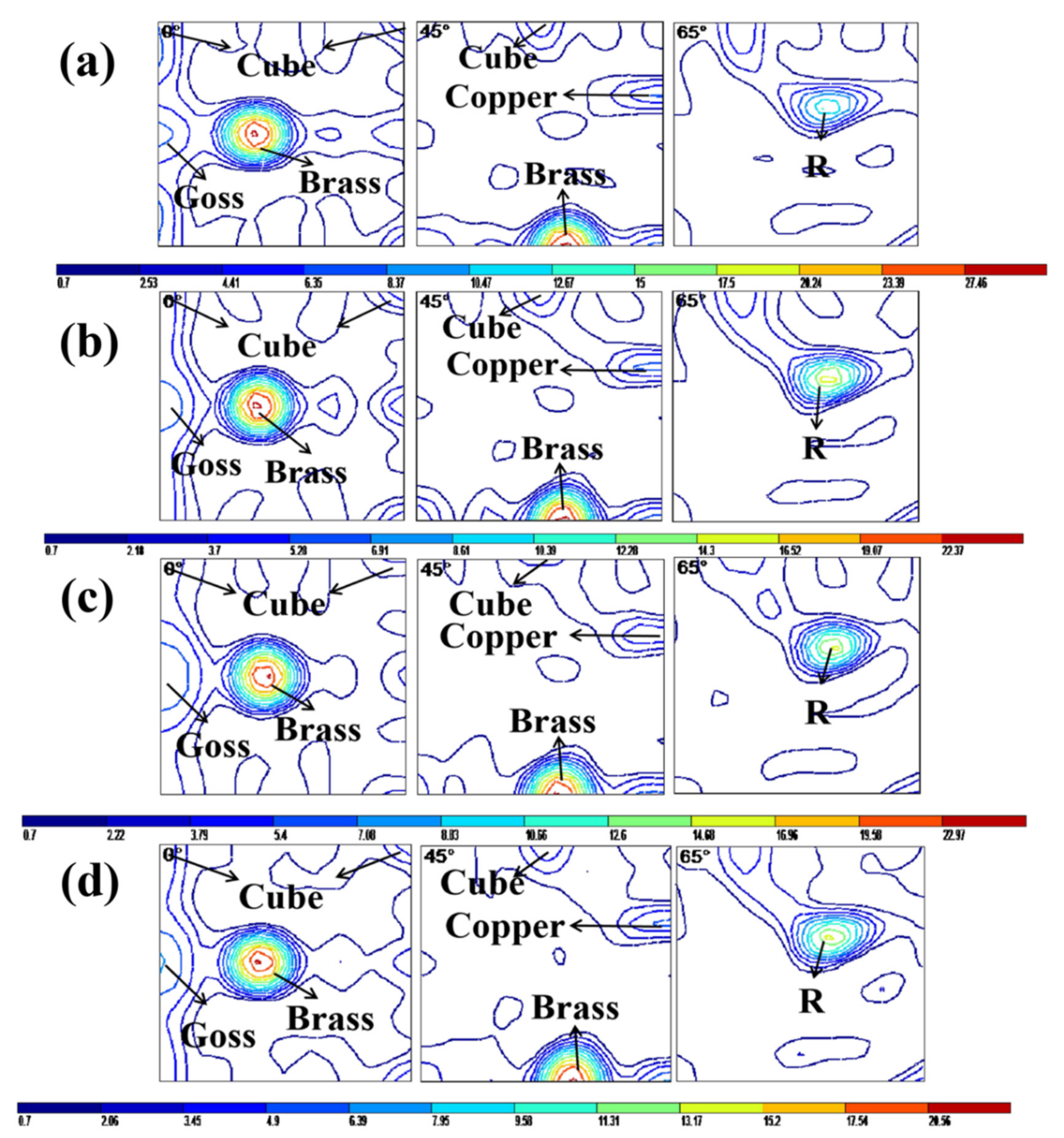
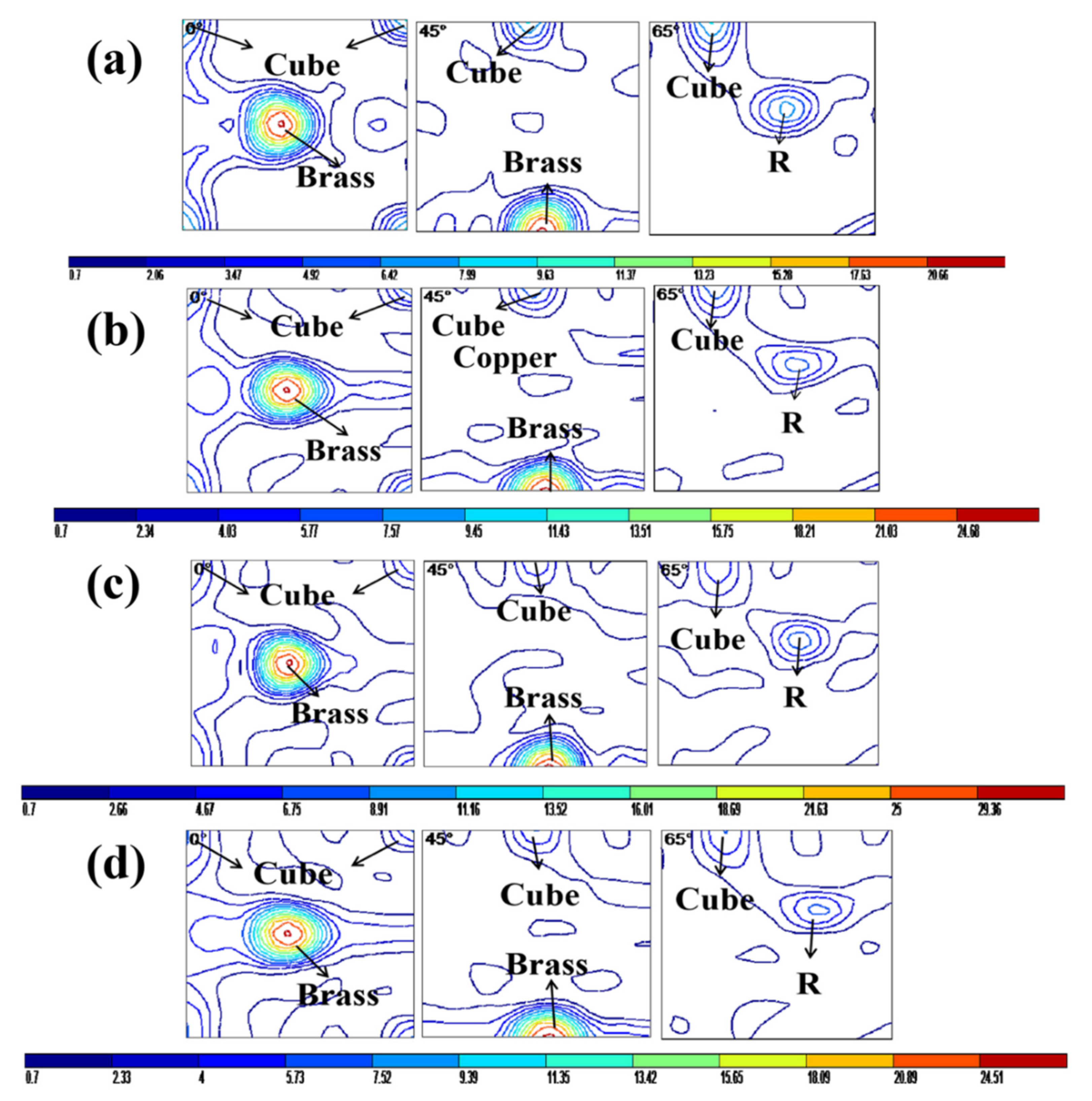
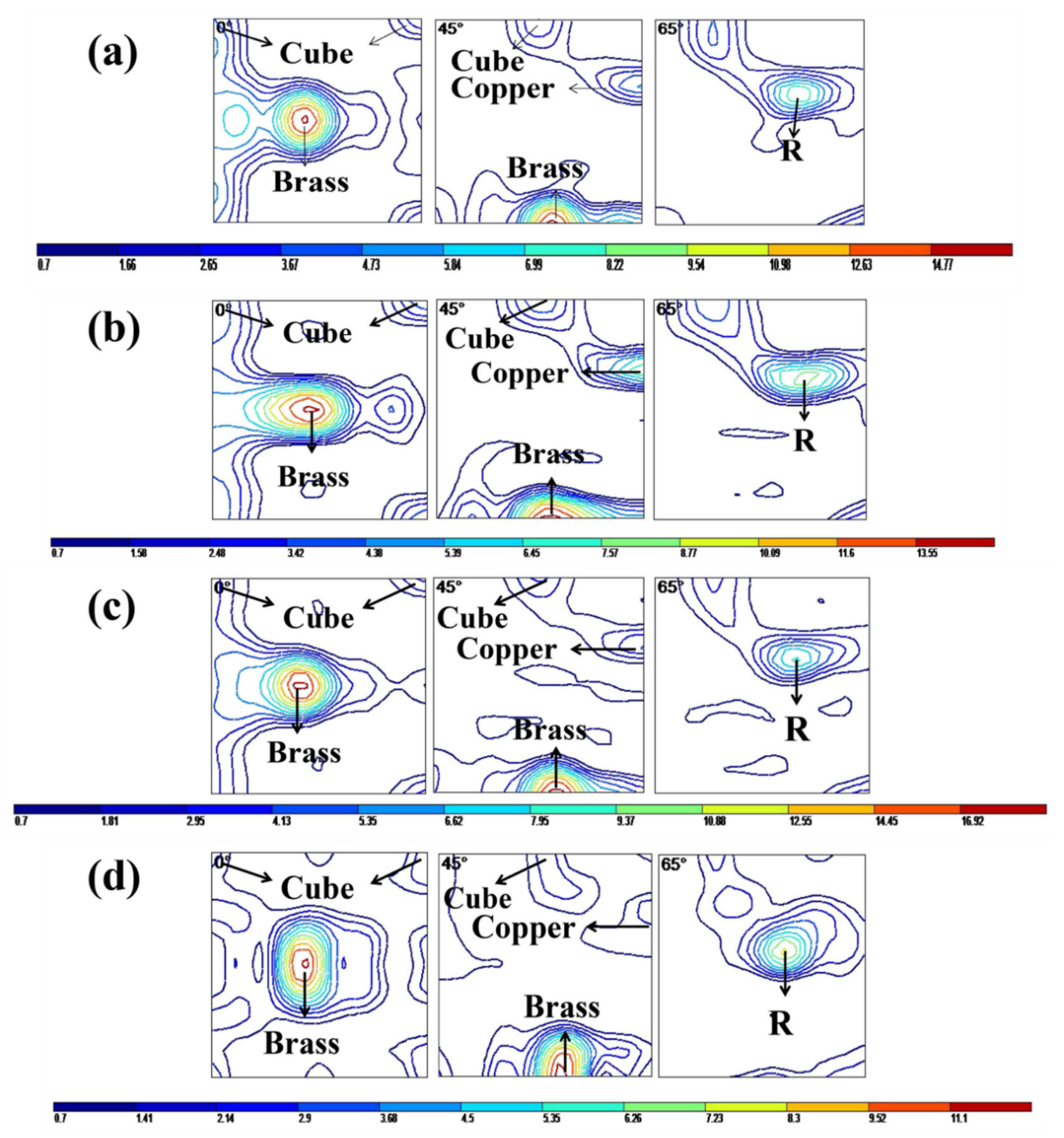
- With the increase of deformation and static recrystallization degrees, texture types change from Cube, R-Cube to Brass, R, Cube and Copper during the re-dissolution process. After the dissolution of the second phase, the orientation density of Brass texture first increases and then decreases in the three plates. With the maximum of the Brass orientation density, the elongation after fracture decreases sharply to ~1.4%.
- (4)
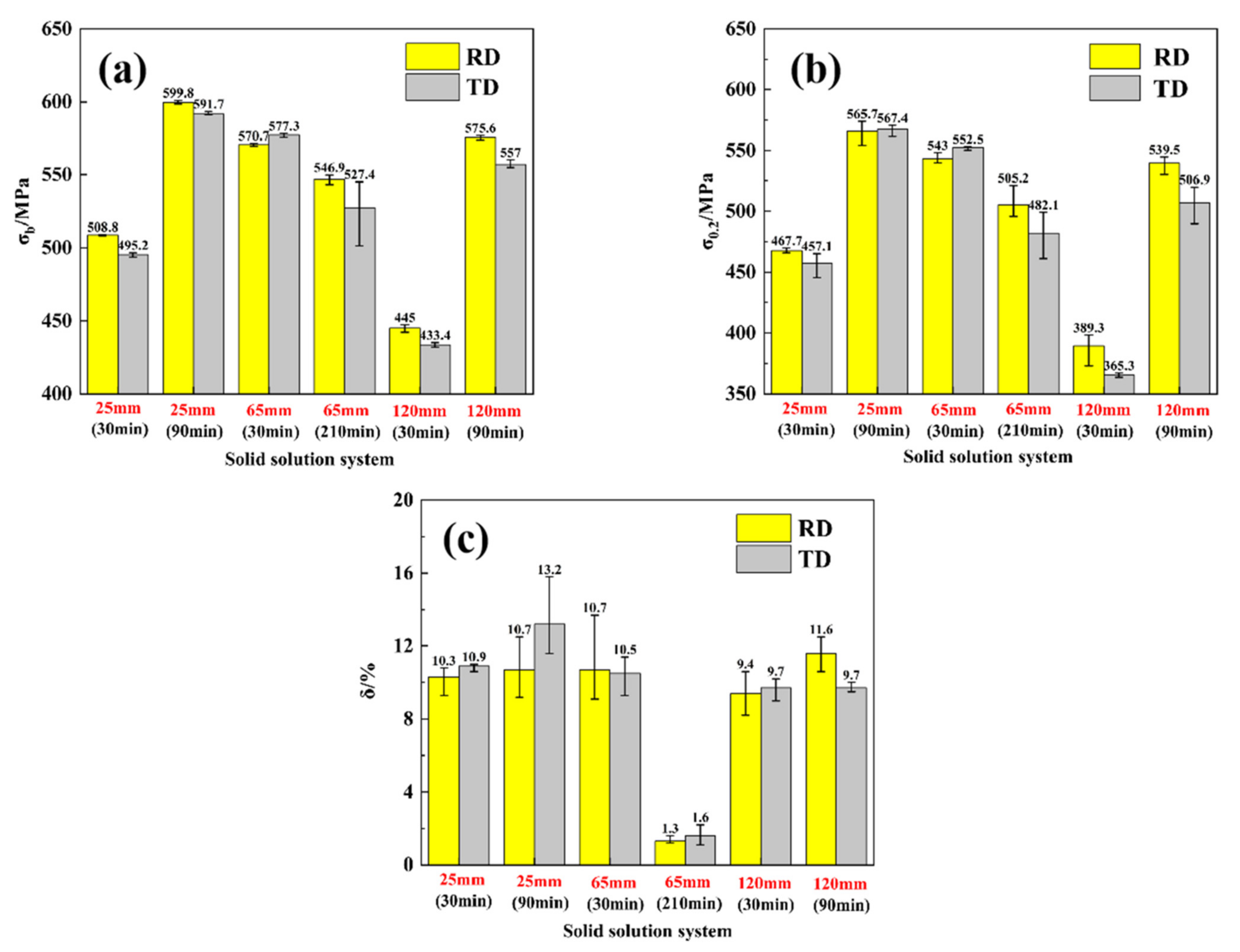
- In terms of the contribution of the yield strength, grain boundary strengthening including LAGBs plays more significant roles than the effect of solid atoms and dislocation densities. The 25 mm plate exhibits the best mechanical properties, with a yield strength of 565.7 MPa along the rolling direction.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| B | Burgers vector |
| BC | boundary contrast |
| DCAP | dissimilar channel angular pressing |
| EDS | energy dispersive spectroscopy |
| G | shear modulus |
| HAGBs | high angle grain boundaries |
| IPF | inverse pole figure |
| LAGBs | low-angle grain boundaries |
| M | Taylor factor |
| ND | normal direction |
| ODF | orientation distribution function |
| OM | optical microscopy |
| RD | rolling direction |
| SEM | scanning electron microscope |
| TD | transverse direction |
| XRD | X-ray diffraction |
| µ | Schmid factor |
| average value of µ | |
| σ0 | yield strength of pure Al matrix |
| σss | strength affected by the solid solution |
| σgs | strengthening effect of grain boundaries |
| σd | strength affected by the dislocation density |
| τ | strength contribution caused by the solute atoms |
| ρ | dislocation density |
| Frex | recrystallization fraction |
| δ | subcrystalline size |
| Δσgb | effect of LAGBs |
References
- Czerwinski, F. Thermal Stability of Aluminum Alloys. Materials 2020, 13, 3441. [Google Scholar] [CrossRef] [PubMed]
- Peng, H.; Chen, C.; Ren, X.; Wu, J. Development of clinching process for various materials. Int. J. Adv. Manuf. Technol. 2021, 1–19. [Google Scholar] [CrossRef]
- Fan, X.; Li, Y.; Xu, C.; Wang, B.; Peng, R.; Chen, J. Improved mechanical anisotropy and texture optimization of a 3xx alu-minum alloy by differential temperature rolling. Mater. Sci. Eng. A 2021, 799, 140278. [Google Scholar] [CrossRef]
- Li, Y.; Xu, G.; Liu, S.; Wang, B.; Peng, X. Study on anisotropy of Al-Zn-Mg-Sc-Zr alloy sheet. Mater. Charact. 2021, 172, 110904. [Google Scholar] [CrossRef]
- She, X.-W.; Jiang, X.-Q.; Wang, P.-Q.; Tang, B.-B.; Chen, K.; Liu, Y.-J.; Cao, W.-N. Relationship between microstructure and mechanical properties of 5083 aluminum alloy thick plate. Trans. Nonferrous Met. Soc. China 2020, 30, 1780–1789. [Google Scholar] [CrossRef]
- Zang, Q.; Feng, D.; Lee, Y.-S.; Chen, H.; Kim, M.-S.; Kim, H.-W. Microstructure and mechanical properties of Al-7.9Zn-2.7Mg-2.0Cu (wt%) alloy strip fabricated by twin roll casting and hot rolling. J. Alloy. Compd. 2020, 847, 156481. [Google Scholar] [CrossRef]
- Jia, L.; Ren, X.; Hou, H.; Zhang, Y. Microstructural evolution and superplastic deformation mechanisms of as-rolled 2A97 alloy at low-temperature. Mater. Sci. Eng. A 2019, 759, 19–29. [Google Scholar] [CrossRef]
- Li, S.; Zhao, Q.; Liu, Z.; Li, F. A Review of Texture Evolution Mechanisms During Deformation by Rolling in Aluminum Alloys. J. Mater. Eng. Perform. 2018, 27, 3350–3373. [Google Scholar] [CrossRef]
- Nam, S.K.; Lee, J.-H.; Kim, G.-H.; Lee, D.N.; Kim, I. Texture Analysis for Enhancement of R-value in Asymmetrically Rolled Al Alloy Sheet. J. Mater. Eng. Perform. 2019, 28, 5186–5194. [Google Scholar] [CrossRef]
- Shen, F.; Zhou, Z.; Li, W.; Sun, Z.; Tian, J.; Xie, C.; Guo, J.; Liao, Z.; Yi, D.; Zhang, J.; et al. Mi-cro-mechanism of texture evolution during isochronal annealing of as-annealed hot rolled Al-Cu-Mg sheet. Mater. Des. 2019, 165, 107575. [Google Scholar] [CrossRef]
- Venkatachalam, P.; Roy, S.; Ravisankar, B.; Paul, V.T.; Vijayalakshmi, M.; Suwas, S. Texture evolution in an Al–Cu alloy during equal channel angular pressing: The effect of starting microstructure. J. Mater. Sci. 2011, 46, 6518–6527. [Google Scholar] [CrossRef]
- Deng, Y.-L.; Wan, L.; Zhang, Y.; Zhang, X.-M. Evolution of microstructures and textures of 7050 Al alloy hot-rolled plate during staged solution heat-treatments. J. Alloy. Compd. 2010, 498, 88–94. [Google Scholar] [CrossRef]
- Xu, X.; Mao, Q.; Jiang, Z.; Vitus, T.; Zhang, T.; Jia, W.; Zhu, C.; Wang, H. Effect of multi-stage solution and aging process on mi-crostructure and properties of Al-11.2Zn-3.0Mg-1.3Cu-0.2Zr aluminum alloy extrusion. Mater. Lett. 2019, 254, 375–378. [Google Scholar] [CrossRef]
- Zhang, K.; He, Q.; Rao, J.H.; Wang, Y.; Zhang, R.; Yuan, X.; Feng, W.; Huang, A. Correlation of textures and hemming performance of an AA6XXX aluminium alloy. J. Alloy. Compd. 2021, 853, 157081. [Google Scholar] [CrossRef]
- Khan, M.A.; Wang, Y.; Cheng, H.; Yasin, G.; Malik, A.; Nazeer, F.; Ahmad, T.; Khan, W.Q.; Kamran, M.; Afifi, M.A. Microstructure evolution of an artificially aged Al-Zn-Mg-Cu alloy subjected to soft- and hard-steel core projectiles. J. Mater. Res. Technol. 2020, 9, 11980–11992. [Google Scholar] [CrossRef]
- Wang, X.; Guo, M.; Cao, L.; Luo, J.; Zhang, J.; Zhuang, L. Effect of heating rate on mechanical property, microstructure and texture evolution of Al–Mg–Si–Cu alloy during solution treatment. Mater. Sci. Eng. A 2015, 621, 8–17. [Google Scholar] [CrossRef]
- Zuiko, I.; Mironov, S.; Kaibyshev, R. Microstructural evolution and strengthening mechanisms operating during cryogenic rolling of solutionized Al-Cu-Mg alloy. Mater. Sci. Eng. A 2019, 745, 82–89. [Google Scholar] [CrossRef]
- Moghanaki, S.K.; Kazeminezhad, M.; Logé, R. Mechanical behavior and texture development of over-aged and solution treated Al-Cu-Mg alloy during multi-directional forging. Mater. Charact. 2018, 135, 221–227. [Google Scholar] [CrossRef]
- Tang, J.; Wang, J.; Teng, J.; Wang, G.; Fu, D.; Zhang, H.; Jiang, F. Effect of Zn content on the dynamic softening of Al–Zn–Mg–Cu alloys during hot compression deformation. Vacuum 2021, 184, 109941. [Google Scholar] [CrossRef]
- Suo, C.; Ma, P.; Jia, Y.; Liu, X.; Shi, X.; Yu, Z.; Prashanth, K. Annealing of Al-Zn-Mg-Cu Alloy at High Pressures: Evolution of Microstructure and the Corrosion Behavior. Materials 2021, 14, 2076. [Google Scholar] [CrossRef] [PubMed]
- Chae, W.; Kim, B.-K.; Lee, J.; Han, J.H. Effects of Initial Precipitate on Shear Deformation during Asymmetric Rolling of Al-Mg-Si Alloy: Texture and Formability. Korean J. Met. Mater. 2020, 58, 703–714. [Google Scholar] [CrossRef]
- Mei, L.; Chen, X.; Ren, P.; Nie, Y.; Huang, G.; Liu, Q. Effect of warm deformation on precipitation and mechanical properties of a cryorolled Al-Zn-Mg-Cu sheet. Mater. Sci. Eng. A 2020, 771, 138608. [Google Scholar] [CrossRef]
- Poole, W.; Wang, X.; Embury, J.; Lloyd, D. The effect of manganese on the microstructure and tensile response of an Al-Mg-Si alloy. Mater. Sci. Eng. A 2019, 755, 307–317. [Google Scholar] [CrossRef]
- Sadeghi, A.; Kyokuta, N.; Inoue, J.; Koseki, T. Effect of initial texture and microstructure of Mg on mechanical properties of Mg—Stainless steel laminated metal composites. Mater. Charact. 2017, 127, 171–178. [Google Scholar] [CrossRef]
- Han, J.-H.; Huh, M.; Suh, J.-Y.; Lee, J.-C. Controlling the textures of the Al alloy sheet via dissimilar channel angular pressing. Mater. Sci. Eng. A 2005, 394, 60–65. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural Evolution of Cold-Rolled AA7075 Sheet during Solution Treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef]
- Feng, S.; Sun, L.M.; Chen, Z.G.; Zheng, Z.Q.; Li, J.F. Microstructure and mechanical properties of 7056 aluminum alloy thick plates. Rare Met. Mater. Eng. 2018, 47, 3088–3095. (In Chinese) [Google Scholar]
- Li, P.; Ding, C.; Wang, B.; Wu, G.; Xue, K. Dissolution of secondary phase in novel Al-Zn-Mg-Cu alloy reduced by high pressure torsion. Chin. J. Nonferrous Met. 2019, 29, 11–17. (In Chinese) [Google Scholar]
- Shackelford, J.F. Introduction to Materials Science for Engineers, 3rd ed.; Mcmillan Pub Co: New York, NY, USA, 1992. [Google Scholar]
- Yang, G.; Chen, L.; Wang, J.; Wang, J.; Shi, Q. Influences of Texture of FCC Metals on Their Mechanical Properties. J. Kunming Univ. Sci. Technol. 2012, 37, 24–27. [Google Scholar]
- Zhang, P.; Li, Y.; Liu, Y.; Zhang, Y.; Liu, J. Analysis of the microhardness, mechanical properties and electrical conductivity of 7055 aluminum alloy. Vacuum 2020, 171, 109005. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, H.; Zhu, H.; Xiao, Z.; Nie, X.; Zeng, X. Microstructure, mechanical properties and strengthening mechanisms of AlCu5MnCdVA aluminum alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 759, 154–166. [Google Scholar] [CrossRef]
- Chen, Z.G.; Ren, J.K.; Yuan, Z.G.; Ringer, S.P. Enhanced strength-plasticity combination in an Al–Cu–Mg alloy—Atomic scale microstructure regulation and strengthening mechanisms. Mater. Sci. Eng. A 2020, 787, 139447. [Google Scholar] [CrossRef]
- Ma, K.K.; Hu, T.; Yang, H.; Topping, T.; Yousefiani, A.; Lavernia, E.J.; Schoenung, J.M. Coupling of dislocations and precipitates: Impact on the mechanical behavior of ultrafine grained Al–Zn–Mg alloys. Acta Mater. 2016, 103, 153–164. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plate Thickness | Cube | Brass | Copper | R | R-Cube | Goss |
|---|---|---|---|---|---|---|
| 25 mm | 3.94–5.94 | 24.00- | 3.94–5.64 | 13.19–15.38 | ---------- | 5.64–7.4 |
| 65 mm | 6.58–8.68 | 28.6- | 2.6–4.56 | 6.58–8.68 | ---------- | --------- |
| 120 mm | 1.37–1.61 | ------ | --------- | ----------- | 3.88- | --------- |
| Plate Thickness | RD | TD | ||
|---|---|---|---|---|
| 25 mm | [112] | 6.54 | [111] | 4.97–5.65 |
| [001] | 4.37–4.97 | [001] | 1.11–1.51 | |
| 65 mm | [112] | 3.85–4.37 | [111] | 4.96–5.72 |
| [001] | 3.85–4.37 | [001] | 1.4–1.76 | |
| 120 mm | [111] | 4.81–5.47 | ---------------- | |
| [001] | 4.23–4.81 | |||
| Orientation | Slip Systems | µ |
|---|---|---|
| [112] | (111)<01>,(111)<01> | 0.27 |
| [001] | (111)<01>,(11)<01>,(11)<01>,(11)<01> | 0.41 |
| (111)<01>,(11)<01>,(11)<01>,(11)<01> | ||
| [111] | ------------------ | 0 |
| Plate Thickness | ||
|---|---|---|
| 25 mm | 0.33 | 0.08 |
| 65 mm | 0.34 | 0.09 |
| 120 mm | 0.19 | -------- |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Jia, L.; Wang, W.; Ye, C.; Li, C.; Zhang, X.; Zhang, H. Effect of the Initial Texture, Recrystallization and Re-Dissolution Process on the Evolution of Texture during Solution Treatment of the 7A65 Hot Rolled Plate. Metals 2022, 12, 8. https://doi.org/10.3390/met12010008
Wang H, Jia L, Wang W, Ye C, Li C, Zhang X, Zhang H. Effect of the Initial Texture, Recrystallization and Re-Dissolution Process on the Evolution of Texture during Solution Treatment of the 7A65 Hot Rolled Plate. Metals. 2022; 12(1):8. https://doi.org/10.3390/met12010008
Chicago/Turabian StyleWang, Hao, Lina Jia, Wenbo Wang, Chengtong Ye, Chen Li, Xinquan Zhang, and Hu Zhang. 2022. "Effect of the Initial Texture, Recrystallization and Re-Dissolution Process on the Evolution of Texture during Solution Treatment of the 7A65 Hot Rolled Plate" Metals 12, no. 1: 8. https://doi.org/10.3390/met12010008