
Towards Greener Industry: Modelling of Slag Heat Recovery

Abstract
:1. Introduction
1.1. Slag Heat Recovery
1.2. RecHeat Techonology
2. Geometry, Modelling and Model Setup
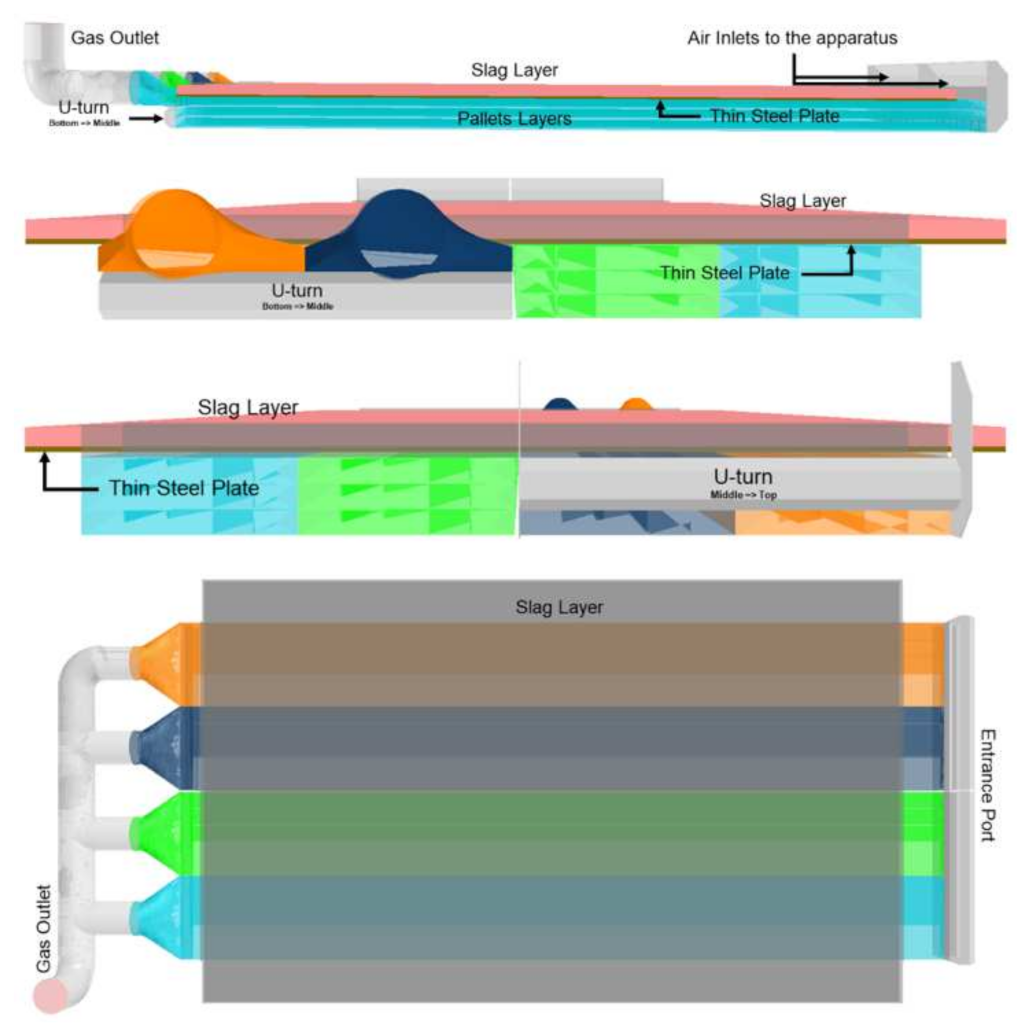
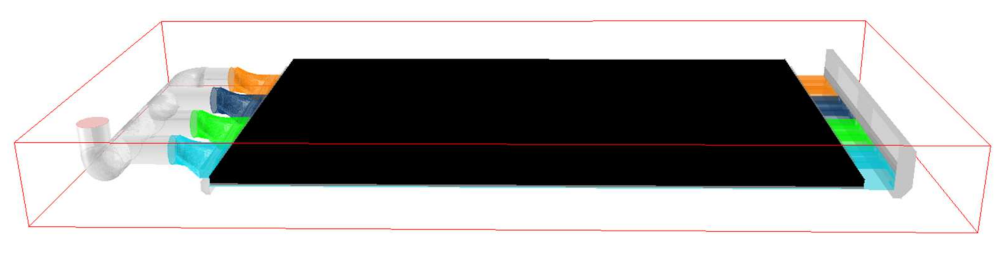
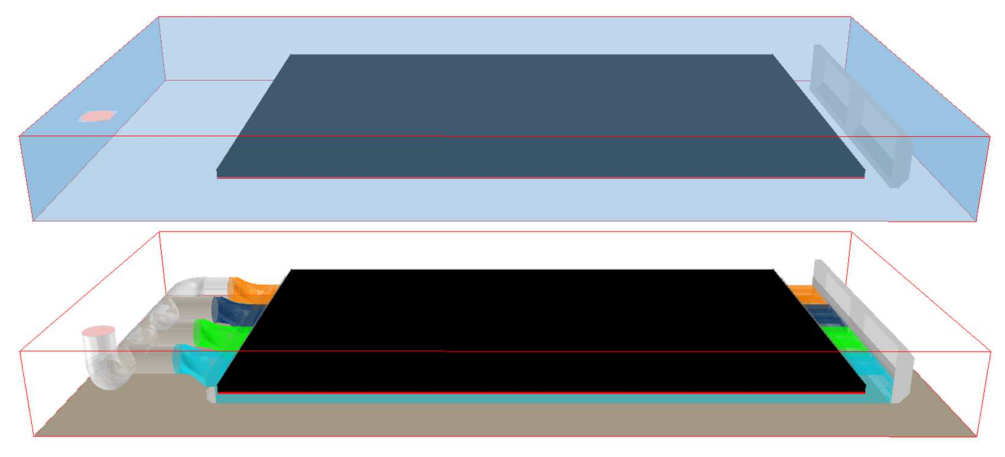
2.1. Geometry
2.2. Modelling Approach
2.3. Initial and Boundary Conditions
3. Results
3.1. The Structure Heating Stage
3.2. The Heat Exchange Stage
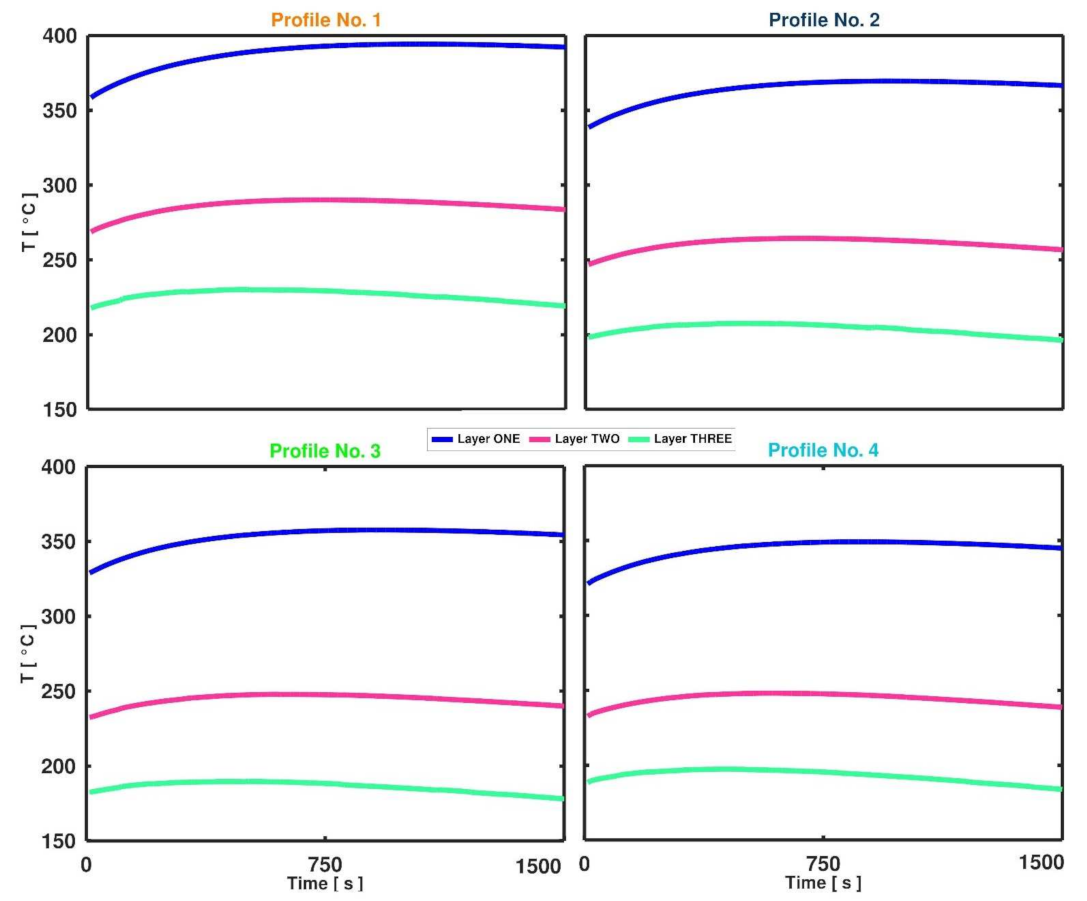
3.2.1. Pallet Temperature Profiles
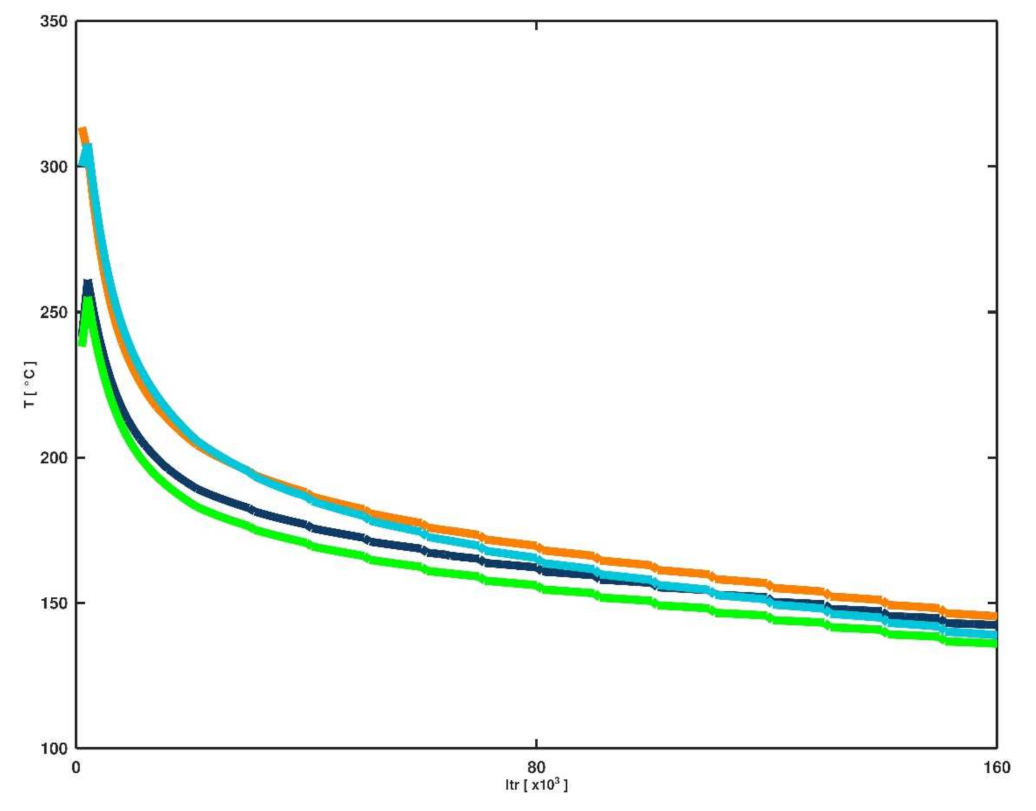
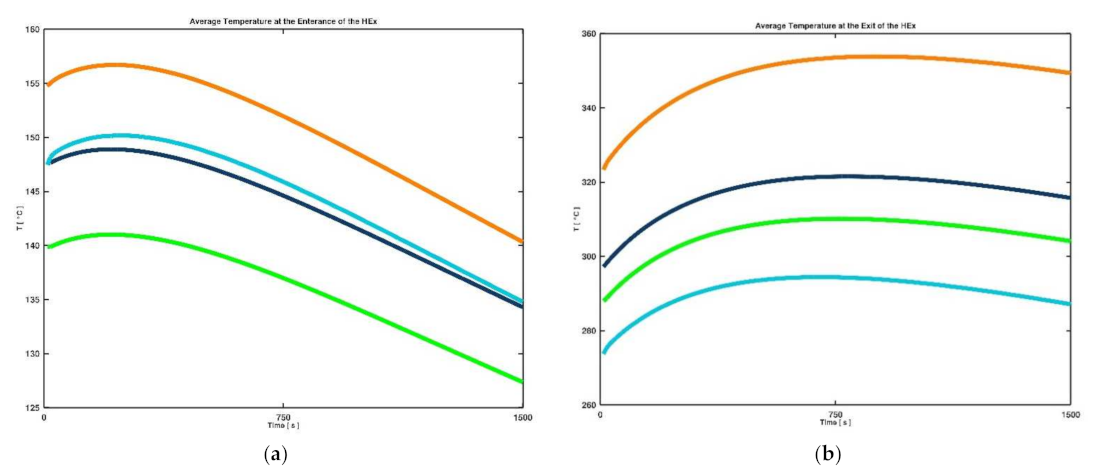
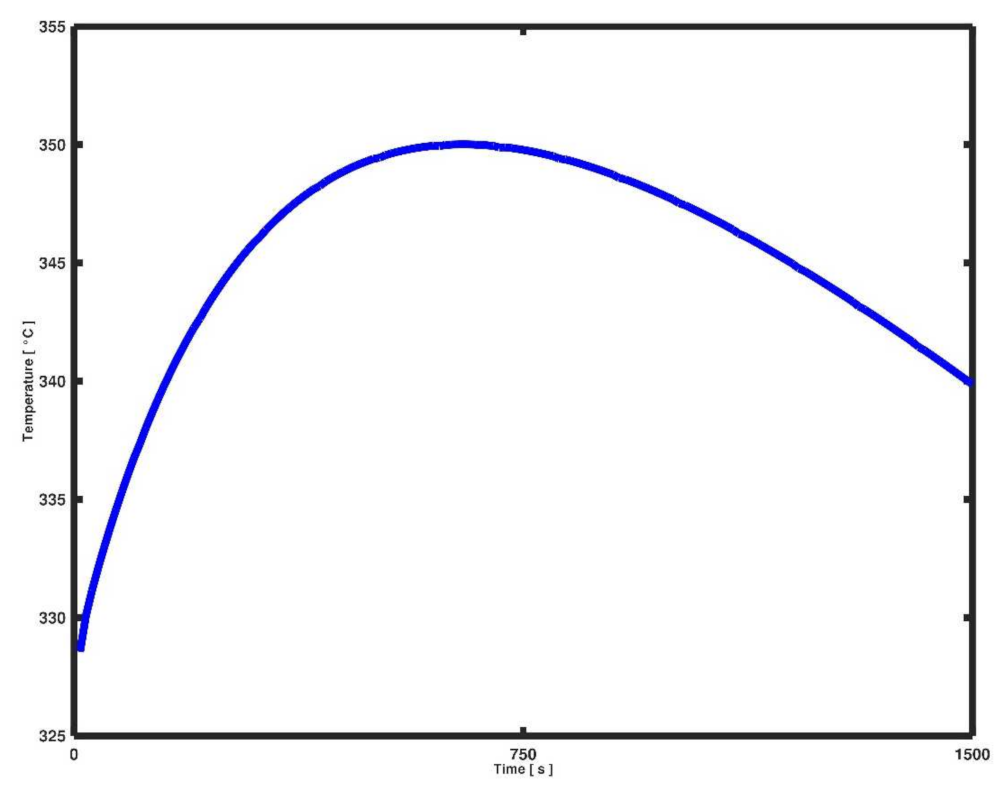
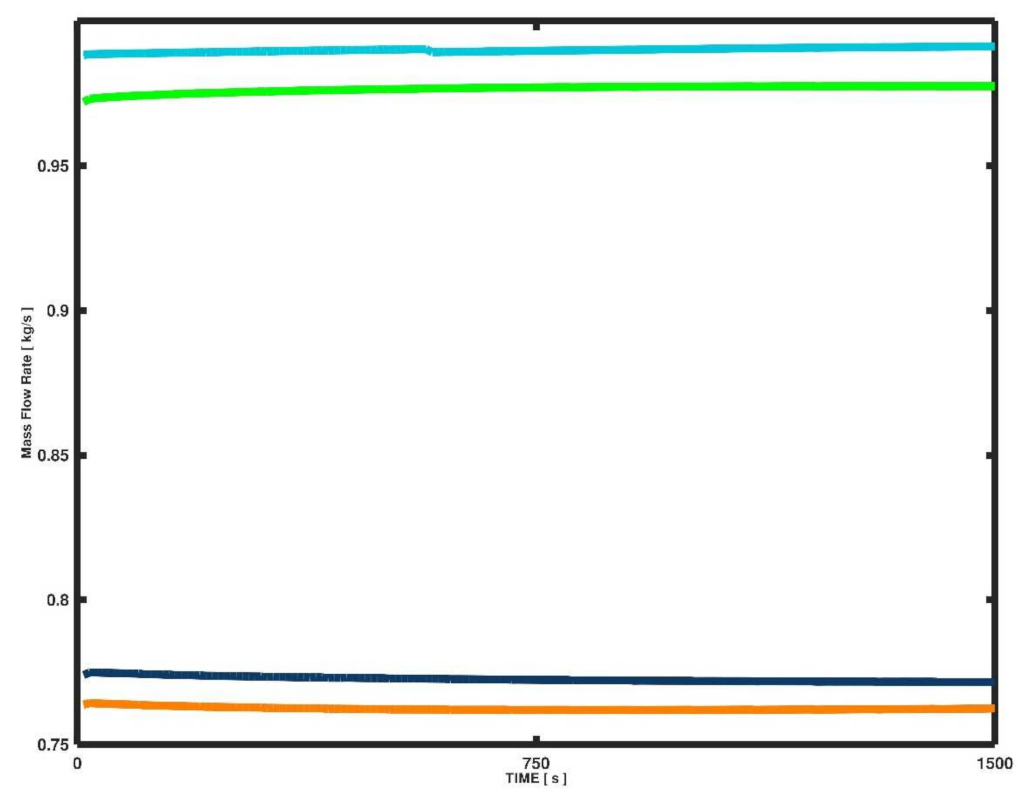
3.2.2. Air Flow Temperature Profile
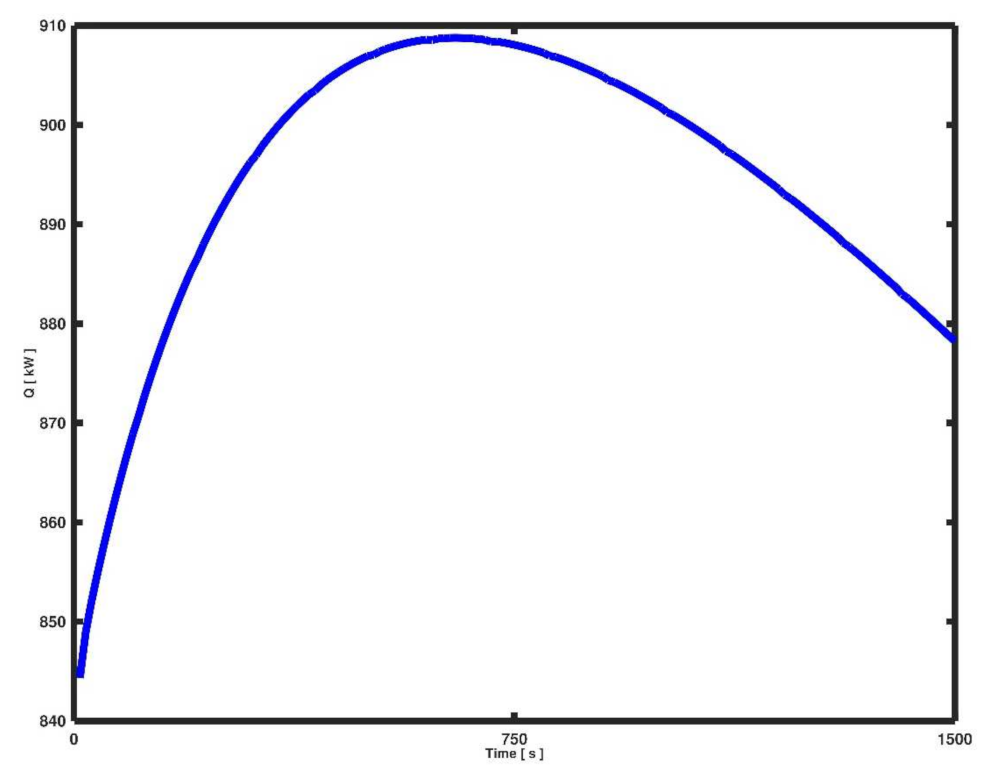
3.3. Heat Energy of the Product
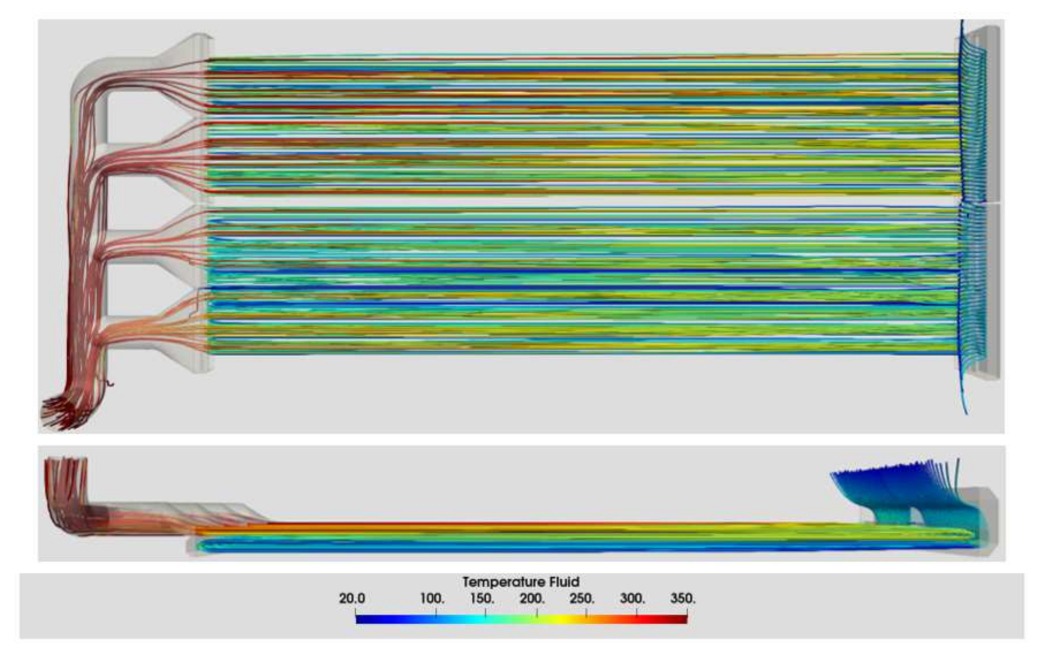
3.4. Streamlines and Air Profile
4. Discussion
4.1. The Structure Heating Stage
4.2. The Heat Exchanging Stage
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Birol, F. Energy Technology Perspectives. 2020. Available online: https://iea.blob.core.windows.net/assets/7f8aed40-89af-4348-be19-c8a67df0b9ea/Energy_Technology_Perspectives_2020_PDF.pdf (accessed on 4 June 2021).
- Wang, R.Q.; Jiang, L.; Wang, Y.D.; Roskilly, A.P. Energy saving technologies and mass-thermal network optimization for decarbonized iron and steel industry: A review. J. Clean. Prod. 2020, 274, 122997. [Google Scholar] [CrossRef]
- Fact Sheet World Steel Association. 2021. Available online: https://www.worldsteel.org/en/dam/jcr:5574d4fd-4dd4-4b2d-9300-2ed7d3de0c7a/step%2520up-vf.pdf (accessed on 28 May 2021).
- Climate Change and the Production of Iron and Steel. World Steel Association. 2021. Available online: https://www.worldsteel.org/en/dam/jcr:228be1e4-5171-4602-b1e3-63df9ed394f5/worldsteel_climatechange_policy%2520paper.pdf (accessed on 28 May 2021).
- Iron and Steel International Energy Agency. 2021. Available online: https://www.iea.org/reports/iron-and-steel (accessed on 28 May 2021).
- Slag Recycling Recovery Worldwide. 2021. Available online: https://www.recovery-worldwide.com/en/artikel/slag-recycling_3528047.html (accessed on 4 June 2021).
- Feng, Y.H.; Zhang, Z.; Qiu, L.; Zhang, X.X. Heat recovery process modelling of semi-molten blast furnace slag in a moving bed using XDEM. Energy 2019, 186, 115876. [Google Scholar] [CrossRef]
- Zhu, X.; Ding, B.; Wang, H.; He, X.Y.; Tan, Y.; Liao, Q. Numerical study on solidification behaviors of a molten slag droplet in the centrifugal granulation and heat recovery system. Appl. Therm. Eng. 2018, 130, 1033–1043. [Google Scholar] [CrossRef]
- Fleischanderl, A.; Fenzl, T.; Neuhold, R. Dry Slag Granulation—The Future Way to Granulate Blast Furnace Slag. In Proceedings of the 2018 Iron & Steel Technology Conference and Exposition, Philadelphia, PA, USA, 7–10 May 2018. [Google Scholar]
- González-Fernández, L.; Ortega-Fernández, I.; Grosu, Y.; Faik, A. Thermophysical Properties of Steel Slag for Heat Recovery and Storage Applicaations. In Proceedings of the 10th European Slag Conference, Thessaloniki, Greece, 8–11 October 2019; pp. 1–3. [Google Scholar]
- RFCS, ECOSLAG: Eco-Friendly Steelmaking Slag Solidification with Energy Recovery to Produce a High-Quality Slag Product for a Austainable Recycling. 2018. Available online: https://ec.europa.eu/info/sites/default/files/research_and_innovation/funding/documents/synopsis_of_rfcs_projects_2017-2020.pdf (accessed on 8 June 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BC & IV | Object | Type | Magnitude | Unit |
|---|---|---|---|---|
| Boundary Condition | RecHeat Gas Out | Mass Flow Rate | 2.5 | kg/s |
| Top & Side Faces | Pressure boundary | Ambient P and T | Pa & °C | |
| Bottom Face | Wall | Adiabatic | - | |
| Initial Value | Slag | Temperature | 1300 | °C |
| Air | Temperature | Ambient T | °C |
| Top Layer | Middle Layer | Bottom Layer | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 126.00 | 125.04 | 125.04 | 127.27 | 40.66 | 39.24 | 40.00 | 44.29 | 43.61 | 41.22 | 42.51 | 47.22 |
| 392.14 | 387.60 | 384.70 | 372.51 | 262.99 | 264.73 | 259.63 | 246.12 | 170.82 | 175.02 | 170.53 | 162.71 |
| Variable | Location | Stack #1 | Stack #2 | Stack #3 | Stack #4 |
|---|---|---|---|---|---|
| Temperature | Entrance | 140.32 | 134.29 | 127.36 | 134.79 |
| Exit | 349.36 | 315.76 | 304.13 | 287.13 | |
| Diff | 209.04 | 181.47 | 176.77 | 152.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safavi Nick, R.; Leinonen, V.; Mäyrä, J.; Björkvall, J. Towards Greener Industry: Modelling of Slag Heat Recovery. Metals 2021, 11, 1144. https://doi.org/10.3390/met11071144
Safavi Nick R, Leinonen V, Mäyrä J, Björkvall J. Towards Greener Industry: Modelling of Slag Heat Recovery. Metals. 2021; 11(7):1144. https://doi.org/10.3390/met11071144
Chicago/Turabian StyleSafavi Nick, Reza, Virpi Leinonen, Juha Mäyrä, and Johan Björkvall. 2021. "Towards Greener Industry: Modelling of Slag Heat Recovery" Metals 11, no. 7: 1144. https://doi.org/10.3390/met11071144