
Effects of Aging under Stress on Mechanical Properties and Microstructure of EN AW 7075 Alloy

 , , , , and
, , , , and
Abstract
:1. Introduction
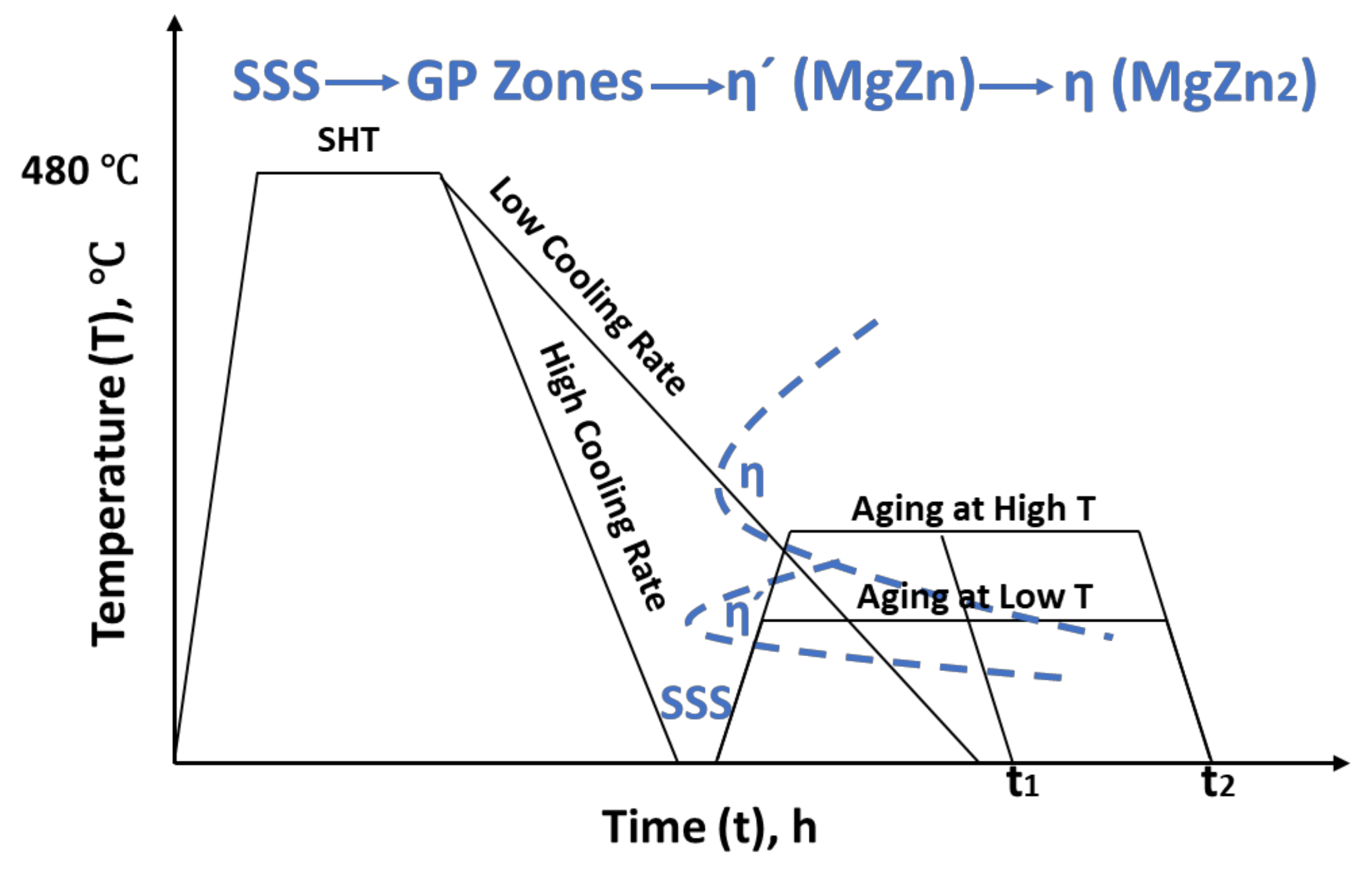
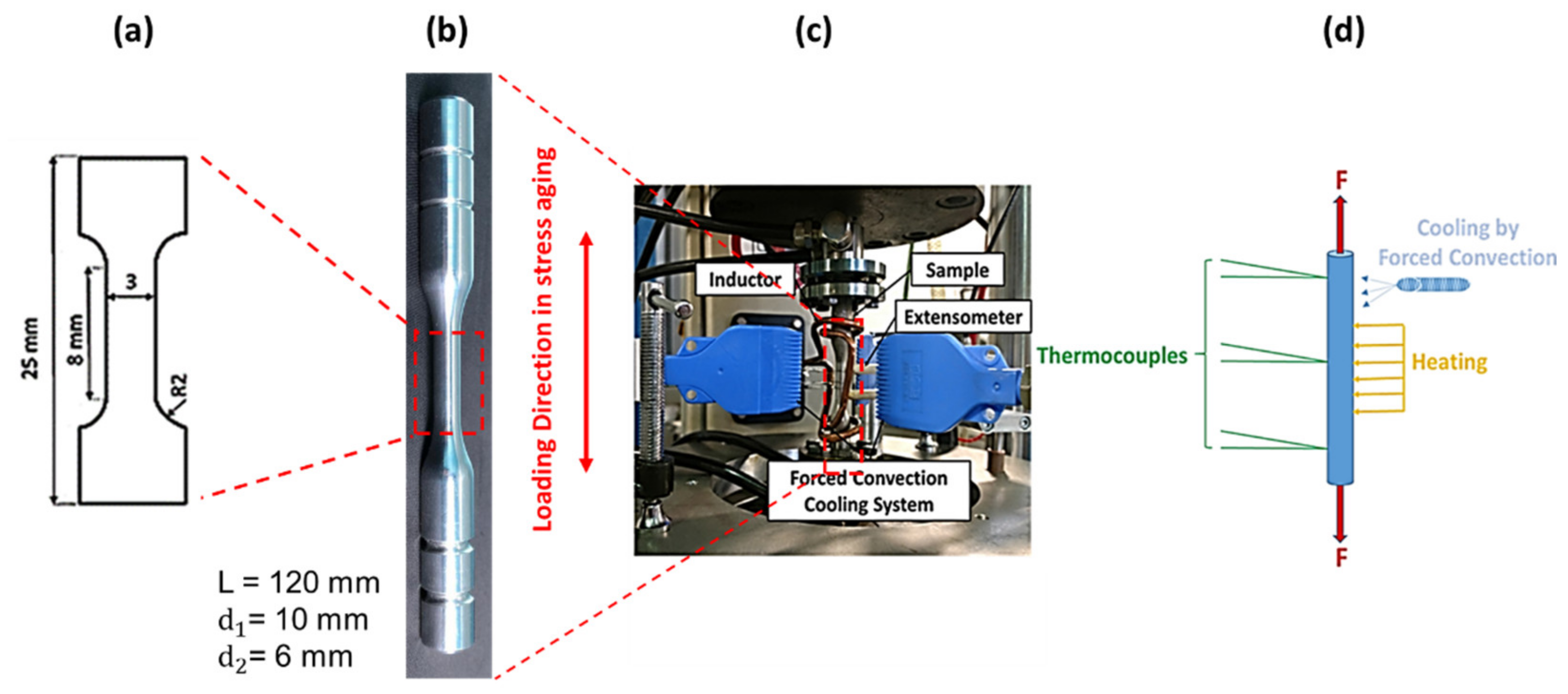
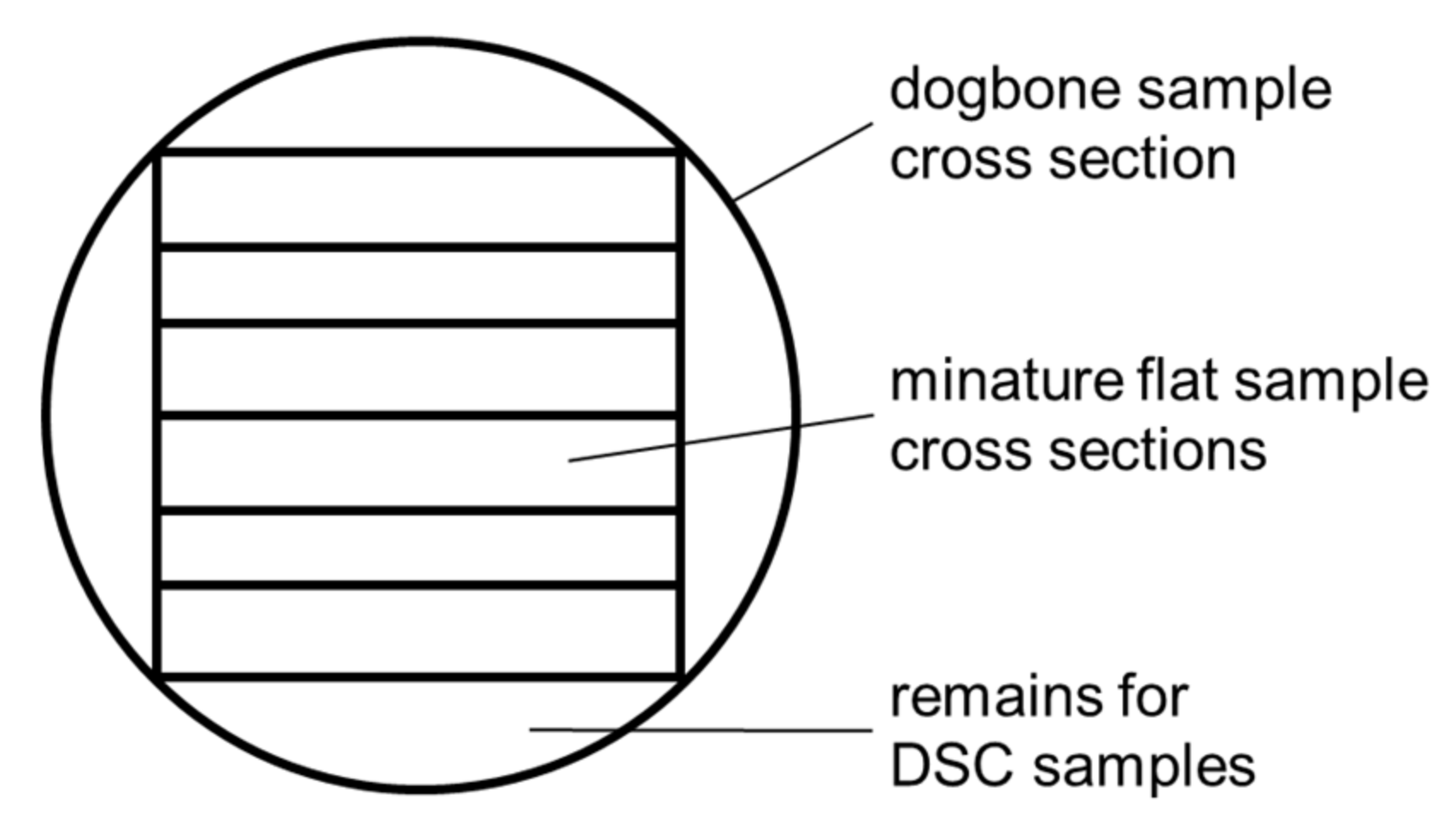
2. Materials and Methods
3. Results and Discussion
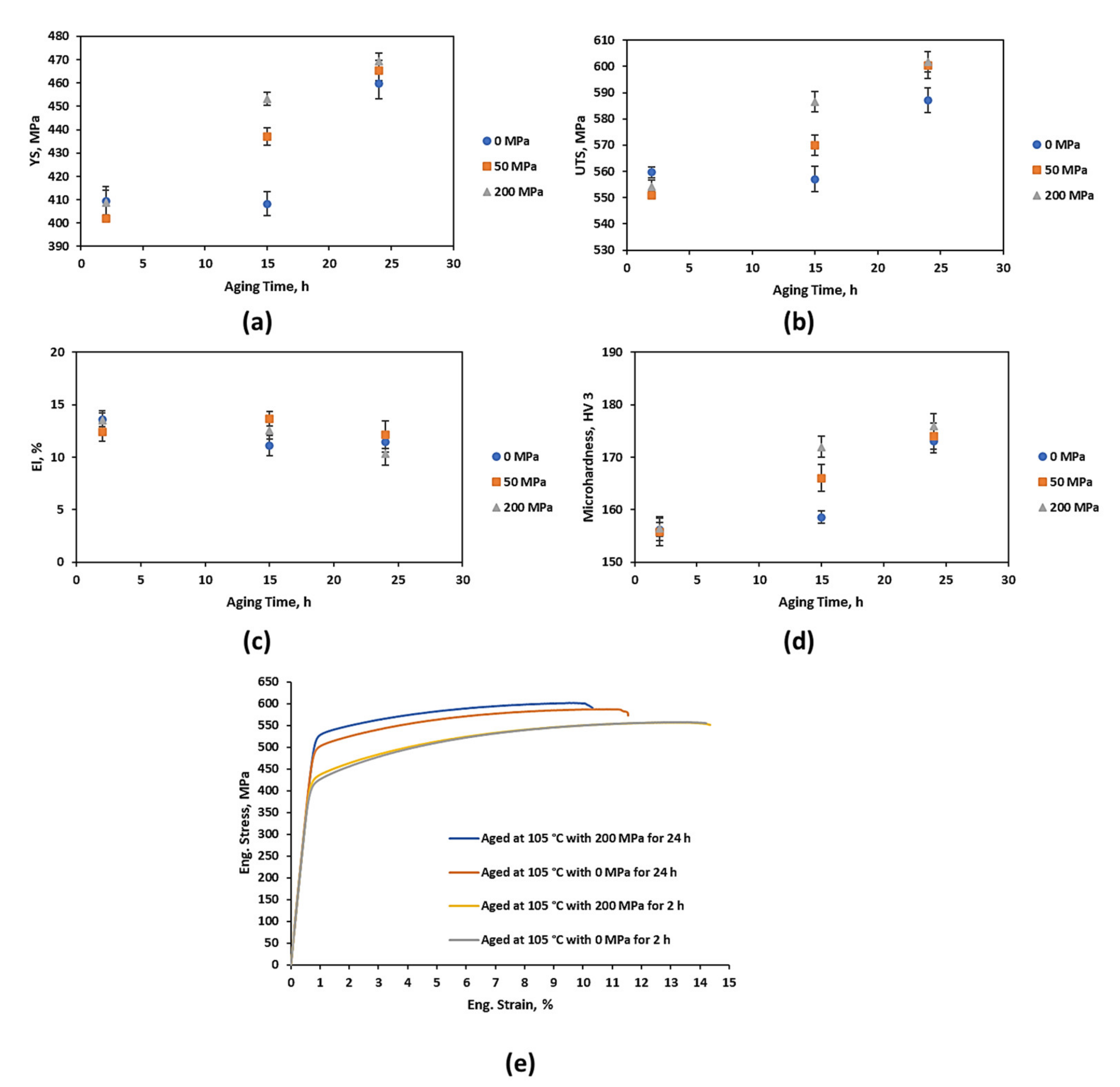
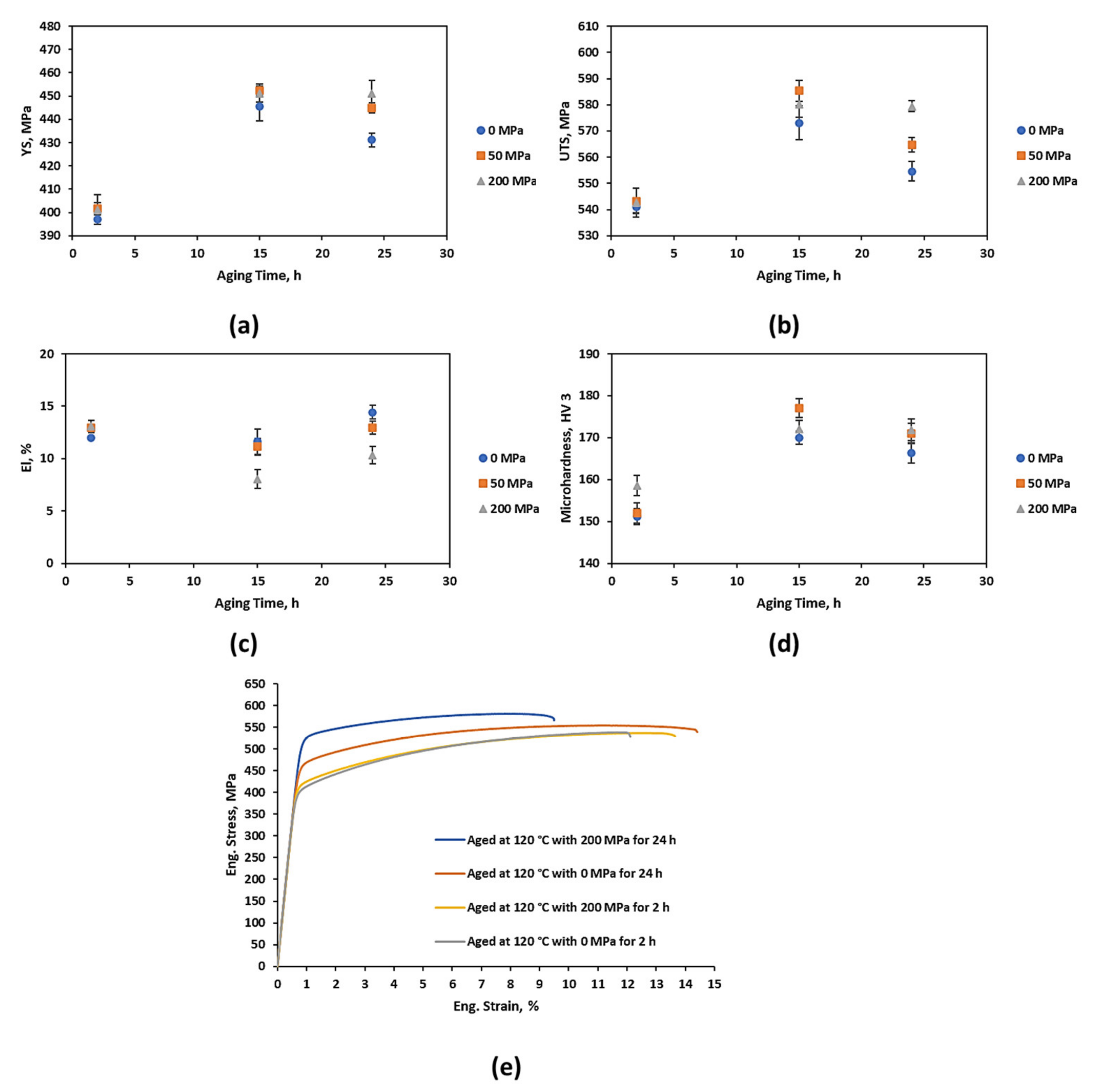
3.1. Mechanical Properties
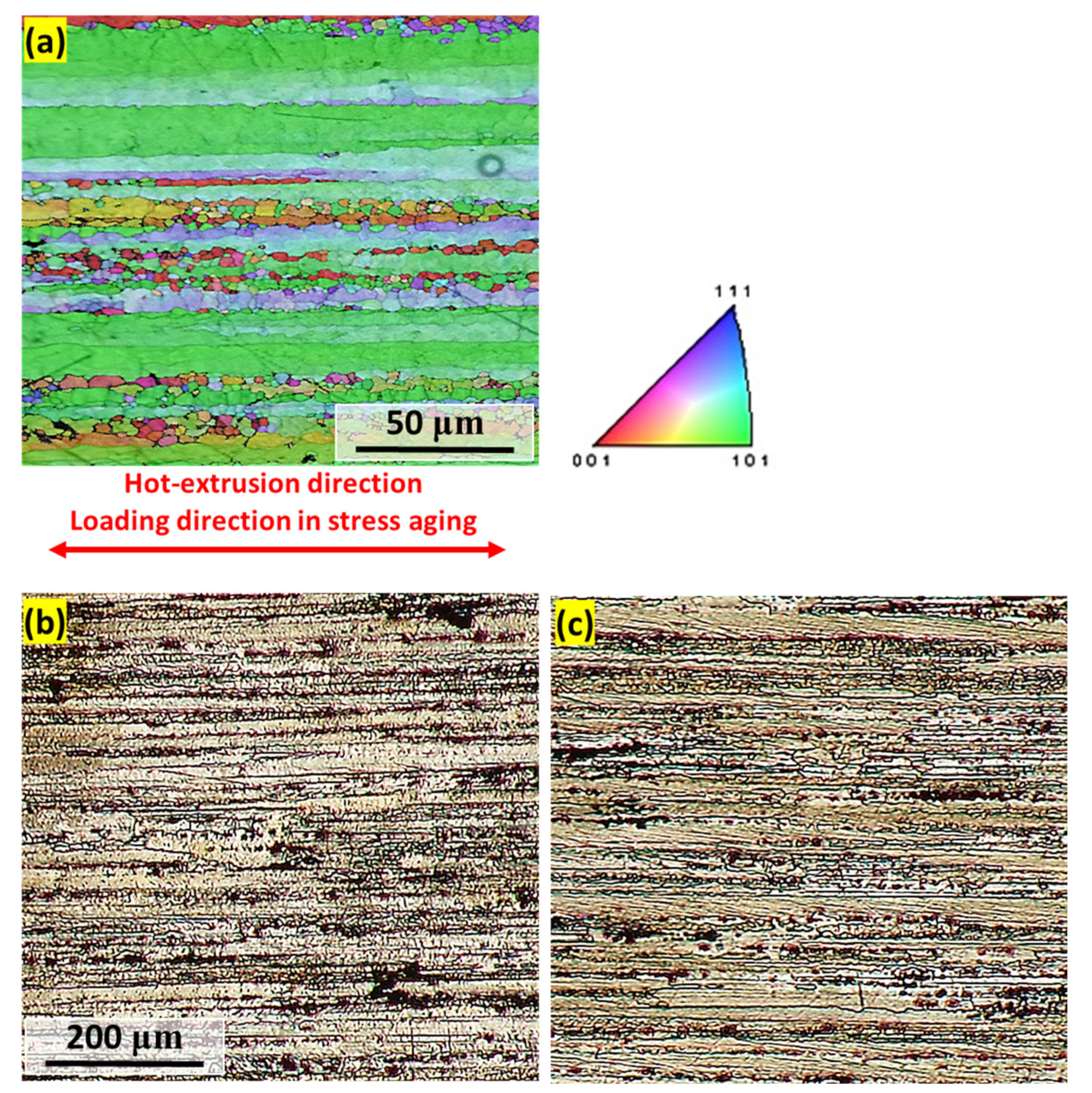
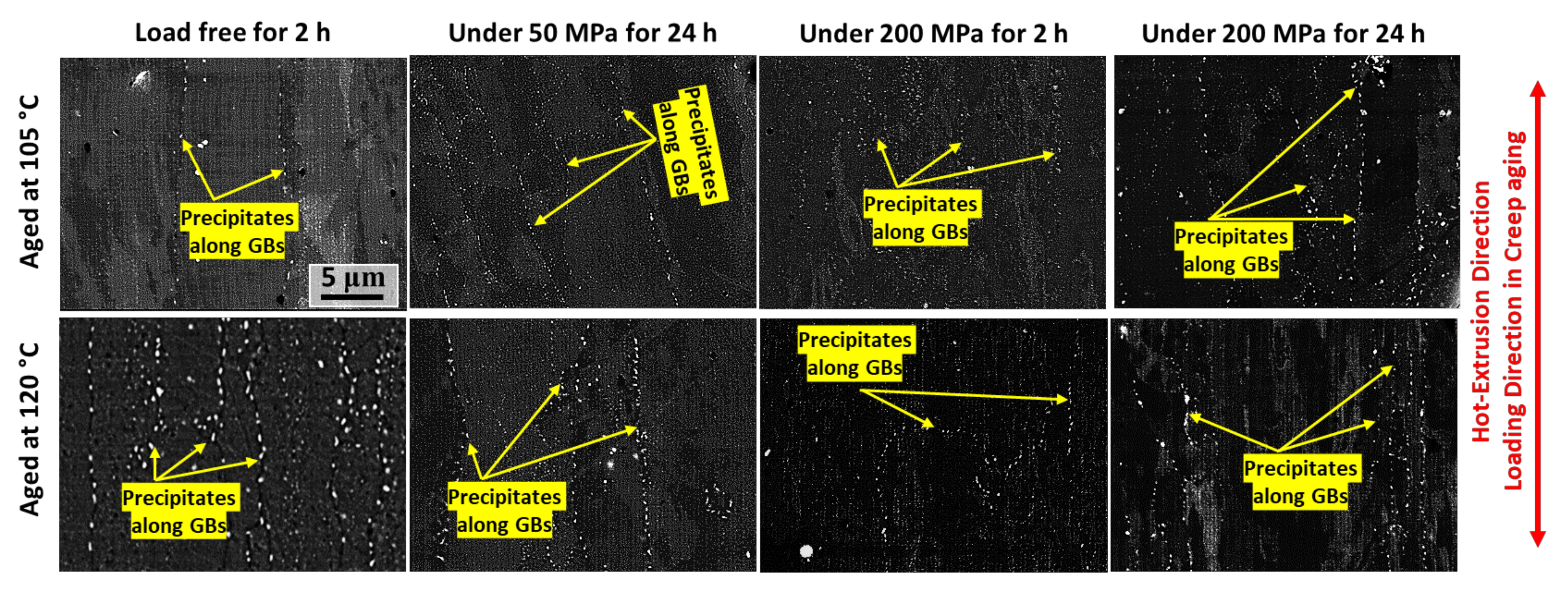
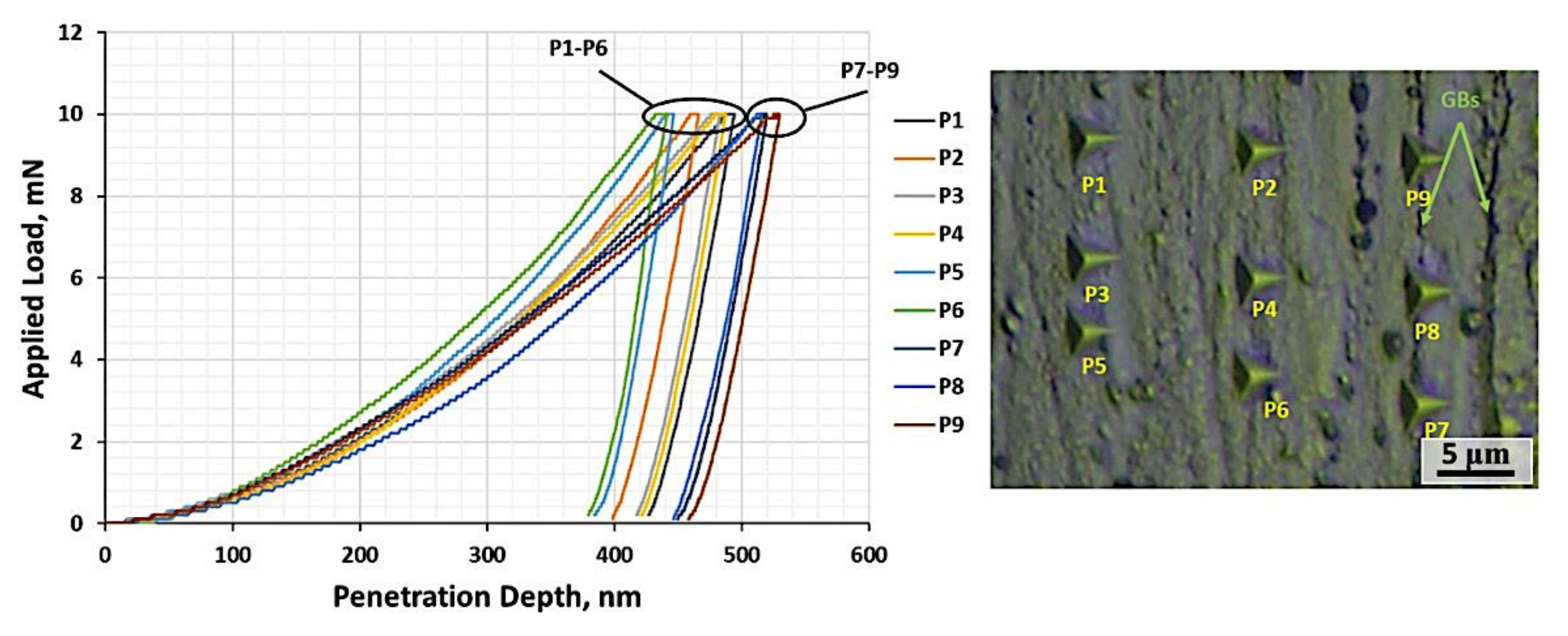
3.2. Microstructural Evolution
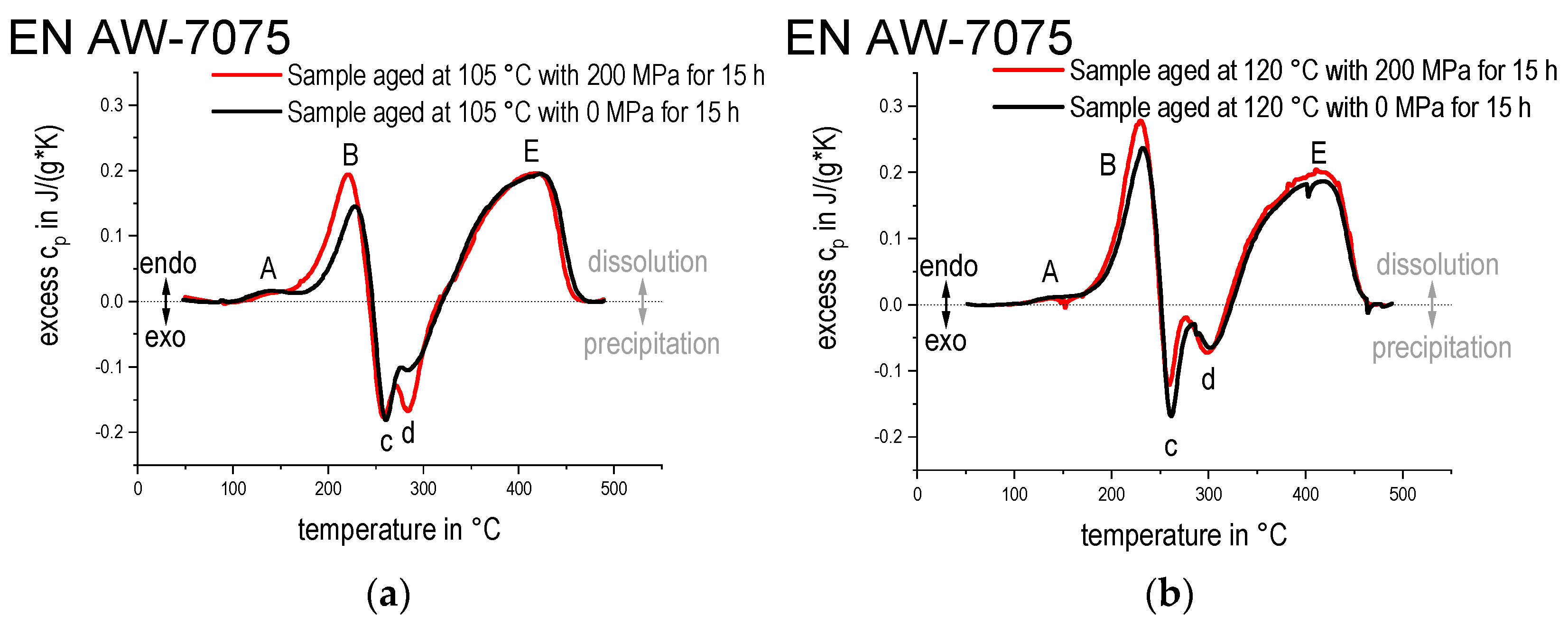
3.3. DSC Measurements
3.4. Heat Treatment-Microstructure-Property Relationships
4. Conclusions
- (i)
- Hardness and tensile tests revealed that stress-aging led to an enhanced peak strength of EN AW 7075 alloy. Aging under stress was capable of accelerating the kinetics of the precipitation process.
- (ii)
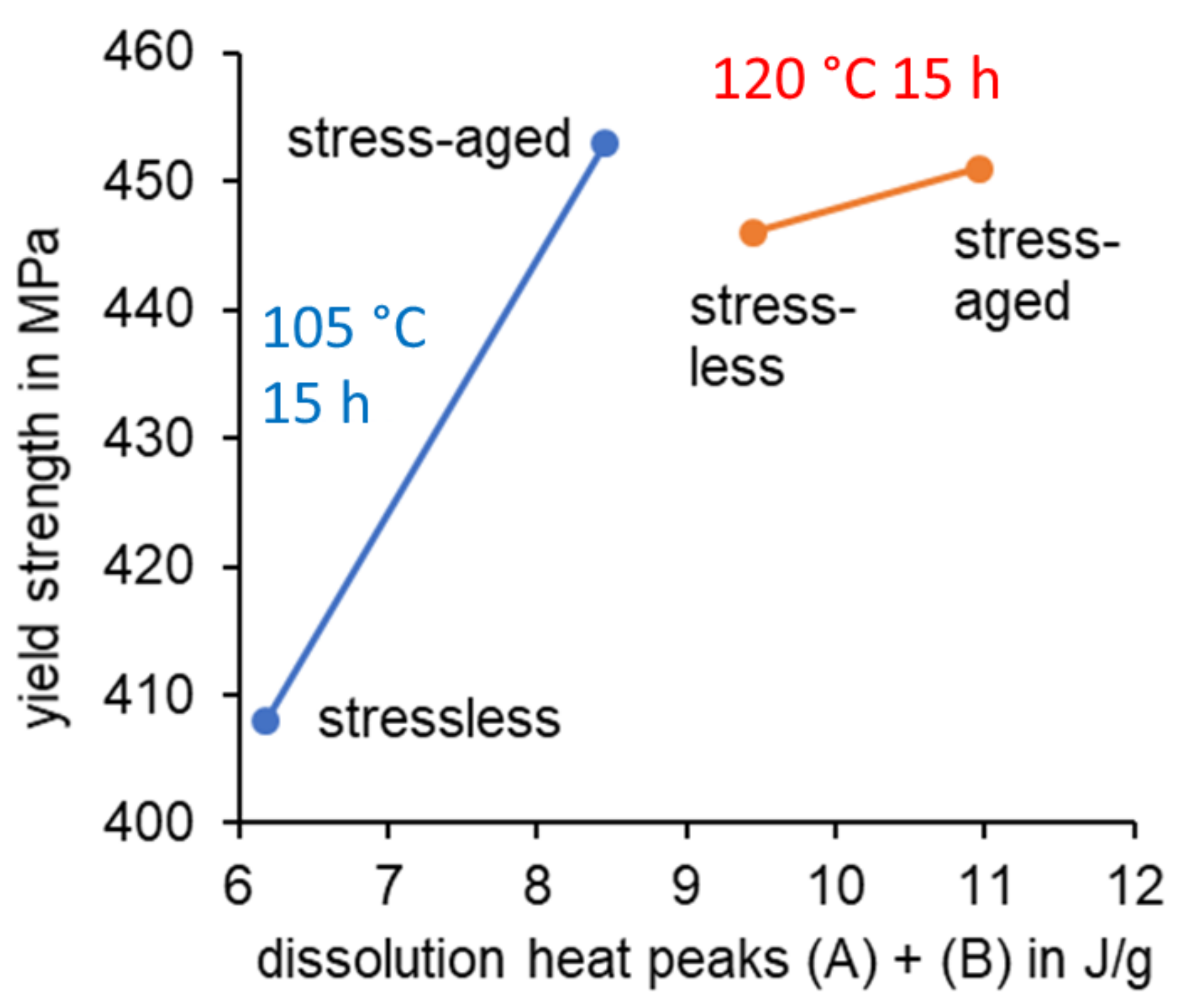
- The DSC measurements clearly show that the increase in the strength of stress-aged EN AW 7075 alloy can be rationalized based on both volume fraction and morphology of introduced precipitates. On the one hand, a higher volume fraction of strengthening η′ precipitates has been formed during aging at 120 °C as compared to aging at 105 °C for the same duration. On the other hand, it is shown that an applied tensile stress of 200 MPa during aging leads to a higher fraction of strengthening η′ precipitates as stressless aging. Dissolution heat of peaks being related to GP and η′ precipitates is in good agreement to yield strength of all material conditions including those after stress-aging.
- (iii)
- In addition, DSC hints on an influence of stress-aging on the course of further η formation. This has to be investigated in more detail in the future.
- (iv)
- In summary, DSC proved to be a good screening tool for the assessment of the impact of any kind of heat treatment including stress aging in EN AW 7075 alloy.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Light. Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Formability and lubrication of a B-pillar in hot stamping with 6061 and 7075 aluminum alloy sheets. Procedia Eng. 2017, 207, 723–728. [Google Scholar] [CrossRef]
- Poznak, A.; Freiberg, D.; Sanders, P. Automotive Wrought Aluminium Alloys. Fundam. Alum. Metall. 2018, 333–386. [Google Scholar] [CrossRef]
- Starke, E.A.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Li, X.-M.; Starink, M.J. Effect of compositional variations on characteristics of coarse intermetallic particles in overaged 7000 aluminium alloys. Mater. Sci. Technol. 2001, 17, 1324–1328. [Google Scholar] [CrossRef] [Green Version]
- Senthil, K.; Iqbal, M.A.; Chandel, P.S.; Gupta, N. Study of the constitutive behavior of 7075-T651 aluminum alloy. Int. J. Impact Eng. 2017, 108, 171–190. [Google Scholar] [CrossRef]
- Hu, B.; Richardson, I.M. Microstructure and mechanical properties of AA7075(T6) hybrid laser/GMA welds. Mater. Sci. Eng. A 2007, 459, 94–100. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Effect of Tool Temperature on Mechanical Properties and Microstructure of Thermo-Mechanically Processed AA6082 and AA7075 Aluminum Alloys. HTM J. Heat Treat. Mater. 2020, 75, 177–191. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Scharifi, E.; Weidig, U.; Steinhoff, K.; Niendorf, T. Performance of Thermo-Mechanically Processed AA7075 Alloy at Elevated Temperatures—From Microstructure to Mechanical Properties. Metals 2020, 10, 884. [Google Scholar] [CrossRef]
- Das, P.; Jayaganthan, R.; Singh, I.V. Tensile and impact-toughness behaviour of cryorolled Al 7075 alloy. Mater. Des. 2011, 32, 1298–1305. [Google Scholar] [CrossRef]
- Kolar, M.; Pedersen, K.O.; Gulbrandsen-Dahl, S.; Marthinsen, K. Combined effect of deformation and artificial aging on mechanical properties of Al-Mg-Si Alloy. Trans. Nonferrous Met. Soc. China Eng. Ed. 2012, 22, 1824–1830. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, L.; Ma, Q.; Feng, J.; Li, X. Effect of pre-deformation on creep age forming of AA2219 plate: Springback, microstructures and mechanical properties. J. Mater. Process. Technol. 2016, 229, 697–702. [Google Scholar] [CrossRef]
- Lin, Y.C.; Jiang, Y.Q.; Chen, X.M.; Wen, D.X.; Zhou, H.M. Effect of creep-aging on precipitates of 7075 aluminum alloy. Mater. Sci. Eng. A 2013, 588, 347–356. [Google Scholar] [CrossRef]
- Lin, Y.C.; Zhang, J.-L.; Liu, G.; Liang, Y.-J. Effects of pre-treatments on aging precipitates and corrosion resistance of a creep-aged Al–Zn–Mg–Cu alloy. Mater. Des. 2015, 83, 866–875. [Google Scholar] [CrossRef]
- Lin, Y.C.; Jiang, Y.-Q.; Zhang, J.-L.; Chen, X.-M. Influence of Stress-Aging Processing on Precipitates and Mechanical Properties of a 7075 Aluminum Alloy. Adv. Eng. Mater. 2018, 20, 1700583. [Google Scholar] [CrossRef]
- CHEN, J.; CHEN, Z.; GUO, X.; REN, J.; DENG, Y. Microstructure and property of stress aged Al–Cu single crystal under various applied stresses. Trans. Nonferrous Met. Soc. China 2016, 26, 2838–2845. [Google Scholar] [CrossRef]
- Hunsicker, H.Y. Dimensional changes in heat treating aluminum alloys. Metall. Trans. A 1980, 11, 759–773. [Google Scholar] [CrossRef]
- Zhu, A.W.; Starke, E.A. Stress aging of Al–xCu alloys: Experiments. Acta Mater. 2001, 49, 2285–2295. [Google Scholar] [CrossRef]
- Inforzato, D.J.; Costa Junior, P.R.; Fernandez, F.F.; Travessa, D.N. Creep-age forming of AA7475 aluminum panels for aircraft lower wing skin application. Mater. Res. 2012, 15, 596–602. [Google Scholar] [CrossRef] [Green Version]
- Emani, S.V.; Benedyk, J.; Nash, P.; Chen, D. Double aging and thermomechanical heat treatment of AA7075 aluminum alloy extrusions. J. Mater. Sci. 2009, 44, 6384–6391. [Google Scholar] [CrossRef]
- Lloyd, D.J.; Chaturvedi, M.C. A calorimetric study of aluminium alloy AA-7075. J. Mater. Sci. 1982, 17, 1819–1824. [Google Scholar] [CrossRef]
- Godard, D.; Archambault, P.; Aeby-Gautier, E.; Lapasset, G. Precipitation sequences during quenching of the AA 7010 alloy. Acta Mater. 2002, 50, 2319–2329. [Google Scholar] [CrossRef]
- Scharifi, E.; Savaci, U.; Kavaklioglu, Z.B.; Weidig, U.; Turan, S.; Steinhoff, K. Effect of thermo-mechanical processing on quench-induced precipitates morphology and mechanical properties in high strength AA7075 aluminum alloy. Mater. Charact. 2021, 174, 111026. [Google Scholar] [CrossRef]
- Zheng, K.; Dong, Y.; Zheng, J.H.; Foster, A.; Lin, J.; Dong, H.; Dean, T.A. The effect of hot form quench (HFQ®) conditions on precipitation and mechanical properties of aluminium alloys. Mater. Sci. Eng. A 2019, 761, 138017. [Google Scholar] [CrossRef]
- Milkereit, B.; Starink, M.J.; Rometsch, P.A.; Schick, C.; Kessler, O. Review of the quench sensitivity of aluminium alloys: Analysis of the kinetics and nature of quench-induced precipitation. Materials 2019, 12, 4083. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schick, C.; Mathot, V. Fast Scanning Calorimetry; Springer International Publishing: Berlin/Heidelberg, Germany, 2016; ISBN 9783319313290. [Google Scholar]
- Osten, J.; Milkereit, B.; Schick, C.; Kessler, O. Dissolution and Precipitation Behaviour during Continuous Heating of Al–Mg–Si Alloys in a Wide Range of Heating Rates. Materials 2015, 8, 2830–2848. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Wu, Z.; Yang, R.; Wei, J.; Yu, Y.; Skaret, P.C.; Roven, H.J. DSC analyses of static and dynamic precipitation of an Al–Mg–Si–Cu aluminum alloy. Prog. Nat. Sci. Mater. Int. 2015, 25, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.P.; Jiang, T.H.; Wang, J.; Liu, Q.; Wu, Z.J.; Yu, Y.D.; Skaret, P.C.; Roven, H.J. Aging behavior and mechanical properties of 6013 aluminum alloy processed by severe plastic deformation. Trans. Nonferrous Met. Soc. China Eng. Ed. 2014, 24, 3858–3865. [Google Scholar] [CrossRef]
- Arabi Jeshvaghani, R.; Shahverdi, H.R.; Hadavi, S.M.M. Investigation of the age hardening and operative deformation mechanism of 7075 aluminum alloy under creep forming. Mater. Sci. Eng. A 2012, 552, 172–178. [Google Scholar] [CrossRef]
- Osten, J.; Lux, C.; Milkereit, B.; Reich, M. Olaf Kessler Stress Induced Precipitation during Quenching of Aluminium Alloys | Scientific.Net. Mater. Sci. Forum 2016, 877, 159–165. [Google Scholar] [CrossRef]
- Scharifi, E.; Knoth, R.; Weidig, U. Thermo-mechanical forming procedure of high strength Aluminum sheet with improved mechanical properties and process efficiency. Procedia Manuf. 2019, 29, 481–489. [Google Scholar] [CrossRef]
- Hebbar, S.; Kertsch, L.; Butz, A. Optimizing heat treatment parameters for the w-temper forming of 7xxx series aluminum alloys. Metals 2020, 10, 1361. [Google Scholar] [CrossRef]
- Sajadifar, S.V.; Moeini, G.; Scharifi, E.; Lauhoff, C.; Böhm, S.; Niendorf, T. On the Effect of Quenching on Postweld Heat Treatment of Friction-Stir-Welded Aluminum 7075 Alloy. J. Mater. Eng. Perform. 2019, 28, 5255–5265. [Google Scholar] [CrossRef]
- Polak, S.; Kaczyński, P.; Gronostajski, Z.; Jaskiewicz, K.; Krawczyk, J.; Skwarski, M.; Zwierzchowski, M.; Chorzȩpa, W. Warm forming of 7075 aluminum alloys. Procedia Eng. Procedia Manuf. 2017, 207, 2399–2404. [Google Scholar] [CrossRef]
- Lin, J.; Bao, X.; Hou, Y.; Min, J.; Qu, X.; Tao, Z.; Chen, J. Investigation on Yield Behavior of 7075-T6 Aluminum Alloy at Elevated Temperatures. Chin. J. Mech. Eng. Eng. Ed. 2020, 33, 76. [Google Scholar] [CrossRef]
- Fröck, H.; Reich, M.; Milkereit, B.; Kessler, O. Scanning Rate Extension of Conventional DSCs through Indirect Measurements. Materials 2019, 12, 1085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Luo, J.; Luo, H.; Li, S.; Wang, R.; Ma, Y. Effect of pre-ageing treatment on second nucleating of GPII zones and precipitation kinetics in an ultrafine grained 7075 aluminum alloy. Mater. Des. 2020, 187, 108402. [Google Scholar] [CrossRef]
- Hargarter, H.; Lyttle, M.T.; Starke, E.A. Effects of preferentially aligned precipitates on plastic anisotropy in Al-Cu-Mg-Ag and Al-Cu alloys. Mater. Sci. Eng. A 1998, 257, 87–99. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Yan, H.; Nakata, T.; Chen, Z.W.; Lao, C.S.; Chen, R.S.; Kamado, S.; Han, E.H. Quasi-in-situ observing the rare earth texture evolution in an extruded Mg-Zn-Gd alloy with bimodal microstructure. J. Magnes. Alloy. 2020. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Shao, Z.; Jiang, J.; Lin, J. Feasibility study on direct flame impingement heating applied for the solution heat treatment, forming and cold die quenching technique. J. Manuf. Process. 2018, 36, 398–404. [Google Scholar] [CrossRef]
- Harrison, N.R.; Luckey, S.G. Hot Stamping of a B-Pillar Outer from High Strength Aluminum Sheet AA7075. SAE Int. J. Mater. Manuf. 2014, 7, 2014–01–0981. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Jayaganthan, R. Effect of annealing on thermal stability, precipitate evolution, and mechanical properties of cryorolled Al 7075 alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2011, 42, 3208–3217. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. Zener Pinning. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Liang, P.C.; Lin, K.L. Non-deformation recrystallization of metal with electric current stressing. J. Alloys Compd. 2017, 722, 690–697. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Recrystallization mechanisms and microstructure development in emerging metallic materials: A review. J. Sci. Adv. Mater. Devices 2019, 4, 19–33. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004; ISBN 9780080441641. [Google Scholar]
- Gleiter, H. The mechanism of grain boundary migration. Acta Metall. 1969, 17, 565–573. [Google Scholar] [CrossRef]
- Starke, E.A. Aluminum Alloys: Thermomechanical Processing. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 118–121. [Google Scholar]
- Gronsky, R.; Furrer, P. Grain Boundary Precipitation in Aluminum Alloys: Effect of Boundary Structure. Metall. Trans. A Phys. Metall. Mater. Sci. 1981, 12A, 121–127. [Google Scholar] [CrossRef] [Green Version]
- De Hass, M.; De Hosson, J.T.M. Grain boundary segregation and precipitation in aluminum alloys. Scr. Mater. 2001, 44, 281–286. [Google Scholar] [CrossRef] [Green Version]
- Ardell, A.J. On the coarsening of grain boundary precipitates. Acta Metall. 1972, 20, 601–609. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. Microstructure, mechanical and corrosion behavior of high strength AA7075 aluminium alloy friction stir welds—Effect of post weld heat treatment. Def. Technol. 2015, 11, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1998, 29, 1955–1964. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 aluminum. Scr. Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Jiao, H.; Chen, K.; Chen, S.; Yang, Z.; Xie, P.; Chen, S. Effect of Cu on the Fracture and Exfoliation Corrosion Behavior of Al-Zn-Mg-xCu Alloy. Metals 2018, 8, 1048. [Google Scholar] [CrossRef] [Green Version]
- Ben Ali, N.; Estevez, R.; Tanguy, D. Heterogeneity of grain boundaries in 5xxx and 7xxx aluminum alloys and its influence on intergranular toughness. Eng. Fract. Mech. 2013, 97, 1–11. [Google Scholar] [CrossRef]
- Jiang, X.J.; Noble, B.; Holme, B.; Waterloo, G.; Tafto, J. Differential scanning calorimetry and electron diffraction investigation on low-temperature aging in Al-Zn-Mg alloys. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2000, 31, 339–348. [Google Scholar] [CrossRef]
- Park, J.K.; Ardell, A.J. Correlation between microstructure and calorimetric behavior of aluminum alloy 7075 and AlZnMg alloys in various tempers. Mater. Sci. Eng. A 1989, 114, 197–203. [Google Scholar] [CrossRef]
- Campana, F.; Pilone, D. Effect of heat treatments on the mechanical behaviour of aluminium alloy foams. Scr. Mater. 2009, 60, 679–682. [Google Scholar] [CrossRef]
- Zhan, L.; Lin, J.; Dean, T.A. A review of the development of creep age forming: Experimentation, modelling and applications. Int. J. Mach. Tools Manuf. 2011, 51, 1–17. [Google Scholar] [CrossRef]
- Murken, J.; Höhner, R.; Skrotzki, B. Strain path dependence of the precipitate size evolution of an Al-Mg-Li alloy under combined thermal and mechanical loading. Mater. Sci. Eng. A 2003, 363, 159–170. [Google Scholar] [CrossRef]
- Häusler, I.; Kamachali, R.; Hetaba, W.; Skrotzki, B. Thickening of T1 Precipitates during Aging of a High Purity Al–4Cu–1Li–0.25Mn Alloy. Materials 2018, 12, 30. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Deng, Y.; Zhang, X. Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates. Mater. Sci. Eng. A 2013, 563, 8–15. [Google Scholar] [CrossRef]
- Guo, W.; Yang, M.; Zheng, Y.; Zhang, X.; Li, H.; Wen, X.; Zhang, J. Influence of elastic tensile stress on aging process in an Al-Zn-Mg-Cu alloy. Mater. Lett. 2013, 106, 14–17. [Google Scholar] [CrossRef]
- Skrotzki, B.; Shiflet, G.J.; Starke, E.A. On the effect of stress on nucleation and growth of precipitates in an Al-Cu-Mg-Ag alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27, 3431–3444. [Google Scholar] [CrossRef]
- Skrotzki, B.; Murken, J. On the Effect of Stress on Nucleation, Growth, and Coarsening of Precipitates in Age-Hardenable Aluminum Alloys. In Lightweight Alloys for Aerospace Application; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 51–61. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| EN AW 7075 (wt %) | 0.10 | 0.11 | 1.49 | 0.03 | 2.38 | 0.20 | 5.57 | 0.03 | 0.04 | Balance |
| Material | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| EN AW 7075 (T6) | 447.4 ± 3.5 | 577.3 ± 2.7 | 11.2 ± 0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sajadifar, S.V.; Krooß, P.; Fröck, H.; Milkereit, B.; Kessler, O.; Niendorf, T. Effects of Aging under Stress on Mechanical Properties and Microstructure of EN AW 7075 Alloy. Metals 2021, 11, 1142. https://doi.org/10.3390/met11071142
Sajadifar SV, Krooß P, Fröck H, Milkereit B, Kessler O, Niendorf T. Effects of Aging under Stress on Mechanical Properties and Microstructure of EN AW 7075 Alloy. Metals. 2021; 11(7):1142. https://doi.org/10.3390/met11071142
Chicago/Turabian StyleSajadifar, Seyed Vahid, Philipp Krooß, Hannes Fröck, Benjamin Milkereit, Olaf Kessler, and Thomas Niendorf. 2021. "Effects of Aging under Stress on Mechanical Properties and Microstructure of EN AW 7075 Alloy" Metals 11, no. 7: 1142. https://doi.org/10.3390/met11071142