
Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
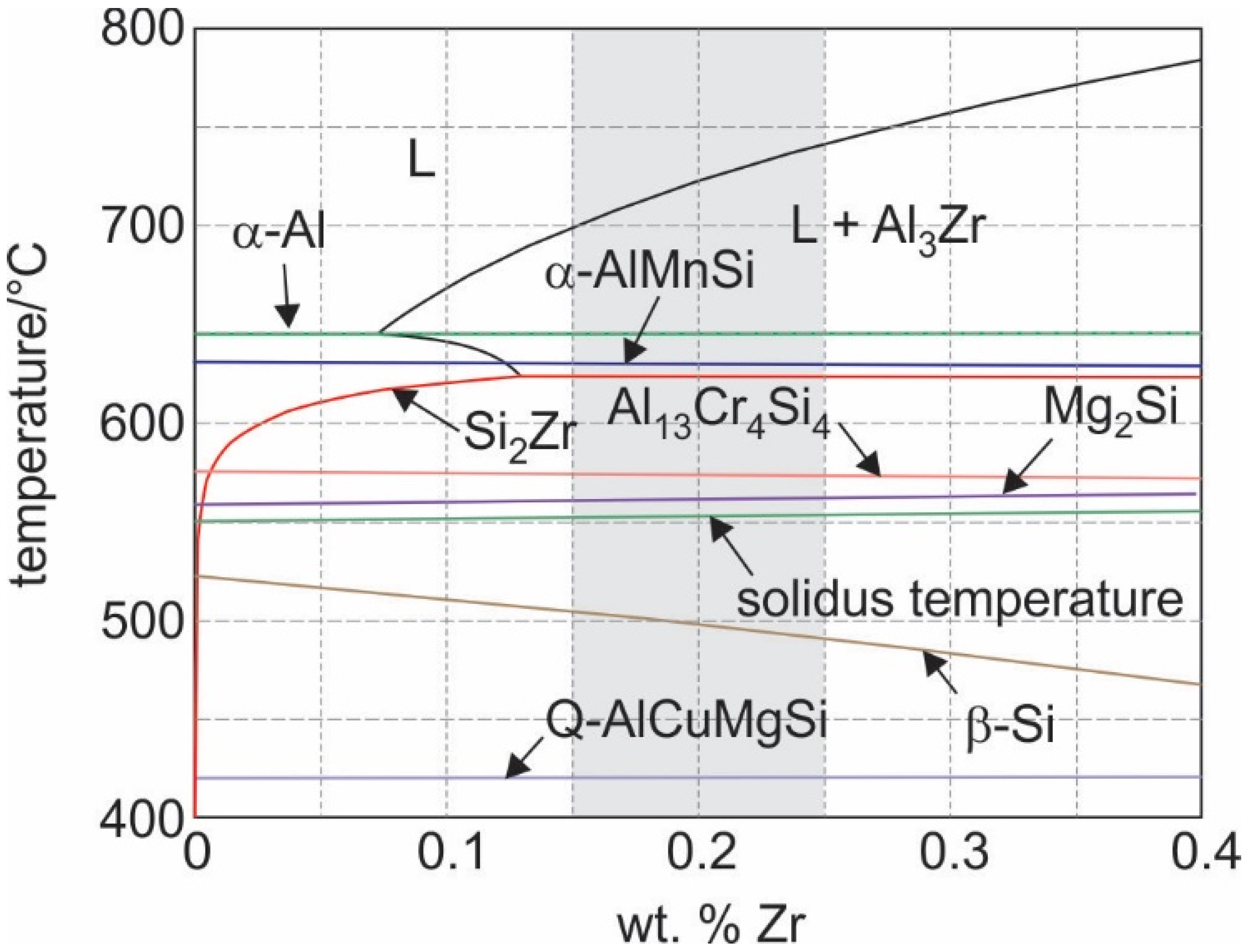
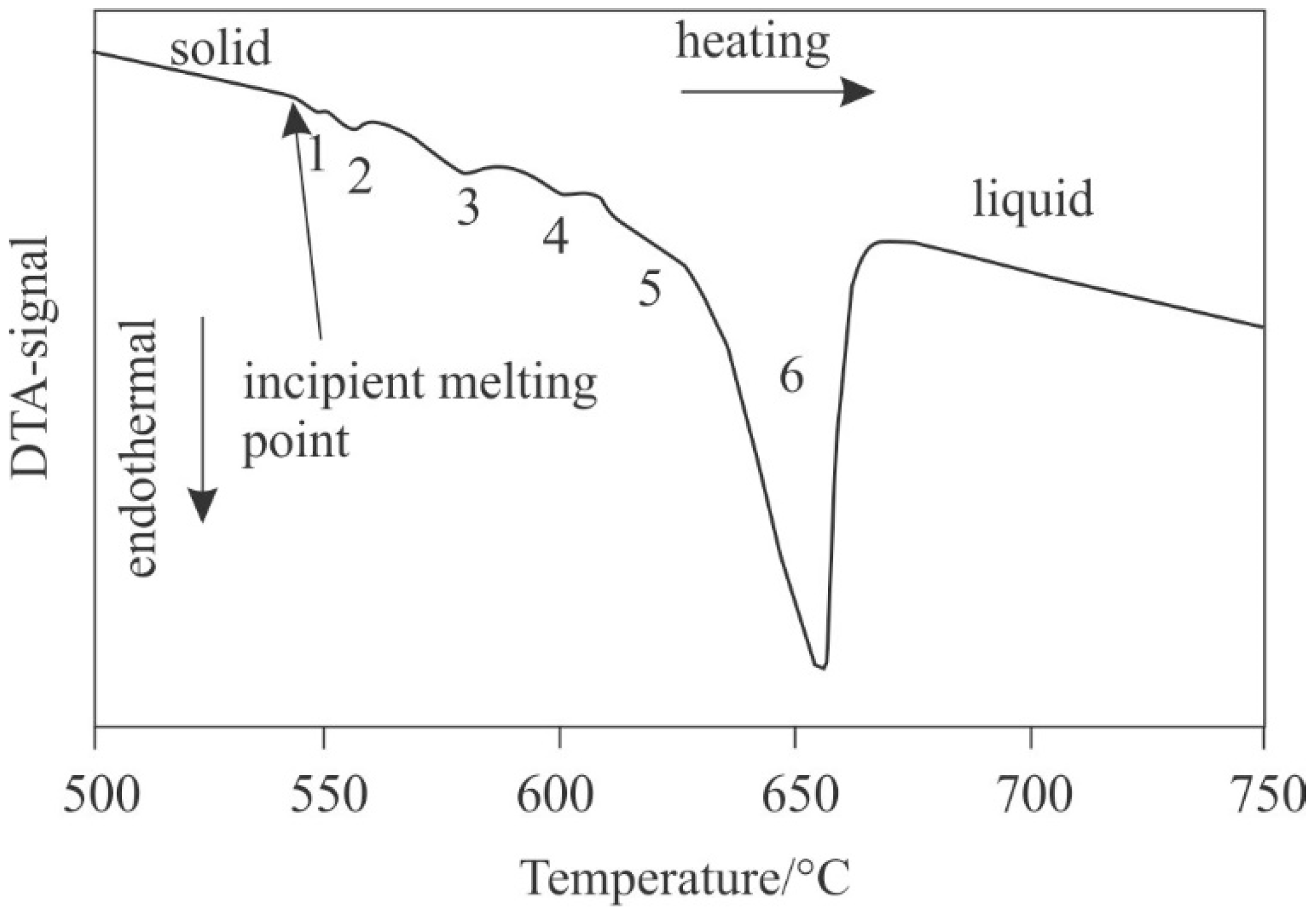
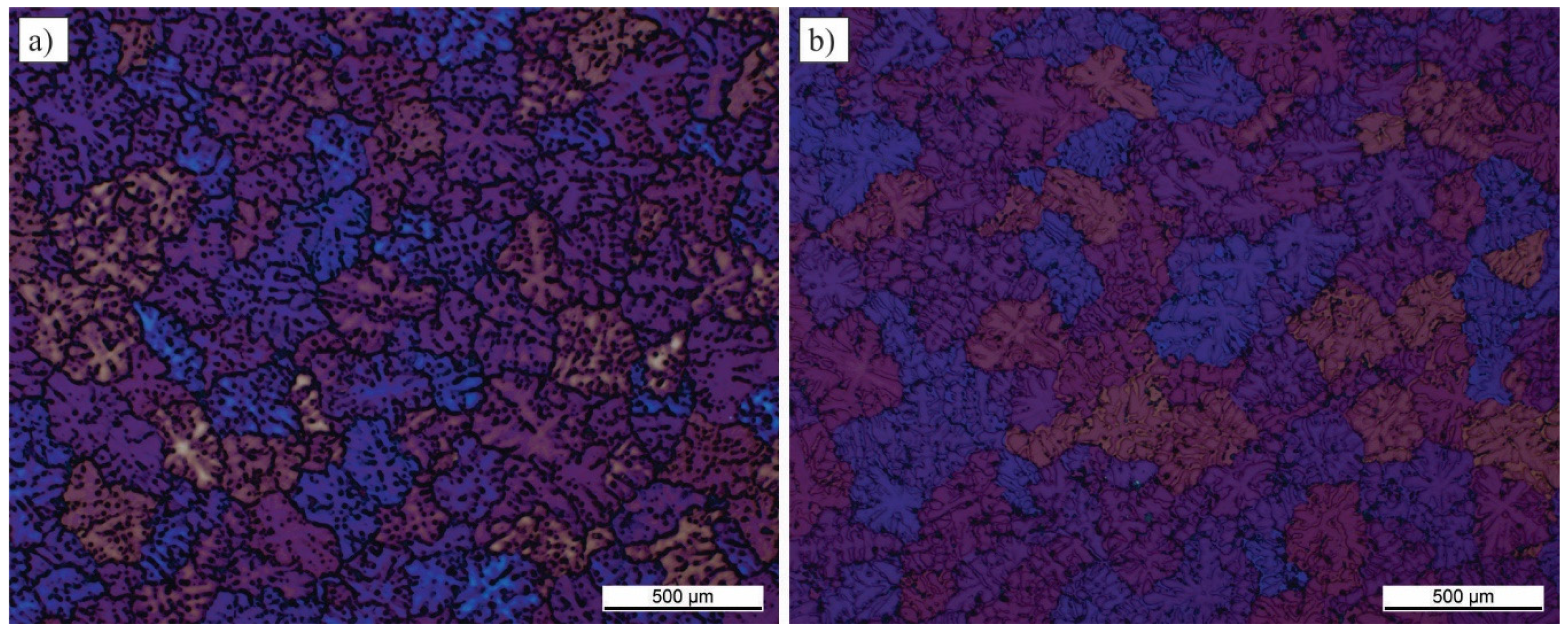
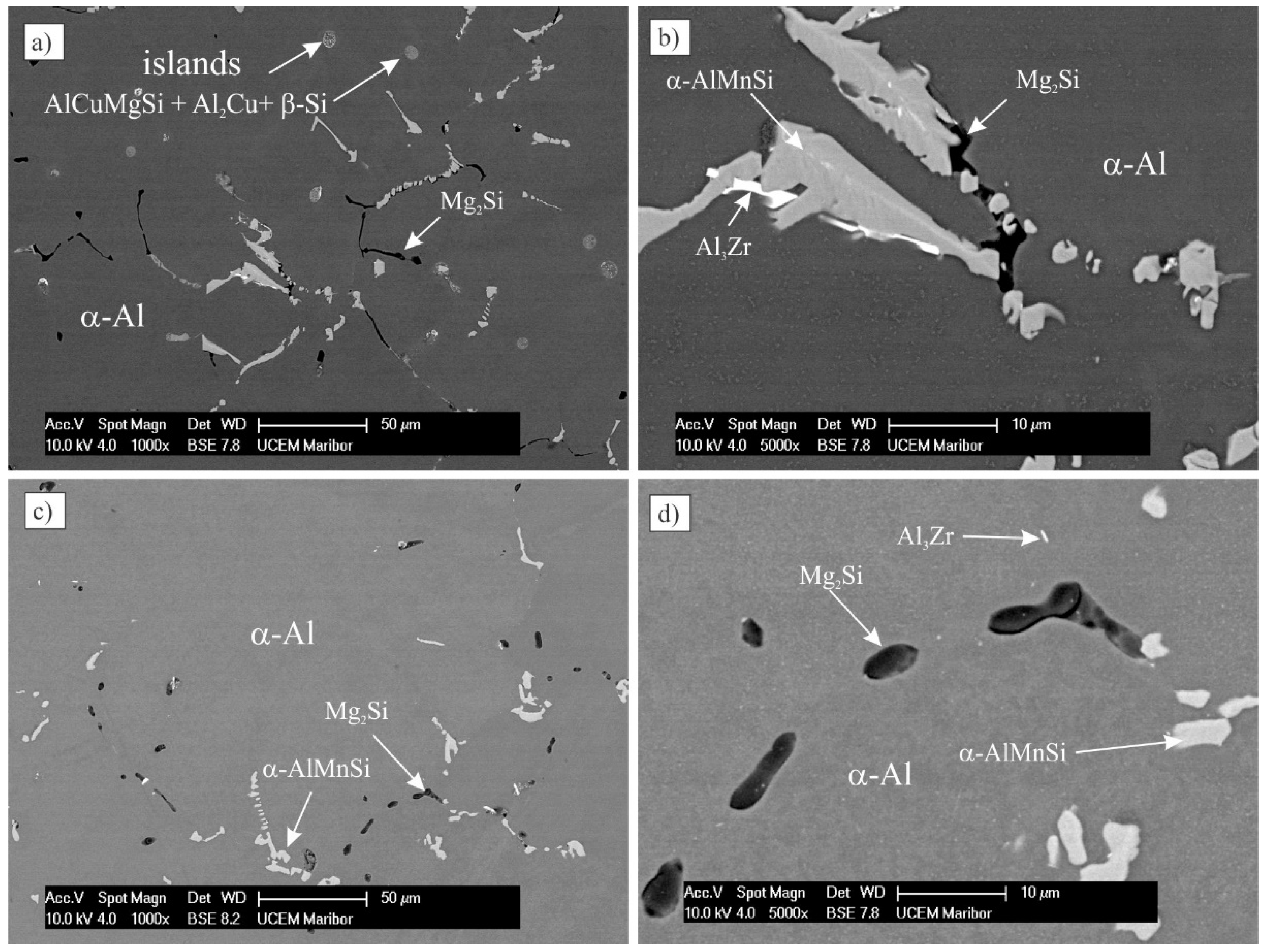
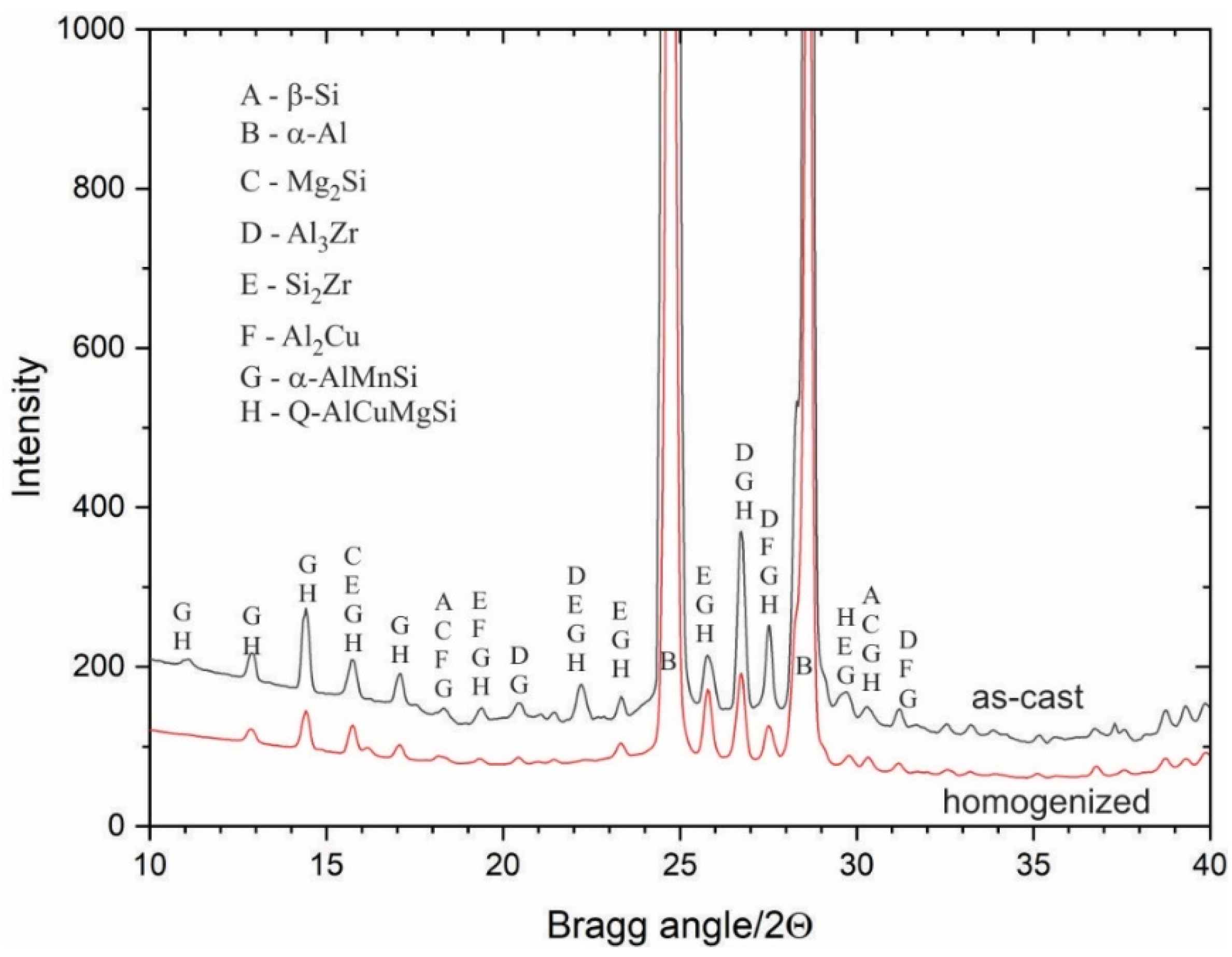
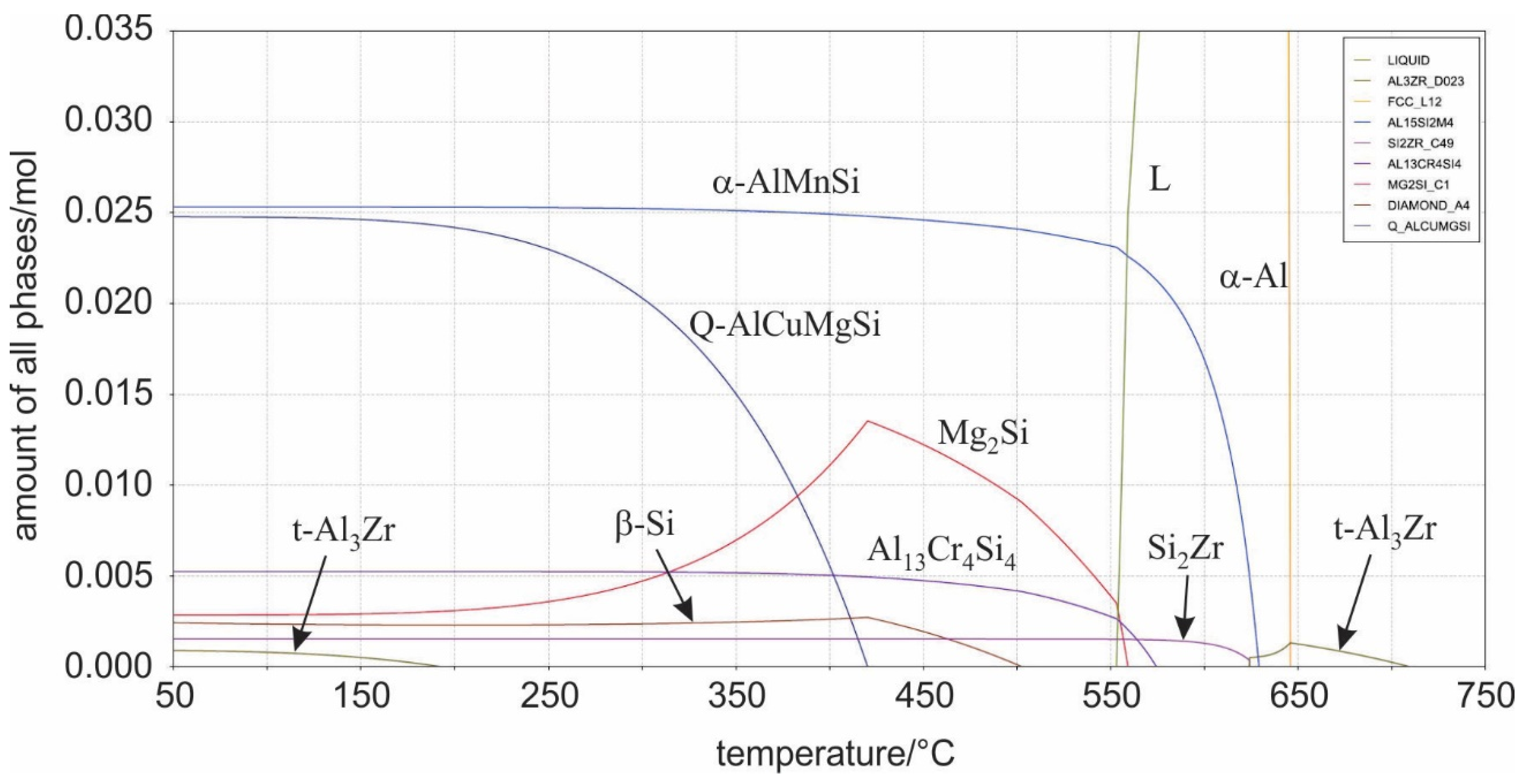
3.1. Phase Identification in the As-Cast Condition and after Homogenization
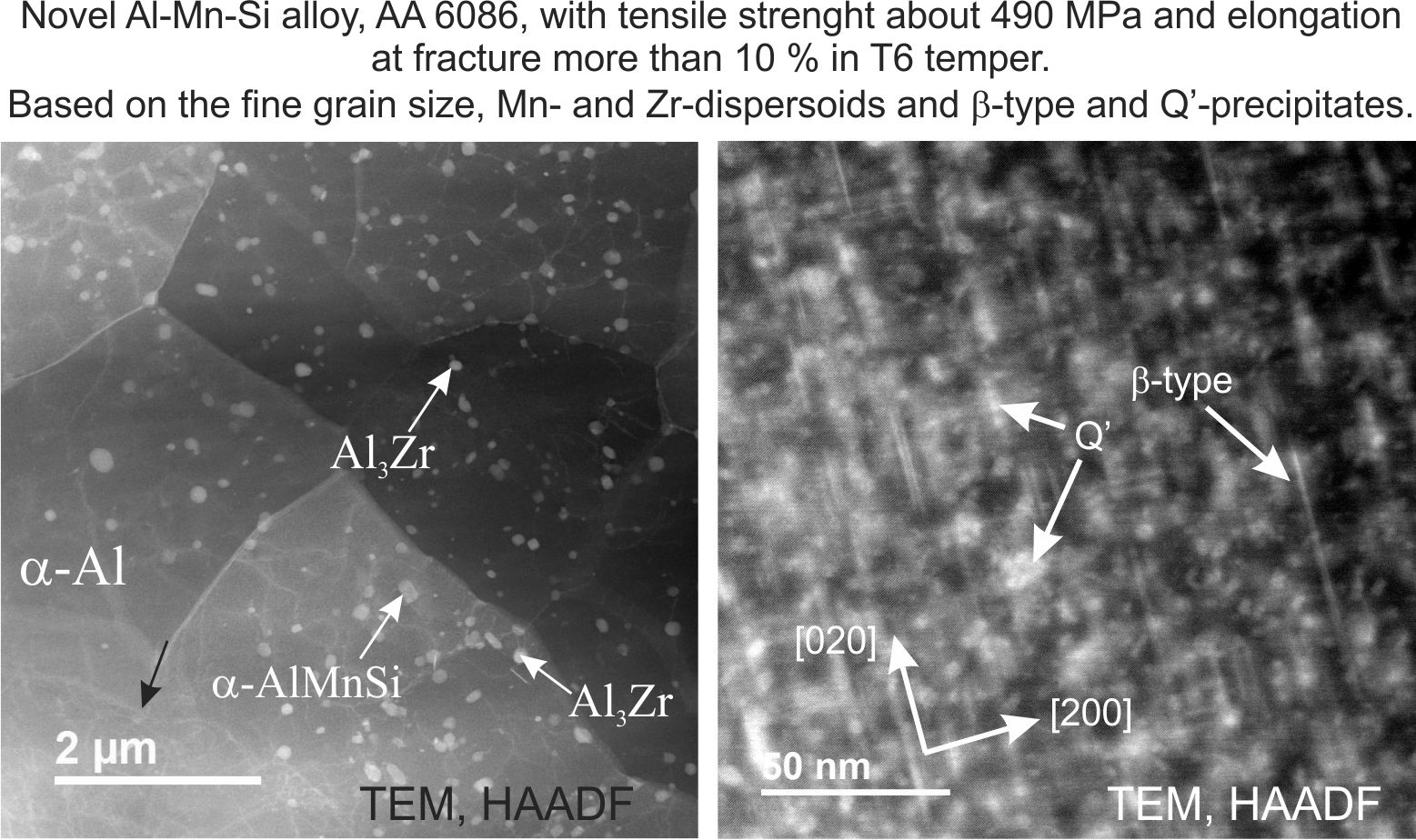
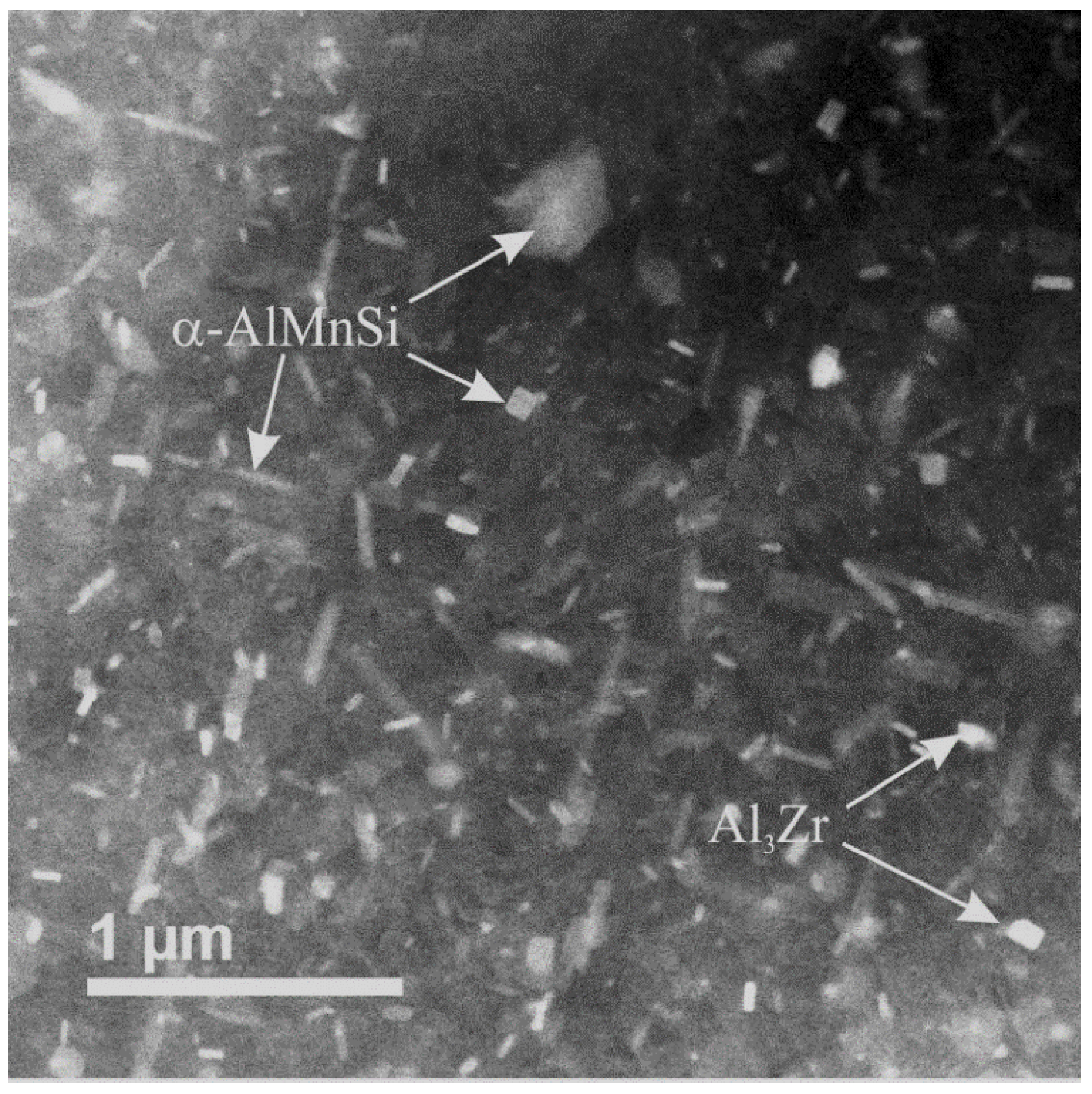
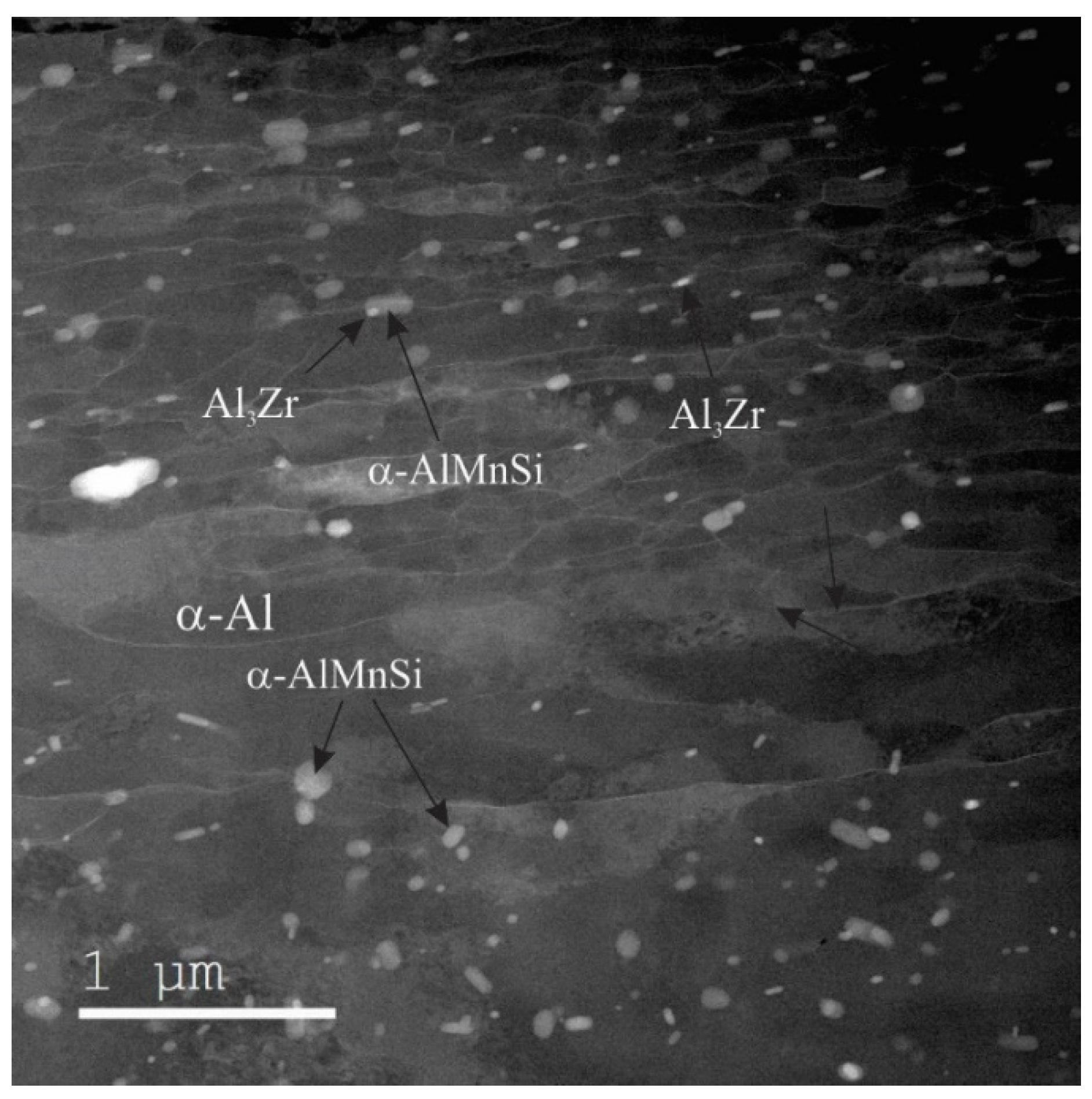
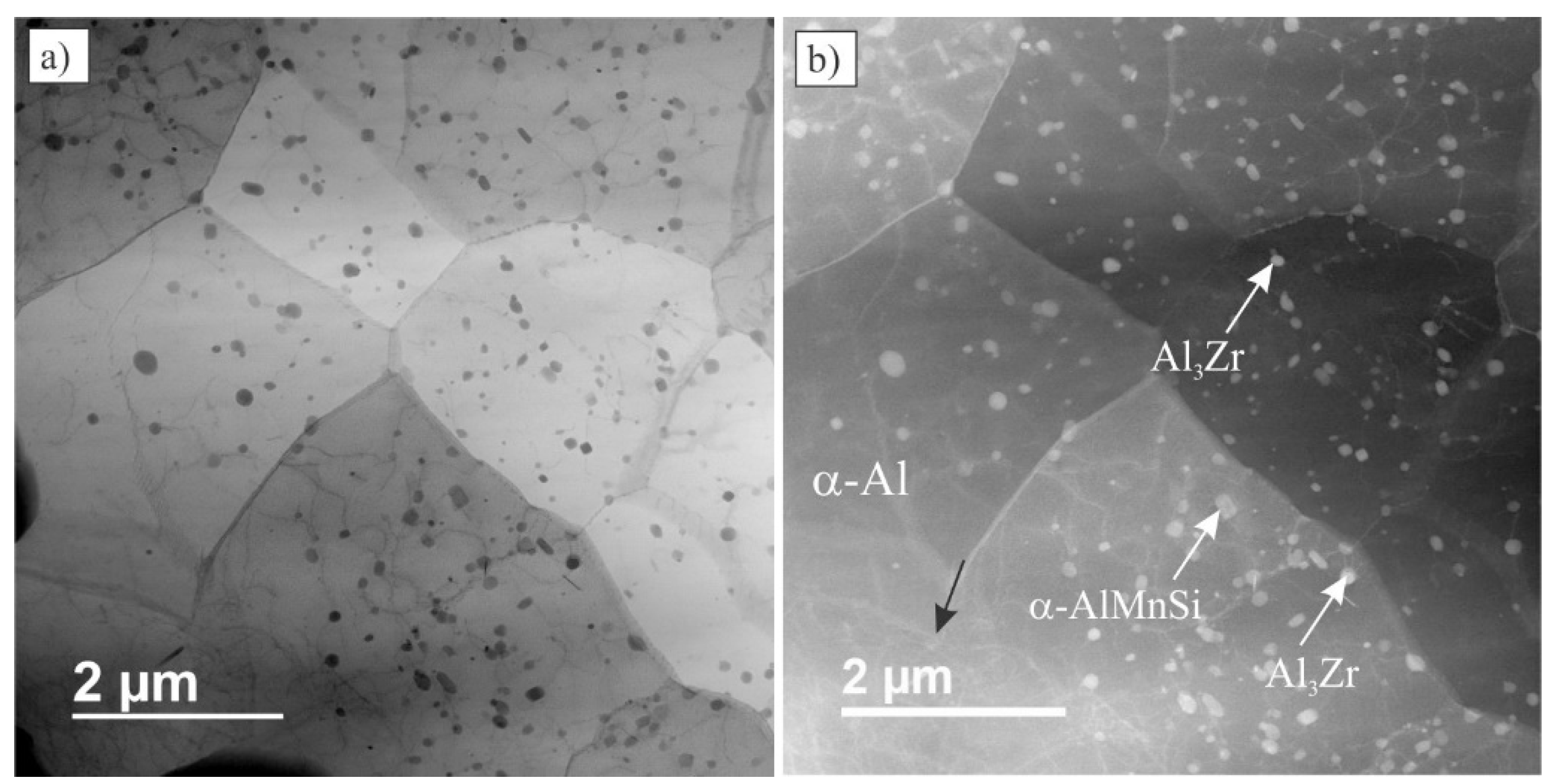
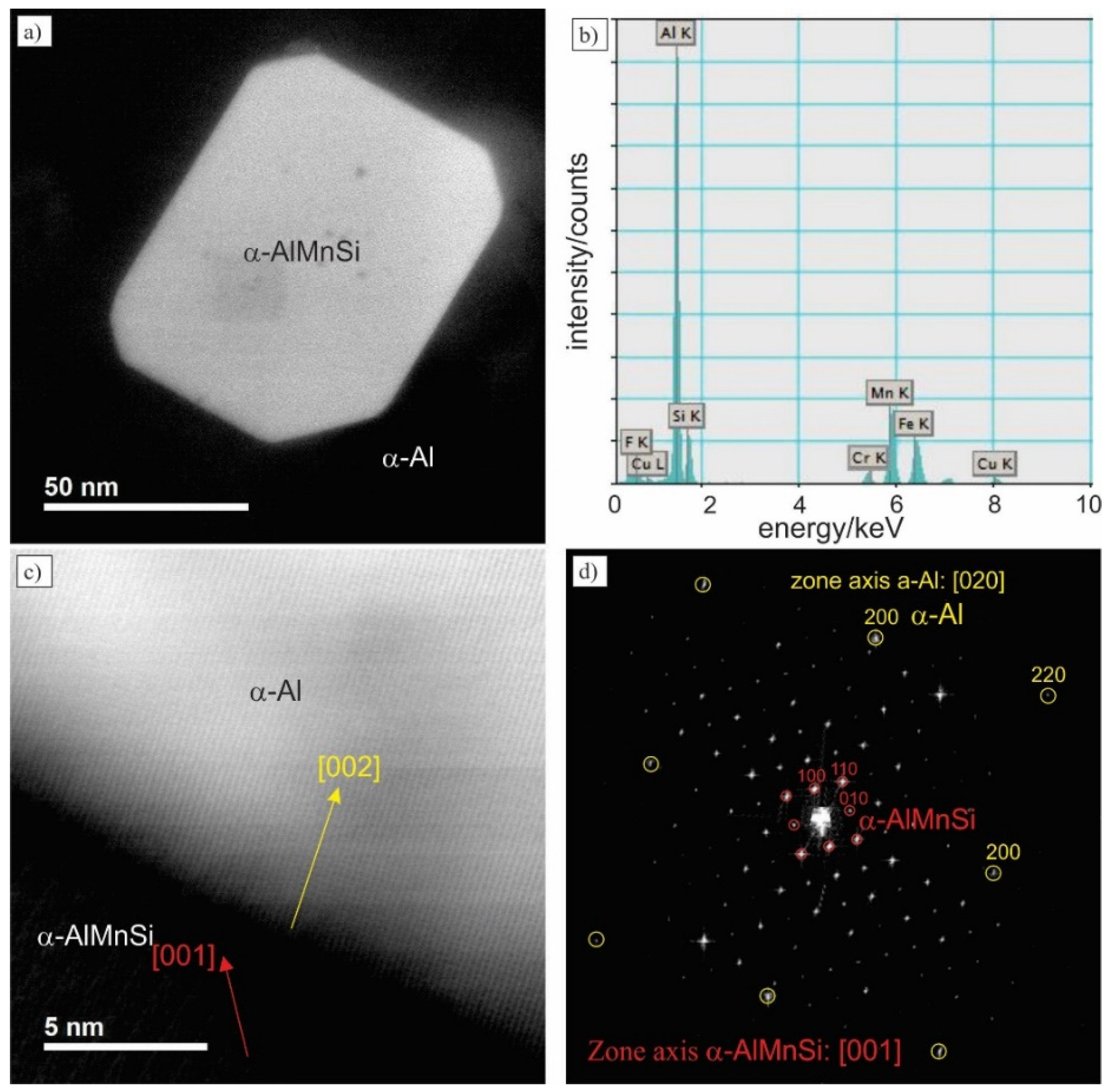
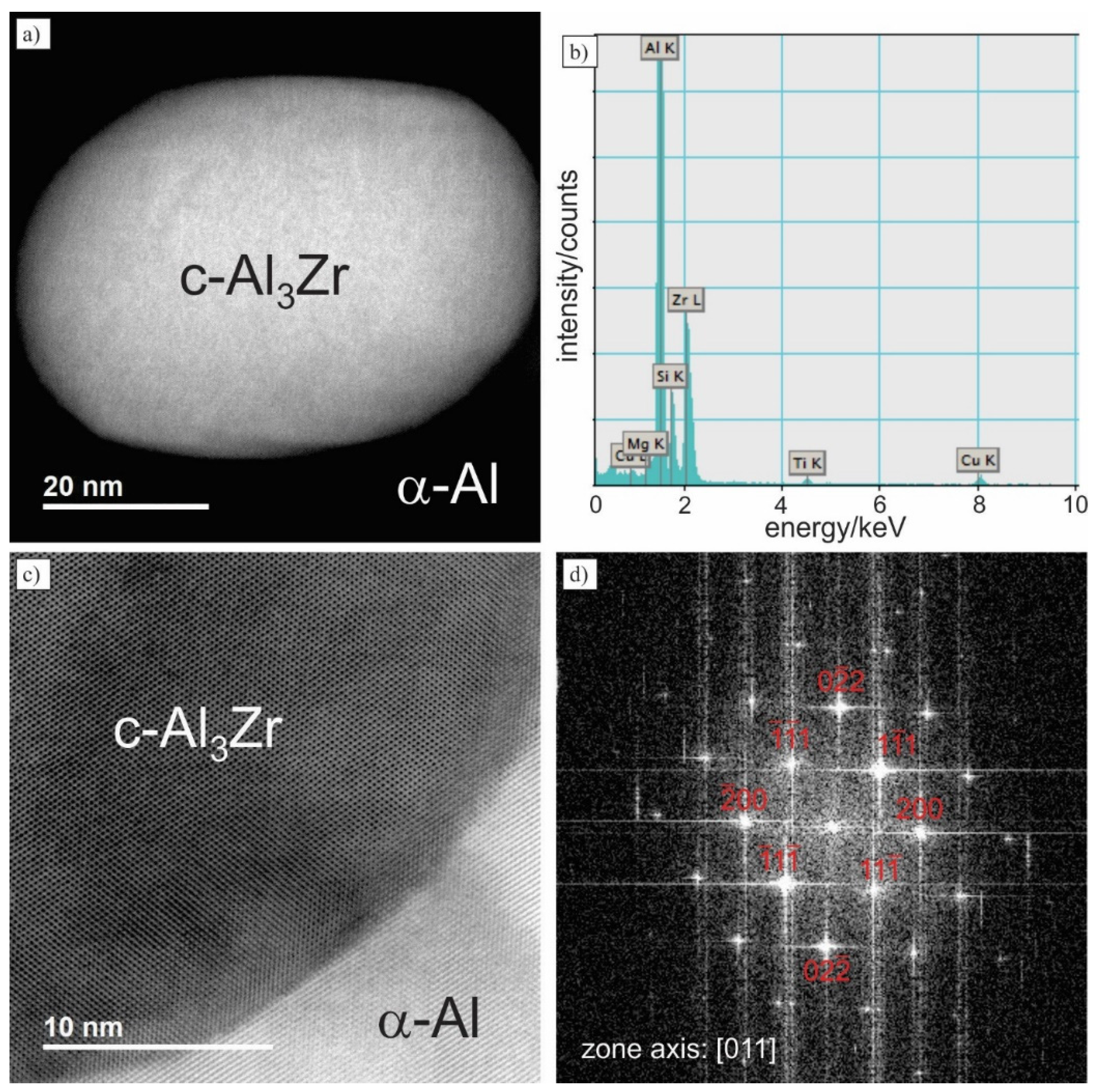
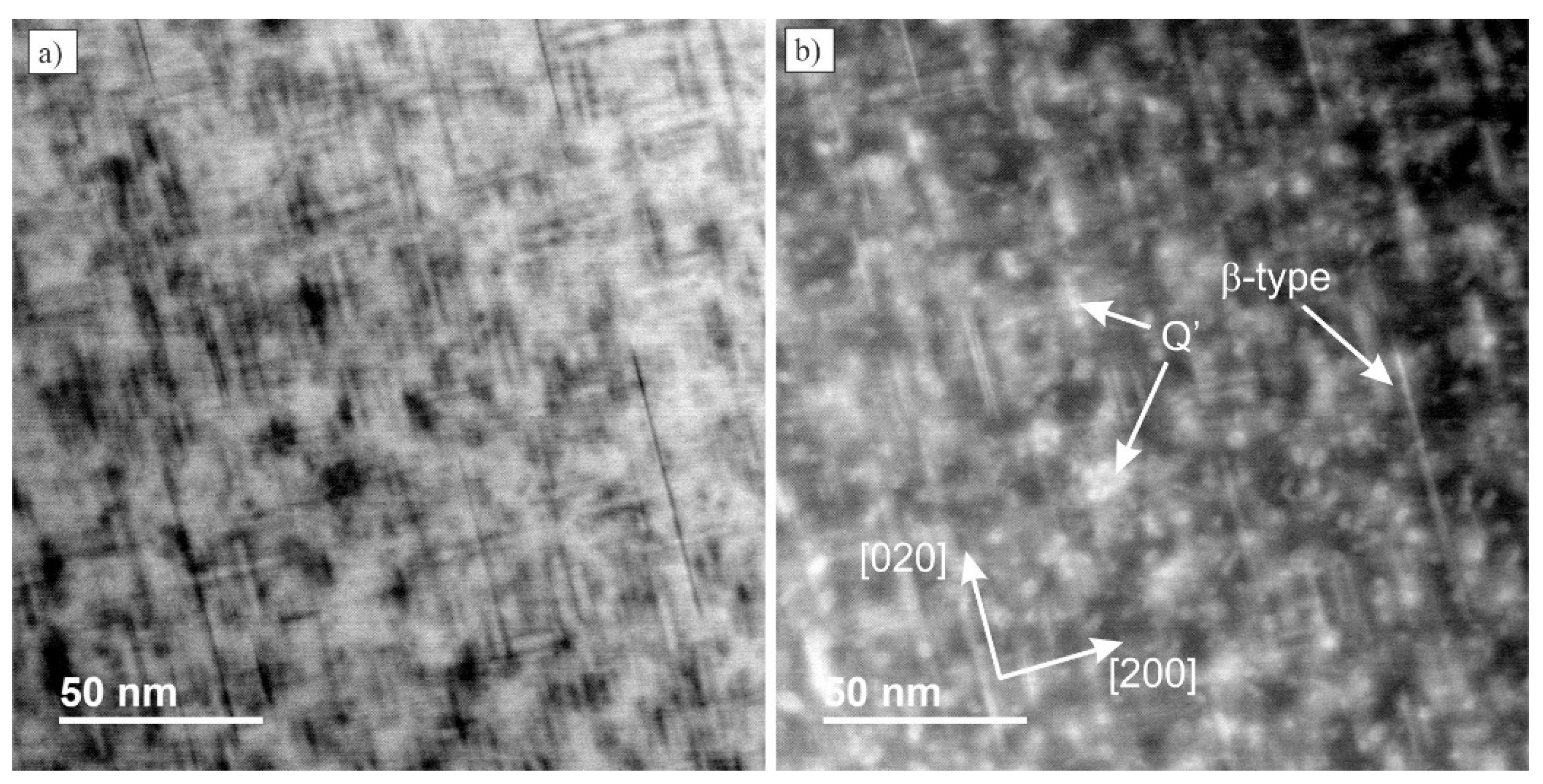
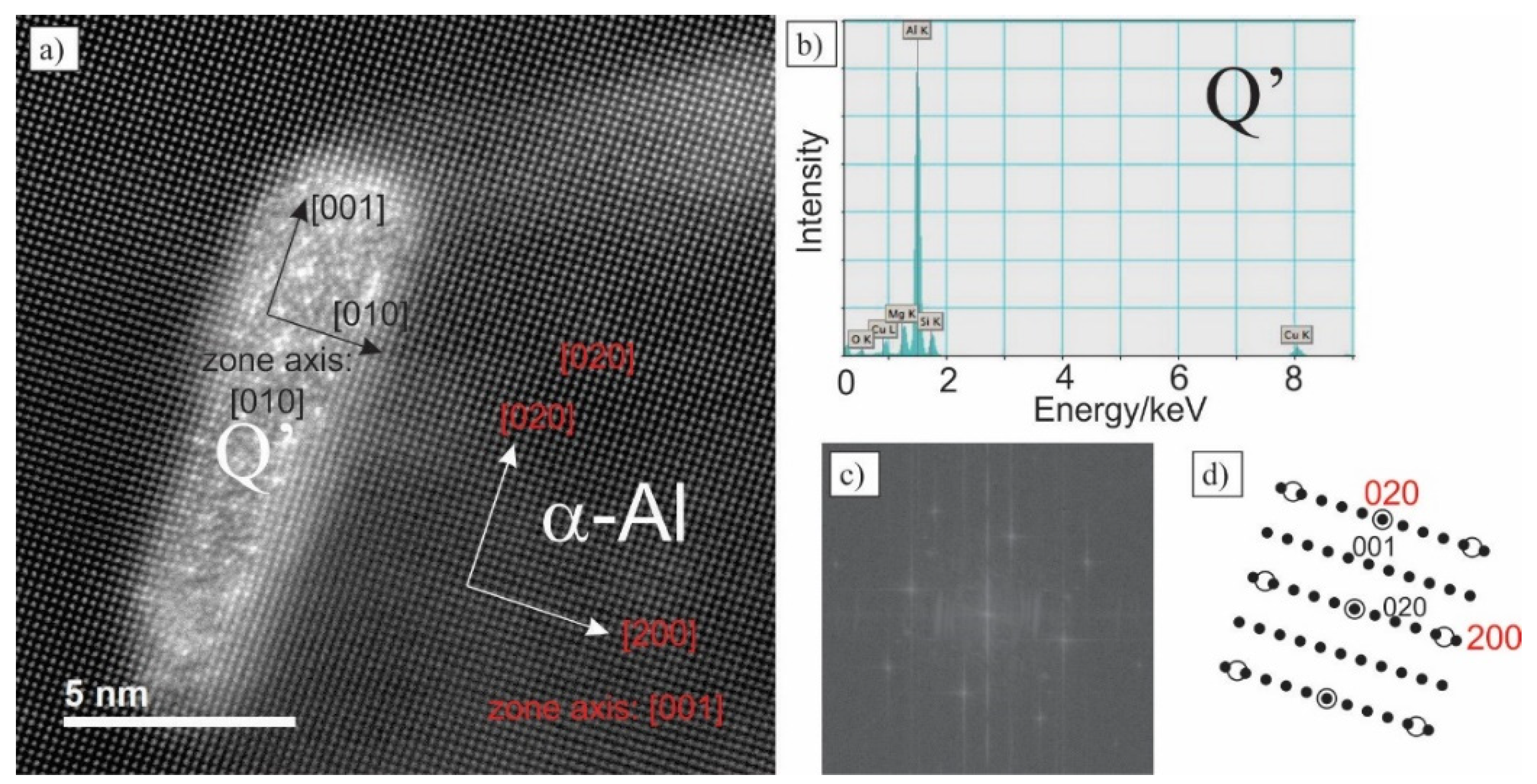
3.2. Microstructure of AA 6086 in the T6 Temper
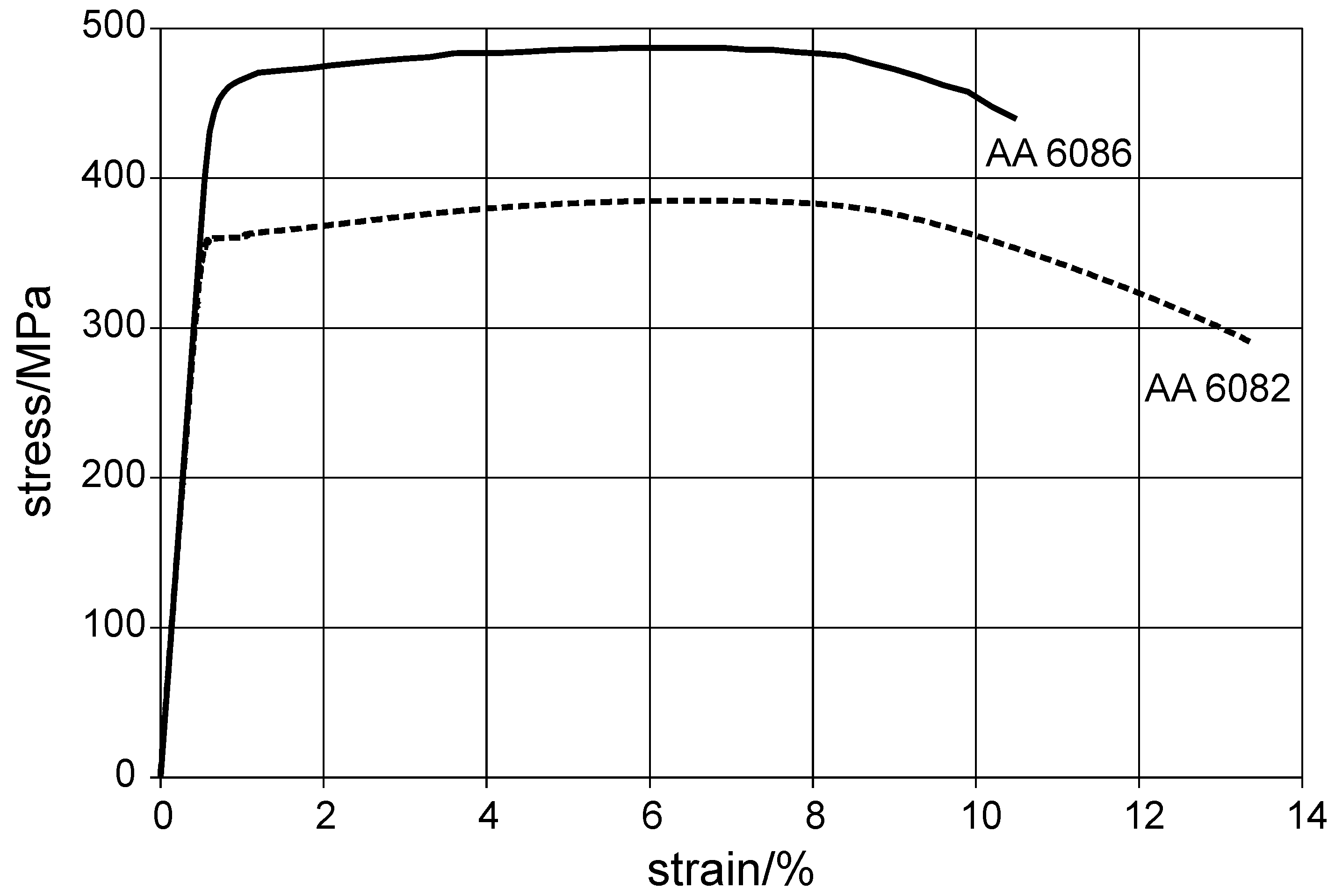
3.3. Comparison of Tensile Properties of AA 6086 and AA 6082
4. Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McQueen, H.J.; Celliers, O.C. Application of hot workability studies to extrusion processing. 3. Physical and mechanical metallurgy of Al-Mg-Si and Al-Zn-Mg alloys. Can. Met. Q. 1997, 36, 73–86. [Google Scholar] [CrossRef]
- Schiffl, A.; Schiffl, I.; Hartmann, M.; Brötz, S.; Österreicher, J.; Kühlein, W. Analysis of Impact Factors on Crash Performance of High Strength 6082 Alloys Consider Extrudability and Small Modifications of the Profile Geometry. Mater. Today Proc. 2019, 10, 193–200. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, W.; Fu, D.; Teng, J.; Zhang, H. Improvement of the mechanical properties of Al–Mg–Si alloys with nano-scale precipitates after repetitive continuous extrusion forming and T8 tempering. J. Mater. Res. Technol. 2019, 8, 5950–5960. [Google Scholar] [CrossRef]
- Wang, X.F.; Shi, T.Y.; Wang, H.B.; Zhou, S.Z.; Xie, C.; Wang, Y.G. Mechanical behavior and microstructure evolution of Al-Mg-Si-Cu alloy undertensile loading at different strain rates. Mater. Res. Express 2019, 6, 15. [Google Scholar] [CrossRef]
- Sekhar, A.P.; Mandal, A.B.; Das, D. Mechanical properties and corrosion behavior of artificially aged Al-Mg-Si alloy. J. Mater. Res. Technol.-JMRT 2020, 9, 1005–1024. [Google Scholar] [CrossRef]
- Farh, H.; Djemmal, K.; Guemini, R.; Serradj, F. Nucleation of dispersoids study in some Al-Mg-Si alloys. Ann. Chim.-Sci. Mater. 2010, 35, 283–289. [Google Scholar] [CrossRef]
- Mao, H.; Kong, Y.; Cai, D.; Yang, M.; Peng, Y.; Zeng, Y.; Zhang, G.; Shuai, X.; Huang, Q.; Li, K.; et al. β’’ needle-shape precipitate formation in Al-Mg-Si alloy: Phase field simulation and experimental verification. Comput. Mater. Sci. 2020, 184, 109878. [Google Scholar] [CrossRef]
- Yang, M.; Chen, H.; Orekhov, A.; Lu, Q.; Lan, X.; Li, K.; Zhang, S.; Song, M.; Kong, Y.; Schryvers, D.; et al. Quantified contribution of β″ and β′ precipitates to the strengthening of an aged Al–Mg–Si alloy. Mater. Sci. Eng. A 2020, 774, 138776. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Sunde, J.K.; Marioara, C.D.; van Helvoort, A.T.J.; Holmestad, R. The evolution of precipitate crystal structures in an Al-Mg-Si(-Cu) alloy studied by a combined HAADF-STEM and SPED approach. Mater. Charact. 2018, 142, 458–469. [Google Scholar] [CrossRef] [Green Version]
- Sunde, J.K.; Marioara, C.D.; Holmestad, R. The effect of low Cu additions on precipitate crystal structures in overaged Al-Mg-Si(-Cu) alloys. Mater. Charact. 2020, 160, 110087. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, C.M.; Zhou, L.; Hashimoto, T.; Zhou, X.; Ramasse, Q.M.; Fan, Z. Mechanism for Zr poisoning of Al-Ti-B based grain refiners. Acta Mater. 2019, 164, 428–439. [Google Scholar] [CrossRef] [Green Version]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Varma, R.; Langan, T.; Dorin, T. Effect of Al3(Sc,Zr) dispersoids on the hot deformation behaviour of 6xxx-series alloys: A physically based constitutive model. Mater. Sci. Eng. A 2020, 793, 139873. [Google Scholar] [CrossRef]
- Meng, Y.; Cui, J.; Zhao, Z.; He, L. Effect of Zr on microstructures and mechanical properties of an AlMgSiCuCr alloy prepared by low frequency electromagnetic casting. Mater. Charact. 2014, 92, 138–148. [Google Scholar] [CrossRef]
- Vlach, M.; Cizek, J.; Smola, B.; Melikhova, O.; Vlcek, M.; Kodetova, V.; Kudrnova, H.; Hruska, P. Heat treatment and age hardening of Al-Si-Mg-Mn commercial alloy with addition of Sc and Zr. Mater. Charact. 2017, 129, 1–8. [Google Scholar] [CrossRef]
- Fu, J.N.; Yang, Z.; Deng, Y.L.; Wu, Y.F.; Lu, J.Q. Influence of Zr addition on precipitation evolution and performance of Al-Mg-Si alloy conductor. Mater. Charact. 2020, 159, 7. [Google Scholar] [CrossRef]
- Himuro, Y.; Koyama, K.; Bekki, Y. Precipitation Behaviour of Zirconium Compounds in Zr-Bearing Al-Mg-Si Alloy. Mater. Sci. Forum 2006, 519–521, 501–506. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Y.; Esling, C.; Jiang, H.; Zhao, Z.; Zuo, Y.; Cui, J. Crystallographic features of the primary Al3Zr phase in as-cast Al-1.36wt% Zr alloy. J. Cryst. Growth 2011, 316, 172–176. [Google Scholar] [CrossRef]
- Cvahte, P.; Jelen, M.; Dragojevič, V.; Steinacher, M. A High-Strength Al-Mg-Si Aluminium Alloy and Its Manufacturing Process. European Patent Office EP3214191A1, 19 August 2020. [Google Scholar]
- Zupanič, F.; Steinacher, M.; Bončina, T. As-cast microstructure of a novel Al-Mg-Si alloy. Livar. Vestn. 2019, 66, 125–136. [Google Scholar]
- Du, Y.; Chang, Y.A.; Huang, B.Y.; Gong, W.P.; Jin, Z.P.; Xu, H.H.; Yuan, Z.H.; Liu, Y.; He, Y.H.; Xie, F.Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2003, 363, 140–151. [Google Scholar] [CrossRef]
- Zupanič, F.; Gspan, C.; Burja, J.; Bončina, T. Quasicrystalline and L12 precipitates in a microalloyed Al-Mn-Cu alloy. Mater. Today Commun. 2020, 22, 100809. [Google Scholar] [CrossRef]
- Han, Y.; Ma, K.; Li, L.; Chen, W.; Nagaumi, H. Study on microstructure and mechanical properties of Al–Mg–Si–Cu alloy with high manganese content. Mater. Des. 2012, 39, 418–424. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Rp0.2/MPa | Rm/MPa | A/% |
|---|---|---|---|
| AA 6082 | min. 260 | min. 310 | min. 8 |
| AA 6182 | min. 330 | min. 360 | min. 9 |
| AA 6110A | min. 380 | min. 410 | min. 10 |
| Alloy | Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr |
|---|---|---|---|---|---|---|---|---|---|---|
| AA 6082 | Remain | 0.92 | 0.26 | 0.07 | 0.56 | 0.70 | 0.14 | 0.03 | 0.02 | 0.01 |
| AA 6086 | Remain | 1.58 | 0.18 | 0.55 | 0.71 | 1.01 | 0.19 | 0.17 | 0.04 | 0.17 |
| Alloy | Sample | Rp0.2/MPa | Rm/MPa | A/% |
|---|---|---|---|---|
| AA 6082 | #1 | 365 | 389 | 13.7 |
| #2 | 358 | 382 | 11.8 | |
| #3 | 354 | 376 | 13.2 | |
| #4 | 366 | 390 | 13.6 | |
| #5 | 359 | 384 | 14 | |
| #6 | 348 | 375 | 12.1 | |
| #7 | 362 | 386 | 13.5 | |
| #8 | 361 | 386 | 10.5 | |
| #9 | 358 | 384 | 13.1 | |
| graph | #10 | 360 | 385 | 13 |
| #11 | 359 | 384 | 14.2 | |
| #12 | 358 | 385 | 12 | |
| #13 | 359 | 385 | 11.5 | |
| #14 | 363 | 387 | 9.8 | |
| #15 | 377 | 401 | 12.8 | |
| #16 | 371 | 395 | 11.3 | |
| #17 | 373 | 396 | 13.3 | |
| Average and standard deviation | 361.8 ± 6.8 | 386.5 ± 6.3 | 12.5 ± 1.2 | |
| AA 6086 | #1 | 450 | 490 | 12.3 |
| graph | #2 | 456 | 488 | 9.7 |
| #3 | 461 | 492 | 12.4 | |
| #4 | 464 | 495 | 11.8 | |
| Average and standard deviation | 457.8 ± 5.3 | 491.2 ± 2.6 | 11.5 ± 1.1 | |
| Alloy | β-Type | Q′-Precipitate | Mn-Dispersoids | Zr-Dispersoids | min. Rm/MPa |
|---|---|---|---|---|---|
| AA 6082 | + | - | + | - | 310 |
| AA 6182 | + | - | + | + | 360 |
| AA 6110A | + | + | + | - | 410 |
| AA 6086 | ++ | + | ++ | + | 450 * |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zupanič, F.; Steinacher, M.; Žist, S.; Bončina, T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals 2021, 11, 368. https://doi.org/10.3390/met11020368
Zupanič F, Steinacher M, Žist S, Bončina T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals. 2021; 11(2):368. https://doi.org/10.3390/met11020368
Chicago/Turabian StyleZupanič, Franc, Matej Steinacher, Sandi Žist, and Tonica Bončina. 2021. "Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086" Metals 11, no. 2: 368. https://doi.org/10.3390/met11020368