1. Introduction
Al–Si casting alloys are widely used in manufacturing automotive engine cylinder heads due to their advantages of being lightweight, good casting performance, and excellent comprehensive mechanical properties [
1]; however, with the contradictory development of high load stress and thin-walled structure of the high-performance engine, the requirements for the balance of strength and toughness at room temperature as well as the high-temperature performance of aluminum alloy cylinder heads and engine blocks are becoming stricter. To meet this market demand, researchers began to study how to achieve better values of both strength and ductility at room temperature and improve the high-temperature performance of Al–Si casting alloys. Li Runxia et al. [
2] found that Al–Si alloy’s strength and toughness can be improved by adjusting the content of Cu and Mg. According to the literature [
3,
4,
5], adjusting the Cu/Mg ratio changed the formation process of strengthening phases in Mg
2Si, Q-Al
5Mg
8Si
4Cu
2, and θ-Al
2Cu, and thus changed the strength and toughness of the alloy; however, the traditional intermetallic phase such as Mg
2Si, Q-Al
5Mg
8Si
4Cu
2, and θ-Al
2Cu phase will coarsen rapidly above 200 °C [
6]; therefore, the strengthening effect by these intermetallic phases can remain only at room temperature. To keep the microstructure of the aluminum alloy cylinder head stable and strong at temperatures higher than 200 °C, it is necessary to find micro-alloy elements that can form a thermally stable strengthening phase with the main alloy elements (Al–Si–Cu–Mg) and make the alloy stronger and tougher simultaneously. In recent years, the elements that meet the above conditions are Cr, Ti, V, Zr, Mo, Mn, and other transition metal elements.
Shaha et al. [
7] studied the influence of transition metal elements on the high-temperature properties of Al–Si alloys, and pointed out that the micro-alloy elements added to improve the high-temperature properties of Al–Si alloys should meet the following conditions: (1) be capable of forming a thermally stable strengthening phase, (2) have low solid solubility in the Al matrix, (3) have low diffusivity in the Al matrix, and (4) retain the original cooling solidification ability of aluminum alloy. On this basis, Shaha [
8] chose to add transition metals Cr, Ti, V, and Zr to the Al–Si–Cu–Mg alloy. It was found that the yield strength (YS) and ultimate tensile strength (UTS) of the modified alloy increased by 30% and 5%, respectively, under the same treatment and test conditions. Then, throughout the addition of Mo and Mn in Al-7Si-1Cu-0.5Mg (wt%) base alloy, it is found that some Mo-rich and Mn-rich intermetallic phases are formed in the alloy, some of them can remain stable after heat treatment, which shows that they can obviously improve the high-temperature properties of the alloy [
9]. After T6 heat treatment, the mechanical properties of the alloy with Mo and Mn are better than that of the base alloy at any test temperature (25–300 °C). Hernandez-Sandoval [
10] found that when 0.4 wt% Ni is added to the 354 alloy, Ni will react with Cu to form Al
3CuNi, which will occupy part of Cu and thus interfere with the formation of the Al
2Cu phase, which will affect the aging hardening process and reduce the tensile properties of the material; however, adding Zr alone or adding both Zr and Ni at the same time can improve the tensile properties of the alloy, especially at the aging temperature of 240 °C. The research of A.M.A. Mohamed [
11] showed that the Zr-rich phase and the Ni-rich phase played an extremely important role in the fracture mechanism of the alloy. They added 0.2 wt% Zr and 0.2 wt% Ni to the 354 alloy and found that the UTS and YS of the alloy at 300 °C increased by about 70% and 39%, respectively. These results clearly prove that adding transition metal elements to the alloy can generate some thermally stable phases, thus improving the alloy’s high-temperature performance; however, to date, the strengthening and toughening mechanism of transition metal elements is still not clear. What reaction has taken place between these transition metal elements and the main alloy elements of the base alloy, and what stable intermetallic phase has played a key role in the improvement of the high-temperature performance needs further research and revelation.
In our research, we began by comparing the base alloy and the alloy with the added transition metal elements. Then, we determined the strengthening effect of the modified alloy and discovered the intermetallic phases that played key roles in improving the high-temperature performance, as well as attempting to reveal its strengthening mechanism.
4. Discussion
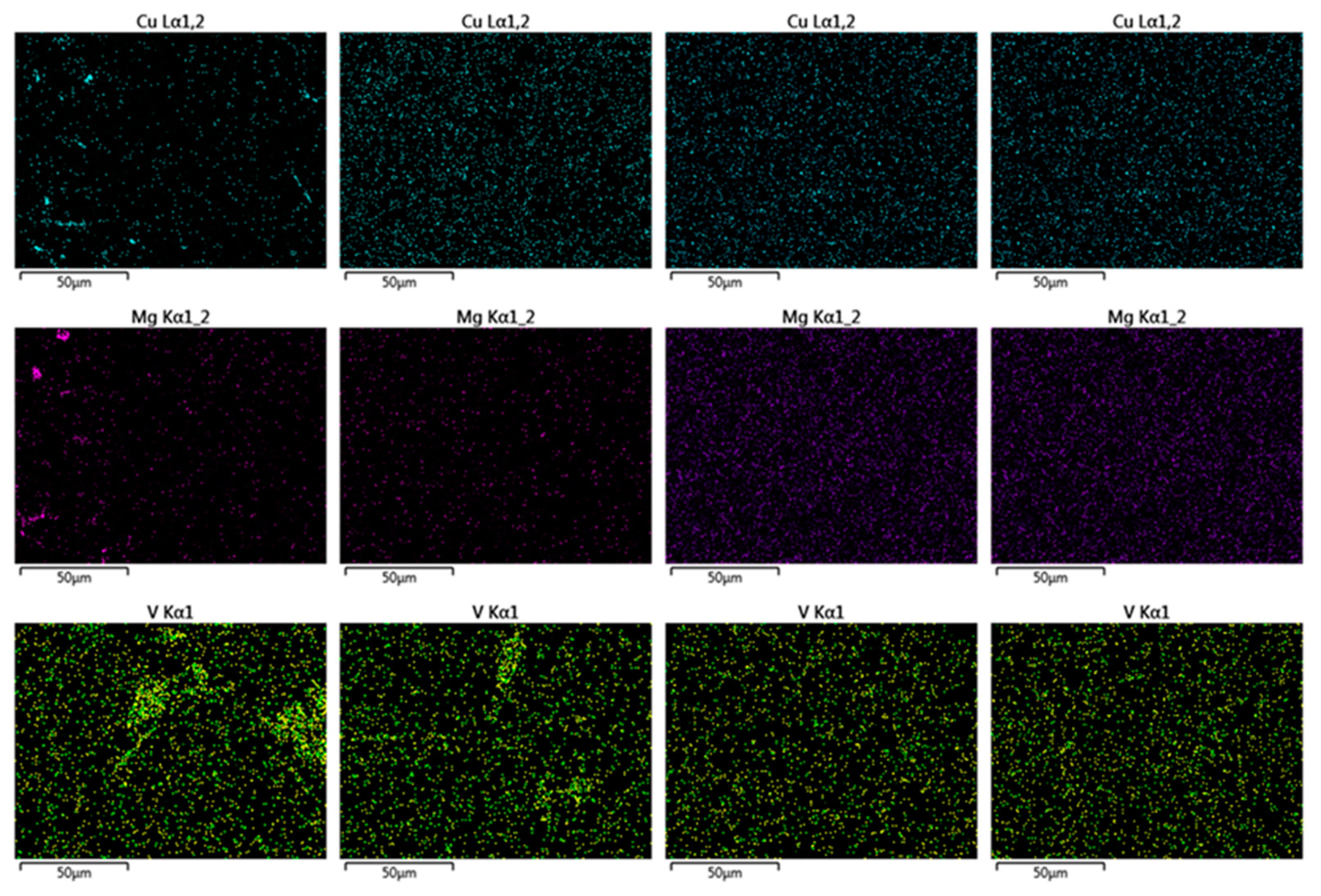
In
Section 3.3, it was observed that Cu and Mg atomic groups have been partially dissolved at 500 °C, whereas Cu and Mg atomic groups are completely dissolved and homogenized when the temperature is raised to 520 °C for 6 h. This result clearly shows that the thermal stability of the Cu-rich phase and the Mg-rich phase is poor, and it can also explain why the traditional Al–Si–Cu–Mg alloy has excellent properties at room temperature—its mechanical properties will greatly decrease when the temperature rises. In other words, it is precisely because the Cu and Mg atoms have been diffused and homogenized, and this phenomenon will inevitably lead to the dissolution of rich Cu phase and rich Mg phase, which cannot have a beneficial effect on the high-temperature properties of the alloy. These phases are mostly present in the traditional intermetallic phase, such as Al
2Cu, Mg
2Si, and Q-Al
5Cu
2Mg
8Si
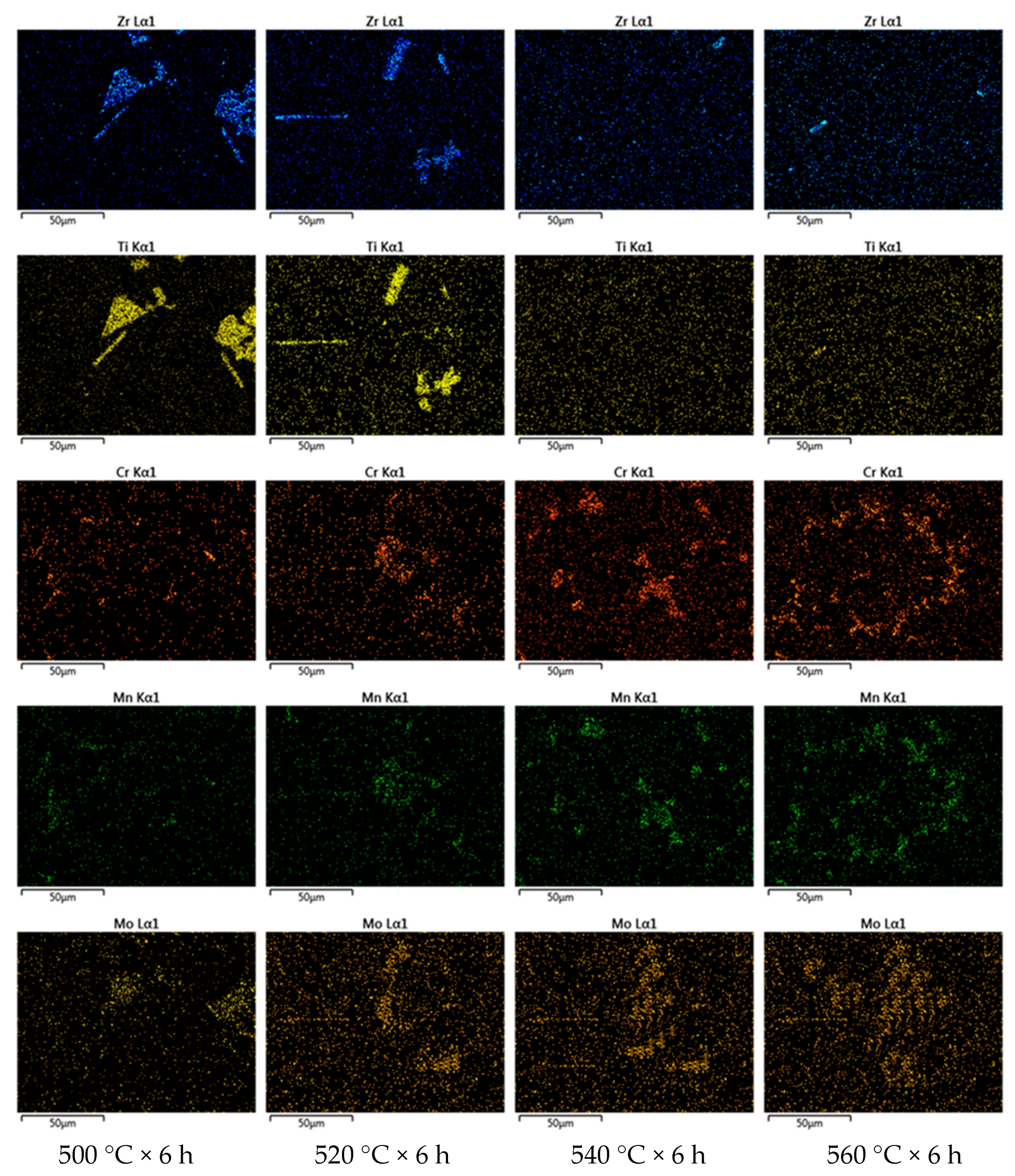
6, which plays a strengthening role at room temperature. This shows that Cu and Mg atoms have adverse effects on the high-temperature stability of the intermetallic phase. In comparison, because V, Zr, and Ti atomic groups can keep aggregation at a higher temperature, the thermal stability of intermetallic phases rich V, Zr, and Ti must also be improved; Cr, Mn, and Mo atoms have higher thermal stability, without dissolution, even at 560 °C. It can be inferred that the thermal stability of the new intermetallic phases should be higher than that of the traditional intermetallic phases due to the presence of V, Zr, Ti, Cr, Mn, and Mo atoms, especially Cr, Mn, and Mo atoms.
During the microstructure analysis, it was found that V, Zr, and Ti atoms mainly exist in the rich TiVZr phase, whereas Cr, Mn, and Mo atoms are mainly distributed in the rich CrVTi phase, rich TiVMo phase, and rich MoMnFe phase. It was found that the rich TiVZr phase will lose its thermal stability when working at 540 °C or above, whereas the rich CrVTi phase, rich TiVMo phase, and rich MoMnFe phase cannot dissolve and homogenize under the working conditions of ≤580 °C and keep the aggregation state of atoms with good thermal stability. Those phases all have good thermal stability, which can greatly promote the high temperature properties of the alloy.
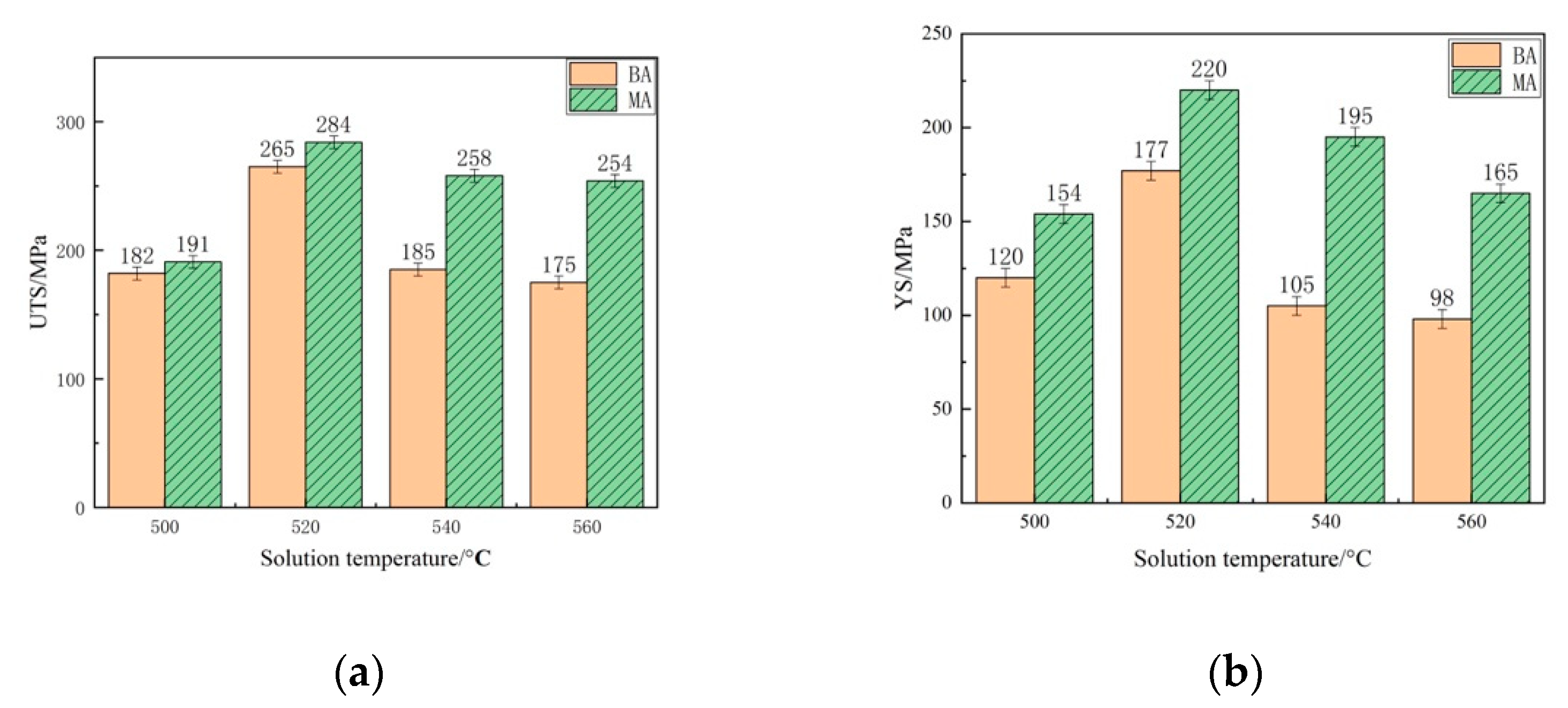
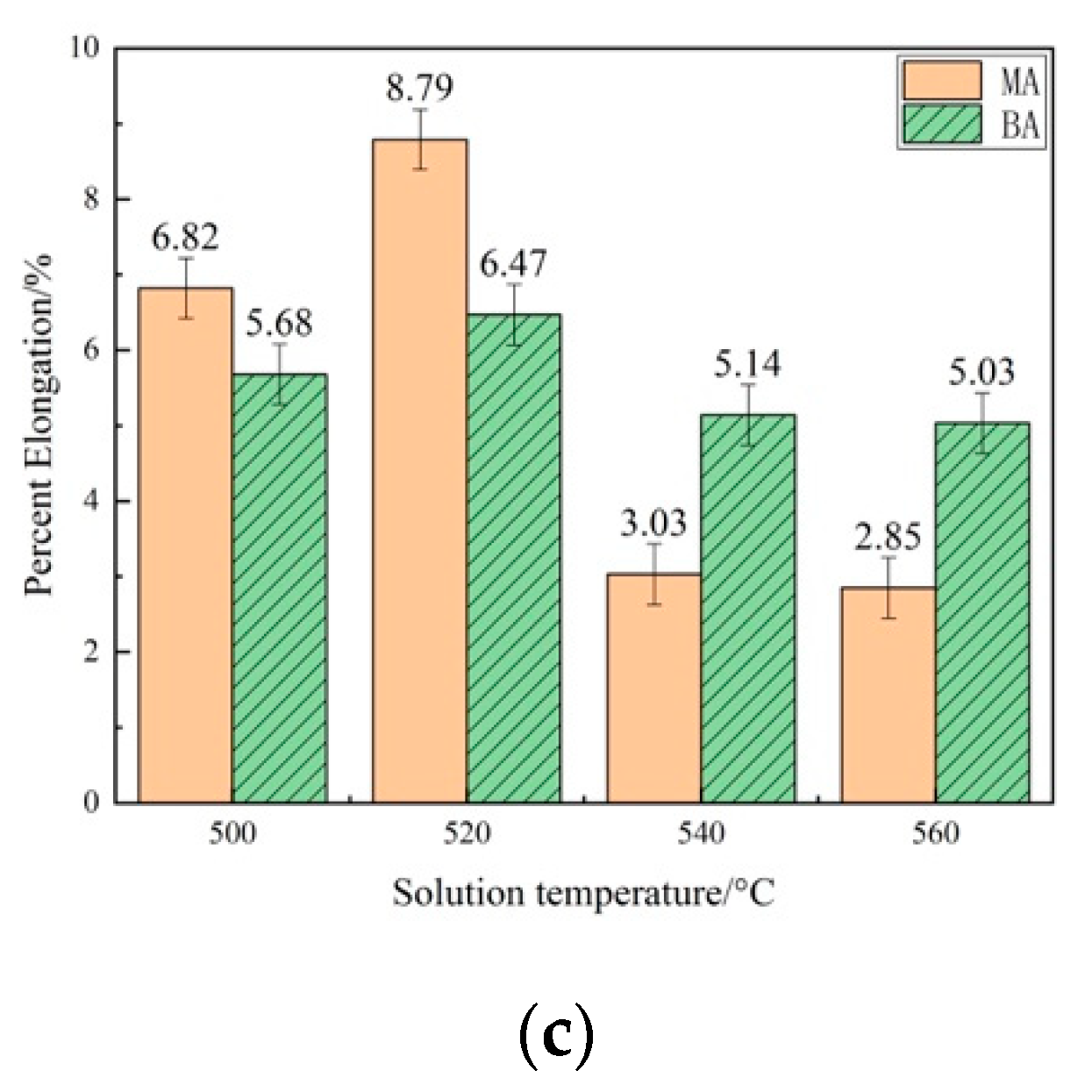
In
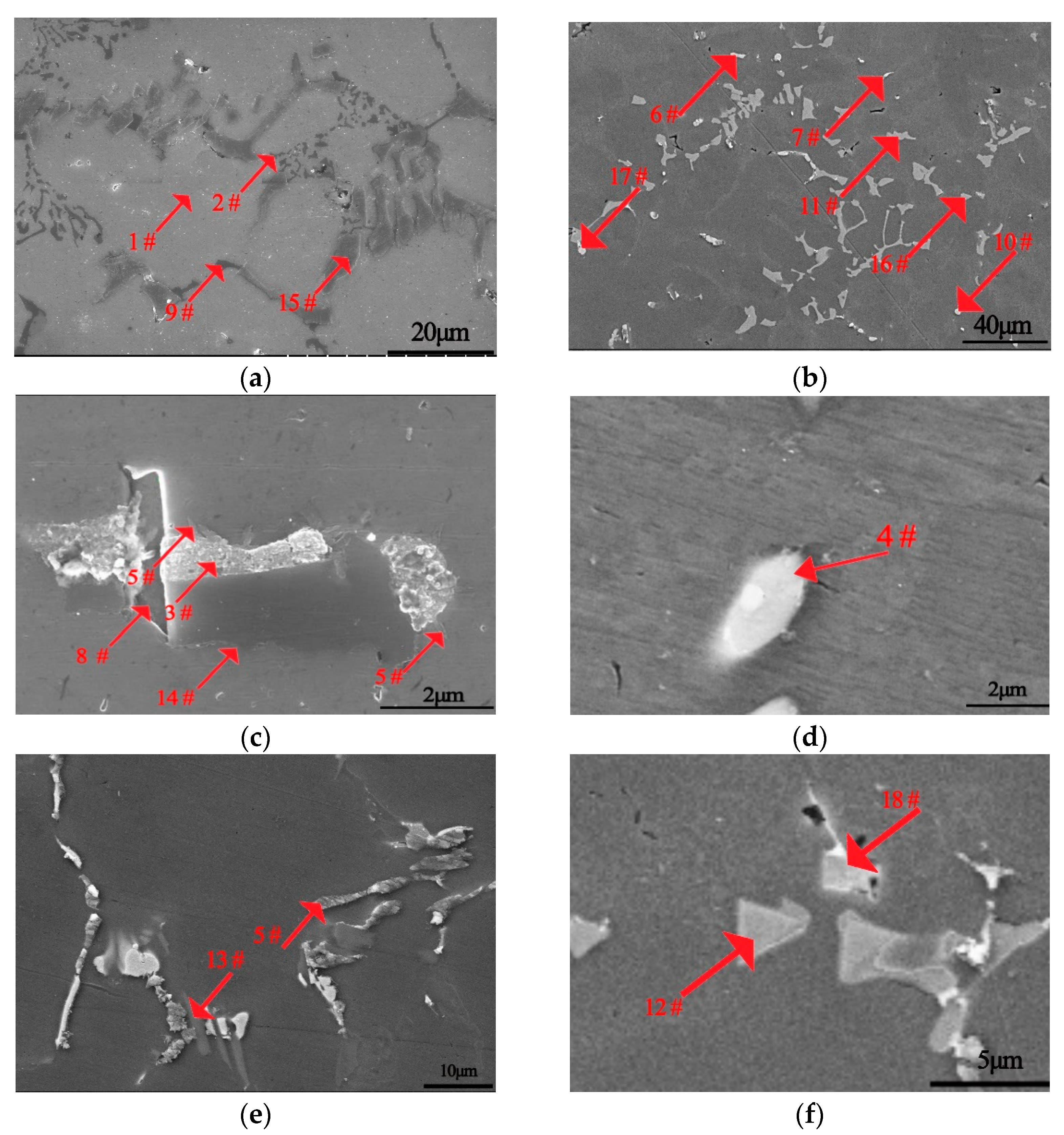
Section 3.2, it was observed that the peak tensile properties of both BA and MA appeared at the solution temperature of 520 °C. When the solution temperature is higher than 520 °C, the tensile properties of both alloys tend to decline, but UTS and YS of the MA increased by 7.17% and 24.29%, respectively, and the %EL decreased by 26.39%. When the solution temperature raised to 540 °C, the UTS and YS of the modified alloy MA increased by 39.46% and 85.71%, respectively, compared with the BA, and the %EL increased by 69.64% compared with the BA. Based on the SEM/EDS scanning results of Cu and Mg atoms in
Section 3.3, the reason for this phenomenon is that the Cu and Mg atomic groups in Al–Si–Cu–Mg alloy have been dissolved and homogenized at 520 °C, and the main strengthening phases, Al
2Cu phase (3#,4#), and Q-Al
5Cu
2Mg
8Si
6 phase (5#) have been dissolved, so the tensile properties of the alloy will be improved. The melting point of the Al
2Cu phase is 523 °C, and the melting point of the Q-Al
5Cu
2Mg
8Si
6 phase is 533 °C; therefore, when the alloy is kept at a temperature higher than this temperature for a long time, the traditional microstructure which can improve the tensile properties at room temperature has almost completely dissolved, which can not hinder the migration of dislocation [
16], and the tensile properties of BA alloy decrease sharply. The intermetallic phases, such as the rich CrVTi phase, rich TiVMo phase, rich MnMoFe phase, and rich TiVZr phase contained in MA, can exist stably and do not dissolve at high temperatures; these intermetallic phases are pinned at the grain boundary, so the diffusion deformation of the grain boundary can be hindered to a certain extent, thus preventing the generation of microcracks. There is also a large transition in the reduction response of tensile properties of BA and a small transition of MA when the solution temperature is above 520 °C. Similarly, when stretching at a high temperature, the bonding force between the matrix material and the second phase will become weak with the increase in solution temperature. For some traditional intermetallic phases, the adjacent relationship between atoms will be lost at 160 °C, and the grain boundary will undergo diffusion deformation, which will greatly reduce the alloy’s mechanical properties; however, even though some traditional second phases in MA with transition metal elements are in an unstable state, due to the existence of high-temperature stable phases, defects such as dislocation can still be hindered, so that the strength index of the alloy can still maintain a high level.
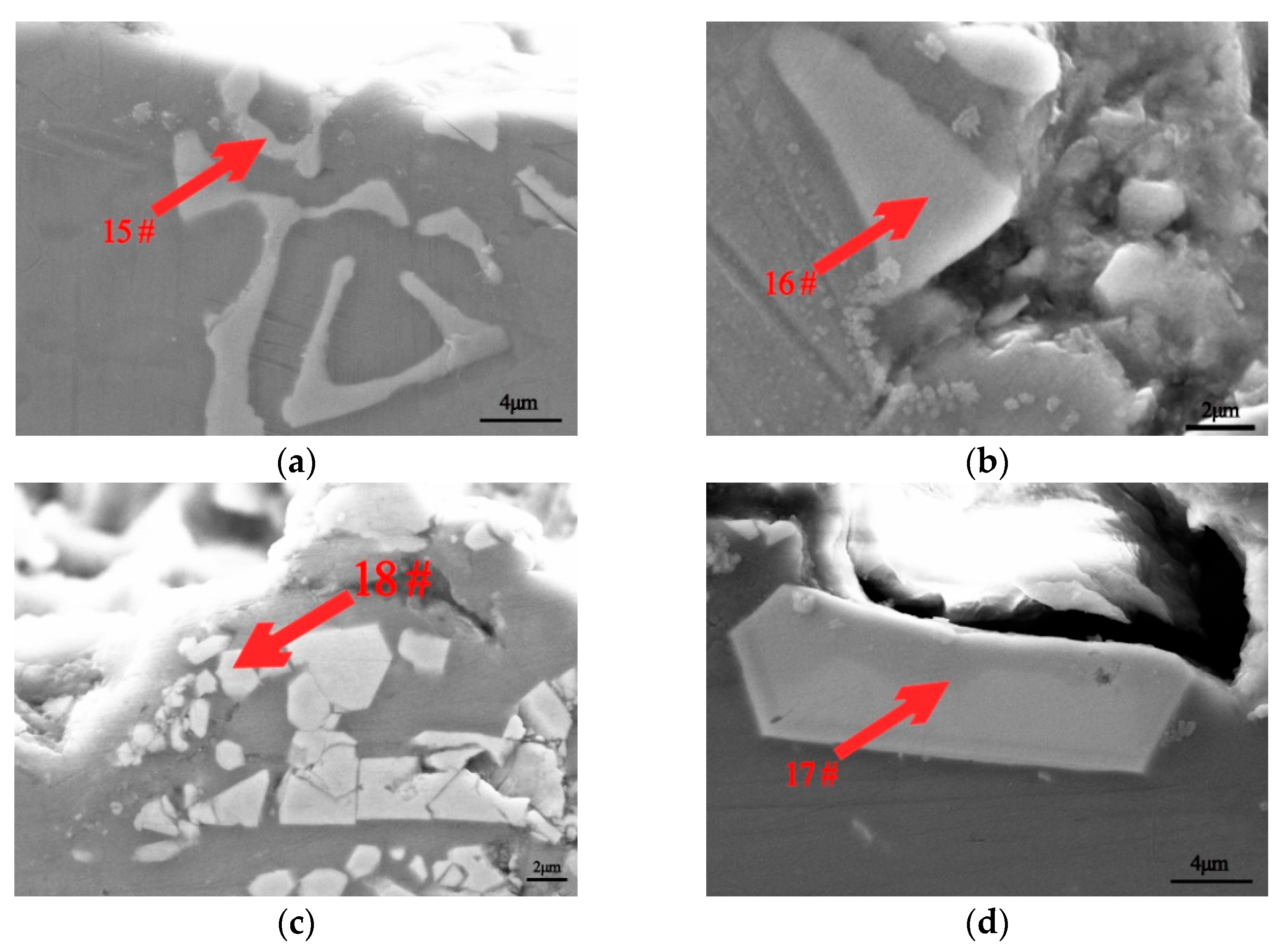
In terms of the fracture mechanism, in plastic deformation, the strength of the intermetallic phase is much greater than that of the matrix, so the intermetallic phase can play a role in preventing the slip. As a result of the slip, stress concentration occurs at the boundary between the intermetallic phase and the slip plane. With the increase in strain, the more dislocations in the plug group, the more stress concentration. When the concentrated stress is equal to the strength of the intermetallic phase, it will lead to the fracture of the intermetallic phase. Compared with the direct fracture of the matrix, the fracture process of the intermetallic phase needs more energy, which increases the difficulty of material fracture; therefore, the existence of the Al13(MoCrVTi)4Si4 (18#) phase can increase the fracture limit of the material; however, at the same time, many secondary cracks were observed in the Al13(MoCrVTi)4Si4 (18#) phase, which indicates that the Al13(MoCrVTi)4Si4 (18#) phase is still brittle. This means that although the Al13(MoCrVTi)4Si4 (18#) phase can increase the high-temperature tensile properties of the alloy, it will also reduce the toughness of the alloy. The Al74Si6Mn4Cr2Fe (15#) and Al85Si5Mn2Mo2CrFe (16#) phases are also brittle phases. Although the Al74Si6Mn4Cr2Fe (15#) and Al85Si5Mn2Mo2CrFe (16#) phases also fracture, there is no secondary crack on the phases, which means that the brittleness of the Al74Si6Mn4Cr2Fe (15#) and Al85Si5Mn2Mo2CrFe (16#) phases is less than the Al13(MoCrVTi)4Si4 (18#) phase. It also shows that the toughness of the Al74Si6Mn4Cr2Fe (15#) and Al85Si5Mn2Mo2CrFe (16#) phases decreases by less than that of the alloy. It is worth noting that the morphology of the (AlSi)2(CrVTi)Mo (17#) phase is complete, and the fracture path is along the boundary of (AlSi)2(CrVTi)Mo (17#) phase. When the fracture behavior reaches the (AlSi)2(CrVTi)Mo (17#) phase, it can prevent the extension of dislocation. Because of its good plasticity, the intermetallic phase does not break, so the crack can only extend along the morphological boundary of the (AlSi)2(CrVTi)Mo (17#) phase, which increases the energy needed for fracture, and has a positive effect on its strength but no negative effect on the toughness index of materials. It thus is proven that the (AlSi)2(CrVTi)Mo (17#) phase has a positive effect on the strength and plasticity of the material.
5. Conclusions
The MA was prepared by adding the transition metal elements Cr, Ti, V, Zr, Mo, and Mn into BA. Based on the data obtained by a tensile test after treatment at different solution temperatures and a high-temperature tensile test at different test temperatures, the following conclusions can be drawn:
Although transition metal elements are added to MA, the tensile properties of both alloys reach a peak at 520 °C. When the solution temperature is higher than 520 °C, the decrease in tensile properties of MA is much slighter than that of BA.
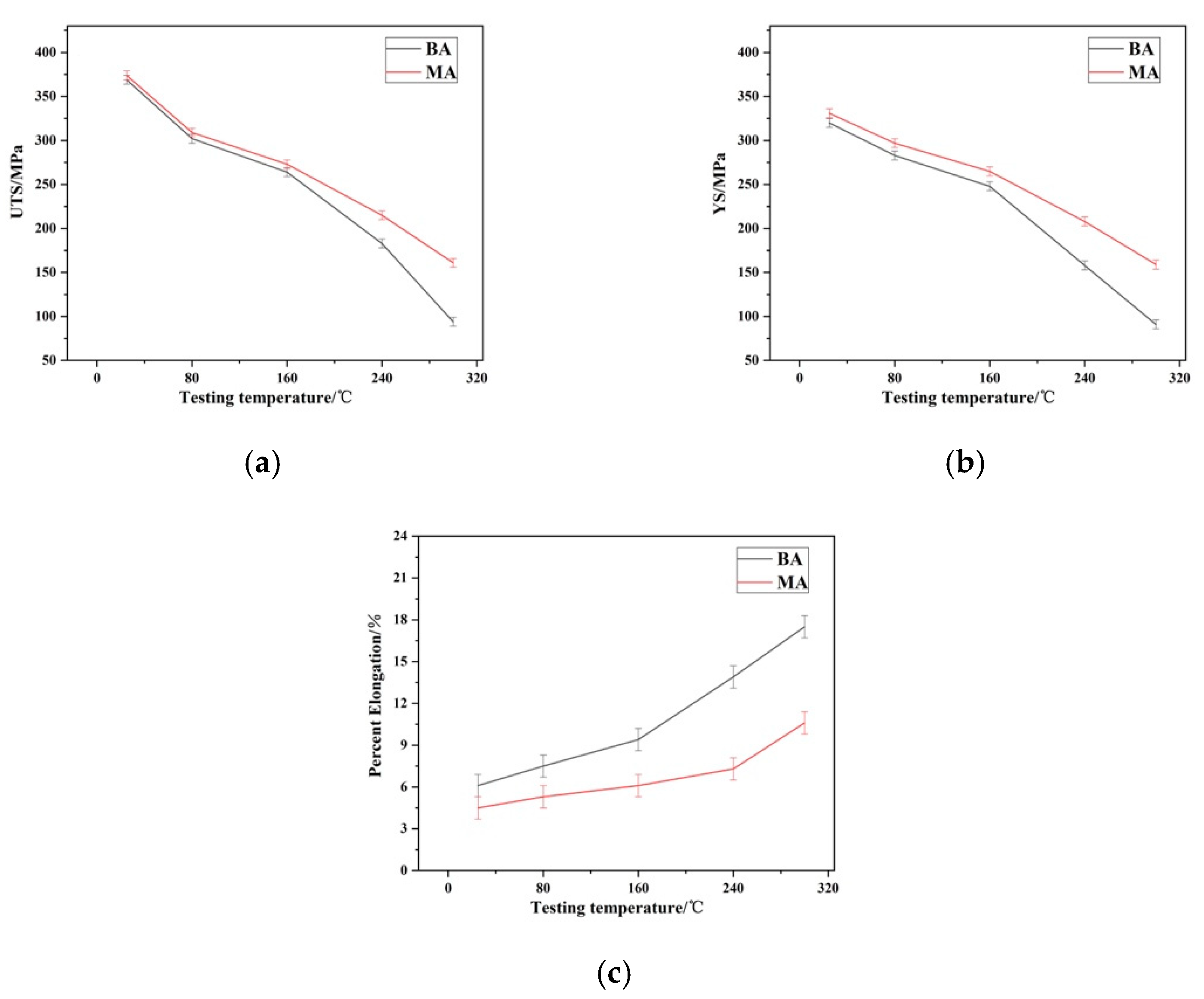
At all test temperatures (25–300 °C), the strength values of MA with transition metal elements are better than that of BA, and this advantage will be more obvious when the test temperature is higher than 160 °C. Compared with BA, the UTS and YS of the MA increased by only 1.36% and 3.44% at room temperature, 3.41% and 6.85% at 160 °C, 17.49% and 31.65% at 240 °C, and 71.28% and 74.73% at 300 °C, respectively.
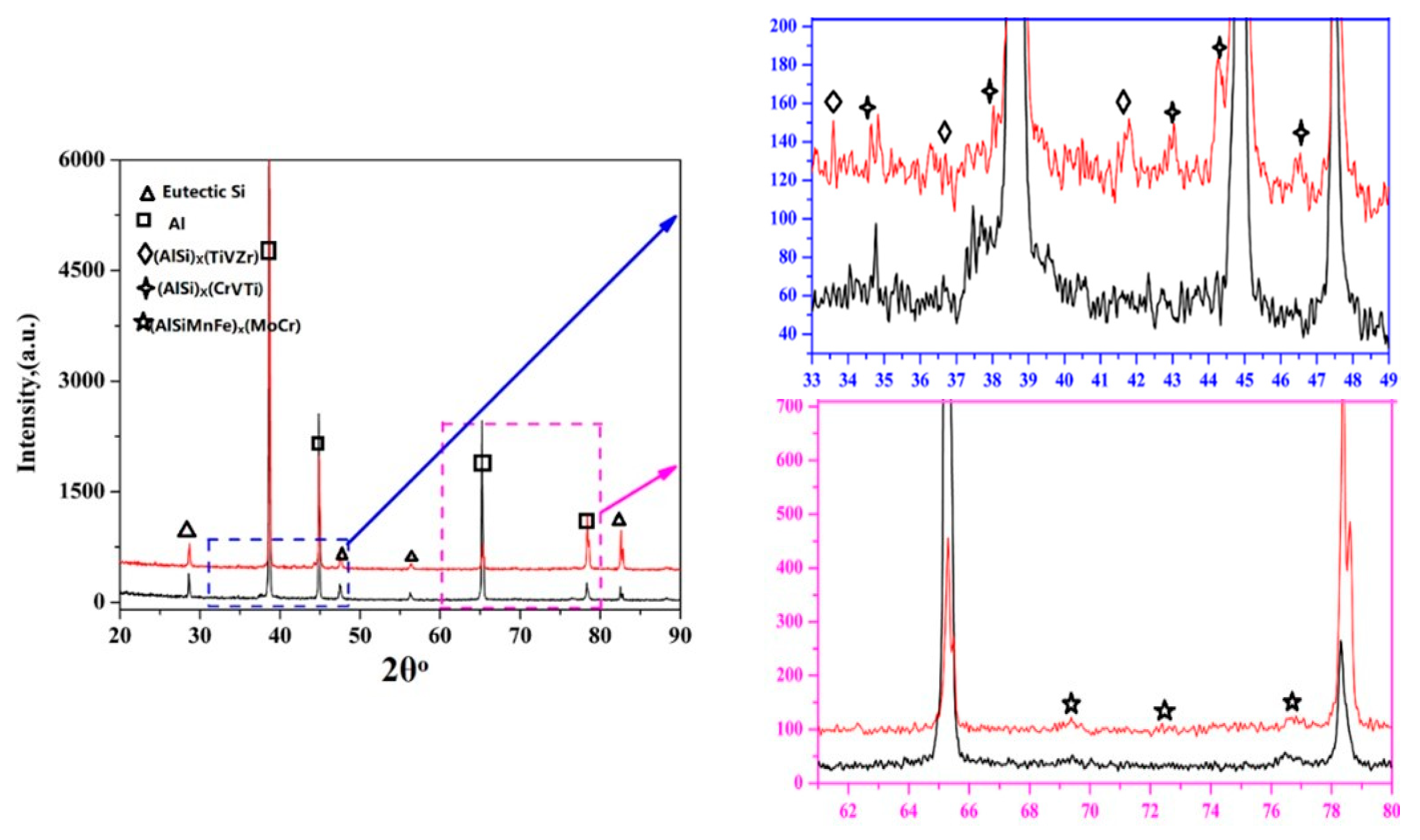
The addition of transition metal elements Cr, Ti, V, Zr, Mo, and Mn changed the microstructure of the Al–Si–Cu–Mg alloy. Based on the inherent basic intermetallic phases, there are 13 kinds of intermetallic phases, such as the rich TiVZr phase: (AlSi)3(TiVZr), (AlSi)3(TiZr), and (AlSi)3Ti; the rich CrVTi phase: (AlSi)3(CrV), (AlSi)3Cr, and (AlSi)3(CrVTi); the rich MoMnFe phase: α-Al17Fe3.2Mn0.8Si2, Al0.78Fe4.8Mn0.27Mo4.15Si2, Al65Cu20Fe6Mn, Al74Si6Mn4Cr2Fe, and Al85Si5Mn2Mo2CrFe; the rich CrVTi phase: (AlSi)2(CrVTi)Mo and Al13(MoCrVTi)4Si4. Among them, the intermetallic phases that can exist stably at high temperatures are (AlSi)3(TiVZr), (AlSi)3Ti, (AlSi)3(CrVTi), Al74Si6Mn4Cr2Fe, Al85Si5Mn2Mo2CrFe, Al0.78Fe4.8Mn0.27Mo4.15Si2, (AlSi)2(CrVTi)Mo, and Al13(MoCrVTi)4Si4.
Cu and Mg atomic groups were partially dissolved at 500 °C, and can be completely dissolved and homogenized when the temperature reaches 520 °C; Zr, V, and Ti atomic groups can still remain aggregated at 520 °C, and begin to dissolve and homogenize when the temperature is higher than 520 °C; however, Cr, Mo, and Mn atomic groups can remain aggregated at 560 °C without dissolution.
The intermetallic phases containing transition metal elements can exist stably at high temperature, and the thermal stability of the rich MoMnFe, rich TiVMo, and rich CrVTi phases is better than that of the rich TiVZr phase. When the alloy works at a high temperature, the traditional phases lose its strengthening effect, but due to these high-temperature stable phases, it can still hinder the defects such as dislocation, so that the strength index of the alloy can still maintain a high level.
The Al74Si6Mn4Cr2Fe, Al85Si5Mn2Mo2CrFe, Al13(MoCrVTi)4Si4, and (AlSi)2(CrVTi)Mo phases have a positive effect on the tensile strength of the alloy at high temperature; however, compared with the other three phases, the (AlSi)2(CrVTi)Mo phase can improve the tensile strength of the alloy and has no negative effect on the plasticity of the alloy.
Author Contributions
Conceptualization, C.G. and B.Z.; methodology, C.G.; software, C.G. and L.Z.; validation, C.G., B.Z., and L.Z.; formal analysis, C.G.; investigation, C.G.; resources, C.G.; data curation, L.Z.; writing—original draft preparation, C.G.; writing—review and editing, C.G. and B.Z.; visualization, C.G.; supervision, B.Z.; project administration, B.Z.; funding acquisition, B.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Key R&D Program of Shandong Province of China, grant number 2019QYTPY057; the Natural Science Foundation of Shandong Province of China, grant number ZR2016EEM48; the Key R&D Project of Shandong Province of China, grant number 2018GGX103031.
Data Availability Statement
The data used to support the findings of this study are included within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Patrik, H.; Stefan, O. Thermo-mechanical fatigue influence of copper and silicon on hypo-eutectic Al–Si–Cu and Al–Si–Mg cast alloys used in cylinder heads. Int J Fatigue 2016, 88, 142–155. [Google Scholar] [CrossRef]
- Jovid, R.; Liu, K. Enhanced mechanical properties of high-temperature-resistant Al–Cu cast alloy by microalloying with Mg. J. Alloy. Compd. 2020, 827, 154–162. [Google Scholar] [CrossRef]
- Saïd, B.; Zakaria, B. Effects of heat treatment and addition of small amounts of Cu and Mg on the microstructure and mechanical properties of Al-Si-Cu and Al-Si-Mg cast alloys. J. Alloy. Compd. 2019, 784, 1026–1035. [Google Scholar] [CrossRef]
- Zheng, Y.; Xiao, W.L. Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al–Si–Cu–Mg alloys. J. Alloy. Compd. 2015, 649, 291–296. [Google Scholar] [CrossRef]
- Mørtsell, E.A.; Qian, F. Precipitation in an A356 foundry alloy with Cu additions - A transmission electron microscopy study. J. Alloy. Compd. 2019, 785, 1106–1114. [Google Scholar] [CrossRef]
- Li, R.X.; Li, R.D.; Lu, W. Role of Cu and Mg in the aging process of al-Si-Cu-mg alloy casting. In Proceedings of the first International Casting Grand View Park and the seventh Foundry Industry and Trade Conference, Guilin, China, 16–20 September 2007; pp. 377–383. [Google Scholar]
- Shaha, S.K.; Czerwinski, F. Effect of Cr, Ti, V, and Zr Micro-additions on Microstructure and Mechanical Properties of the Al-Si-Cu-Mg Cast Alloy. Metall. Mater. Trans. 2016, 47, 2396–2409. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F. Ageing characteristics and high-temperature tensile properties of Al–Si–Cu–Mg alloys with micro-additions of Cr, Ti, V and Zr. Mater. Sci. Eng. A 2016, 652, 353–364. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F. Ageing characteristics and high-temperature tensile properties of Al–Si–Cu–Mg alloys with micro-additions of Mo and Mn. Mater. Sci. Eng. A 2017, 684, 726–736. [Google Scholar] [CrossRef]
- Hernandez-Sandoval, J.; Garza-Elizondo, G.H. The ambient and high temperature deformation behavior of Al–Si–Cu–Mg alloy with minor Ti, Zr, Ni additions. Mater. Des. 2014, 58, 89–101. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H. Microstructure, tensile properties and fracture behavior of high temperature Al–Si–Mg–Cu cast alloys. Mater. Sci. Eng. A 2013, 577, 64–72. [Google Scholar] [CrossRef]
- An, Z.H.; Yang, W.H. On the strengthening effect of Al-Cr-Si dispersoid in an Al-Si-Mg-Cu casting alloy with Cr addition. Mater. Charact. 2020, 166, 110–122. [Google Scholar] [CrossRef]
- Liu, G.Y.; Blake, P. Effect of Zr on the high cycle fatigue and mechanical properties of Al–Si–Cu–Mg alloys at elevated temperatures. J. Alloy. Compd. 2019, 809, 151–264. [Google Scholar] [CrossRef]
- Giordano, C.; Giulio, T. Grain refinement of gravity die cast secondary AlSi7Cu3Mg alloys for automotive cylinder heads. Trans. Nonferrous Met. Soc. China 2016, 26, 1211–1221. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F. Effect of Mn and heat treatment on improvements in static strength and low-cycle fatigue life of an Al–Si–Cu–Mg alloy. Mater. Sci. Eng. A 2016, 657, 441–452. [Google Scholar] [CrossRef]
- Zuo, L.J.; Ye, B. Effect of Q-Al5Cu2Mg8Si6 phase on mechanical properties of Al-Si-Cu-Mg alloy at elevated temperature. Mater. Sci. Eng. A 2017, 693, 26–32. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}