
A Comparison of Methods for the Characterisation of Waste-Printed Circuit Boards

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Printed Circuit Board Preparation
2.2. Mixed-Metal Standards (MMS)
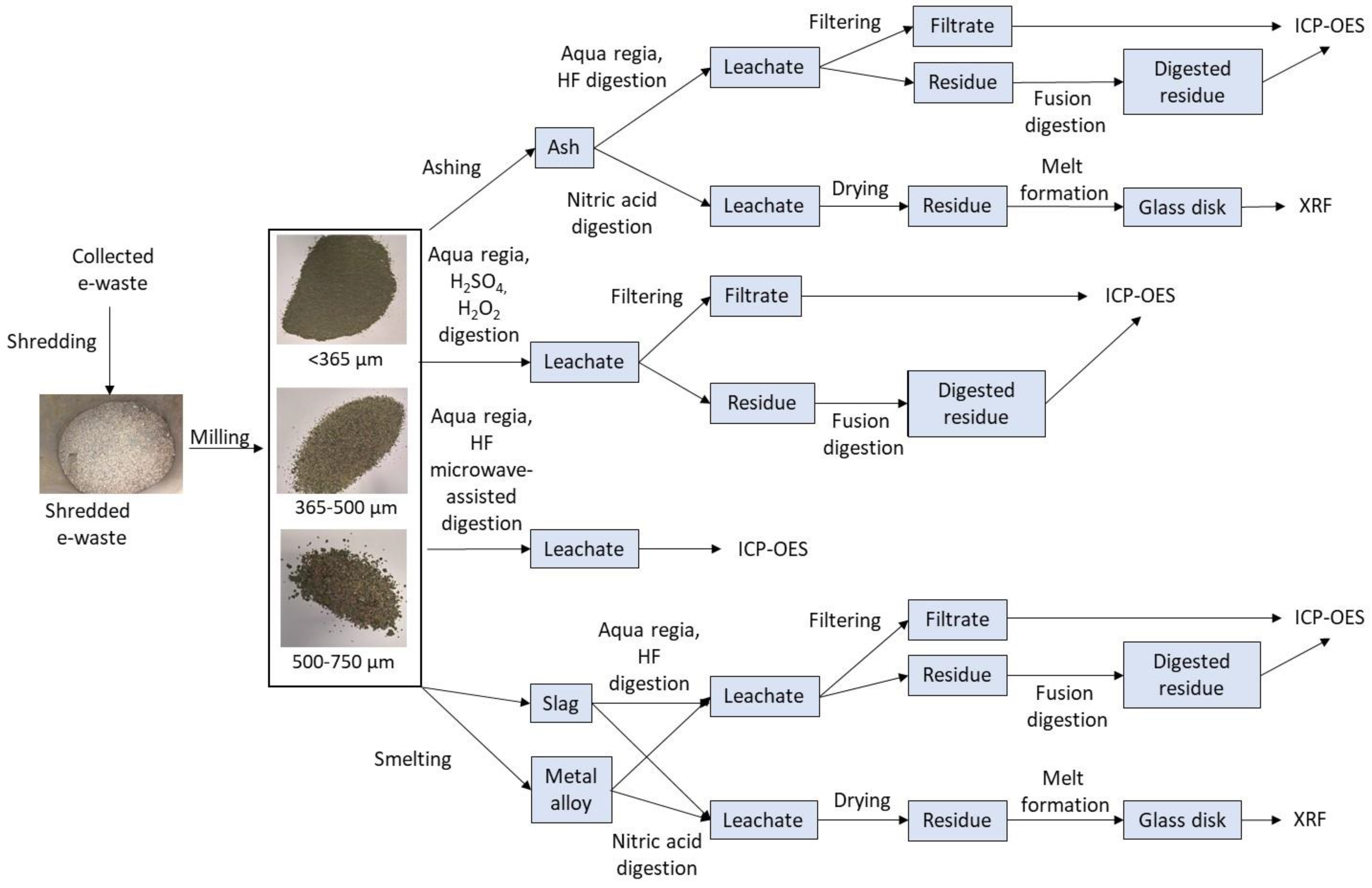
2.3. Analytical Methods
2.3.1. Ashing
2.3.2. Smelting
2.3.3. Analytical Method 1: (AM1) X-ray Fluorescence (XRF) for Ashed and Smelted Samples
2.3.4. Analytical Method 2 (AM2): Inductively Coupled Plasma (ICP) Optical Emission Spectrometry (OES) for Ashed and Smelted Samples
2.3.5. Analytical Method 3 (AM3): Piranha, Aqua Regia Digestion and Direct Fusion Digestion Followed by ICP-OES
2.3.6. Analytical Method 4 (AM4): High-Temperature and -Pressure Acid Digestion Followed by ICP-OES
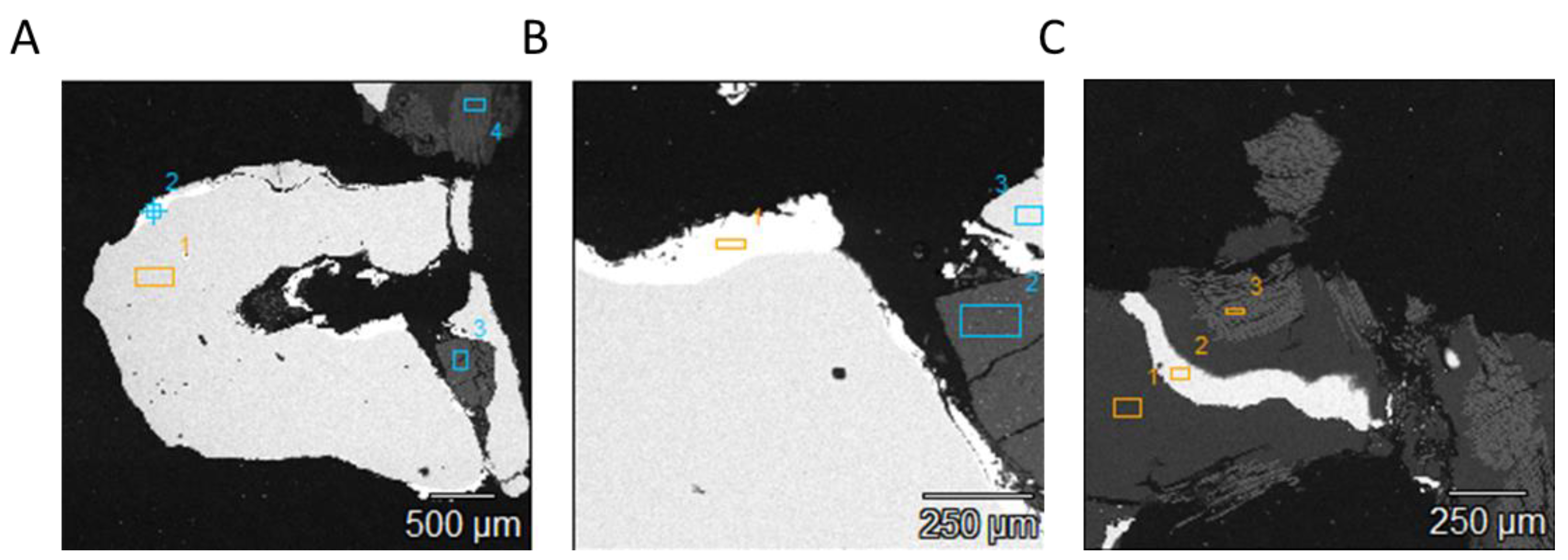
2.3.7. Scanning Electron Microscopy (SEM) Energy Dispersive Spectrometry (EDS) Analysis of PCB Particles
2.4. Statistical Analysis
3. Result and Discussion
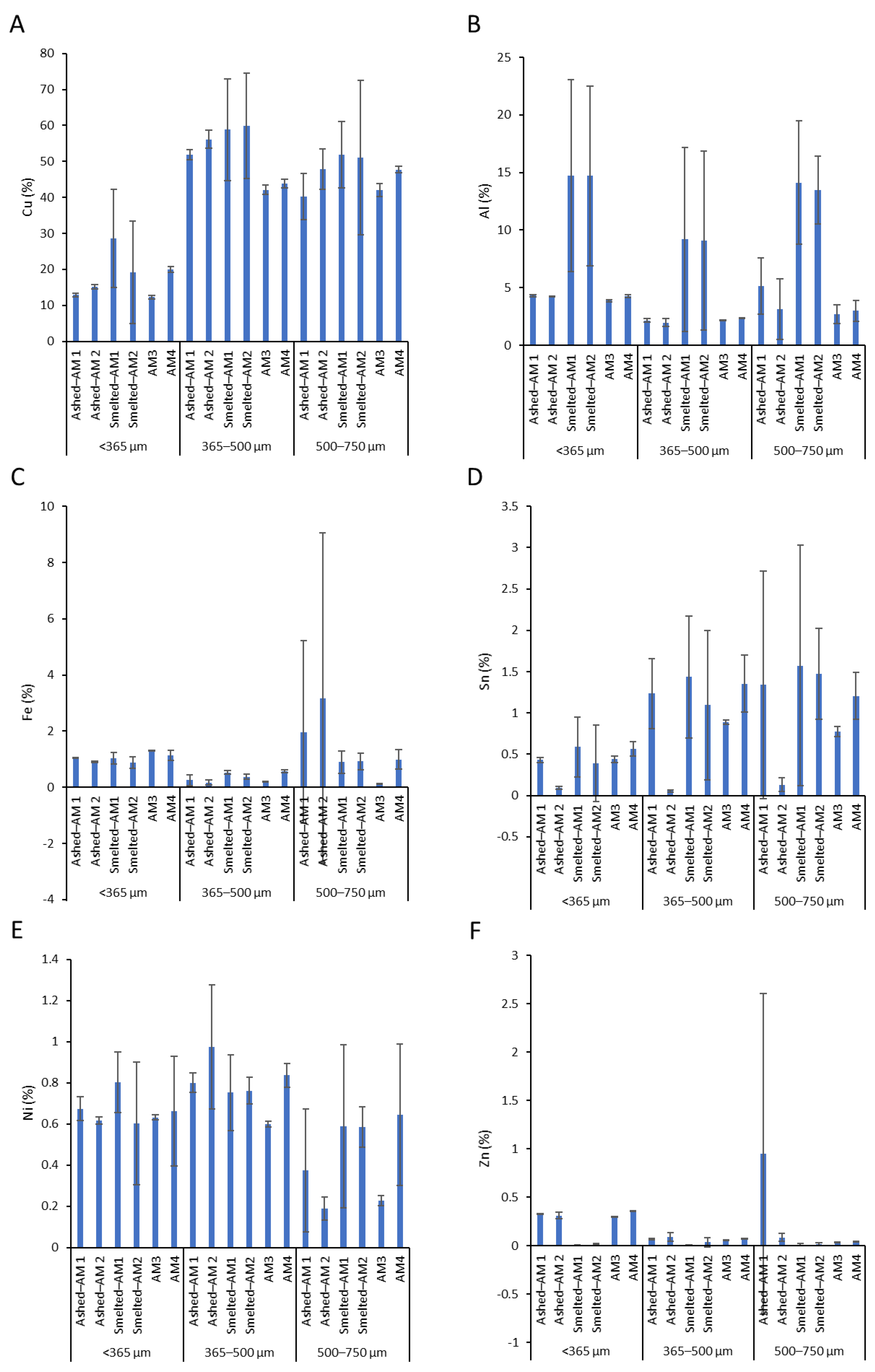
3.1. Metal Content of PCB Samples
3.2. Effect of Particle Size on Metal Content
3.3. Effect of PCB Sample Pre-Processing
3.3.1. Smelting
3.3.2. Ashing
3.4. ICP-OES vs. XRF Analysis for Ashed and Smelted Samples
3.5. Piranha Digestion Followed by Fusion Digestion
3.6. Pressure- and Microwave-Assisted Acid Digestion
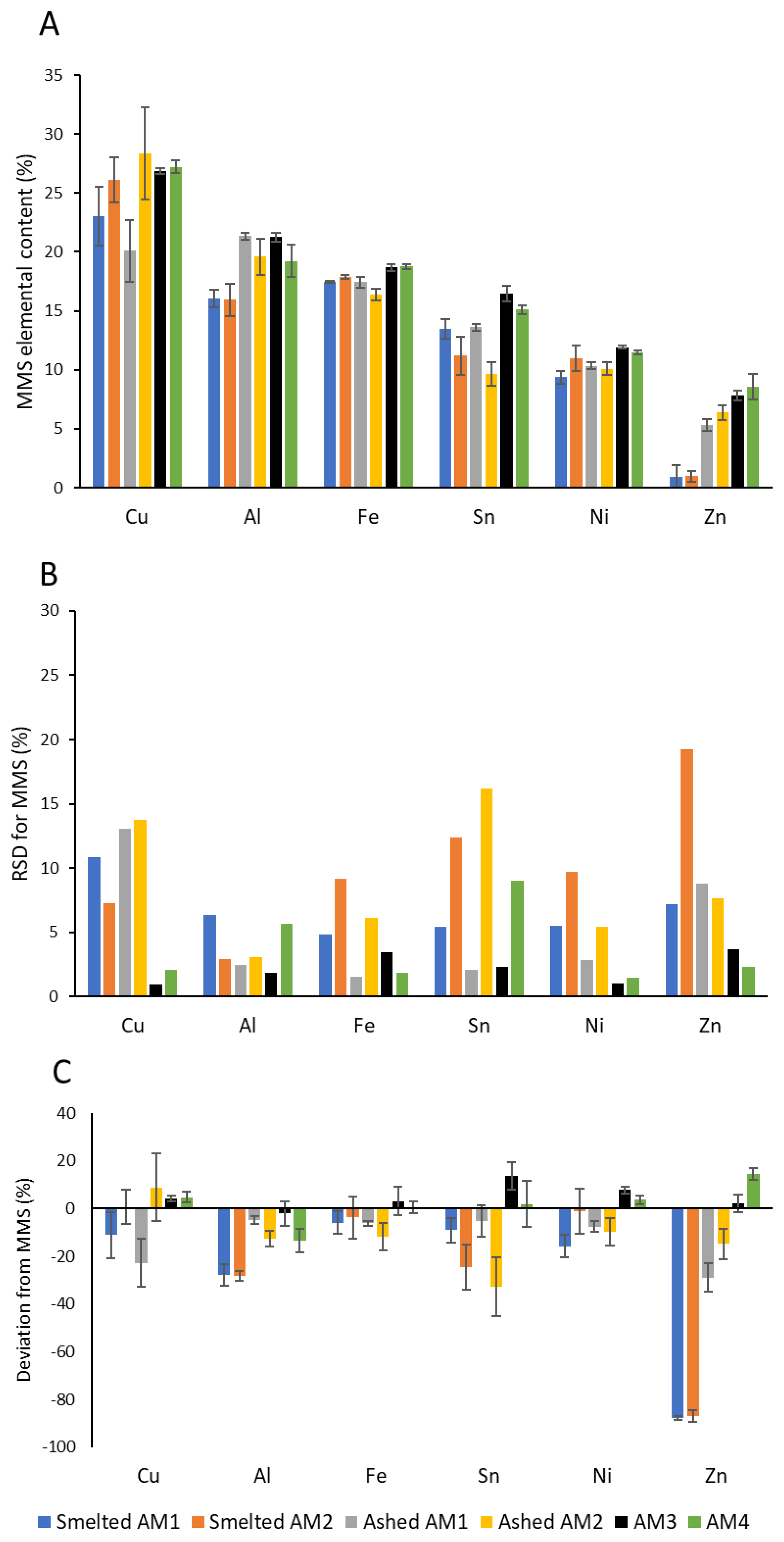
3.7. Use of Mixed-Metal Standards
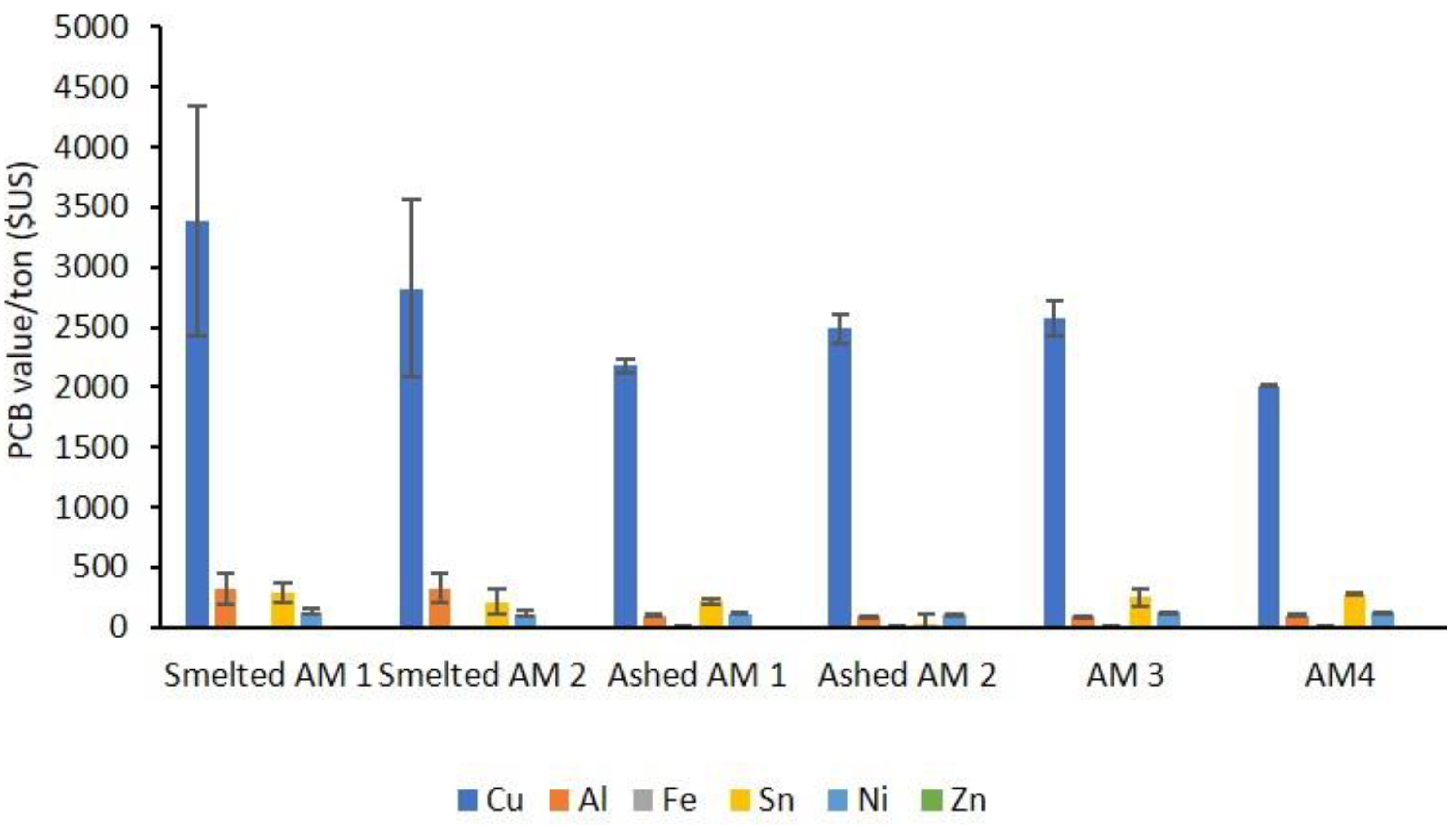
3.8. Variation in PCB Value Based on Analytical Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Van Yken, J.; Boxall, N.J.; Cheng, K.Y.; Nikoloski, A.N.; Moheimani, N.R.; Kaksonen, A.H. E-waste recycling and resource recovery: A review on technologies, barriers and enablers with a focus on oceania. Metals 2021, 11, 1313. [Google Scholar] [CrossRef]
- Forti, V.; Balde, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; United Nations University/United Nations Institute for Training and Research: Bonn, Germany; International Telecommunication Union: Geneva, Switzerland; International Solid Waste Association: Rotterdam, The Netherlands, 2020; ISBN 9789280891140. [Google Scholar]
- Ilankoon, I.M.S.K.; Ghorbani, Y.; Chong, M.N.; Herath, G.; Moyo, T.; Petersen, J. E-waste in the international context—A review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manag. 2018, 82, 258–275. [Google Scholar] [CrossRef]
- Kaya, M. Current WEEE Recycling Solutions; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 9780081020579. [Google Scholar]
- Thakur, P.; Kumar, S. Metallurgical processes unveil the unexplored “sleeping mines” e-waste: A review. Environ. Sci. Pollut. Res. 2020, 27, 32359–32370. [Google Scholar] [CrossRef] [PubMed]
- Rautela, R.; Arya, S.; Vishwakarma, S.; Lee, J.; Kim, K.-H.; Kumar, S. E-waste Management and its Effects on the Environment and Human Health. Sci. Total Environ. 2021, 773, 145623. [Google Scholar] [CrossRef]
- Grant, K.; Goldizen, F.C.; Sly, P.D.; Brune, M.N.; Neira, M.; van den Berg, M.; Norman, R.E. Health consequences of exposure to e-waste: A systematic review. Lancet Glob. Health 2013, 1, e350–e361. [Google Scholar] [CrossRef] [Green Version]
- Deng, W.J.; Louie, P.K.K.; Liu, W.K.; Bi, X.H.; Fu, J.M.; Wong, M.H. Atmospheric levels and cytotoxicity of PAH’s and heavy metals in TSP and PM2.5 at an electronic waste recycling site in southeast China. Atmos. Environ. 2006, 40, 6945–6955. [Google Scholar] [CrossRef]
- Tue, N.M.; Takahashi, S.; Suzuki, G.; Isobe, T.; Viet, P.H.; Kobara, Y.; Seike, N.; Zhang, G.; Sudaryanto, A.; Tanabe, S. Contamination of indoor dust and air by polychlorinated biphenyls and brominated flame retardants and relevance of non-dietary exposure in Vietnamese informal e-waste recycling sites. Environ. Int. 2013, 51, 160–167. [Google Scholar] [CrossRef]
- Ha, N.N.; Agusa, T.; Ramu, K.; Tu, N.P.C.; Murata, S.; Bulbule, K.A.; Parthasaraty, P.; Takahashi, S.; Subramanian, A.; Tanabe, S. Contamination by trace elements at e-waste recycling sites in Bangalore, India. Chemosphere 2009, 76, 9–15. [Google Scholar] [CrossRef]
- Singh, M.; Thind, P.S.; John, S. Health risk assessment of the workers exposed to the heavy metals in e-waste recycling sites of Chandigarh and Ludhiana, Punjab, India. Chemosphere 2018, 203, 426–433. [Google Scholar] [CrossRef]
- Luo, C.; Liu, C.; Wang, Y.; Liu, X.; Li, F.; Zhang, G.; Li, X. Heavy metal contamination in soils and vegetables near an e-waste processing site, south China. J. Hazard. Mater. 2011, 186, 481–490. [Google Scholar] [CrossRef]
- Sum, E. The recovery of metals from electronic scrap. Rev. Extr. Metall. 1991, 43, 53–61. [Google Scholar] [CrossRef]
- Hagelüken, C. Recycling of electronic scrap at Umicore’s integrated metals smelter and refinery. Proc. Eur. Metall. Conf. EMC 2005, 1, 307–323. [Google Scholar]
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef]
- Das, S.; Ting, Y.-P. Evaluation of Wet Digestion Methods for Quantification of Metal Content in Electronic. Resources 2017, 6, 64. [Google Scholar] [CrossRef] [Green Version]
- Korf, N.; Løvik, A.N.; Figi, R.; Schreiner, C.; Kuntz, C.; Martin, P.; Rösslein, M.; Wäger, P.; Susanne, V. Multi-element chemical analysis of printed circuit boards—Challenges and pitfalls. Waste Manag. 2019, 92, 124–136. [Google Scholar] [CrossRef] [PubMed]
- Tunali, M.; Tunali, M.M.; Yenigun, O. Characterization of different types of electronic waste: Heavy metal, precious metal and rare earth element content by comparing different digestıon methods. J. Mater. Cycles Waste Manag. 2021, 23, 149–157. [Google Scholar] [CrossRef]
- Andrade, D.F.; Machado, R.C.; Bacchi, M.A.; Pereira-Filho, E.R. Proposition of electronic waste as a reference material—Part 1: Sample preparation, characterization and chemometric evaluation. J. Anal. At. Spectrom. 2019, 34, 2394–2401. [Google Scholar] [CrossRef]
- Bookhagen, B.; Obermaier, W.; Opper, C.; Koeberl, C.; Hofmann, T.; Prohaska, T.; Irrgeher, J. Analytical Methods Development of a versatile analytical protocol for the comprehensive determination of the elemental composition of smartphone compartments on the example of printed circuit boards. Anal. Methods 2018, 10, 3864–3871. [Google Scholar] [CrossRef]
- Mičková, V.; Ružičková, S.; Remeteiová, D.; Laubertová, M.; Dorková, M. Sampling and digestion of waste mobile phones printed circuit boards for Cu, Pb, Ni, and Zn determination. Chem. Pap. 2018, 72, 1231–1238. [Google Scholar] [CrossRef]
- Andrade, D.F.; Machado, R.C.; Pereira-Filho, E.R. Proposition of electronic waste as a reference material—Part 2: Homogeneity, stability, characterization, and uncertainties. J. Anal. At. Spectrom. 2019, 34, 2402–2410. [Google Scholar] [CrossRef]
- Huang, J.; Chen, M.; Chen, H.; Chen, S.; Sun, Q. Leaching behavior of copper from waste printed circuit boards with Brønsted acidic ionic liquid. Waste Manag. 2014, 34, 483–488. [Google Scholar] [CrossRef]
- Arshadi, M.; Mousavi, S.M. Multi-objective optimization of heavy metals bioleaching from discarded mobile phone PCBs: Simultaneous Cu and Ni recovery using Acidithiobacillus ferrooxidans. Sep. Purif. Technol. 2015, 147, 210–219. [Google Scholar] [CrossRef]
- Bai, J.; Gu, W.; Dai, J.; Zhang, C.; Yuan, W.; Deng, M.; Luo, X.; Wang, J. The Catalytic Role of Nitrogen-Doped Carbon Nanotubes in Bioleaching Copper from Waste Printed Circuit Boards. Pol. J. Environ. Stud. 2016, 25, 951–957. [Google Scholar] [CrossRef]
- Bas, A.D.; Deveci, H.; Yazici, E.Y. Bioleaching of copper from low grade scrap TV circuit boards using mesophilic bacteria. Hydrometallurgy 2013, 138, 65–70. [Google Scholar] [CrossRef]
- Bryan, C.G.; Watkin, E.L.; McCredden, T.J.; Wong, Z.R.; Harrison, S.T.L.; Kaksonen, A.H. The use of pyrite as a source of lixiviant in the bioleaching of electronic waste. Hydrometallurgy 2015, 152, 33–43. [Google Scholar] [CrossRef]
- Chen, S.; Yang, Y.; Liu, C.; Dong, F.; Liu, B. Column bioleaching copper and its kinetics of waste printed circuit boards ( WPCBs ) by Acidithiobacillus ferrooxidans. Chemosphere 2015, 141, 162–168. [Google Scholar] [CrossRef]
- Gu, W.; Bai, J.; Dong, B.; Zhuang, X.; Zhao, J. Catalytic effect of graphene in bioleaching copper from waste printed circuitboards by Acidithiobacillus ferrooxidans. Hydrometallurgy 2017, 171, 172–178. [Google Scholar] [CrossRef]
- Gu, W.; Bai, J.; Dong, B.; Zhuang, X.; Zhao, J.; Zhang, C.; Wang, J.; Shih, K. Enhanced bioleaching efficiency of copper from waste printed circuit board driven by nitrogen-doped carbon nanotubes modified electrode. Chem. Eng. J. 2017, 324, 122–129. [Google Scholar] [CrossRef]
- Guezennec, A.G.; Bru, K.; Jacob, J.; D’Hugues, P. Co-processing of sulfidic mining wastes and metal-rich post-consumer wastes by biohydrometallurgy. Miner. Eng. 2015, 75, 45–53. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, S.; Anwar, M.A.; Niazi, S.B.; Afzal Ghauri, M. Bioleaching of metals from electronic scrap by moderately thermophilic acidophilic bacteria. Hydrometallurgy 2007, 88, 180–188. [Google Scholar] [CrossRef]
- Ilyas, S.; Ruan, C.; Bhatti, H.N.; Ghauri, M.A.; Anwar, M.A. Column bioleaching of metals from electronic scrap. Hydrometallurgy 2010, 101, 135–140. [Google Scholar] [CrossRef]
- Ilyas, S.; Lee, J.C.; Chi, R.A. Bioleaching of metals from electronic scrap and its potential for commercial exploitation. Hydrometallurgy 2013, 131–132, 138–143. [Google Scholar] [CrossRef]
- Ilyas, S.; Lee, J.C. Bioleaching of metals from electronic scrap in a stirred tank reactor. Hydrometallurgy 2014, 149, 50–62. [Google Scholar] [CrossRef]
- Liang, G.; Mo, Y.; Zhou, Q. Novel strategies of bioleaching metals from printed circuit boards (PCBs) in mixed cultivation of two acidophiles. Enzym. Microb. Technol. 2010, 47, 322–326. [Google Scholar] [CrossRef]
- Liang, G.; Tang, J.; Liu, W.; Zhou, Q. Optimizing mixed culture of two acidophiles to improve copper recovery from printed circuit boards (PCBs). J. Hazard. Mater. 2013, 250–251, 238–245. [Google Scholar] [CrossRef]
- Mäkinen, J.; Bachér, J.; Kaartinen, T.; Wahlström, M.; Salminen, J. The effect of flotation and parameters for bioleaching of printed circuit boards. Miner. Eng. 2015, 75, 26–31. [Google Scholar] [CrossRef]
- Priya, A.; Hait, S. Extraction of metals from high grade waste printed circuit board by conventional and hybrid bioleaching using Acidithiobacillus ferrooxidans. Hydrometallurgy 2018, 177, 132–139. [Google Scholar] [CrossRef]
- Rodrigues, M.L.M.; Leão, V.A.; Gomes, O.; Lambert, F.; Bastin, D.; Gaydardzhiev, S. Copper extraction from coarsely ground printed circuit boards using moderate thermophilic bacteria in a rotating-drum reactor. Waste Manag. 2015, 41, 148–158. [Google Scholar] [CrossRef]
- Brandl, H.; Bosshard, R.; Wegmann, M. Computer-munching microbes: Metal leaching from electronic scrap by bacteria and fungi. Process Metall. 1999, 9, 569–576. [Google Scholar] [CrossRef]
- Xiang, Y.; Wu, P.; Zhu, N.; Zhang, T.; Liu, W.; Wu, J.; Li, P. Bioleaching of copper from waste printed circuit boards by bacterial consortium enriched from acid mine drainage. J. Hazard. Mater. 2010, 184, 812–818. [Google Scholar] [CrossRef]
- Shah, M.B.; Tipre, D.R.; Purohit, M.S.; Dave, S.R. Development of two-step process for enhanced biorecovery of Cu-Zn-Ni from computer printed circuit boards. J. Biosci. Bioeng. 2015, 120, 167–173. [Google Scholar] [CrossRef]
- Silva, R.A.; Park, J.; Lee, E.; Park, J.; Choi, S.Q.; Kim, H. Influence of bacterial adhesion on copper extraction from printed circuit boards. Sep. Purif. Technol. 2015, 143, 169–176. [Google Scholar] [CrossRef]
- Yang, T.; Xu, Z.; Wen, J.; Yang, L. Factors influencing bioleaching copper from waste printed circuit boards by Acidithiobacillus ferrooxidans. Hydrometallurgy 2009, 97, 29–32. [Google Scholar] [CrossRef]
- Wang, J.; Bai, J.; Xu, J.; Liang, B. Bioleaching of metals from printed wire boards by Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans and their mixture. J. Hazard. Mater. 2009, 172, 1100–1105. [Google Scholar] [CrossRef]
- Wang, S.; Zheng, Y.; Yan, W.; Chen, L.; Dummi Mahadevan, G.; Zhao, F. Enhanced bioleaching efficiency of metals from E-wastes driven by biochar. J. Hazard. Mater. 2016, 320, 393–400. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, S.; Li, S.; Chen, M.; Chen, H.; Liu, B. Bioleaching waste printed circuit boards by Acidithiobacillus ferrooxidans and its kinetics aspect. J. Biotechnol. 2014, 173, 24–30. [Google Scholar] [CrossRef]
- Minkkinen, P. Practical applications of sampling theory. Chemom. Intell. Lab. Syst. 2004, 74, 85–94. [Google Scholar] [CrossRef]
- Touze, S.; Guignot, S.; Hubau, A.; Devau, N.; Chapron, S. Sampling waste printed circuit boards: Achieving the right combination between particle size and sample mass to measure metal content. Waste Manag. 2020, 118, 380–390. [Google Scholar] [CrossRef]
- Havlik, T.; Orac, D.; Petranikova, M.; Miskufova, A.; Kukurugya, F.; Takacova, Z. Leaching of copper and tin from used printed circuit boards after thermal treatment. J. Hazard. Mater. 2010, 183, 866–873. [Google Scholar] [CrossRef]
- Gy, P. Sampling of Particulate Materials Theory and Practice; Elsevier: Amsterdam, The Netherlands, 2012; ISBN 044460135X. [Google Scholar]
- Touzé, S.; Chapron, S.; Hubau, A.; Guignot, S. Characterization of printed circuit boards waste -influence of sample mass and particle size—Example of zinc and nickel content. In Proceedings of the WasteEng Conference, Virtual Mode, Gueph, ON, Canada, 31 May–4 June 2021. [Google Scholar]
- Ghodrat, M.; Rhamdhani, M.A.; Khaliq, A.; Brooks, G.; Samali, B. Thermodynamic analysis of metals recycling out of waste printed circuit board through secondary copper smelting. J. Mater. Cycles Waste Manag. 2018, 20, 386–401. [Google Scholar] [CrossRef]
- Anindya, A.; Swinbourne, D.; Reuter, M.; Matusewicz, R. Tin distribution during smelting of WEEE with copper scrap. Proc. Eur. Metall. Conf. EMC 2009, 2, 555–568. [Google Scholar]
- Somerville, M.A.; Kolton, P. High Temperature Characterisation and Techno-Economics of E-Waste Processing. In REWAS 2016; Springer: Singapore, 2016; pp. 297–302. [Google Scholar]
- Sornlar, W.; Choeycharoen, P.; Wannagon, A. Characterization of alumina crucible made from aluminum industrial waste. J. Aust. Ceram. Soc. 2020, 56, 771–779. [Google Scholar] [CrossRef]
- RADAK Crucible Selection Guide. Available online: https://luxel.com/wp-content/uploads/2017/08/Crucible-Selection-Guide-Rev.08-2017.pdf (accessed on 11 July 2021).
- Barontini, F.; Cozzani, V.; Marsanich, K.; Raffa, V.; Petarca, L. An experimental investigation of tetrabromobisphenol A decomposition pathways. J. Anal. Appl. Pyrolysis 2004, 72, 41–53. [Google Scholar] [CrossRef]
- Hennebert, P.; Filella, M. WEEE plastic sorting for bromine essential to enforce EU regulation. Waste Manag. 2018, 71, 390–399. [Google Scholar] [CrossRef] [PubMed]
- Oleszek, S.; Grabda, M.; Shibata, E.; Nakamura, T. Distribution of copper, silver and gold during thermal treatment with brominated flame retardants. Waste Manag. 2013, 33, 1835–1842. [Google Scholar] [CrossRef]
- Barontini, F.; Cozzani, V. Formation of hydrogen bromide and organobrominated compounds in the thermal degradation of electronic boards. J. Anal. Appl. Pyrolysis 2006, 77, 41–55. [Google Scholar] [CrossRef]
- Marsanich, K.; Zanelli, S.; Barontini, F.; Cozzani, V. Evaporation and thermal degradation of tetrabromobisphenol A above the melting point. Thermochim. Acta 2004, 421, 95–103. [Google Scholar] [CrossRef]
- Kailasa, S.K.; Chemistry, A. Inorganic Contaminants: Sample Preparation Approaches; Elsevier: Amsterdam, The Netherlands, 2012; Volume 3, ISBN 9780123813732. [Google Scholar]
- Birloaga, I.; Michelis, I.D.; Ferella, F.; Buzatu, M.; Vegliò, F. Study on the influence of various factors in the hydrometallurgical processing of waste printed circuit boards for copper and gold recovery. Waste Manag. 2013, 33, 935–941. [Google Scholar] [CrossRef]
- Das, P.; Gabriel, J.-C.P.; Tay, C.Y.; Lee, J.-M. Value-added products from thermochemical treatments of contaminated e-waste plastics. Chemosphere 2021, 269, 129409. [Google Scholar] [CrossRef] [PubMed]
- Rutkowski, J.V.; Levin, B.C. Acrylonitrile–butadiene–styrene copolymers (ABS): Pyrolysis and combustion products and their toxicity—A review of the literature. Fire Mater. 1986, 10, 93–105. [Google Scholar] [CrossRef] [Green Version]
- Periodic Table Elemental Stability. Available online: https://www.inorganicventures.com/periodic-table (accessed on 25 May 2021).
- Hoenig, M. Sample dissolution for elemental analysis|Dry ashing. In Encyclopedia of Analytical Science, 2nd ed.; Worsfold, P., Townshend, A., Poole, C., Eds.; Elsevier: Oxford, UK, 2005; pp. 131–136. ISBN 978-0-12-369397-6. [Google Scholar]
- Hirokawa, Y.; Shibata, Y.; Konya, T. X-ray fluorescence analysis of Co, Ni, Pd, Ag, and Au in the scrapped printed-circuit-board. X-ray Spectrom. 2013, 43, 134–140. [Google Scholar] [CrossRef]
- Detection Limit Guidance Inductively Coupled Plasma Spectroscopy. Available online: http://www.nanoscience.co.jp/surface_analysis/pdf/icp-oes-ms-detection-limit-guidance-BR023.pdf (accessed on 11 July 2021).
- Chemical Resistance Chart. Available online: https://www.plasticsintl.com/chemical-resistance-chart (accessed on 16 July 2021).
- Kumar, M.; Lee, J.C.; Kim, M.S.; Jeong, J.; Yoo, K. Leaching of metals from waste printed circuit boards (WPCBs) using sulfuric and nitric acids. Environ. Eng. Manag. J. 2014, 13, 2601–2607. [Google Scholar] [CrossRef]
- Jha, M.K.; Lee, J.C.; Kumari, A.; Choubey, P.K.; Kumar, V.; Jeong, J. Pressure leaching of metals from waste printed circuit boards using sulfuric acid. Jom 2011, 63, 29–32. [Google Scholar] [CrossRef]
- Urben, P. Bretherick’s Handbook of Reactive Chemical Hazards; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 0081010591. [Google Scholar]
- Jones, C.W. Applications of Hydrogen Peroxide and Derivatives; Royal Society of Chemistry: London, UK, 1999; Volume 2, ISBN 0854045368. [Google Scholar]
- Karaffa, L.S. The Merck Index: An Encyclopedia of Chemicals, Drugs, and Biologicals; RSC Publishing: London, UK, 2013; ISBN 1849736707. [Google Scholar]
- Zhu, X.; Cui, T.; Li, B.; Nie, C.; Zhang, H.; Lyu, X. Metal recovery from waste printed circuit boards by flotation technology with non-ionic renewable collector. J. Clean Prod. 2020, 255, 120289. [Google Scholar] [CrossRef]
- Helmenstine, A.A. Piranha Solution Preparation, Use, and Safety. Available online: https://sciencenotes.org/piranha-solution-preparation-use-and-safety/ (accessed on 26 May 2021).
- Mankhand, T.R.; Singh, K.K.; Gupta, S.K.; Das, S. Pyrolysis of Printed Circuit Boards. Int. J. Met. Eng. 2012, 1, 102–107. [Google Scholar] [CrossRef]
- Lin, K.; Chiang, H. Liquid oil and residual characteristics of printed circuit board recycle by pyrolysis. J. Hazard. Mater. 2014, 271, 258–265. [Google Scholar] [CrossRef]
- Certified Reference Material BAM-M505a. Available online: https://rrr.bam.de/RRR/Content/EN/Downloads/RM-Certificates/RM-cert-special-materials/bam_m505a_repe.pdf?__blob=publicationFile (accessed on 27 July 2021).
- Copper Commodity Price. Available online: https://markets.businessinsider.com/commodities/copper-price (accessed on 27 July 2021).
- Aluminium Commodity Price. Available online: https://markets.businessinsider.com/commodities/aluminum-price (accessed on 27 July 2021).
- Iron Commodity Price. Available online: https://markets.businessinsider.com/commodities/iron-ore-price (accessed on 27 July 2021).
- Tin Commodity Price. Available online: https://markets.businessinsider.com/commodities/tin-price (accessed on 27 July 2021).
- Nickel Commodity Price. Available online: https://markets.businessinsider.com/commodities/nickel-price (accessed on 27 July 2021).
- Zinc Commodity Price. Available online: https://markets.businessinsider.com/commodities/zinc-price (accessed on 27 July 2021).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Composition (%) | Element | Composition (ppm) |
|---|---|---|---|
| Cu | 6–40 | Au | 250–2050 |
| Fe | 1.2–8 | Ag | 110–4500 |
| Al | 0.3–7.2 | Pd | 50–4000 |
| Sn | 1–6.3 | Pt | 5–30 |
| Pb | 1–4.2 | Co | 1–4000 |
| Ni | 0.0024–5.4 | - | - |
| Zn | 0.04–2.2 | - | - |
| Sb | 0.1–0.4 | - | - |
| Type of PCB | Sample | Analytical Method | Elemental Content (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Particle Size (μm Unless Otherwise Specified) | Sample Size (g) | Digestion Method | Analysis Instrument | Cu | Al | Ni | Zn | Sn | Fe | Reference | |
| ES 1 | −14/+20 mesh | 1 | AR 2 | AAS 3 | 19.1 | 1.38 | 0.04 | 0.81 | - | 0.002 | [23] |
| ES | −14/+20 mesh | 1 | HNO3 | AAS | 28.7 | - | 0.43 | 0.46 | - | 0.002 | [23] |
| MP 4 PCB | 37–150 | 1 | AR | ICP-OES 5 | 6.65 | 3.13 | 0.38 | 0.36 | - | 1.46 | [24] |
| MP PCB | 1000–4000 | - | AR | ICP-OES | 20.3–33.9 | - | 4.8–0.91 | 3.2–1.4 | 6.2–3.2 | - | [25] |
| TV PCB | 250 | - | Wet chemical analysis | - | 11.2 | 0.3 | 0.02 | 0.15 | - | 0.004 | [26] |
| PCB | 2000 | - | Dry ashing + AR | - | 3.38 | - | 0.41 | 2.19 | 1.26 | 16.1 | [27] |
| ES | 4000–10000 | - | AR | - | 24.8 | 2.5 | - | - | - | 0.18 | [28] |
| ES | <1000 | 1 | AR | - | 20.3 | 4.8 | 3.2 | 6.2 | - | [29] | |
| ES | <1000 | - | AR | ICP-OES | 20.3 | 4.3 | 4.3 | [30] | |||
| ES | <750 | 3 | AR | AAS | 21.5 | - | 0.24 | 1.4 | 3.4 | 2.4 | [31] |
| ES | 50–150 | 1 | AR | AAS | 8.5 | 0.71 | 2.0 | 8.0 | 0.00068 | 8.3 | [32] |
| ES | 100–120 | 1 | AR | AAS | 8.9 | 0.75 | 2.0 | 8.2 | 0.00065 | 8 | [33] |
| ES | 80 | - | AR | - | 9 | 0.75 | 2.1 | 8.4 | - | 8 | [34] |
| ES | 105 | - | AR | ICP-MS 6 | 13.05 | 2.285 | 2.075 | 2.035 | - | 1.83 | [35] |
| ES | 100–200 | - | AR | AAS | 12.6 | 1.4 | 2.4 | 5.6 | - | 1.2 | [36] |
| ES | 100–200 | - | - | - | 12.6 | 1.4 | 2.4 | 5.6 | - | 1.2 | [37] |
| MP PCB | 250 | - | - | ICP-MS ICP-OES | 3.27 | 2.2 | 1.9 | - | - | 1.4 | [38] |
| PCB | 75–1000 | - | MW digest | ICP-MS | 20.9 | - | 0.014 | 1.59 | - | - | [39] |
| PCB | 147–208 | 1 | AR | ICP-MS | 28.0 | 0.07 | 0.41 | - | 0.51 | [40] | |
| PCB dust | 500 | - | HNO3 | ICP-OES ICP-MS | 8 | 237 | 15 | 26 | 23 | - | [41] |
| ES | 40 mesh | 1 | HNO3, HCl, HF and H2O2 | ICP-OES | 23.1 | 2.6 | 0.192 | 1.7 | 1.8 | 0.81 | [42] |
| ES | - | 1 | AR H2SO4 | AAS | 30 | 4.5 | .38 | 4.59 | - | 6.01 | [43] |
| ES | 500–1000 | - | - | - | 40.2 | - | - | - | 4.5 | 0.44 | [44] |
| ES | 100–200 | 2 | AR | AAS | 12.6 | 1.4 | 2.4 | 5.6 | - | 1.2 | [36] |
| ES | 500 | - | - | - | 25.1 | - | 0.002 | 0.04 | - | 0.66 | [45] |
| PCB | 350 | - | - | ICP-OES | 9.0 | - | 0.01 | 0.21 | - | - | [46] |
| PCB | 3000 | - | - | ICP-OES | 2.94 | - | 0.01 | 0.19 | - | - | [46] |
| ES | 80 mesh | 0.1 | HNO3, HCl, HF and H2O2 | ICP-OES | 11.6 | 2.01 | - | - | - | - | [47] |
| ES | 20–40 mesh | 0.5 | AR | ICP-OES | 25.5 | 6.3 | .53 | 6.18 | 3.31 | 3.17 | [48] |
| Initial Sample Mass (g) | Pre-Processing | Analytical Process | Sample Mass for Digestion (g) | Acid Digestion | Temperature of Acid Digestion (°C) | Pressure of Acid Digestion (bar) | Fusion Digestion | Analytical Instrument |
|---|---|---|---|---|---|---|---|---|
| 2.5–3 | Ashing | 1 1 | 0.2–0.3 | HNO3 | 100 | 1 | Yes | XRF |
| 2.5–3 | Ashing | 2 2 | 0.1 | Aqua regia, HF | 200 | 1 | Yes | ICP-OES |
| 50 | Smelting | 1 | 0.2–0.3 | HNO3 | 100 | 1 | Yes | XRF |
| 50 | Smelting | 2 | 0.1 | Aqua regia, HF | 200 | 1 | Yes | ICP-OES |
| 1 | None | 3 3 | 0.1 | Aqua regia, H2SO4, H2O2 | 100 | 1 | Yes | ICP-OES |
| 0.2 | None | 4 4 | 0.2 | Aqua regia, HF, microwave digestion | 180 | 30 | No | ICP-OES |
| SEM Image | SEM-EDS Point | Element Content by Weight (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | Al | Si | Ca | Fe | Cu | Sn | Ba | Br | ||
| A | 1 | 2.5 | 0.1 | 0 | 0 | 0 | 2.1 | 95.3 | 0 | 0 | 0 |
| 2 | 1.1 | 0 | 0 | 0 | 0 | 0 | 2.2 | 94.8 | 0 | 0 | |
| 3 | 4.9 | 43.8 | 37.1 | 8.3 | 0.4 | 0.5 | 1.3 | 0 | 3.5 | 0 | |
| 4 | 11.1 | 39.6 | 7.7 | 23.8 | 16.2 | 0.3 | 0.7 | 0 | 0 | 0 | |
| B | 1 | 1.1 | 0 | 0 | 0 | 0 | 0 | 1.93 | 94.6 | 0 | 0 |
| 2 | 1.0 | 43.3 | 40 | 9.3 | 0 | 0.43 | 1.4 | 0 | 3.9 | 0 | |
| 3 | 2.5 | 0.1 | 0 | 0 | 0.4 | 0.23 | 95.1 | 0 | 0 | 0 | |
| C | 1 | 45 | 20.8 | 8.3 | 0 | 0 | 0 | 0 | 0 | 0 | 25.7 |
| 2 | 2.7 | 0 | 0 | 0 | 0 | 0 | 97.3 | 0 | 0 | 0 | |
| 3 | 7.2 | 39.9 | 8.5 | 24.4 | 17.1 | 0 | 1.5 | 0 | 0 | 0 | |
| Parameter | Analytical Method | Average Elemental Content (%) | |||||
|---|---|---|---|---|---|---|---|
| Cu | Al | Fe | Sn | Ni | Zn | ||
| Expected content from MMS | Smelting AM1 | 25.921 | 22.233 | 18.527 | 14.809 | 11.111 | 7.407 |
| Smelting AM2 | 25.921 | 22.233 | 18.527 | 14.809 | 11.111 | 7.407 | |
| Ashing AM1 | 25.996 | 22.404 | 18.563 | 14.404 | 11.156 | 7.477 | |
| Ashing AM2 | 25.996 | 22.404 | 18.563 | 14.404 | 11.156 | 7.477 | |
| AM3 | 25.470 | 21.940 | 18.116 | 14.506 | 11.338 | 7.541 | |
| AM4 | 25.953 | 22.228 | 18.494 | 14.824 | 11.032 | 7.470 | |
| Detected content for MMS | Smelting AM1 | 23.052 | 16.030 | 17.452 | 13.467 | 9.364 | 0.915 |
| Smelting AM2 | 26.124 | 15.940 | 17.854 | 11.196 | 10.988 | 0.963 | |
| Ashing AM1 | 20.105 | 21.341 | 17.434 | 13.602 | 10.320 | 5.321 | |
| Ashing AM2 | 28.344 | 19.586 | 16.384 | 9.664 | 10.077 | 6.371 | |
| AM3 | 26.856 | 21.281 | 18.664 | 16.465 | 11.925 | 7.802 | |
| AM4 | 27.220 | 19.233 | 18.750 | 15.100 | 11.433 | 8.543 | |
| Deviation from MMS | Smelting AM1 | −11.071 | −27.897 | −5.804 | −9.061 | −15.722 | −87.645 |
| Smelting AM2 | 0.759 | −28.312 | −3.646 | −24.402 | −1.114 | −87.004 | |
| Ashing AM1 | −22.647 | −4.759 | −6.087 | −5.273 | −7.499 | −28.855 | |
| Ashing AM2 | 8.936 | −12.548 | −11.709 | −32.545 | −9.627 | −14.813 | |
| AM3 | 4.175 | −1.973 | 3.200 | 13.676 | 7.863 | 2.209 | |
| AM4 | 4.882 | −13.474 | 0.403 | 1.908 | 3.650 | 14.363 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van Yken, J.; Cheng, K.Y.; Boxall, N.J.; Sheedy, C.; Nikoloski, A.N.; Moheimani, N.R.; Kaksonen, A.H. A Comparison of Methods for the Characterisation of Waste-Printed Circuit Boards. Metals 2021, 11, 1935. https://doi.org/10.3390/met11121935
Van Yken J, Cheng KY, Boxall NJ, Sheedy C, Nikoloski AN, Moheimani NR, Kaksonen AH. A Comparison of Methods for the Characterisation of Waste-Printed Circuit Boards. Metals. 2021; 11(12):1935. https://doi.org/10.3390/met11121935
Chicago/Turabian StyleVan Yken, Jonovan, Ka Yu Cheng, Naomi J. Boxall, Chris Sheedy, Aleksandar N. Nikoloski, Navid R. Moheimani, and Anna H. Kaksonen. 2021. "A Comparison of Methods for the Characterisation of Waste-Printed Circuit Boards" Metals 11, no. 12: 1935. https://doi.org/10.3390/met11121935