
Development from Alloys to Nanocomposite for an Enhanced Mechanical and Ignition Response in Magnesium


Abstract
:1. Introduction
2. Processing and Characterization
3. Results and Discussion
3.1. Microstructure Evolution in Alloys and Composite
3.2. Grain Morphology/Distribution
3.3. Ignition Properties
3.4. Compressive Properties
4. Conclusions
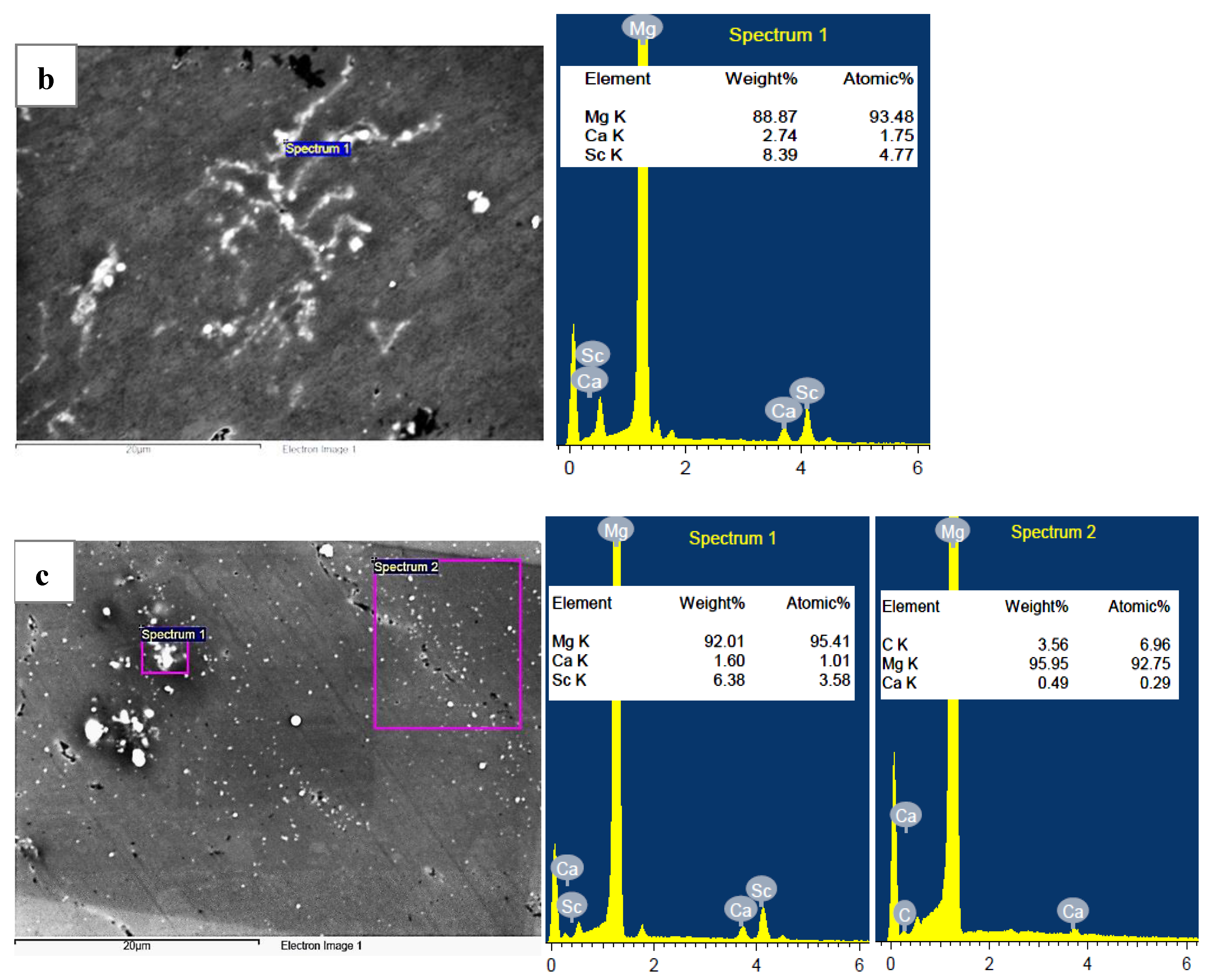
- In the Mg1Ca alloy, the uniform distribution of the secondary phases of Mg2Ca was observed in its microstructure. The clustering of the Mg2Ca and Mg–Sc phases were seen in the microstructure of the Mg1Ca1Sc alloy. The addition of B4C nanoparticles to the Mg1Ca1Sc alloy was effective in breaking down those coarse clusters into small clusters in the Mg nanocomposite;
- Significant grain refinement was seen, with 81% grain size reduction in the Mg alloys and 92% reduction in the Mg composite over pure Mg. A reasonable distribution pattern of secondary phases and/or reinforcement phases led to the grain size homogeneity in the alloys and composite;
- A progressively higher resistance to ignition was noted with the addition of Ca, Ca+Sc and Ca+Sc+B4C in the Mg1Ca and Mg1Ca1Sc alloys and the Mg1Ca1Sc/B4C composite. Hence, the corresponding formation of Mg2Ca and Mg–Sc phases, and added nanoparticles, were proven to be effective in enhancing the ignition resistance of Mg;
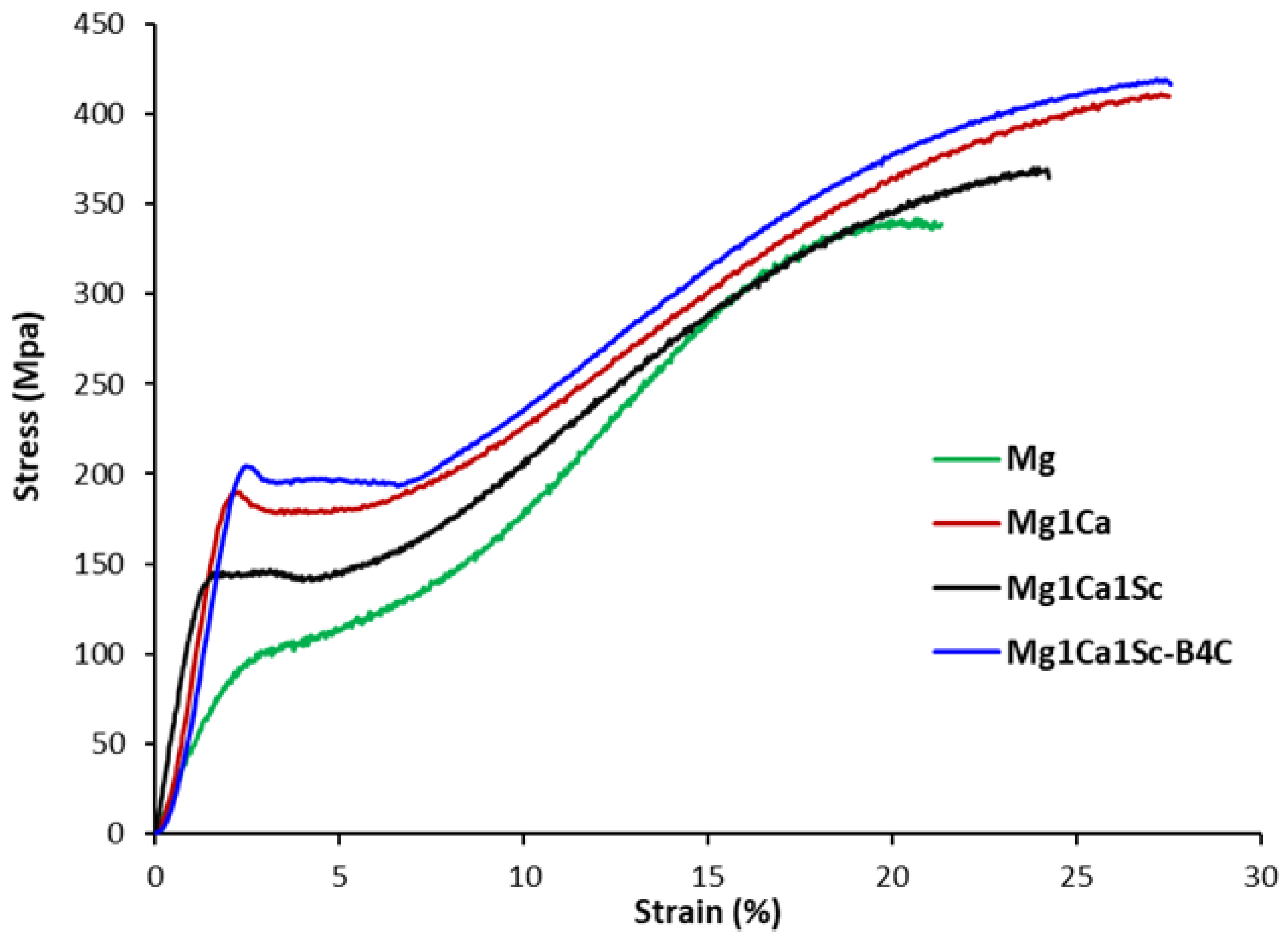
- Under compressive loading, both strength and ductility were improved in the currently developed Mg alloys and nanocomposite. The highest overall compressive properties were achieved in the Mg nanocomposite due to its microstructural homogeneity (finest grain size, grain size homogeneity and uniform distribution of secondary phases) and increased presence of secondary phases (Mg2Ca, Mg–Sc and B4C);
- It is to be noted that a higher specific yield strength and ignition resistance were also accomplished in the developed nanocomposite, when compared with the aerospace alloy, E21.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Czerwinski, F. Controlling the ignition and flammability of magnesium for aerospace applications. Corros. Sci. 2014, 86, 1–16. [Google Scholar] [CrossRef]
- Tekumalla, S.; Gupta, M. An insight into ignition factors and mechanisms of magnesium based materials: A review. Mater. Des. 2017, 113, 84–98. [Google Scholar] [CrossRef]
- Kim, Y.M.; Yim, C.D.; Kim, H.S.; You, B.S. Key factor influencing the ignition resistance of magnesium alloys at elevated temperatures. Scr. Mater. 2011, 65, 958–961. [Google Scholar] [CrossRef]
- Takeno, T.; Yuasa, S. Ignition of Magnesium and Magnesium-Aluminum Alloy by Impinging Hot-Air Stream, Combust. Sci. Technol. 1980, 21, 109–121. [Google Scholar] [CrossRef]
- Inoue, S.; Yamasaki, M.; Kawamura, Y. Formation of an incombustible oxide film on a molten Mg-Al-Ca alloy. Corros. Sci. 2017, 122, 118–122. [Google Scholar] [CrossRef] [Green Version]
- Cheng, C.; Lan, Q.; Liao, Q.; Le, Q.; Li, X.; Chen, X.; Cui, J. Effect of Ca and Gd combined addition on ignition temperature and oxidation resistance of AZ80. Corros. Sci. 2019, 160, 108176. [Google Scholar] [CrossRef]
- Cheng, C.; Lan, Q.; Wang, A.; Le, Q.; Yang, F.; Li, X. Effect of Ca Additions on Ignition Temperature and Multi-Stage Oxidation Behavior of AZ80. Metropolitan 2018, 8, 766. [Google Scholar] [CrossRef] [Green Version]
- Cheng, S.; Yang, G.; Fan, J.; Li, Y.; Zhou, Y. Effect of Ca and Y additions on oxidation behavior of AZ91 alloy at elevated temperatures. Trans. Nonferrous Met. Soc. China 2009, 19, 299–304. [Google Scholar] [CrossRef]
- Zhang, E.; Yang, L. Microstructure mechanical properties and bio-corrosion properties of Mg–Zn–Mn–Ca alloy for biomedical application. Mater. Sci. Eng. A 2008, 497, 111–118. [Google Scholar] [CrossRef]
- Du, Y.Z.; Zheng, M.Y.; Qiao, X.G.; Wu, K.; Liu, X.D.; Wang, G.J.; Lv, X.Y.; Li, M.J.; Liu, X.L.; Wang, Z.J.; et al. The effect of double extrusion on the microstructure and mechanical properties of Mg–Zn–Ca alloy. Mater. Sci. Eng. A 2013, 583, 69–77. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Y.; Geng, L.; Lu, C. Effects of calcium on texture and mechanical properties of hot-extruded Mg–Zn–Ca alloys. Mater. Sci. Eng. A 2012, 539, 56–60. [Google Scholar] [CrossRef]
- Zhou, M.; Huang, X.; Morisada, Y.; Fujii, H.; Chino, Y. Effects of Ca and Sr additions on microstructure, mechanical properties, and ignition temperature of hot-rolled Mg–Zn alloy. Mater. Sci. Eng. A 2020, 769, 138474. [Google Scholar] [CrossRef]
- Zhao, W.M.; Zhao, Y.; Wang, Z.F.; Li, Y.Y.; Ding, J.; Xue, H.T. Effect of Mg-Nd Master Alloys on Ignition-Proof Performance of AZ91D Magnesium Alloy. Adv. Mater. Res. 2011, 214, 118–121. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Mg−Sc (Magnesium-Scandium) system. Bull. Alloy. Phase Diagr. 1986, 7, 574–578. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Sabat, R.K.; Jayalakshmi, S.; Suwas, S.; Gupta, M. Effect of nanoscale boron carbide particle addition on the microstructural evolution and mechanical response of pure magnesium. Mater. Des. 2014, 56, 428–436. [Google Scholar] [CrossRef]
- Tekumalla, S.; Yuan, N.J.; Haghshenas, M.; Gupta, M. Enhancing Properties of Aerospace Alloy Elektron 21 Using Boron Carbide Nanoparticles as Reinforcement. Appl. Sci. 2019, 9, 5470. [Google Scholar] [CrossRef] [Green Version]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Ca−Mg (Calcium-Magnesium) system. Bull. Alloy Phase Diagr. 1987, 8, 58–65. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Rogal, Ł.; Kalita, D.; Fima, P. Development of new age hardenable Mg-Li-Sc alloys. J. Alloys Compd. 2019, 784, 686–696. [Google Scholar] [CrossRef]
- Tun, K.S.; Zhang, Y.; Parande, G.; Manakari, V.; Gupta, M. Enhancing the Hardness and Compressive Response of Magnesium Using Complex Composition Alloy Reinforcement. Metals 2018, 8, 276. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Ma, Y.; Miao, H.; Li, K.; Li, C.; Huang, H. Effect of Ca Concentration on Microstructure and Mechanical Properties of As-Cast and As-Extruded Quasicrystal-Strengthened Mg-7.2Zn-2.4Gd Alloy. Adv. Mater. Sci. Eng. 2018, 2018, 9138753. [Google Scholar] [CrossRef] [Green Version]
- You, B.-S.; Park, W.-W.; Chung, I.-S. The effect of calcium additions on the oxidation behavior in magnesium alloys. Scr. Mater. 2000, 42, 1089–1094. [Google Scholar] [CrossRef]
- Aydin, D.S.; Bayindir, Z.; Hoseini, M.; Pekguleryuz, M.O. The high temperature oxidation and ignition behavior of Mg–Nd alloys part I: The oxidation of dilute alloys. J. Alloys Compd. 2013, 569, 35–44. [Google Scholar] [CrossRef]
- Kujur, M.S.; Mallick, A.; Manakari, V.; Parande, G.; Tun, K.S.; Gupta, M. metals Significantly Enhancing the Ignition/Compression/Damping Response of Monolithic Magnesium by Addition of Sm2O3 Nanoparticles. Metals 2017, 7, 357. [Google Scholar] [CrossRef] [Green Version]
- Kujur, M.S.; Manakari, V.; Parande, G.; Tun, K.S.; Mallick, A.; Gupta, M. Enhancement of thermal, mechanical, ignition and damping response of magnesium using nano-ceria particles. Ceram. Int. 2018, 44, 15035–15043. [Google Scholar] [CrossRef]
- Merson, D.; Vasiliev, E.; Markushev, M.; Vinogradov, A. On the corrosion of ZK60 magnesium alloy after severe plastic deformation. Lett. Mater. 2017, 7, 421–427. [Google Scholar] [CrossRef]
- Tun, K.S.; Sripathy, A.P.; Tekumalla, S.; Gupta, M. materials Development of Novel Lightweight Metastable Metal-(Metal + Ceramic) Composites Using a New Powder Metallurgy Approach. Materials 2020, 13, 3283. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, Q.B.; Gupta, M. Enhancing compressive response of AZ31B magnesium alloy using alumina nanoparticulates. Compos. Sci. Technol. 2008, 68, 2185–2192. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | 0.2% CYS (MPa) | UCS (MPa) | Compressive Strain (%) |
|---|---|---|---|
| Mg | 96 ± 6 | 342 ± 4 | 20 ± 1 |
| Mg1Ca | 187 ± 9 (95%) | 403 ± 14 (18%) | 28 ± 1 (40%) |
| Mg1Ca1Sc | 145 ± 7 (51%) | 371 ± 2 (8%) | 24.6 ± 0.3 (23%) |
| Mg1Ca1Sc/B4C | 203 ± 2 (111%) | 410 ± 9 (20%) | 27 ± 2 (35%) |
| Material | CYS (MPa) | Density (g/cm3) | Specific Yield Strength (MPa cm3 g−1) | Ignition Temperature (°C) |
|---|---|---|---|---|
| Mg1Ca1Sc/1.5B4C | 203 | 1.76 | 115 | 752 |
| E21 | 141 | 1.8 | 78 | 741 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tun, K.S.; Brendan, T.Y.S.; Tekumalla, S.; Gupta, M. Development from Alloys to Nanocomposite for an Enhanced Mechanical and Ignition Response in Magnesium. Metals 2021, 11, 1792. https://doi.org/10.3390/met11111792
Tun KS, Brendan TYS, Tekumalla S, Gupta M. Development from Alloys to Nanocomposite for an Enhanced Mechanical and Ignition Response in Magnesium. Metals. 2021; 11(11):1792. https://doi.org/10.3390/met11111792
Chicago/Turabian StyleTun, Khin Sandar, Tan Yan Shen Brendan, Sravya Tekumalla, and Manoj Gupta. 2021. "Development from Alloys to Nanocomposite for an Enhanced Mechanical and Ignition Response in Magnesium" Metals 11, no. 11: 1792. https://doi.org/10.3390/met11111792