
Numerical Model Simulation of the Double-Roll Rotary Forging of Large Diameter Thin-Walled Disk

Abstract
:1. Introduction
2. Three-Dimensional Numerical Modeling of Double-Roll Rotary Forging
2.1. Working Principle of Double-Roll Rotary Forging
2.2. Three-Dimensional Numerical Model and Boundary Conditions
2.3. Determination of Die Movements Relationship
3. Verification Experiment
4. Results and Discussion
4.1. Calculation Scheme
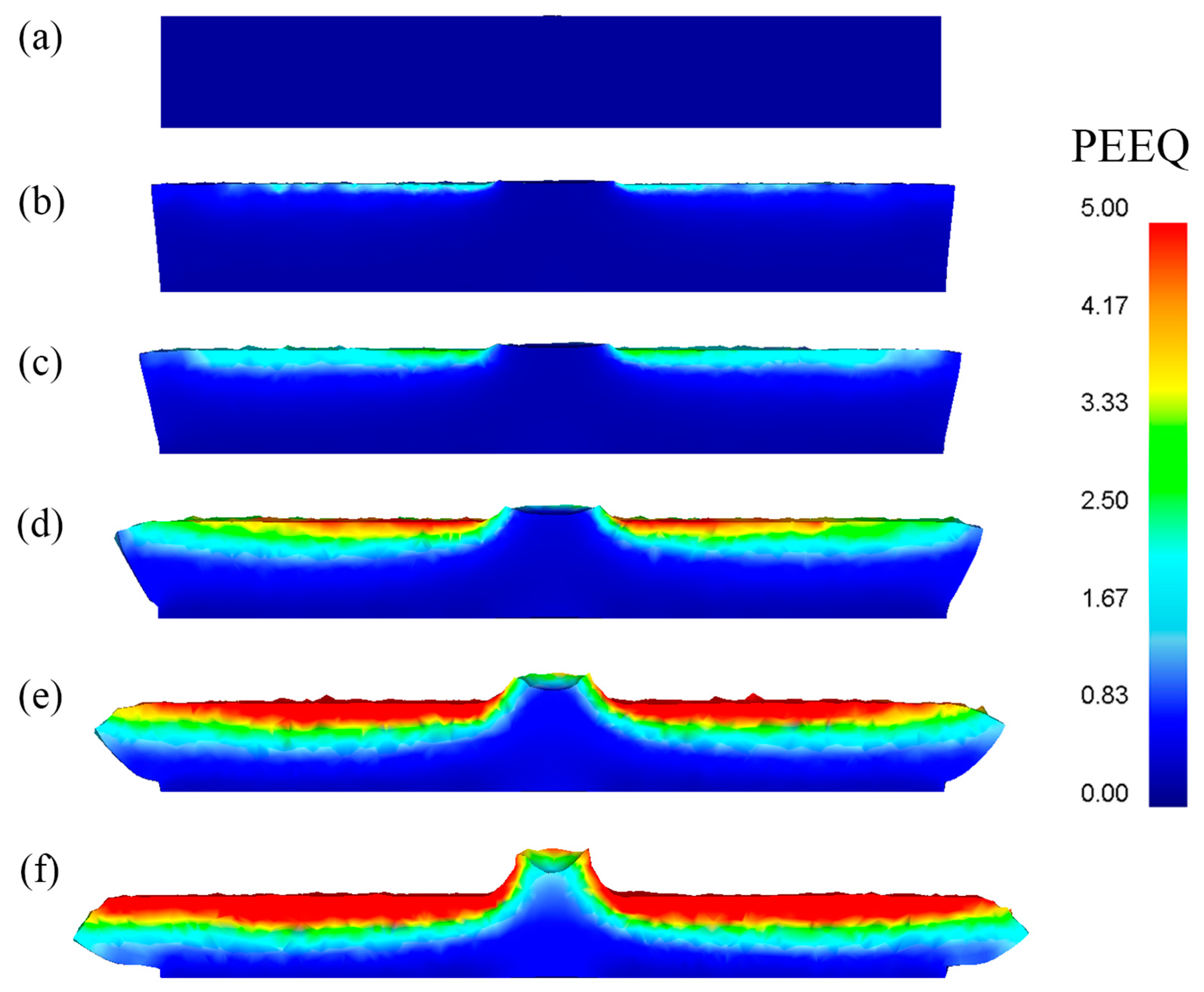
4.2. Deformation Characteristic of Strain Distribution
4.3. Influence of Three Key Parameters on Metal Flow
4.4. Influence of Three Key Parameters on the Force and Power Parameters
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Q.; Wu, L.; Li, F.; Liu, T.; Wang, S.; Wei, Z.; Su, C. Experiments study on the rolling process for heavy disk. Int. J. Adv. Manuf. Technol. 2013, 65, 1171–1175. [Google Scholar] [CrossRef]
- Ma, Q.; Lin, Z.Q.; Yu, Z.Q. Prediction of deformation behavior and microstructure evolution in heavy forging by FEM. Int. J. Adv. Manuf. Technol. 2009, 40, 253–260. [Google Scholar] [CrossRef]
- Zhbankov, I.G.; Perig, A.V.; Aliieva, L.I. New schemes of forging plates, shafts, and discs. Int. J. Adv. Manuf. Technol. 2016, 82, 287–301. [Google Scholar] [CrossRef]
- Li, Q.; Ma, Z.; Liu, T.; Li, F.; Wei, Z.; Su, C. 3D thermomechanically coupled FEM analysis of large disk rolling process and trial production. Int. J. Adv. Manuf. Technol. 2014, 74, 403–411. [Google Scholar] [CrossRef]
- Peng, W.; Zhang, D.; Zhao, D. Application of parabolic velocity field for the deformation analysis in hot tandem rolling. Int. J. Adv. Manuf. Technol. 2017, 91, 2233–2243. [Google Scholar] [CrossRef]
- Zhou, P.; Zhang, L.; Gu, S.; Ruan, J.; Teng, L. Mathematic modeling and FE simulation of radial-axial ring rolling large L-section ring by shape axial roll. Int. J. Adv. Manuf. Technol. 2014, 72, 729–738. [Google Scholar] [CrossRef]
- Canta, T.; Frunza, D.; Sabadus, D.; Tintelecan, C. Some aspects of energy distribution in rotary forming processes. J. Mater. Process. Technol. 1998, 80–81, 195–198. [Google Scholar] [CrossRef]
- Decheng, Z.; Yadong, H.; Wang, Z.R. Research on rotary forging and its distribution of deformation. J. Mater. Process. Technol. 1992, 31, 161–168. [Google Scholar] [CrossRef]
- Oudin, J.; Ravalard, Y.; Verwaerde, G.; Gelin, J.C. Force, torque and plastic flow analysis in rotary upsetting of ring shaped billets. Int. J. Mech. Sci. 1985, 27, 761–780. [Google Scholar] [CrossRef]
- Wang, G.C.; Guan, J.; Zhao, G.Q. A photo-plastic experimental study on deformation of rotary forging a ring workpiece. J. Mater. Process. Technol. 2005, 169, 108–114. [Google Scholar]
- Decheng, Z.; Shijian, Y.; Wang, Z.R.; Zhenrui, X. Defects caused in forming process of rotary forged parts and their preventive methods. J. Mater. Process. Technol. 1992, 32, 471–479. [Google Scholar] [CrossRef]
- Oh, H.K.; Choi, S. A study on center thinning in the rotary forging of a circular plate. J. Mater. Process. Technol. 1997, 66, 101–106. [Google Scholar] [CrossRef]
- Yuan, S.; Wang, X.; Liu, G.; Chou, D. The precision forming of pin parts by cold-drawing and rotary-forging. J. Mater. Process. Technol. 1999, 86, 252–256. [Google Scholar] [CrossRef]
- Liu, G.; Yuan, S.J.; Wang, Z.R.; Zhou, D.C. Explanation of the mushroom effect in the rotary forging of a cylinder. J. Mater. Process. Technol. 2004, 151, 178–182. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, L.B.; Hu, X.L.; Wang, Z.R.; Wang, R.W.; Huang, S.D.; Tang, Q.B. Applications of numerical simulation to the analysis of bulk-forming processes—Case studies. J. Mater. Process. Technol. 2004, 150, 56–61. [Google Scholar] [CrossRef]
- Han, X.; Hua, L. Comparison between cold rotary forging and conventional forging. J. Mech. Sci. Technol. 2009, 23, 2668–2678. [Google Scholar] [CrossRef]
- Han, X.; Hua, L. 3D FE modeling of cold rotary forging of a ring workpiece. J. Mater. Process. Technol. 2009, 209, 5353–5362. [Google Scholar] [CrossRef]
- Hua, L.; Han, X. 3D FE modeling simulation of cold rotary forging of a cylinder workpiece. Mater. Des. 2009, 30, 2133–2142. [Google Scholar] [CrossRef]
- Mandal, P.; Lalvani, H.; Tuffs, M. Cold rotary forging of inconel 718. J. Manuf. Process. 2019, 46, 77–99. [Google Scholar] [CrossRef]
- Mandal, P.; Lalvani, H.; Watt, K.; Conway, A.; Tuffs, M. A study on microstructural evolution in cold rotary forged nickel-superalloys: C263 and Inconel 718. Procedia Manuf. 2020, 47, 1403–1409. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, D.; Yang, Y.; Zhang, Z.; Li, X. PDZ evolution of hot ACDR and forging processes during titanium alloy disc forming. Int. J. Adv. Manuf. Technol. 2018, 95, 1635–1643. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, D.; Yang, Y.; Zhang, Z.; Li, X.; Zhang, R. Microstructure evolution of Ti-6Al-4V with periodic thermal parameters during axial closed die rolling process. J. Alloys Compd. 2018, 735, 996–1009. [Google Scholar] [CrossRef]
- Zheng, Y.; Liu, D.; Yang, Y.; Ren, L.; Zhang, Z.; Gao, G. Investigation on metal flow during the hot axial closed die rolling process for titanium alloy discs. Int. J. Adv. Manuf. Technol. 2016, 87, 2445–2458. [Google Scholar] [CrossRef]
- YZheng, Y.; Liu, D.; Zhang, Z.; Yang, Y.; Ren, L. The flow line evolution of hot open ACDR process for titanium alloy discs. Arch. Civ. Mech. Eng. 2017, 17, 827–838. [Google Scholar] [CrossRef]
- Shi, L.; Zhu, C.D.; Liu, X.; Zhang, Y. Optimum design of the double roll rotary forging machine frame. Mech. Sci. 2020, 11, 101–114. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Parameters | AISI-1020 |
|---|---|
| Density, ρ (kg·m−3) | 7800 |
| Young’s modulus (GPa) | 210 |
| Poisson’s ratio (μ) | 0.3 |
| Thermal conductivity (J/(m·s·K)) | 24.5 |
| Specific heat capacity (J/(kg·K) | 7.2 |
| Thermal expansion coefficient (1/K) | 13.16 × 10−6 |
| Constitutive equation |
| Parameters | Value |
|---|---|
| The initial diameter of disk workpiece D0 (mm) | 244 |
| The initial height of disk workpiece H0 (mm) | 35 |
| Height reduction (%) | 66.7 |
| Rotational speed n of the upper die (rad/min) | 75 |
| Feed rate v of the upper die (mm/s) | 1 |
| The initial temperature of the disk workpiece (°C) | 1100 |
| The initial temperature of die T (°C) | 20 |
| Coefficient of friction between upper die and disk workpiece | 0.1 |
| Coefficient of friction between lower die and workpiece | 0.7 |
| Thermal conductivity between die and disk workpiece (kW/m2·°C) | 15 |
| Parameters | Value |
|---|---|
| The initial diameter of disk workpiece D0 (mm) | 244 |
| The initial height of disk workpiece H0 (mm) | 35 |
| Height reduction (%) | 33.3 |
| Rotational speed n of the upper die (rad/min) | 50, 75, 100, 125, 150 |
| Feed rate v of the upper die (mm/s) | 0.5, 1, 1.5, 2, 2.5 |
| Feed amount per revolution S (mm/r) | 0.4, 0.8, 2.5 |
| Initial temperature T of the disk workpiece (°C) | 1000, 1050, 1100, 1150, 1200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Z.; Chen, M.; Ma, C.; Luo, S.; Zhu, C. Numerical Model Simulation of the Double-Roll Rotary Forging of Large Diameter Thin-Walled Disk. Metals 2021, 11, 1767. https://doi.org/10.3390/met11111767
Yu Z, Chen M, Ma C, Luo S, Zhu C. Numerical Model Simulation of the Double-Roll Rotary Forging of Large Diameter Thin-Walled Disk. Metals. 2021; 11(11):1767. https://doi.org/10.3390/met11111767
Chicago/Turabian StyleYu, Zhongquan, Mingchao Chen, Chong Ma, Site Luo, and Chundong Zhu. 2021. "Numerical Model Simulation of the Double-Roll Rotary Forging of Large Diameter Thin-Walled Disk" Metals 11, no. 11: 1767. https://doi.org/10.3390/met11111767