1. Introduction
Cobalt-based alloys have been utilized widely as protective materials due to their resistance to corrosion and wear [
1,
2]. Cobalt alloys can be categorized into three types: high-carbon wear resistant alloys, low-carbon high temperature resistant alloys, and low-carbon corrosion and wear resistant alloys [
2]. High-carbon wear resistant alloys such as the Stellite 720 alloy are used in biomedical devices such as load bearing implant components [
3]. Low-carbon cobalt alloys such as the Stellite 21 alloy are used in applications where high temperatures and high stresses are experienced such as hot stamping dies in manufacturing [
4,
5]. Lastly, low-carbon corrosion and wear resistance alloys such as Tribaloys (registered trademark of Deloro Stellite Company, Koblenz, Germany) find applications in gas turbine components such as blades [
6]. These alloys are also known as Laves-phase hardened alloys [
2], and are widely used in environments with a wide operating temperature range from 800 °C to over 1000 °C [
7,
8]. These cobalt-based superalloys are extensively used as protective layers against galling on components under elevated temperatures, and where lubrication is not feasible [
9]. However, the fabrication of alloys such as the Tribaloys is challenging. Ductility and impact strength are significantly limited in these alloys [
2]. Moreover, it is very difficult to attain crack-free structures on large areas.
In recent years, additive manufacturing (AM) was used in many engineering applications such as aerospace, molding, and space due to having advantages over conventional manufacturing techniques [
10,
11]. Moreover, AM processes are utilized for fabricating cobalt-based superalloys [
4,
12,
13,
14] due to design flexibility and efficient material usage. Powder bed fusion (PBF) is one of the metal AM techniques that is capable of fabricating complex geometries in a near single step with minimum post processing [
12,
13,
15,
16]. The other popular AM technique is laser directed energy deposition (laser DED), which is especially noted for its high volume, rapid fabrication capability. Laser DED is also capable of performing maintenance, refurbishment, or overhaul (MRO) operations on existing structures [
17,
18,
19,
20,
21]. When used in such configurations, the laser DED AM process can enhance an existing component with the existing material or a new material and subsequently can lead to a lesser wastage of legacy components. The laser DED process was also recently utilized in a novel hybrid mode where additive fabrication and the subtractive machining of components can be performed in the same machine-tool platform. AM processes are also beneficial for reducing the manufacturing steps, subsequently leading to reduced manufacturing costs. Judicious use of materials and manufacturing resources can also be achieved by fabricating multi-material structures. Many engineering structures can be simplified by utilizing multiple materials beyond the limitations set by conventional manufacturing processes. Multi-material structures provide multi-functionality to a component by tailoring the material properties specific to the application. The fabrication of multi-material structures via PBF processes is limited as the processes are restricted to a single material or single mixture of the materials [
22,
23]. However, the DED processes such as laser DED AM are capable of fabricating multi-material structures with considerable flexibility by using multiple powder feeder systems.
Multi-material and multi-functional structures enabled via AM processes are widely investigated at present, with various metallic or metal-ceramic materials [
24,
25,
26,
27,
28,
29,
30,
31,
32,
33]. The laser DED AM process uses focused laser energy to melt a steady stream of metallic or metal-ceramic mixture powder. The powdered feedstock material absorbs the laser energy and instantly generates a small melt pool. During fabrication, this melt pool solidifies rapidly. However, the rapid cooling process favors the formation of metastable phases and leads to thermal residual stresses. To fabricate a 3D structure without defects associated with metastable phases and residual stresses such as crack, the feedstock materials must withstand rapid cooling [
34,
35,
36]. Hence, fabrication of the aforementioned Tribaloys is challenging with the laser DED process. The varying proportion of the Laves phases in the microstructure favors the high hardness and wear resistance properties of Tribaloys, such as the T800 alloy which contains high proportions of Laves phases. When the Laves phases are evenly dispersed in the matrix at a volume proportion of 40% to 60%, the resultant T800 alloy structure exhibits high wear resistance [
1,
9,
37,
38,
39]. However, the high proportion of Laves phases makes the component highly sensitive to brittle fracture, especially when combined with rapidly solidifying manufacturing processes such as the laser DED AM process. Researchers have tried different techniques to mitigate the problems associated with such materials. One solution involves preheating the substrate materials on which the high-performance alloy is to be deposited. Hence, the rapid cooling of the melt pool is suppressed. The T800 alloy can be deposited up to a 5 mm thickness with the laser DED system by preheating the base plate to 500 °C [
40]. Keshavarz et al. used the preheating method for welding a T800 alloy and to mitigate the heat-affected-zone liquation cracking by heating over 900 °C [
41]. This approach may be suitable for small components where preheating the substrate alleviates rapid cooling through conductive heat transfer but would not work for larger components where the conductive heat transfer is diminished with increasing the thickness of the component. The other approach is to stabilize the rapidly solidified phases by promoting ductile phases. This can be achieved by the diffusion of elements from the substrate materials. Tobar et al. found more than 10% Fe dilution from substrate materials and significant changes to the microstructures of the T800 alloy [
8]. However, Fe dilution did not improve structural integrity as the cracks associated with thermal shocks were observed [
8]. The present study addresses this technological demand for structurally sound and additively manufactured Co-based alloys such as T800.
In the study, a mixed feedstock powder of the T800 alloy and Ni-20%Cr alloy was processed using the laser DED AM process on a stainless steel 304 substrate. Different mixture compositions (20%, 30%, 40% NiCr in T800 by weight) were investigated. Furthermore, the laser DED fabricated structures were heat treated. These mixtures were characterized for their microstructural, phase, and mechanical properties in the as-fabricated and heat-treated conditions. The NiCr addition improved the laser processability and the structural integrity of the T800 alloy with the trade-off of mechanical properties such as hardness. A 3D component fabrication strategy is proposed based on the results that utilizes the T800 + NiCr alloy chemistries and intermediate heat treatment of the laser fabricated materials.
4. Discussion
The 100% T800 showed Laves phases as previously reported [
8,
37,
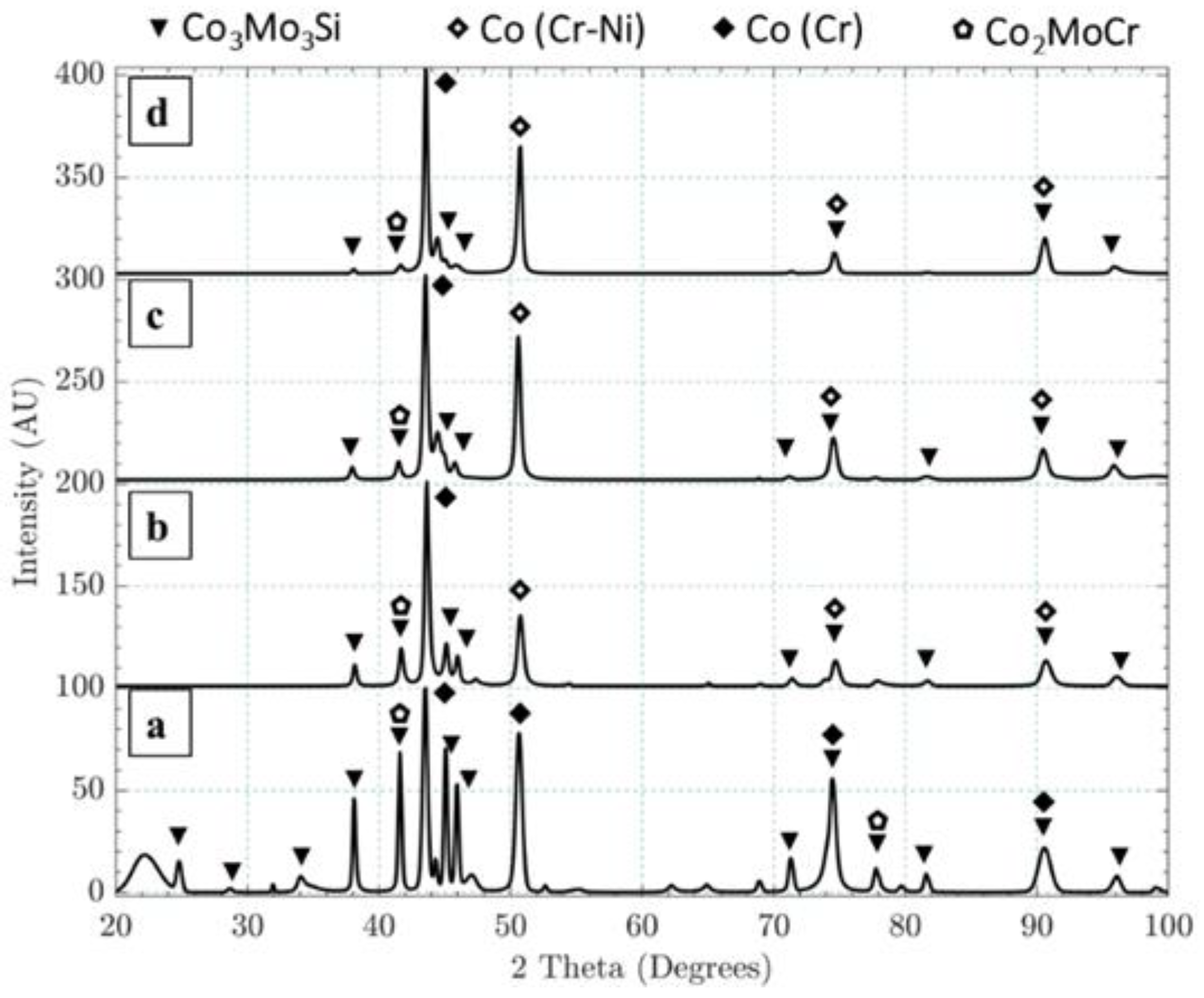
40]. Rapid solidification favors the formation of Laves phases in such alloys, and the laser DED process can have solidification rates of 103 to 105 K/s. However, such cooling rates and Laves phases would also lead to severe thermal shock in the materials, and hence several cracks were seen in the 100% T800 samples in this study. The XRD analysis shows a Co
3Mo
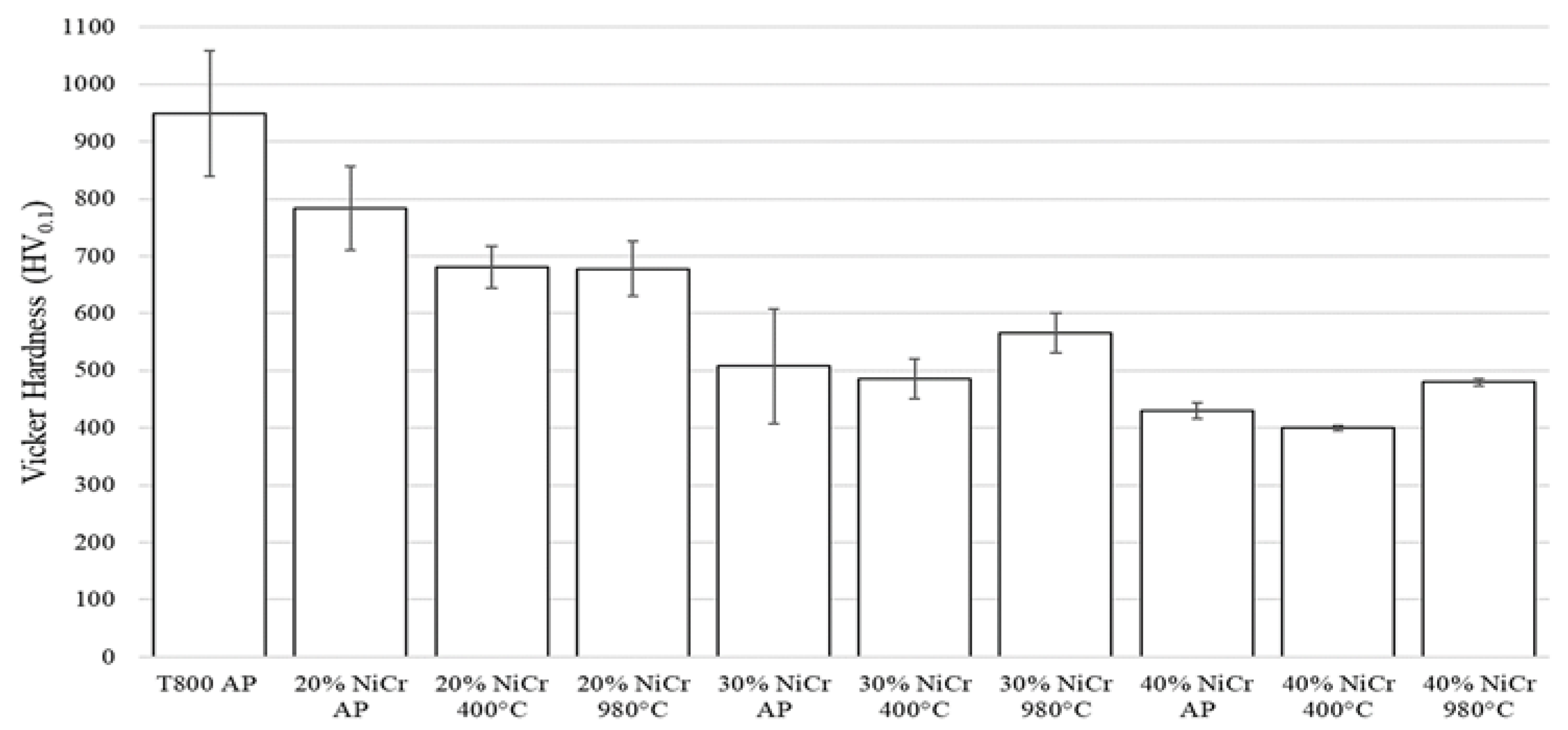
3Si phase, the main Laves phase, widely present in the laser processed 100% T800 alloy. These Mo-rich Laves phases, however, are also responsible for the high hardness of the alloy. The hardness of this material fluctuated in the range of 850 HV to 1050 HV. This is likely due to the microhardness tester occasionally indenting on a large colony of segregated Laves phases and thus leading to a spike in the material’s hardness.
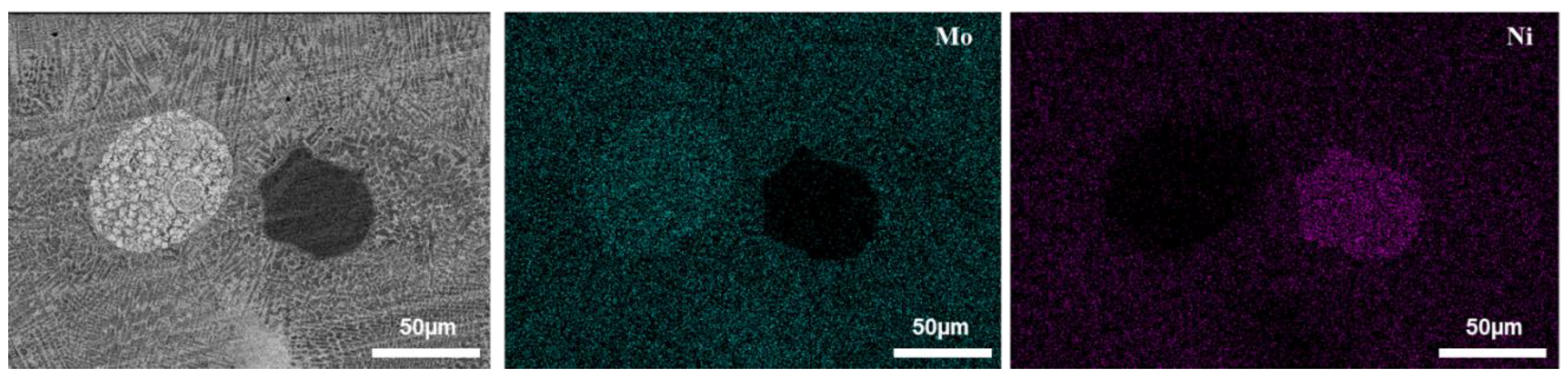
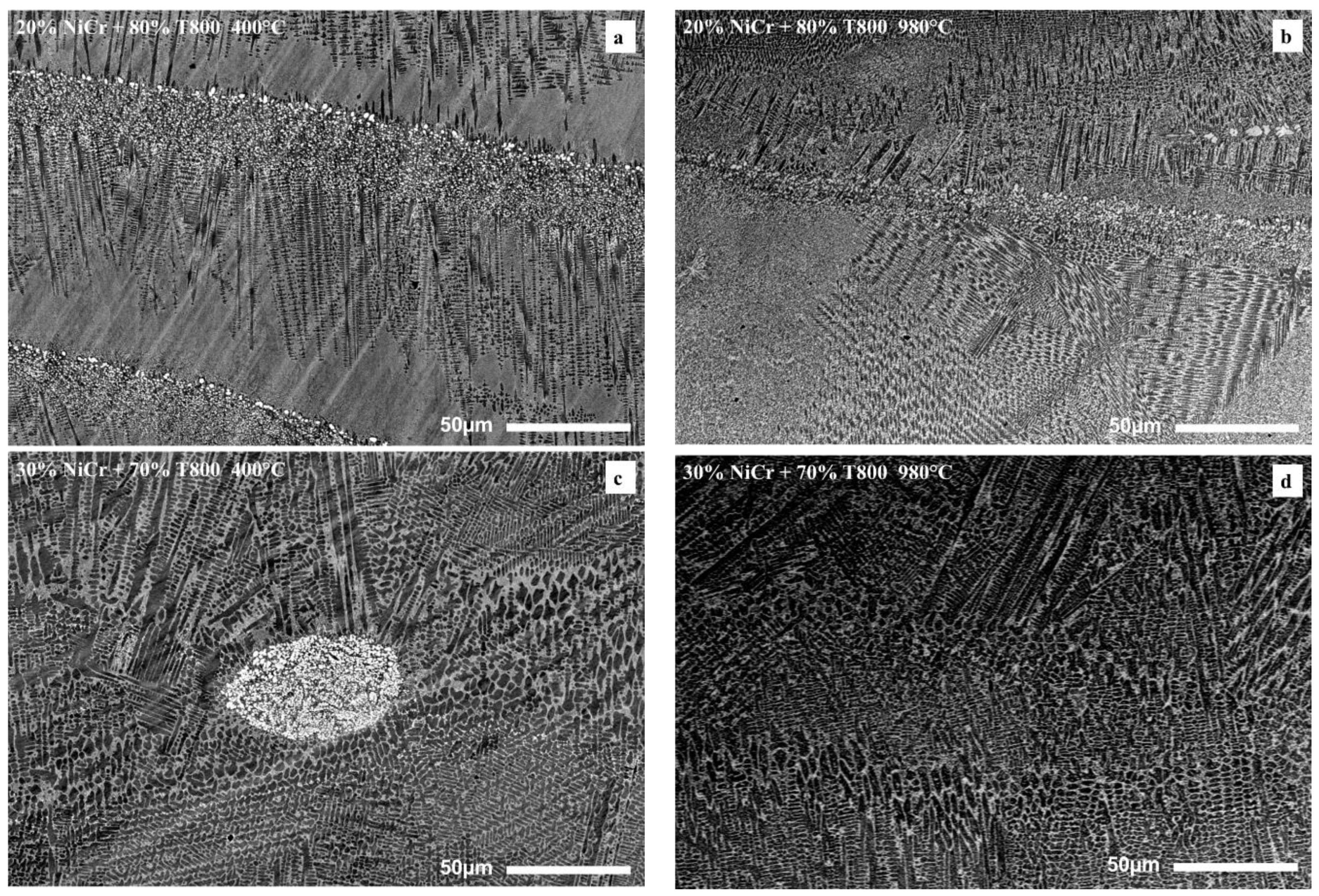
The laser processed T800 + 20% NiCr alloy showed fewer cracks as compared to the 100% T800 alloy. In this alloy chemistry, the NiCr addition increased the strain tolerance caused with rapid solidification. However, the segregation of Laves phase colonies in the microstructure would still generate a high residual stress point in the metallic matrix. These stress points are locations for crack initiation. To counter this by homogenizing the microstructure, intermediate heat treatment was applied to the alloy at 400 °C before the materials were sectioned using a cut-off saw. Cracks were most likely formed before the heat treatment cycle since heat treatment did not yield any positive benefits. However, the homogeneity of the microstructure was improved after heat treatment. Laves phases were still present in the alloy, but large segregated colonies were not observed in the T800 + 20% NiCr alloy. Furthermore, 980 °C improved the homogeneity of the matrix further, but cracks were still present, along with non-segregated Laves phases, similar to the 400 °C heat treatment. This change occurs due to the diffusion of Ni into the matrix during heat treatment. Mo-rich Laves phases were formed in the rapid cooling of individual melt pools for each layer. The effect of the NiCr addition, both with and without heat treatment, was also seen in the hardness values of the T800 + 20% NiCr alloy. In the as processed condition, the hardness of this alloy was approximately 17% lower than the hardness of the laser DED fabricated 100% T800 alloy. After heat treatment, the hardness dropped even further to approximately 30% lower as compared to the 100% T800 alloy, primarily due to the diffusion of Ni in the matrix and the homogenization of the Laves phases throughout the volume of the material. The variations in the hardness values of the T800 + 20% NiCr alloy also reduced after heat treatment. This was also due to the homogenized microstructure after heat treatment, at both 400 °C and 980 °C.
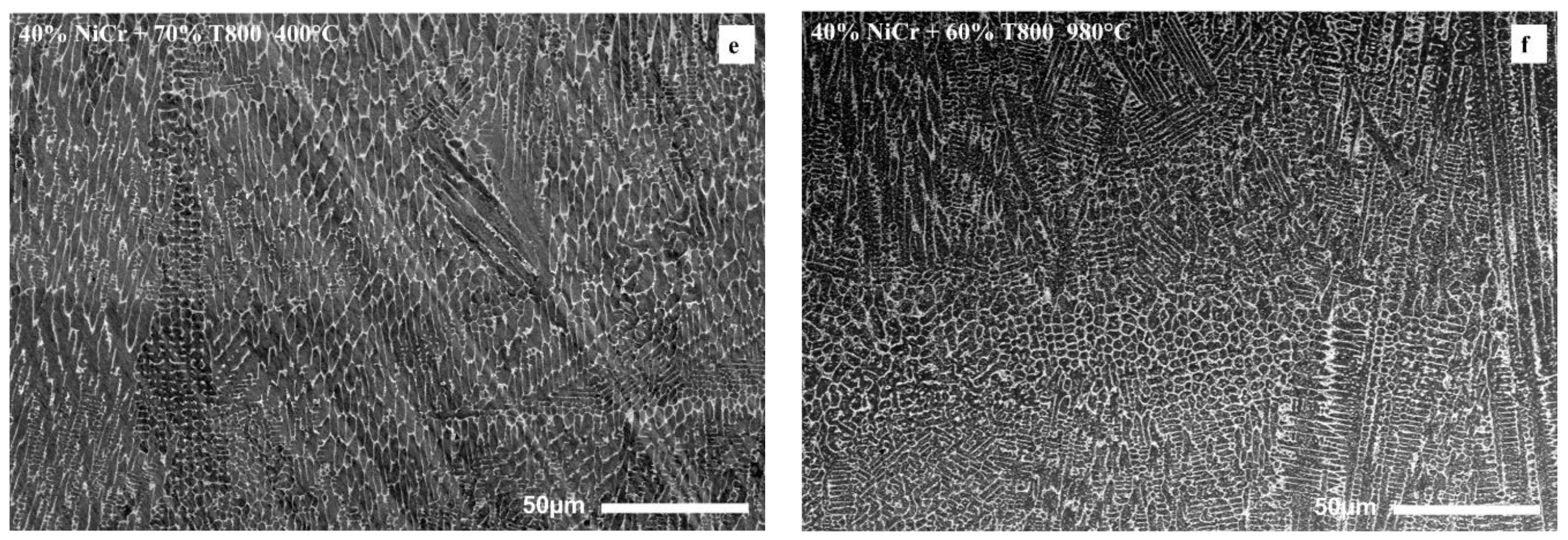
The structural integrity continued to improve with more of the NiCr addition of the T800 alloy during laser DED fabrication. In the T800 + 30% NiCr alloy, the localized Laves phases’ colonies in the as processed condition were reduced after heat treatment at 400 °C and 980 °C. As the heat treatment temperature was increased, the hardness also increased in the alloy by approximately 11% as compared to the as processed state, whereas the same alloy chemistry when heat treated at 400 °C showed a decrease in hardness by approximately 4%. This has likely happened due to the high heat treatment temperature of 980 °C which is close to the solutionizing temperature of many Ni-based superalloys such as Inconel 625 and Inconel 718. At this temperature, the softer Ni-rich phases would allow for diffusion of the strengthening Mo-rich phases, thereby improving the hardness. Furthermore, the variation in the hardness also reduced due to a uniform microstructure of the T800 + 30% NiCr alloy after heat treatment. A similar trend in the microstructure and hardness was observed in the T800 + 40% NiCr alloy. This alloy composition did not show any cracking or delamination defects. Overall, this alloy mixture contained more than 31% Ni (by weight) and hence the mixture deviated from a predominantly Co-based alloy to a Co-Ni-based alloy. Due to this, the tendency of the T800 alloy to form brittle Laves phases during laser processing was reduced, and the formation of the relatively ductile Co (CrNi) phases was promoted. The microstructure also did not show any presence of segregated Laves phase colonies that act as stress concentrators in the metallic matrix. Instead, the Mo- and Co-rich phases in this alloy chemistry appeared in the striated morphology that led to a cellular microstructure. The microstructure remained relatively unchanged after heat treatment. However, the relative proportion of different phases changed. Diffusion of the Mo-rich strengthening phases in the Co, Ni, Cr matrix is suspected at a heat treatment temperature of 980 °C, and this is supported by the increase in the hardness of this heat-treated alloy as compared to heat treatment at 400 °C.
Cracking is a very common problem in alloys such as the T800 for laser-based additive manufacturing processes. Rapid cooling and thermal stresses are well known reasons for cracking. Controlling the cooling rate is one of the solutions. However, controlling the cooling rate in a laser DED process is challenging. Base plate heating and/or heating the region of interest was previously found to control the cooling rate so that cracking does not occur [
40,
41]. Conventionally, thermal residual stresses are eliminated via post heat treatment. Although most of the Co-based alloys are considered as non-heat-treatable alloys, the conventional T800 is widely available in stress relieved conditions. Since the laser DED process causes multiple cooling locations due to layer-based manufacturing, a stress relieving intermediate step becomes vital for the T800 or T800-based alloy chemistries.
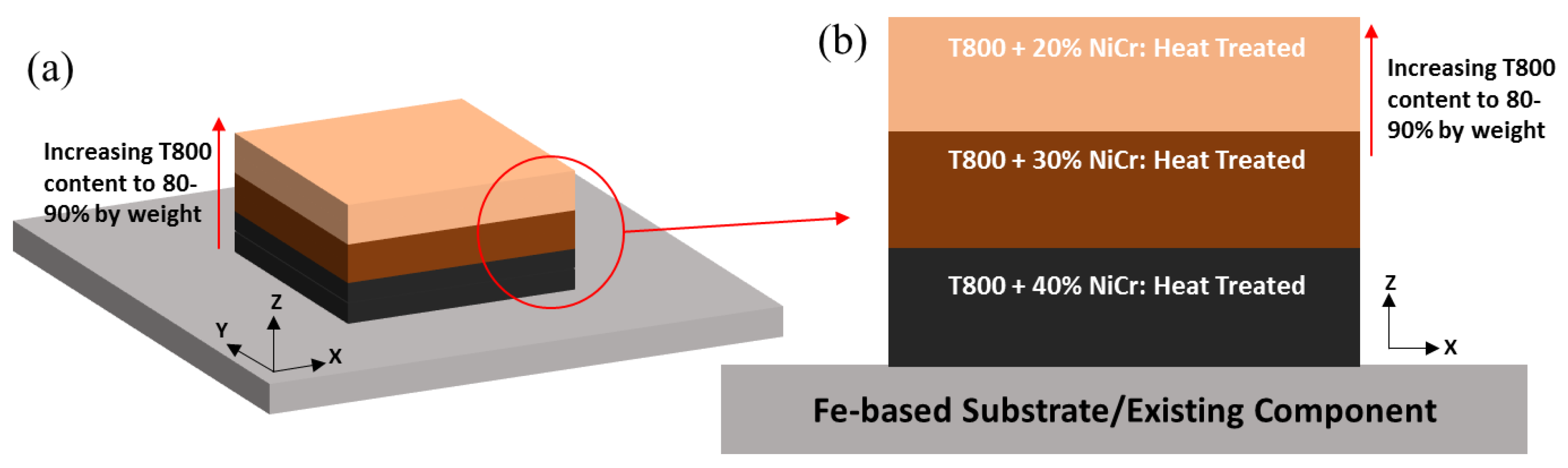
Based on the observations of the T800 + NiCr alloy chemistries in the as processed and heat-treated states from the present study, a compositionally graded additive, multi-material additive manufacturing strategy can be envisioned using T800 + NiCr alloys’ mixtures and intermediate heat treatment, as depicted in
Figure 9. Since cracking gradually reduced with an increasing NiCr content in the T800 alloy, an alloy chemistry containing a 10% NiCr to 20% NiCr alloy in the T800 alloy may be possible to fabricate using highly controlled and optimized processing parameters. However, such an alloy chemistry would have a large thermal mismatch with the underlying Fe-based substrate material. This may be alleviated by using the T800 + 30% NiCr and T800 + 40% NiCr alloy chemistries investigated in the current study. An intermediate heat treatment may also be applied to these two compositionally graded layers to homogenize the microstructure, eliminating Laves phase segregation and subsequently also reducing the residual stress in the laser DED fabricated structure. This step would ensure that the intermediate layers do not crack or delaminate when laser deposition is carried out later on during component fabrication. Since the laser DED process is a freeform technique, this compositionally graded material deposition and intermediate heat treatment approach can be applied to components of various shapes and sizes, and thus benefit new component fabrication as well as overhaul and refurbish existing components with high-performance alloys.
Author Contributions
Conceptualization, B.A. and H.S.; Methodology, B.A. and H.S.; Investigation, B.A.; Resources, H.S.; Data curation, B.A.; Writing—original draft preparation, B.A.; Writing—review and editing, H.S.; Supervision, H.S. All authors have read and agreed to the published version of the manuscript.
Funding
This work was partially supported by the Department of Energy Advanced Research Projects Agency-Energy (ARPA-E) under cooperative agreement DE-AR0001123 with Michigan State University.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author. The data are not publicly available as this article is a part of a larger study in this area.
Acknowledgments
The authors also acknowledge startup support from Michigan State University. Author Beytullah Aydogan is also grateful for financial support from the Government of the Republic of Turkey. Authors are also grateful to Alexandra Zevalkink for access to XRD analysis facilities. Authors also acknowledge the equipment support from the Center for Advanced Microscopy (CAM) at Michigan State University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Halstead, A.; Rawlings, R.D. Structure and Hardness of Co–Mo–Cr–Si Wear Resistant Alloys (Tribaloys). Met. Sci. Heat Treat. 1984, 18, 491–500. [Google Scholar] [CrossRef]
- Davis, J.R. Nickel, Cobalt, and Their Alloys; ASM International: Almere, The Netherlands, 2000; ISBN 9780871706850. [Google Scholar]
- Hu, P.S.; Liu, R.; Liu, J.; McRae, G. Investigation of Wear and Corrosion of a High-Carbon Stellite Alloy for Hip Implants. J. Mater. Eng. Perform. 2014, 23, 1223–1230. [Google Scholar] [CrossRef]
- Foster, J.; Cullen, C.; Fitzpatrick, S.; Payne, G.; Hall, L.; Marashi, J. Remanufacture of Hot Forging Tools and Dies Using Laser Metal Deposition with Powder and a Hard-Facing Alloy Stellite 21®. J. Remanuf. 2019, 9, 189–203. [Google Scholar] [CrossRef] [Green Version]
- Yao, J.; Ding, Y.; Liu, R.; Zhang, Q.; Wang, L. Wear and Corrosion Performance of Laser-Clad Low-Carbon High-Molybdenum Stellite Alloys. Opt. Laser Technol. 2018, 107, 32–45. [Google Scholar] [CrossRef]
- Kathuria, Y.P. Some Aspects of Laser Surface Cladding in the Turbine Industry. Surf. Coat. Technol. 2000, 132, 262–269. [Google Scholar] [CrossRef]
- Yao, M.X.; Wu, J.B.C.; Yick, S.; Xie, Y.; Liu, R. High Temperature Wear and Corrosion Resistance of a Laves Phase Strengthened Co–Mo–Cr–Si Alloy. Mater. Sci. Eng. A 2006, 435–436, 78–83. [Google Scholar] [CrossRef]
- Tobar, M.J.; Amado, J.M.; Álvarez, C.; García, A.; Varela, A.; Yáñez, A. Characteristics of Tribaloy T-800 and T-900 Coatings on Steel Substrates by Laser Cladding. Surf. Coat. Technol. 2008, 202, 2297–2301. [Google Scholar] [CrossRef]
- Cameron, C.B.; Ferriss, D.P. Tribaloy Intermetallic Materials: New Wear- and Corrosion-Resistant Alloys. Anti-Corros. Methods Mater. 1975, 39, 88. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer Nature: Basingstoke, UK, 2020; ISBN 9783030561277. [Google Scholar]
- Hussin, R.B.; Sharif, S.B.; Abd Rahim, S.Z.B.; Suhaimi, M.A.B.; Bin Mohd Khushairi, M.T.; Abdellah EL-Hadj, A.; Shuaib, N.A.B. The Potential of Metal Epoxy Composite (MEC) as Hybrid Mold Inserts in Rapid Tooling Application: A Review. Rapid Prototyp. J. 2021, 27, 1069–1100. [Google Scholar] [CrossRef]
- Hitzler, L.; Alifui-Segbaya, F.; Williams, P.; Heine, B.; Heitzmann, M.; Hall, W.; Merkel, M.; Öchsner, A. Additive Manufacturing of Cobalt-Based Dental Alloys: Analysis of Microstructure and Physicomechanical Properties. Adv. Mater. Sci. Eng. 2018, 2018, 8213023. [Google Scholar] [CrossRef] [Green Version]
- Kajima, Y.; Takaichi, A.; Kittikundecha, N.; Nakamoto, T.; Kimura, T.; Nomura, N.; Kawasaki, A.; Hanawa, T.; Takahashi, H.; Wakabayashi, N. Effect of Heat-Treatment Temperature on Microstructures and Mechanical Properties of Co–Cr–Mo Alloys Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2018, 726, 21–31. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Wu, S.; Zhang, M.; Mai, S.; Song, C.; Wang, D. Selective Laser Melting Dental CoCr Alloy: Microstructure, Mechanical Properties and Corrosion Resistance. Rapid Prototyp. J. 2021, 27, 1457–1466. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting-Selection Guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Cunningham, R.; Narra, S.P.; Ozturk, T.; Beuth, J.; Rollett, A.D. Evaluating the Effect of Processing Parameters on Porosity in Electron Beam Melted Ti-6Al-4V via Synchrotron X-ray Microtomography. JOM 2016, 68, 765–771. [Google Scholar] [CrossRef]
- Nicolaus, M.; Rottwinkel, B.; Alfred, I.; Möhwald, K.; Nölke, C.; Kaierle, S.; Maier, H.J.; Wesling, V. Future Regeneration Processes for High-Pressure Turbine Blades. CEAS Aeronaut. J. 2018, 9, 85–92. [Google Scholar] [CrossRef]
- Rottwinkel, B.; Nölke, C.; Kaierle, S.; Wesling, V. Crack Repair of Single Crystal Turbine Blades Using Laser Cladding Technology. Procedia CIRP 2014, 22, 263–267. [Google Scholar] [CrossRef] [Green Version]
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for Stainless Steel and Titanium Alloys. Phys. Procedia 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A. Restoration of Nickel-Base Turbine Blade Knife-Edges with Controlled Laser Aided Additive Manufacturing. Phys. Procedia 2011, 12, 402–409. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Y.; Zheng, H.; Tang, K.; Li, H.; Gong, S. TC17 Titanium Alloy Laser Melting Deposition Repair Process and Properties. Opt. Laser Technol. 2016, 82, 1–9. [Google Scholar] [CrossRef]
- Terrazas, C.A.; Gaytan, S.M.; Rodriguez, E.; Espalin, D.; Murr, L.E.; Medina, F.; Wicker, R.B. Multi-Material Metallic Structure Fabrication Using Electron Beam Melting. Int. J. Adv. Manuf. Technol. 2014, 71, 33–45. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An Overview of Direct Laser Deposition for Additive Manufacturing; Part I: Transport Phenomena, Modeling and Diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Quan, Z.; Wu, A.; Keefe, M.; Qin, X.; Yu, J.; Suhr, J.; Byun, J.-H.; Kim, B.-S.; Chou, T.-W. Additive Manufacturing of Multi-Directional Preforms for Composites: Opportunities and Challenges. Mater. Today 2015, 18, 503–512. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive Manufacturing of Multi-Material Structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Zhang, Y.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive Manufacturing of Ti-Si-N Ceramic Coatings on Titanium. Appl. Surf. Sci. 2015, 346, 428–437. [Google Scholar] [CrossRef]
- Sahasrabudhe, H.; Bandyopadhyay, A. Additive Manufacturing of Reactive In Situ Zr Based Ultra-High Temperature Ceramic Composites. JOM 2016, 68, 822–830. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.-O.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.-K.; Beese, A.M. Functionally Graded Material of 304L Stainless Steel and Inconel 625 Fabricated by Directed Energy Deposition: Characterization and Thermodynamic Modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical Review of the State of the Art in Multi-Material Fabrication via Directed Energy Deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Zuback, J.S.; Palmer, T.A.; DebRoy, T. Additive Manufacturing of Functionally Graded Transition Joints between Ferritic and Austenitic Alloys. J. Alloys Compd. 2019, 770, 995–1003. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.u.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric Study of Development of Inconel-Steel Functionally Graded Materials by Laser Direct Metal Deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Wu, D.; Liang, X.; Li, Q.; Jiang, L. Laser Rapid Manufacturing of Stainless Steel 316L/Inconel718 Functionally Graded Materials: Microstructure Evolution and Mechanical Properties. Int. J. Opt. 2011, 2010, 802385. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Additive Manufacturing of Inconel 718–Ti6Al4V Bimetallic Structures. Addit. Manuf. 2018, 22, 844–851. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Bose, S. Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2015; ISBN 9781482223606. [Google Scholar]
- AlMangour, B. Additive Manufacturing of Emerging Materials; Springer: London, UK, 2019; ISBN 9783319917139. [Google Scholar]
- ASTM Standard F3187-16 Standard Guide for Directed Energy Deposition of Metals; ASTM International: West Conshohocken, PA, USA, 2016.
- Zhang, Y.-D.; Zhang, C.; Lan, H.; Hou, P.Y.; Yang, Z.-G. Improvement of the Oxidation Resistance of Tribaloy T-800 Alloy by the Additions of Yttrium and Aluminium. Corros. Sci. 2011, 53, 1035–1043. [Google Scholar] [CrossRef]
- Halstead, A.; Rawlings, R.D. The Fracture Behaviour of Two Co-Mo-Cr-Si Wear Resistant Alloys (“Tribaloys”). J. Mater. Sci. 1985, 20, 1248–1256. [Google Scholar] [CrossRef]
- Halstead, A.; Rawlings, R.D. The Effect of Iron Additions on the Microstructure and Properties of the “Tribaloy” Co-Mo-Cr-Si Wear Resistant Alloys. J. Mater. Sci. 1985, 20, 1693–1704. [Google Scholar] [CrossRef]
- Durejko, T.; Łazińska, M.; Dworecka-Wójcik, J.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Keshavarz, M.K.; Gontcharov, A.; Lowden, P.; Brochu, M. A Comparison of Weldability, Structure, and Mechanical Properties of CM64 and Tribaloy T-800 Welds for Hard-Facing of Turbine Blades. J. Manuf. Sci. Eng. 2020, 142, 101004. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15 Standard Terminology for Additive Manufacturing-General Principles-Terminology. Available online: https://www.astm.org/Standards/ISOASTM52900.htm (accessed on 15 October 2021).
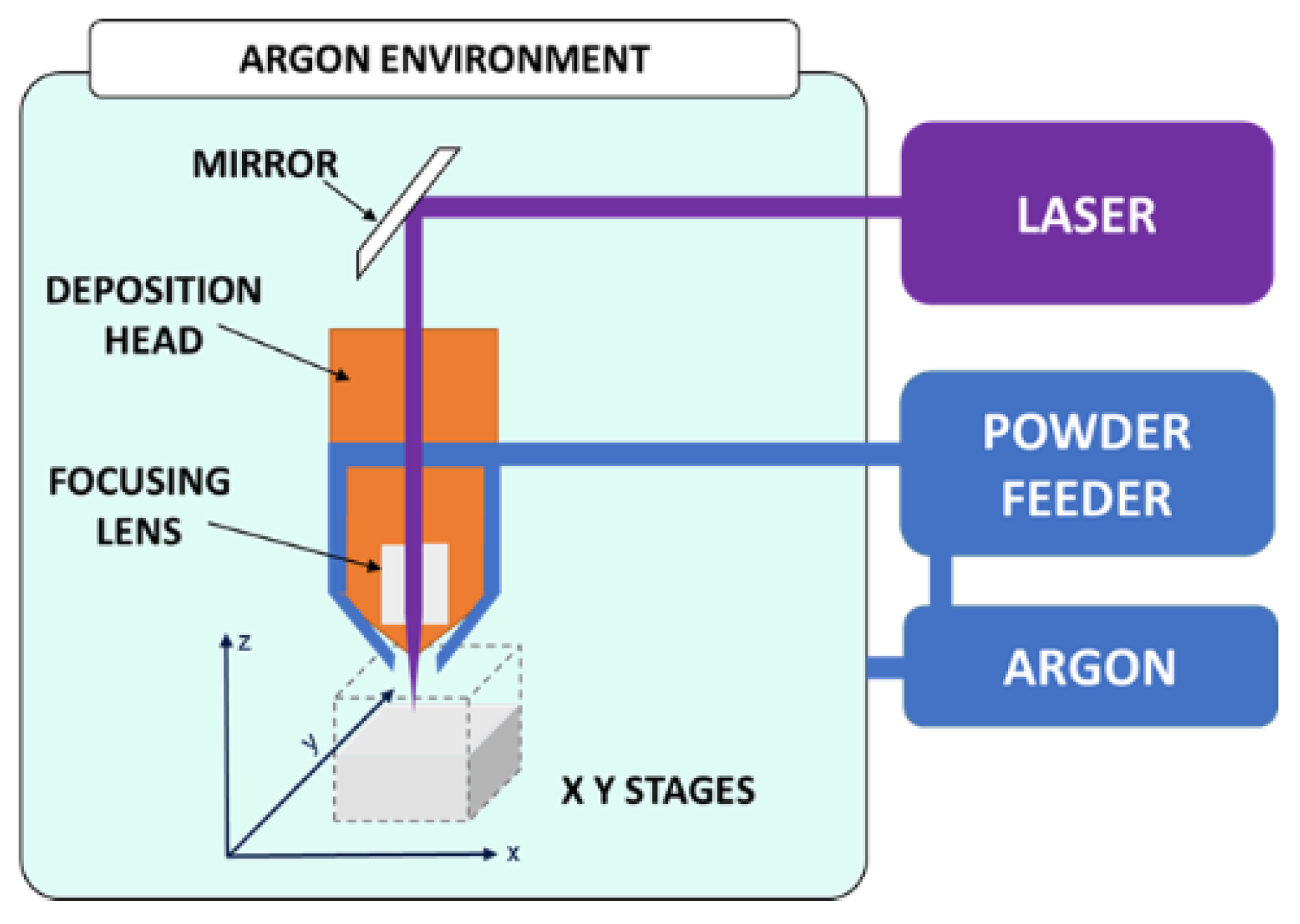
Figure 1.
Laser DED AM process schematic.
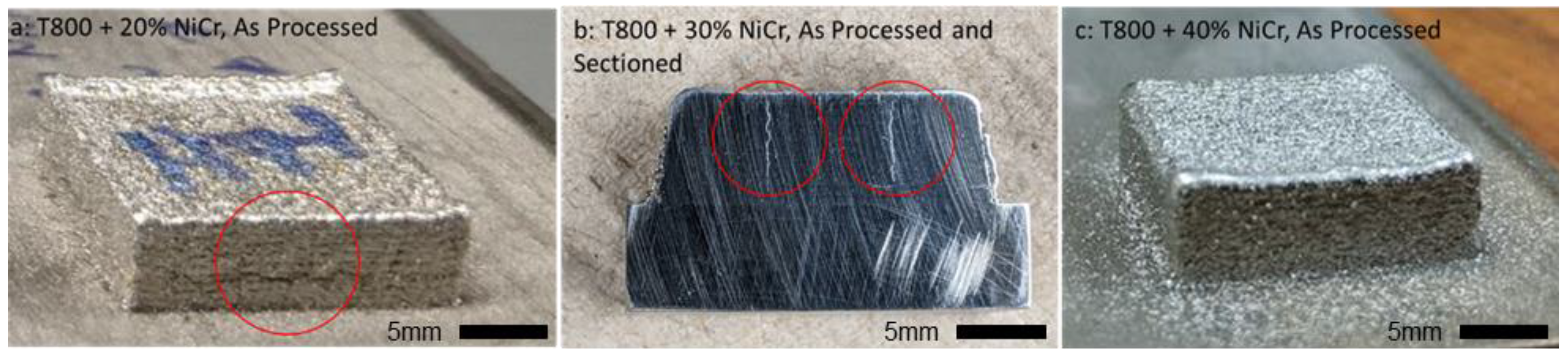
Figure 2.
Structural integrity of T800 + NiCr alloy, as processed state. (a) Cracks seen after fabrication of T800 + 20% NiCr alloy; (b) Cracks only visible after sectioning in the T800 + 30% NiCr alloy; and (c) No structural defects in the T800 + 40% NiCr alloy. Each coupon is approximately 19 mm × 19 mm × 6 mm size as fabricated.
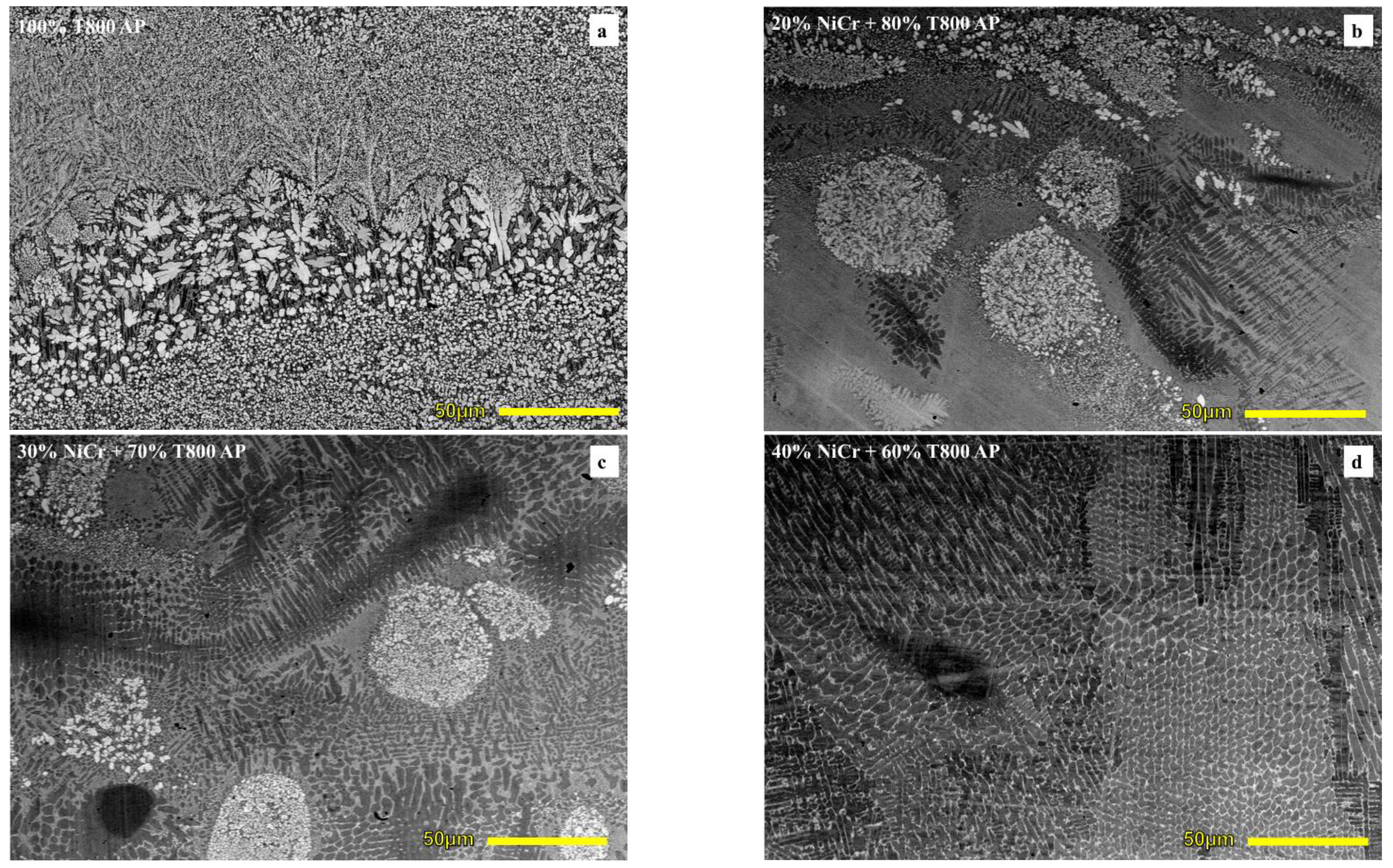
Figure 3.
SEM microstructure results of as processed (AP) samples. (a) 100% T800, (b) T800 + 20% NiCr, (c) T800 + 30% NiCr, and (d) T800 + 40% NiCr.
Figure 4.
XRD results of as processed samples. (a) 100% T800, (b) T800 + 20% NiCr, (c) T800 + 30% NiCr, and (d) T800 + 40% NiCr.
Figure 5.
EDS elemental map of Nickel and Molybdenum accumulations in the as processed (AP) T800 + 20% NiCr alloy.
Figure 6.
SEM microstructure results of heat treated (HT) samples. T800 + 20% NiCr: (a) HT at 400 °C and (b) HT at 980 °C. T800 + 30% NiCr: (c) HT at 400 °C and (d) HT at 980 °C. T800 + 40% NiCr: (e) HT at 400 °C and (f) HT at 980 °C.
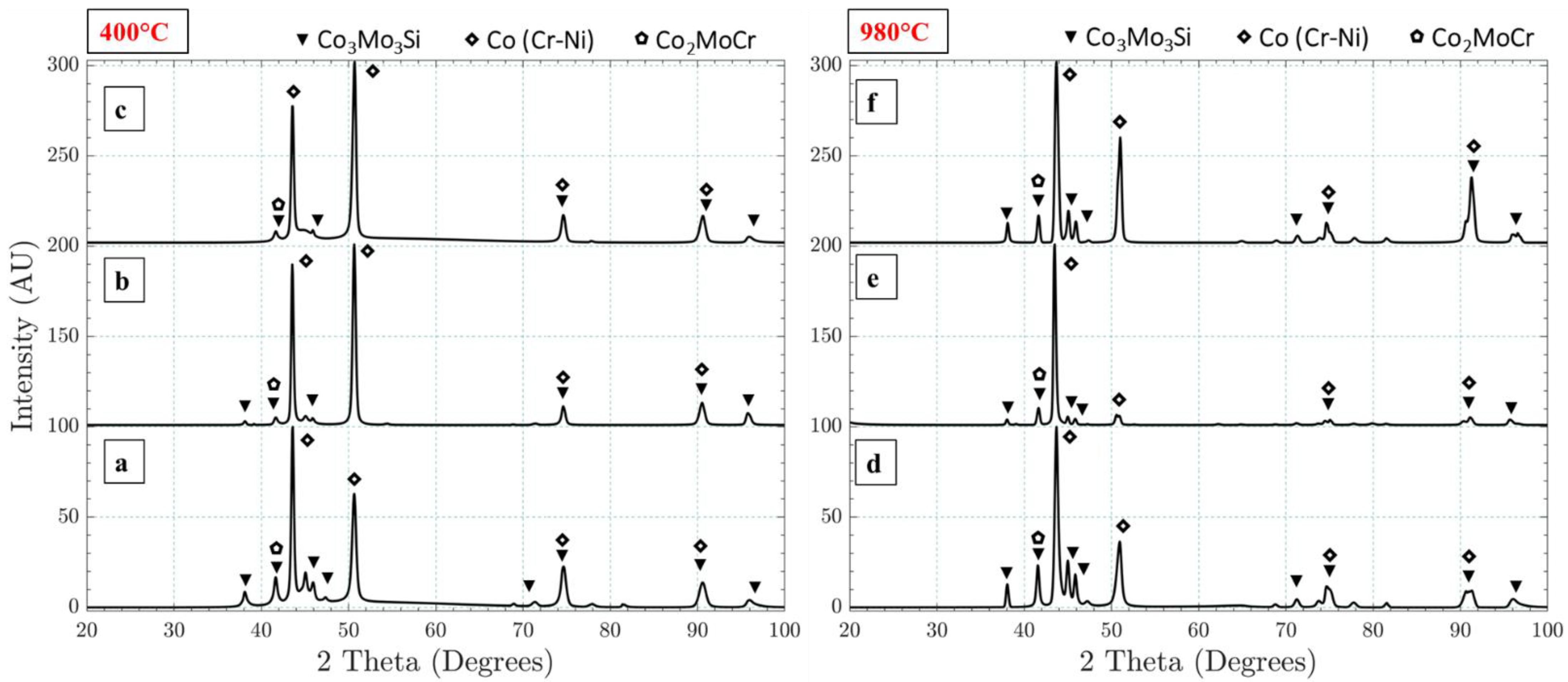
Figure 7.
XRD results of samples heat treated at 400 °C and 980 °C. (a,d) T800 + 20% NiCr, (b,e) T800 + 30% NiCr, and (c,f) T800 + 40% NiCr.
Figure 8.
Vicker’s hardness results of as processed heat treatment (400 °C and 980 °C) of T800 and T800 + NiCr alloy chemistries.
Figure 9.
Compositionally graded fabrication strategy with T800 + NiCr alloy and intermediate heat treatment. (a) schematic 3D representation and, (b) detail cross section view.
Table 1.
Chemical composition of T800 and NiCr alloy powders and their mixtures by weight.
| | Co | Cr | Mo | Ni | Si | Fe |
|---|
| T800 | 50.30 | 17.54 | 28.51 | 0.17 | 3.38 | 0.05 |
| Ni-20Cr | 0.00 | 19.00 | 0.00 | 78.00 | 1.00 | 1.00 |
| T800 + %20 NiCr | 40.24 | 17.83 | 22.81 | 15.74 | 2.90 | 0.24 |
| T800 + %30 NiCr | 35.21 | 17.98 | 19.96 | 23.52 | 2.67 | 0.34 |
| T800 + %40 NiCr | 30.18 | 18.12 | 17.11 | 31.30 | 2.43 | 0.43 |
Table 2.
Fabrication parameters of T800 and NiCr mixtures by weight.
| | Power (W) | Powder Flow Rate (g/min) | Feed Rate (mm/s) |
|---|
| T800 | 500 | 8 | 27.9 |
| T800 + %20 NiCr | 600 | 6 | 21.2 |
| T800 + %30 NiCr | 600 | 7.6 | 21.2 |
| T800 + %40 NiCr | 600 | 7.6 | 25.4 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}