
Carbonitriding of Forging Dies


Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Heat Treatment
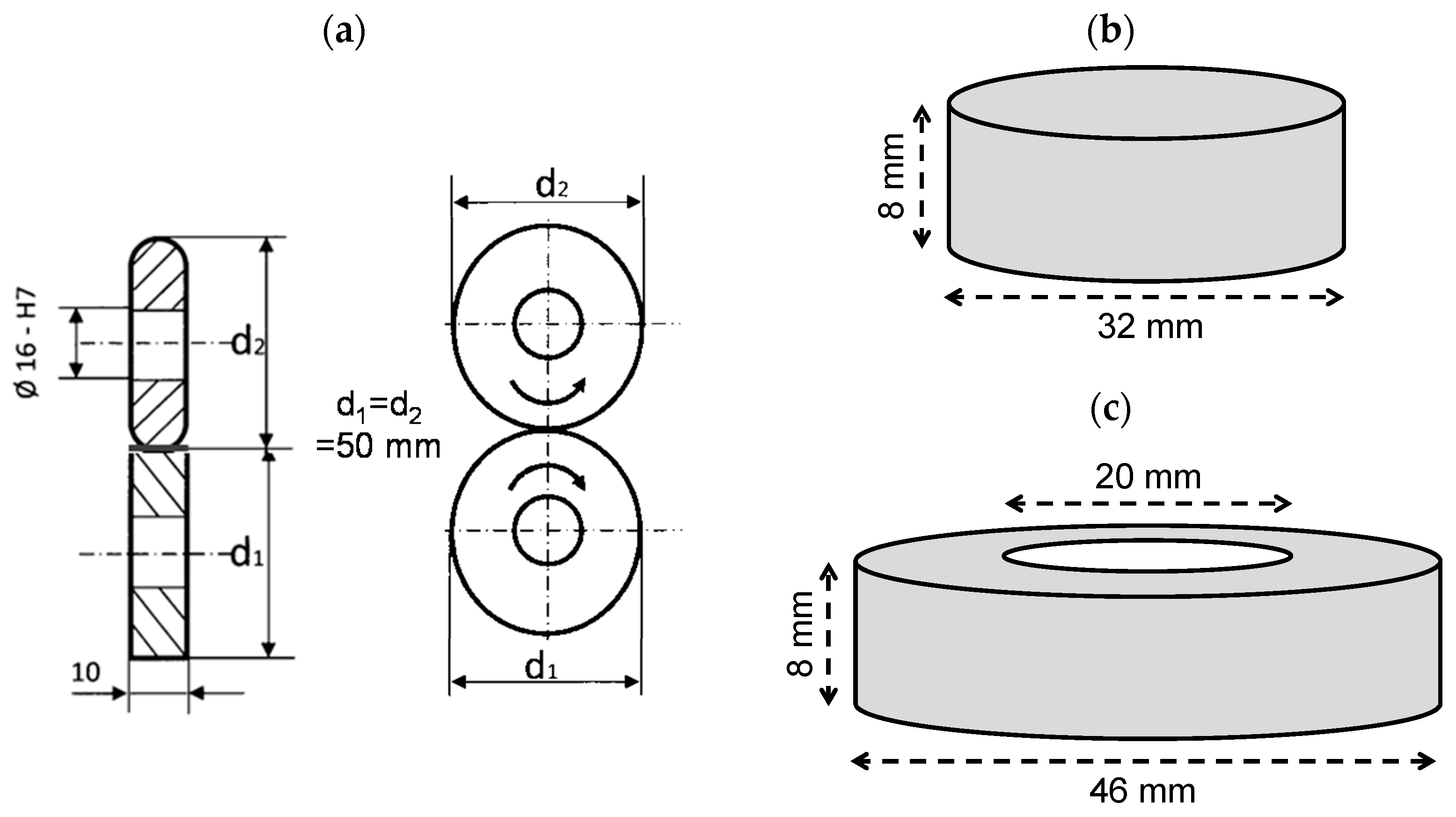
2.3. Model Wear Tests
2.4. Forging Tests
3. Results and Discussion
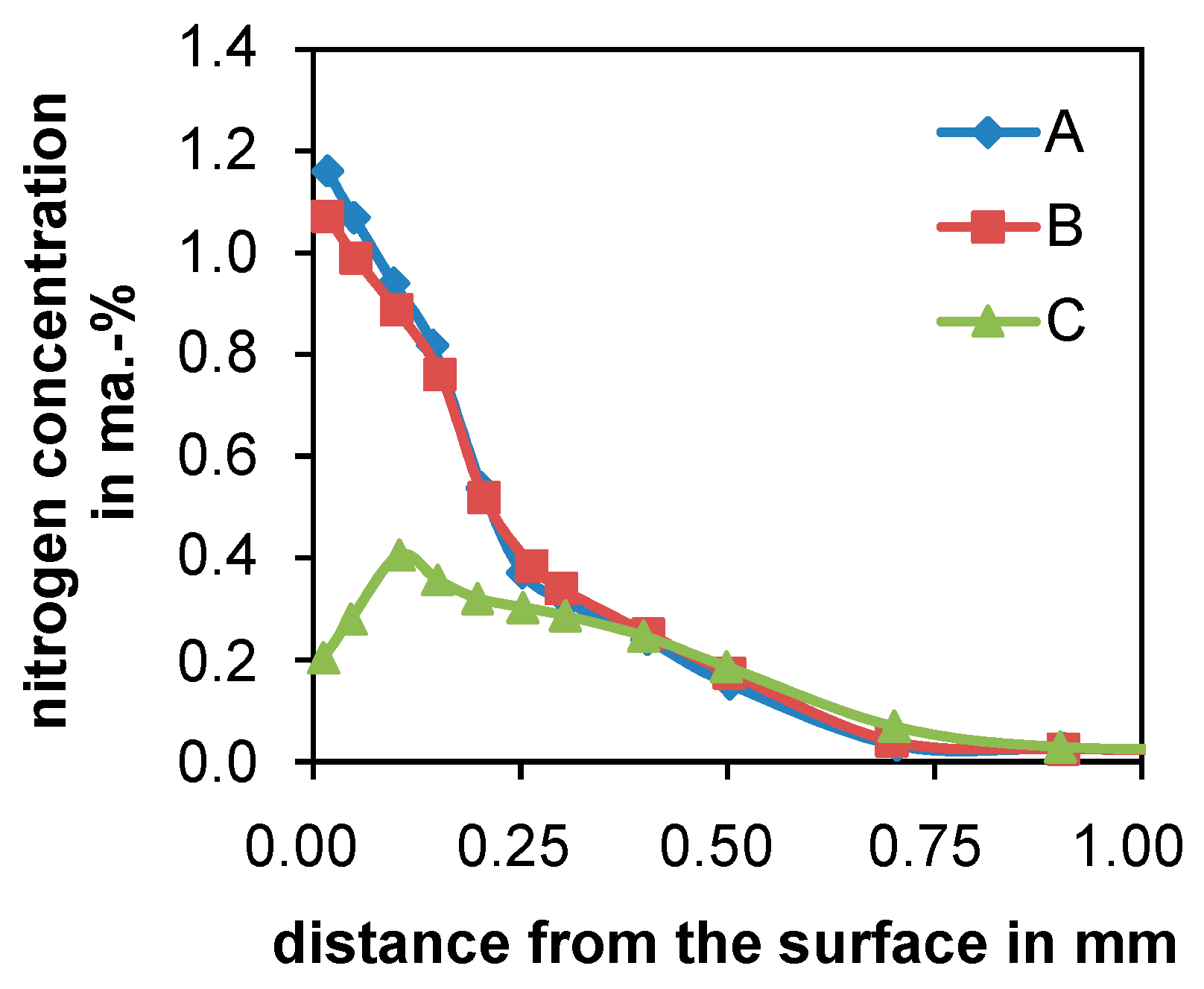
3.1. Carbonitriding Treatment
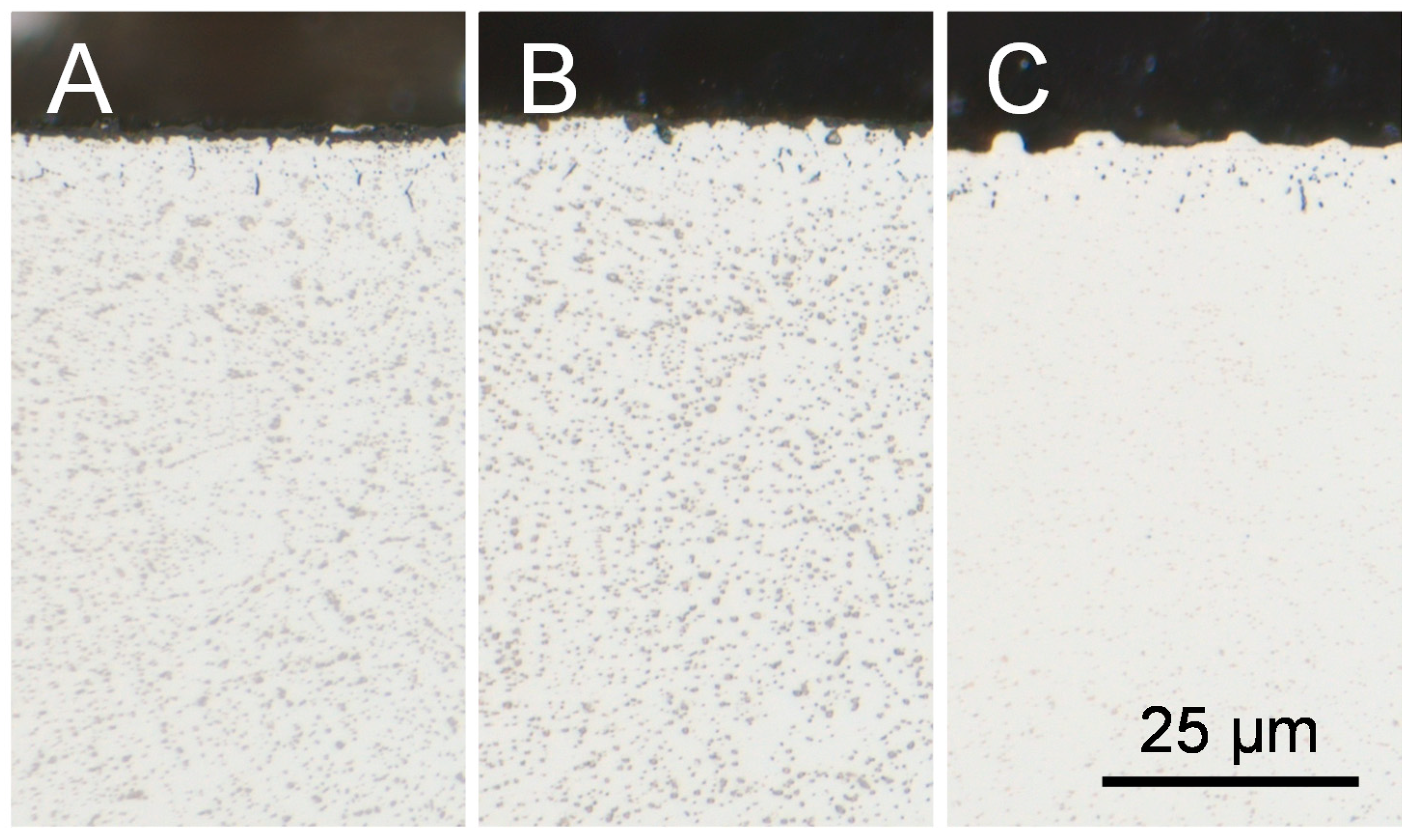
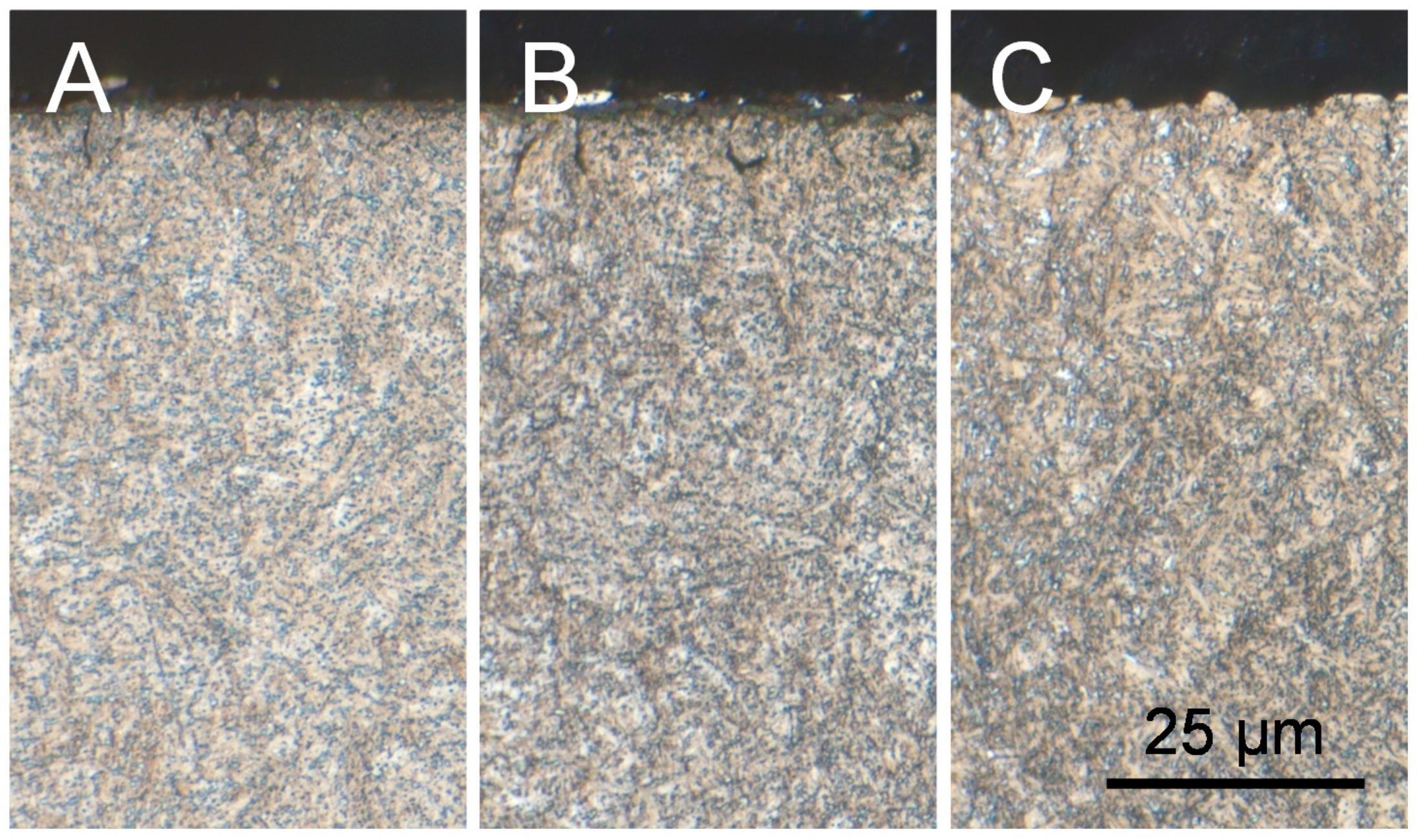
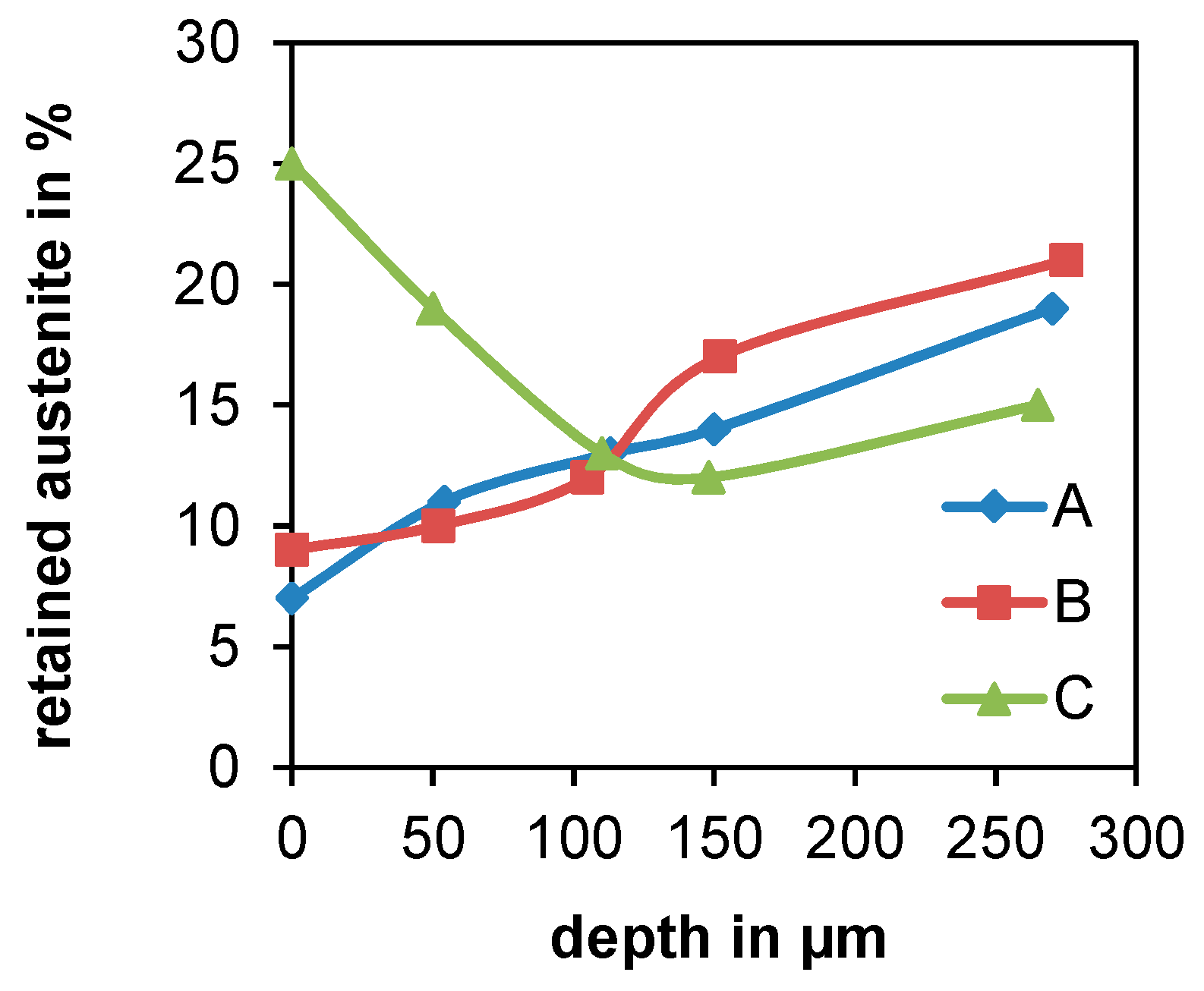
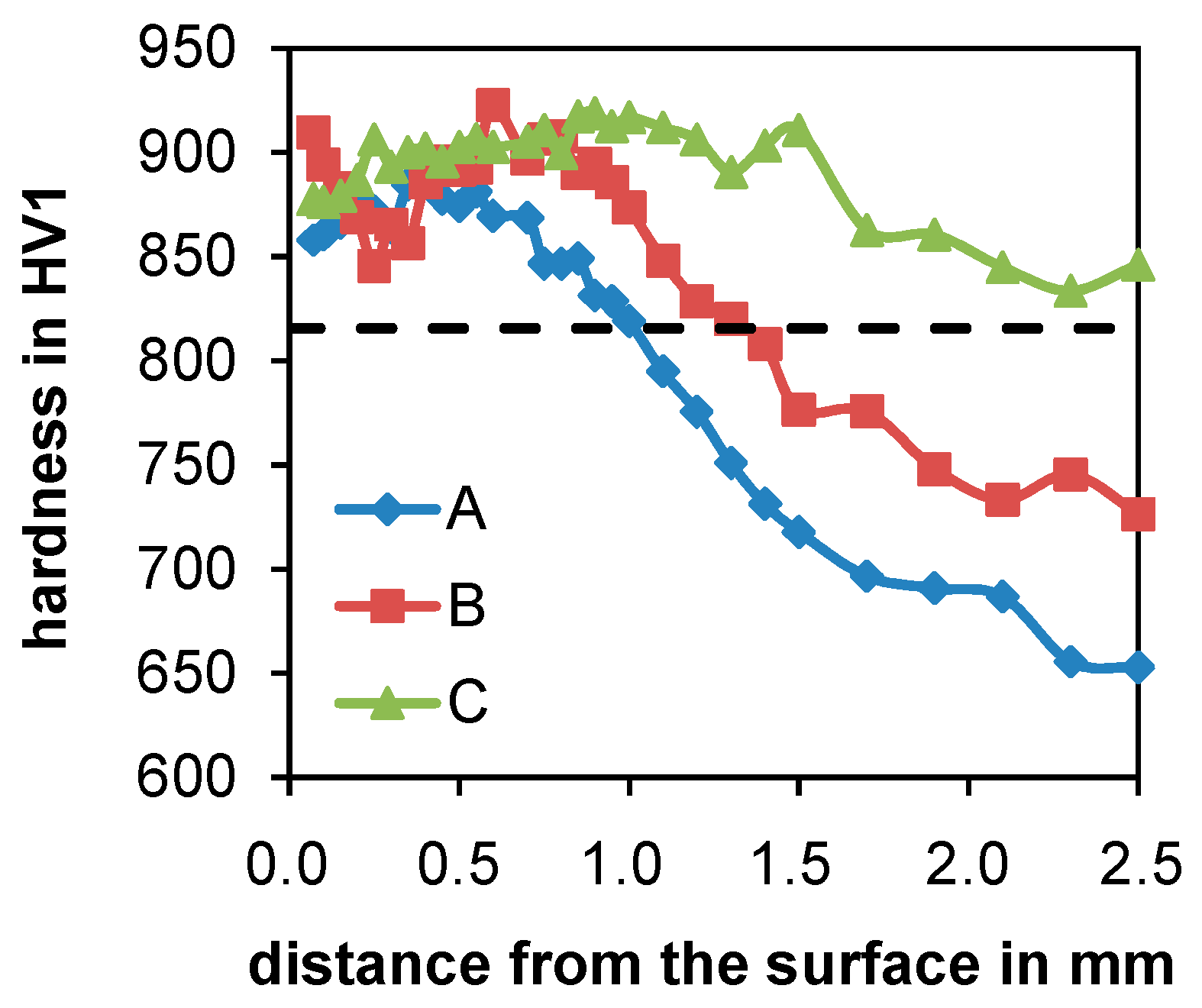
3.2. Microstructure of the Carbonitrided Layers
3.3. Wear Behavior
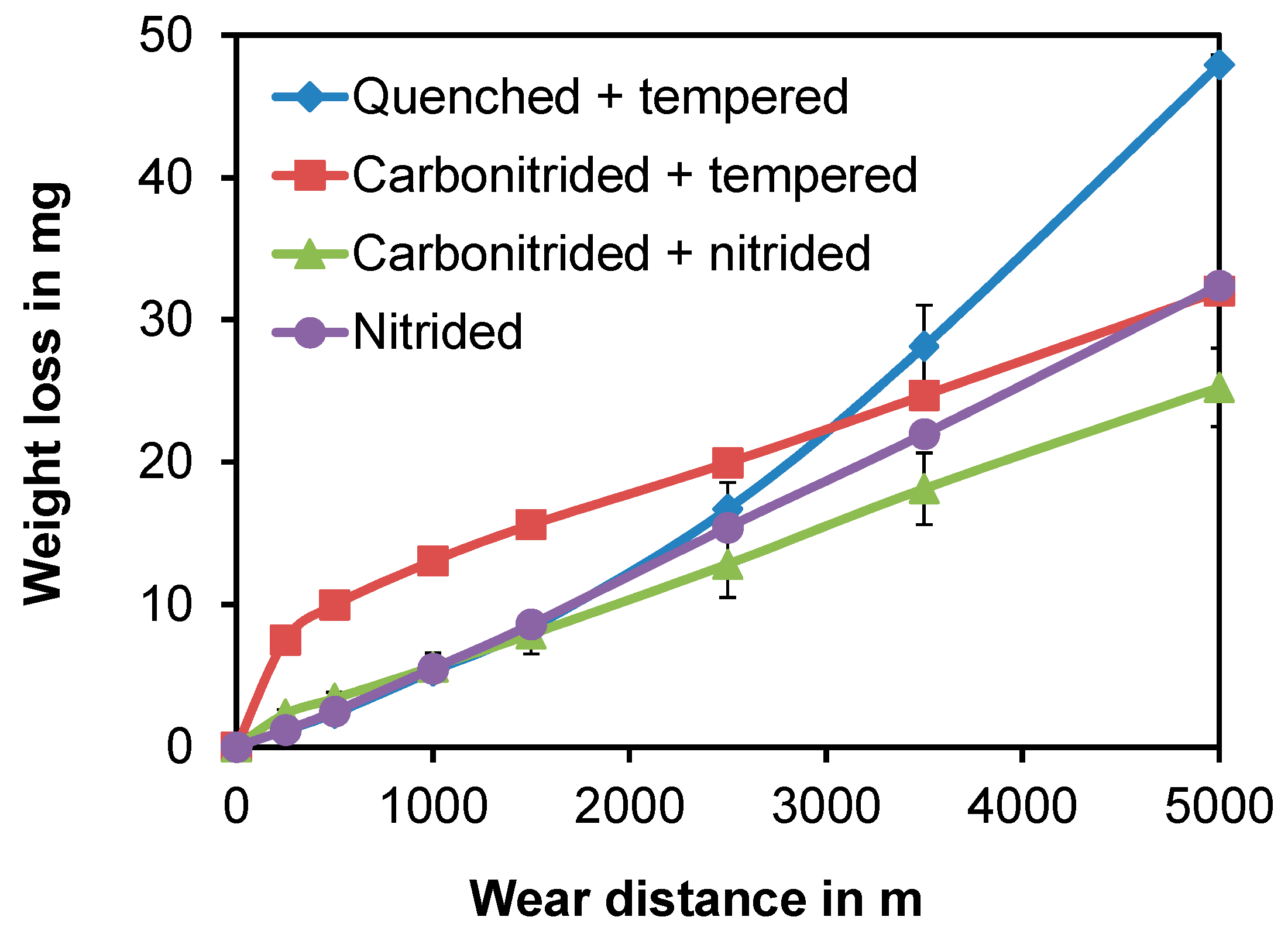
3.3.1. Two-Disc Test
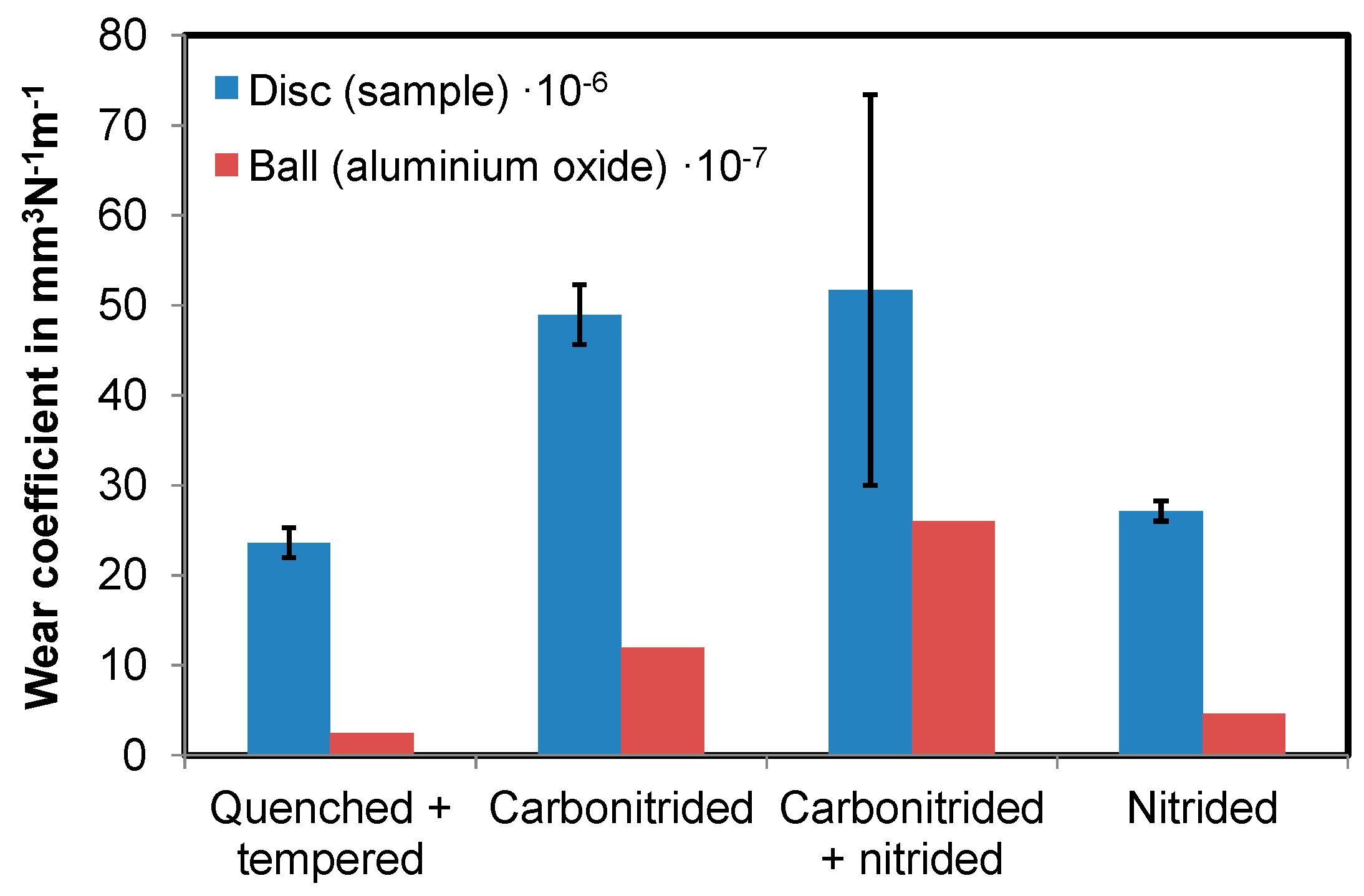
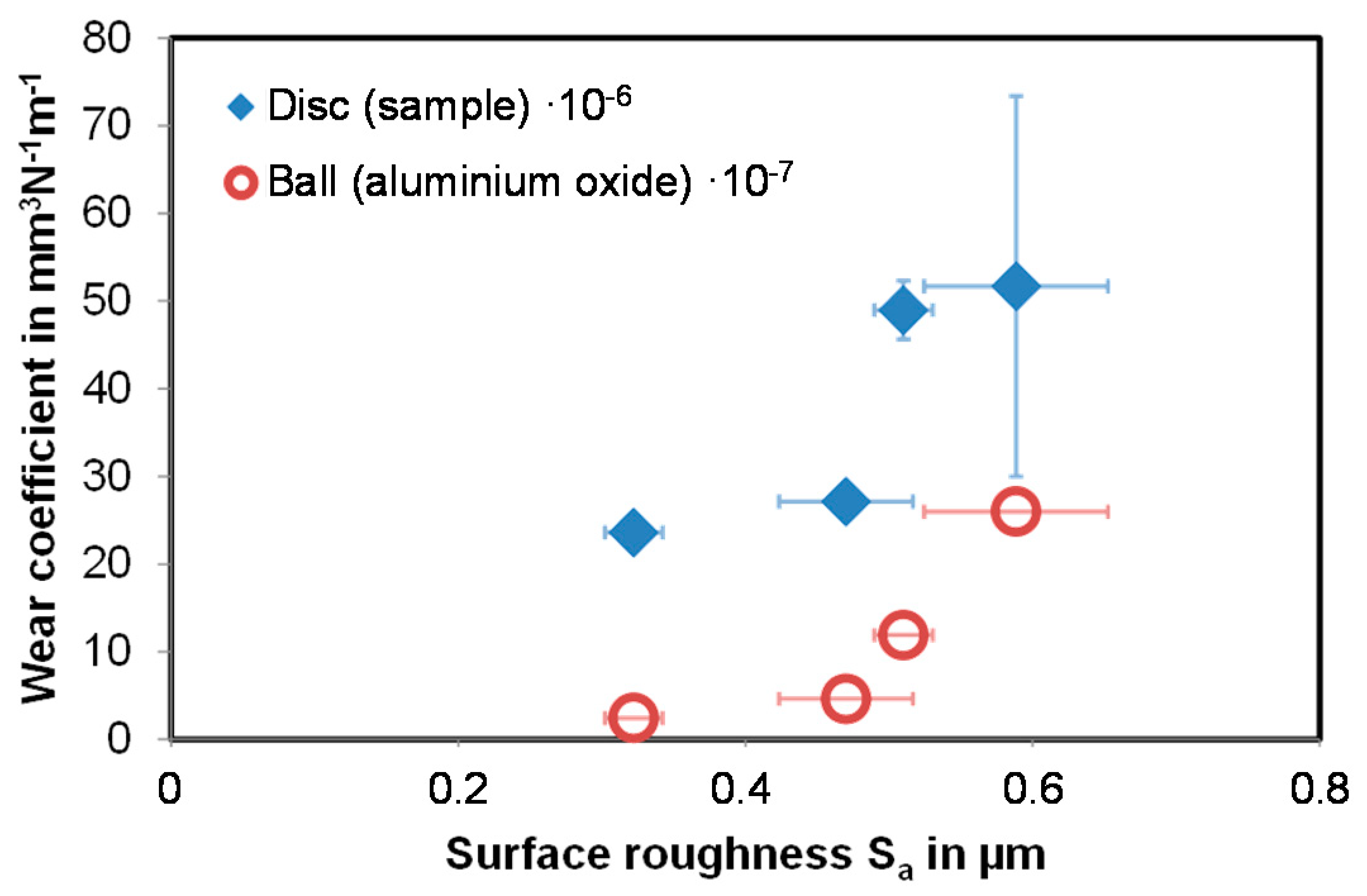
3.3.2. Ball-on-Disc Test
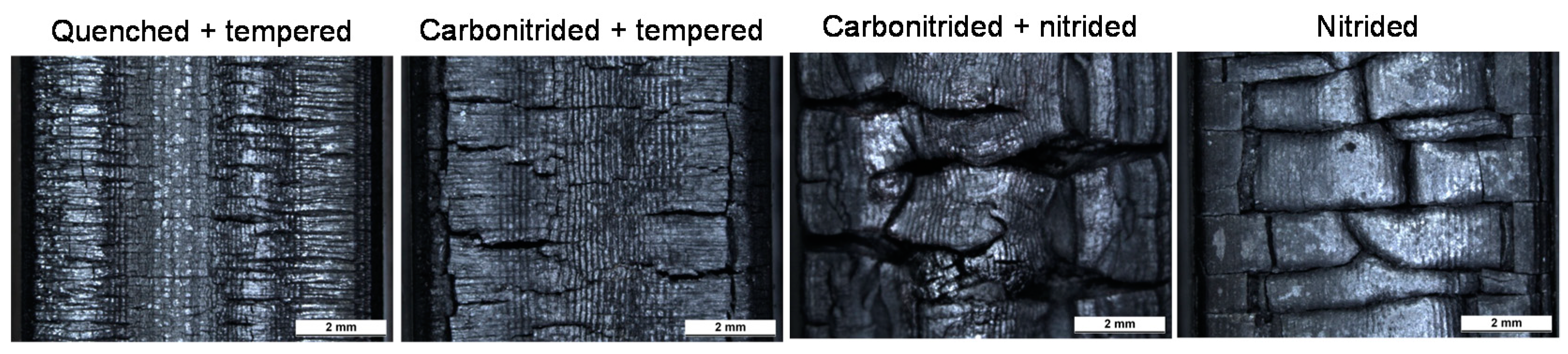
3.3.3. Thermal Fatigue Behavior
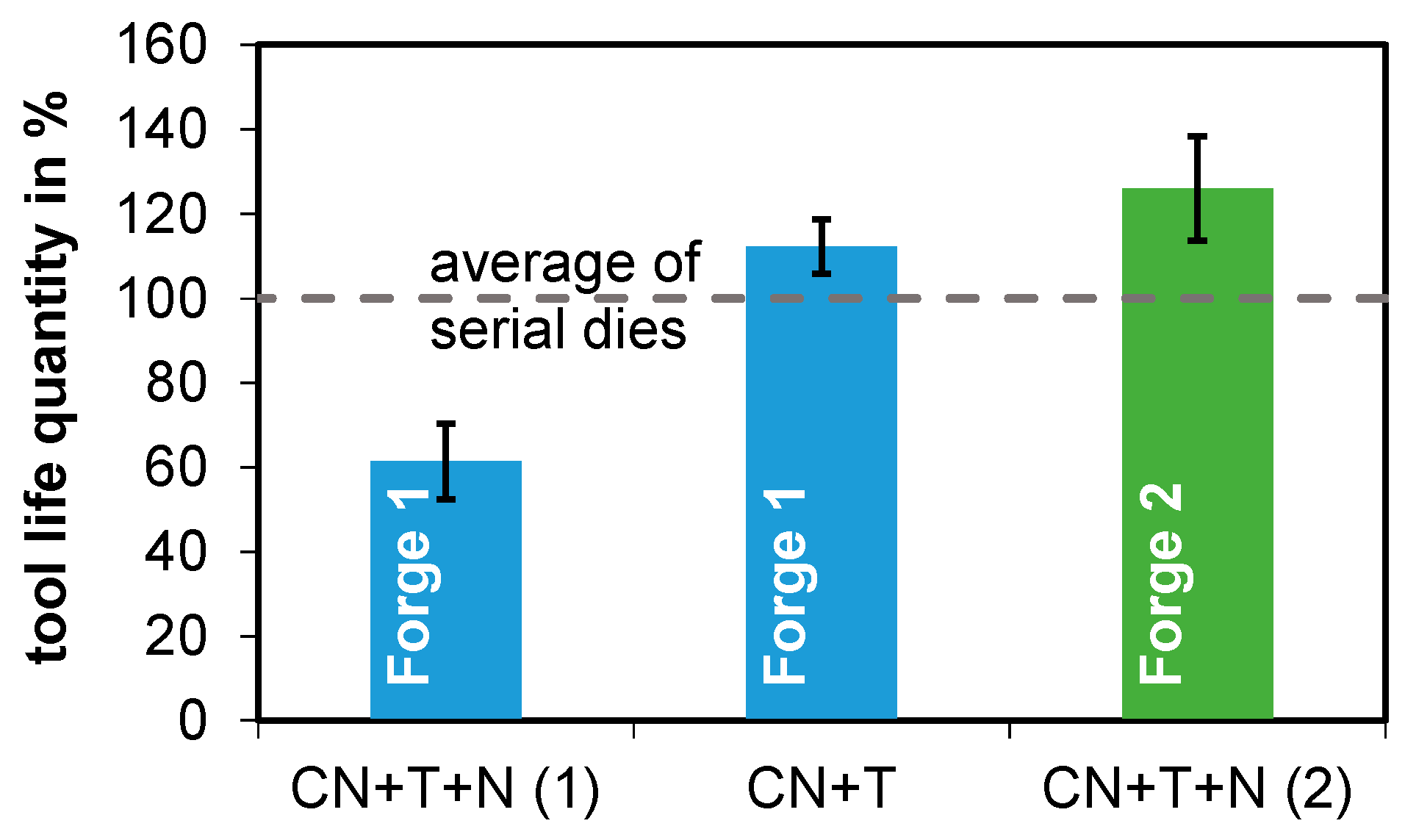
3.4. Tool Life Quantities
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Luig, H.; Bobke, T. Beanspruchung und Schadensarten an Schmiedegesenken. Tribol. Und Schmier. 1990, 37, 76–81. [Google Scholar]
- Spies, H.-J. Kontrolliertes Gasnitrieren von Eisenwerkstoffen. Stahl 1992, 2, 77. [Google Scholar]
- Spies, H.-J.; Zimdars, H.; Müller, C. Erfahrungen beim Gasoxinitrieren von Werkzeugen für die Warmumformung; Meform: Freiberg, Germany, 2012. [Google Scholar]
- Spies, H.-J.; Berns, H.; Ludwig, A.; Bambauer, K.; Brusky, U. Warmhärte und Eigenspannungen nitrierter Stähle. HTM Härterei-Techn. Mitt. 1998, 53, 359–366. [Google Scholar]
- Klümper-Westkamp, H. Load-adapted nitriding and nitrocarburising of forging dies for hot massive forming of steel. In Proceedings of the European Conference on Heat Treatment 2010 Nitriding and Nitrocarburising, Aachen, Germany, 29–30 April 2010. [Google Scholar]
- Hoja, S. Schmiedegerecht Nitrierte Gesenke. Ph.D. Thesis, University of Bremen, Bremen, Germany, 2017. [Google Scholar]
- Macherauch, E.; Kloos, K.H. Bewertung von Eigenspannungen. Eigenspannungen und Lastspannungen. Beih. HTM—Härterei-Techn. Mitt. 1982, 28, 175–194. [Google Scholar]
- Somers, M.A.J. Verbindungsschichtbildung beim Nitrieren und Nitrocarburieren—Wissensstand und zukünftiger Forschungsbedarf. HTM J. Heat Treatm. Mat. 2011, 66, 2. [Google Scholar] [CrossRef]
- Winter, K.-M.; Hoja, S.; Klümper-Westkamp, H. Controlled Nitriding and Nitrocarburizing—State of the Art. In Proceedings of the European Conference on Heat Treatment 2010 Nitriding and Nitrocarburising, Aachen, Germany, 29–30 April 2010. [Google Scholar]
- Hoja, S.; Klümper-Westkamp, H.; Hoffmann, F.; Zoch, H.-W.; Baumgartner, N.; Weidel, S. Schmiedegerecht nitrierte Gesenke. Schmiede J. 2013, 32–35. [Google Scholar]
- Lombardo, S.; Steinbacher, M. Carbonitrieren von verzahnten Getriebebauteilen; FVA 513 I, Heft 970; Forschungsvereinigung Antriebstechnik e.V.: Frankfurt, Germany, 2011. [Google Scholar]
- Meinhard, E. Carbonitrieren—Warum und wie? Tech. Z. Für Met. 1982, 10, 2–8. [Google Scholar]
- Jasinski, J.; Torbus, R.; Jeziorski, L. Influence of the microstructure modification on surface layer of X37CrMoV5-1 steel after carbonitriding process. 2nd Int. Conf. In Heat Treatment and Surface Engineering in Automotive Applications; Associazione Italiana die Metallurgia: Riva del Garda, Italy, 2005. [Google Scholar]
- Jasinski, J.; Torbus, R.; Kasprzycka, E.; Bogdanski, B. Influence of the preheat treatment on the microstructure and properties of X37CrMoV5-1 steel. Steel. Mater. Manuf. Process. 2007, 22, 5–8. [Google Scholar] [CrossRef]
- Hoja, S.; Klümper-Westkamp, H.; Hasselbruch, H.; Skalecki, M.G.; Steinbacher, M.; Zoch, H.-W. Verschleißverhalten carbonitrierter und nitrierter Warmarbeitsstähle. HTM J. Heat Treatm. Mat. 2018, 73, 211–222. [Google Scholar] [CrossRef]
- Hoja, S.; Skalecki, M.G.; Klümper-Westkamp, H.; Steinbacher, M.; Zoch, H.-W. Carbonitrieren von warmarbeitsstählen. HTM J. Heat Treatm. Mat. 2017, 72, 187–198. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T in °C | 800 | 850 | 900 | 950 | 1000 |
| Res. NH3 in ppm | 3500 | 3500 | 2000 | 800 | 300 |
| Nitrogen concentration in ma. % | 1.71 | 1.76 | 1.47 | 1.26 | 0.18 |
| No. | Heat Treatment |
|---|---|
| A | 950 °C 8 h CP = 0.35% NH3 = max./oil |
| B | 950 °C 8 h CP = 0.35% NH3 = max./ 1000 °C 0.5 h CP = 0.35% NH3 = max./oil |
| C | 950 °C 8 h CP = 0.35% NH3 = max./oil 1050 °C 1 h vacuum/oil |
| Heat Treatment | Nitrogen Content in ma.% |
|---|---|
| Quenched + tempered | <0.1 |
| Carbonitrided + tempered | 0.8 |
| Carbonitrided + nitrided | 9.2 |
| Nitrided | 8.8 |
| Heat Treatment | Retained Austenite in % |
|---|---|
| Quenched + tempered | 0 |
| Carbonitrided + tempered | 0 |
| Carbonitrided + nitrided | 37 |
| Nitrided | 59 |
| Heat Treatment Variant | Carbonitriding (CN) CP = 0.35% NH3 = max. | Tempering (T) | Nitriding (N) |
|---|---|---|---|
| CN + T | 950 °C 8 h, 1000 °C 1 h | 3× 560 °C 2 h | - |
| CN + T + N (1) | 950 °C 8 h, 1000 °C 1 h | 3× 560 °C 2 h | 520 °C 24 h KN = 3 |
| CN + T + N (2) | 850 °C 32 h, 1000 °C 1 h | 3× 560 °C 2 h | 520 °C 24 h KN = 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoja, S.; Klümper-Westkamp, H.; Steinbacher, M. Carbonitriding of Forging Dies. Metals 2021, 11, 1651. https://doi.org/10.3390/met11101651
Hoja S, Klümper-Westkamp H, Steinbacher M. Carbonitriding of Forging Dies. Metals. 2021; 11(10):1651. https://doi.org/10.3390/met11101651
Chicago/Turabian StyleHoja, Stefanie, Heinrich Klümper-Westkamp, and Matthias Steinbacher. 2021. "Carbonitriding of Forging Dies" Metals 11, no. 10: 1651. https://doi.org/10.3390/met11101651