1. Introduction
Due to their lightweight, high strength, and hardness, Al-Li alloys have become one of the most potential materials in the aerospace field. Adding 2 wt.% Li can cause the density of aluminum alloys to decrease by 10% while increasing their elasticity modulus by 25–35%. This factor remains unmatched when compared with adding other light elements like Be and Mg [
1]. Nevertheless, excessive Li content will cause some negative effects, such as reduced toughness due to excessive precipitation of free-cutting δ`(Al
3Li) phase [
2,
3], and even enhancing the risk of hydrogen absorption [
4]. In contrast to the second-generation Al-Li alloys with over 2 wt.% Li content, the third-generation Al-Li alloys have lower Li and Mg content. The mechanical strength can be improved through alloying with Ag and Zr [
5].
Alloying and heat-treatment are effective ways to improve the microstructure and properties of alloys. For example, Wu et al. [
6] found that adding Cu not only accelerated the precipitation of the θ`(Al
2Cu) phase and T`(Al
2MgLi) phase but also narrowed the precipitation-free zone. Zheng et al. [
7] reported the precipitation sequence of Al-Cu-Li alloys with different Cu content. They found that when the Cu content is above 5 wt.%, the precipitation sequence was
, and the δ`(Al
3Li) phases would transfer to δ(AlLi) phases. On the other hand, Huang et al. [
8] reported the interaction mechanism of adding Mg and Ag elements during phase precipitation. Mg-Ag clusters formed during the aging process and segregation of the clusters could be found on Al {111}
α. At the same time, the interaction of Ag-Li and Cu-Mg could result in the diffusion of Cu and Li toward Mg-Ag clusters, which facilitated the precipitation of the T1 (Al
2CuLi) phase. Eventually, nucleation and growth of T1 (Al
2CuLi) phases could be greatly enhanced [
9,
10]. Both Zr and Mn could effectively refine the grains. In addition, being different from Mn, Zn could also dissolve into the matrix to form β`(Al
3Zr) phases, which could become the nucleation core of δ` (Al
3Li) phase [
11]. According to recent research [
12,
13], rare-earth elements such as Ce and La could effectively decrease the negative effect caused by Fe and Si and remove the grain boundary weakening effect from Na and K impurities.
Commonly, heat treatment of Al-Li alloys includes homogenization, thermo-mechanical and aging treatment. Homogenization is a method that can greatly reduce the segregation, cavity, and porosity in ingots. Gupta et al. [
14] reported that single-homogenization treatment could make low-melting-point compounds precipitate from grain boundaries, which weakened grain boundary strength. However, two-stage homogenization treatment could restrain the precipitation of compounds while preventing over-burning. Pitcher et al. [
15] reported that through processing 8091 alloys by two-stage age treatment, pancake structure phases could show up and greatly enhance the mechanical properties of the alloys. Further research [
16] reported the strengthening mechanism for two-stage age. During the first-stage aging at a lower temperature, the GP zone (segregation zone of atoms during aging treatment in Al-Cu alloys) showed up and became the nucleation core for precipitation, and several transient phases precipitated along sub-boundaries during the second-stage aging at a higher temperature.
Researchers are exploring the new potential of alloys by alloying specific elements and adjusting the Cu: Li ratio based on the Al-Cu-Li alloy system. The T84 2055 alloys [
17,
18], developed by Acronic Company (USA), had better static strength. Compared to the third generation alloys, the alloy even had a lower density than other high strength aluminum alloys. To date, few works have been reported on the microstructural revolution and precipitation behavior of Al-Cu-Li alloys with high Cu content, let alone the electrochemical property of the alloys.
Hence, in this study, different homogenization treatment coupled with two-stage age treatment was performed to optimize the microstructure of an Al-Cu-Li-Mg-Ag-Mn alloy. Microstructure evolution and precipitation behavior of the homogenized alloys and aged alloys were investigated. Corrosion behavior of the aged alloys was also studied.
2. Experimental Procedures
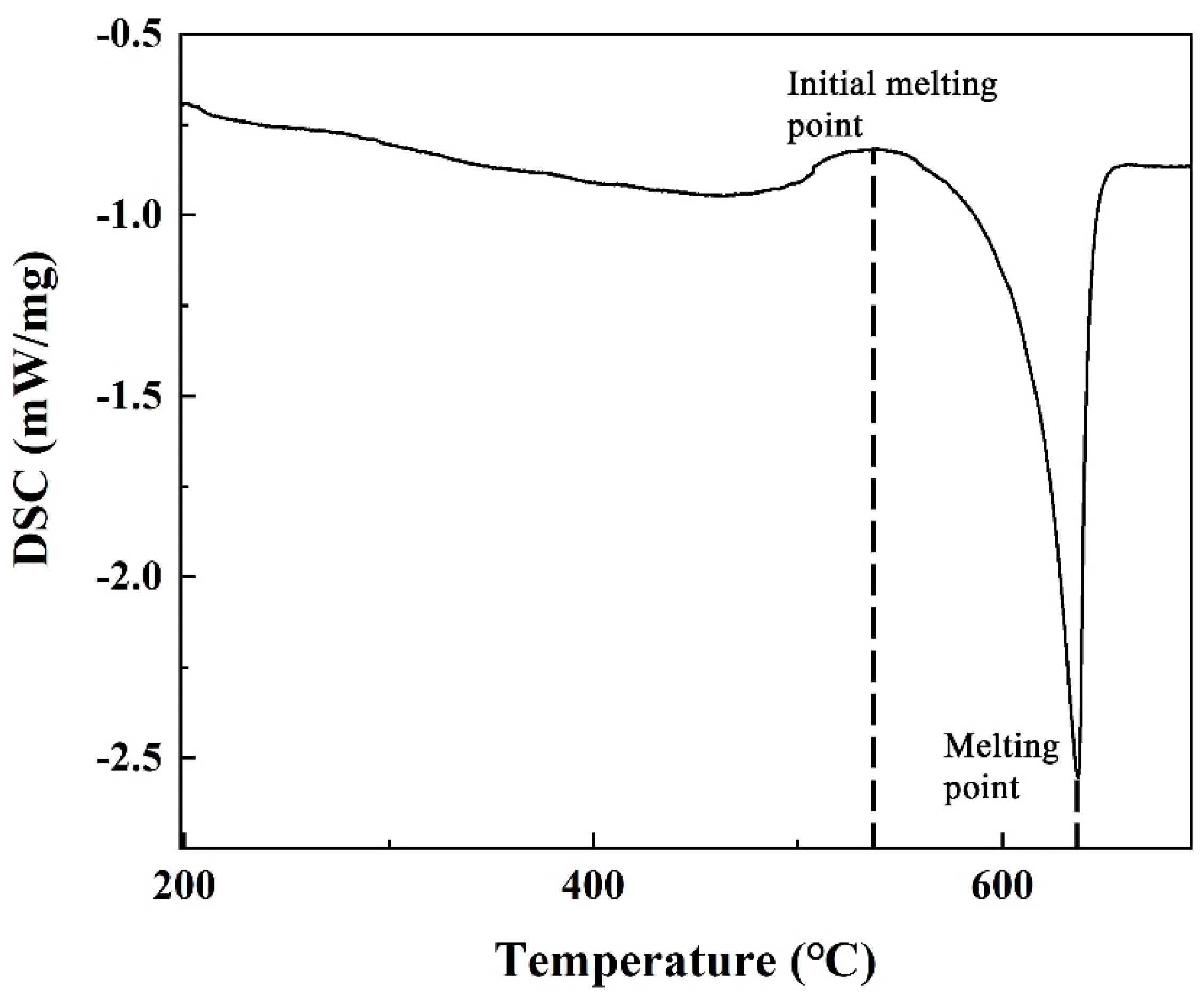
The Al-Cu-Li based alloy (Al-5Cu-1Li-0.6Mg-0.5Ag-0.5Mn-0.13Zr-0.1CeLa) were made by vacuum melting. The machined debris of the alloys was tested with DSC (differential scanning calorimetry) of Simultaneous Thermal Analyzer (STA 449 F3, NETZSCH, Selb, Germany) for identifying melting point and optimizing the heating treatment temperature. The heating rate of the DSC test was 10 K/min. After ensuring the suitable homogenization temperature, the ingots were homogenized at different temperatures for different holding times.
The homogenized alloys were hot-extruded to a bar with a diameter of 30 mm. The extruded alloys were solution-treated at 520 °C for 2 h and then quenched by water. The alloy sample of the supersaturated solid solution was put in an electro-thermostatic blast oven (DHG-9075A, Shanghai YiHeng, China) at 120 °C for 4 h, which was the first-stage aging treatment. During the second-stage aging treatment, the samples were aged at 180 °C for different holding times. The hardness of the aged samples was tested with a microhardness tester (400SXV, Shanghai ShangCai, China). The alloy samples were cut into plates and embedded in epoxy resin. The metal surface of the homogenized alloys and the aged alloys were ground with 800, 1000, 2500, 3000, 5000, and 7000 size metallographic sandpapers and polished by polishing clothes. The polishing agent was made up of ethyl alcohol and MgO particles. The precipitation phases of the homogenized alloys and the aged alloys were characterized with a Low Vacuum Ultra-high-resolution Field Emission Scanning Electron Microscope (NOVA nano SEM 230, FEI, Hillsboro, OR, USA) with backscattered SEM detection. Some of the aged alloys were ground into slices with a thickness of 80 μm and thinned by an ion thinning instrument (PIPS 695). The microstructure of the aged alloys was analyzed with a field emission transmission electron microscope (TALOS F200X, FEI, Hillsboro, OR, USA). The phase composition of the precipitates of the homogenized alloys and the aged alloys were characterized with X-ray diffraction instrument (max 2500, Rigaku D, Japan, Cu target) and EDS (Energy Dispersive Spectrometer) instrument (NOVA nano SEM 230, FEI, Hillsboro, OR, USA).
Electrochemical tests were conducted on an electrochemical workstation (CHI 660E, Shanghai ChenHua, China). To avoid electrochemical test error, three parallel experiments were carried out. All of the aged alloys used 3.5 % NaCl solution as an electrolyte at room temperature with a three-electrode system. The testing range was from −1 V to −0.6 V, and the scan rate was 0.001 V/s. The reference electrode and auxiliary electrode were saturated calomel electrode and platinum, respectively, and the working electrodes were the samples. All potentials were relative to the saturated calomel electrode. The corrosion surfaces were observed with Field-emission Scanning Electron Microscope (Sirion 200, FEI, Hillsboro, OR, USA).
Author Contributions
Conceptualization, D.D.; formal analysis, W.C., D.X.; investigation, W.C., W.Z.; writing—original draft preparation, W.C.; writing—review and editing, W.C. and D.D.; project administration, D.D. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Open Research Fund (No. ZN2019006) of Science and Technology on High Strength Structural Materials Laboratory, Central South University, China.
Acknowledgments
The authors would like to thank the Instrumental Analysis Center of Shanghai Jiaotong University for SEM experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ali, A.E.; Xu, Y.; Zhang, S.H.; Ma, Y.; Chen, D.Y. 1420, 8090 and 2060 Al-Li alloys sheet undergoing different strain rates and fibre orientation. Proc. Eng. 2017, 207, 13–18. [Google Scholar]
- Zakharov, V.V. Some problems of the use of aluminum-lithium alloys. Met. Sci. Heat Treat. 2003, 45, 49–53. [Google Scholar] [CrossRef]
- Ber, L.B.; Vainblat, Y.M. A study of the nature of structural hardening and anisotropy of the yield strength of alloy D16. Metall. Cast. Light Alloys. 1977, 147–164. [Google Scholar]
- Bennett, C.G.; Lynch, S.P. Fracture toughness of 2090 Al–Li–Cu extrusions with high and low hydrogen contents. Mater. Sci. Eng. A 1998, 247, 32–39. [Google Scholar] [CrossRef]
- Rioja, R.J. Fabrication methods to manufacture isotropic Al-Li alloys and products for space and aerospace applications. Mater. Sci. Eng. A 1998, 257, 100–107. [Google Scholar] [CrossRef]
- Wu, L.; Li, Y.G.; Li, X.F.; Ma, N.H.; Wang, H.W. Interaction between cadmium and multiple precipitates in and Al-Li-Cu alloy: Improving aging kinetics and precipitation hardening. J. Mater. Sci. Technol. 2020, 46, 44–49. [Google Scholar] [CrossRef]
- Zheng, Z.Q.; Zhang, W.B.; Cui, Q. Aluminum-lithium alloy for the aerospace industry. Mater. Sci. Eng. A 1990, 8, 20–25. [Google Scholar]
- Huang, B.P.; Zheng, Z.Q. Independent and combined roles of trace Mg and Ag additions in properties precipitation process and precipitation kinetics of Al-Cu-Li-(Mg)-(Ag)-Zr-Ti alloys. Acta Mater. 1998, 46, 4381–4393. [Google Scholar] [CrossRef]
- Medjahed, A.; Moula, H.; Zegaouia, A. Influence of the rolling direction on the microstructure, mechanical, anisotropy and gamma rays shielding properties of an Al-Cu-Li-Mg-X alloy. Mater. Sci. Eng. A 2018, 732, 129–137. [Google Scholar] [CrossRef]
- Examilioti, T.N.; Klusemann, B.; Kashaev, N. Anisotropy and size effect in tensile mechanical properties of Al-Cu-Li 2198 alloy. Proc. Struct. Integr. 2017, 5, 13–18. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, H.J.; Liu, X.T.; Jiao, Y.L. High-strength and ductility bimodal-grained Al–Li/Al–Li–Zr composite produced by accumulative roll bonding. Mater. Sci. Eng. A 2019, 761, 138049. [Google Scholar] [CrossRef]
- Nazarov, S.; Rossi, S.; Bison, P. Influence of rare earths addition on the properties of Al-Li alloys. Phys. Met. Metall. 2019, 120, 402–409. [Google Scholar] [CrossRef]
- Meng, L.; Zheng, X.L. Overview of the effects of impurities and rare earth elements in A1-Li alloys. Mater. Sci. Eng. A 1997, 237, 109–118. [Google Scholar] [CrossRef]
- Gupta, R.K.; Nayan, N.; Nagasireesha, G. Development and characterization of Al-Li alloys. Mater. Sci. Eng. A 2006, 420, 228–234. [Google Scholar] [CrossRef]
- Pitcher, P.D. Aging of forged aluminum-lithium 8091 alloy. Scripta Metall. 1988, 22, 1301–1306. [Google Scholar] [CrossRef]
- Cina, B.; Ranish, B. New technique for reducing susceptibility to stress corrosion of high strength aluminum alloys. Al. Ind. Prod. 1974, 27, 79–84. [Google Scholar]
- Rioja, R.J.; Liu, J. The evolution of Al-Li base products for aerospace and space applications. Metall. Mater. Trans. A 2012, 43, 3325–3337. [Google Scholar] [CrossRef]
- Fridlyander, I.N. Aluminum alloys in aircraft in the period of 1970 – 2000 and 2001 – 2015. Met. Sci. Heat Treat. 2001, 43, 6–10. [Google Scholar] [CrossRef]
- Luo, L.; Luo, L.S.; Li, Z.P.; Su, Y.Q. Microstructural evolution of Al-Cu-Li alloys with different Li contents by coupling of near-rapid solidification and two-stage homogenization treatment. Chin. Found. Res. Develop. 2020, 17, 190–197. [Google Scholar] [CrossRef]
- Skolianos, S.M.; Katramis, T.Z.; Devereux, O.F. Microstructure and corrosion behavior of as-cast and heat-treated Al-4.5Cu-2.0Mn alloys. Metall. Trans. A 1989, 20, 2499–2516. [Google Scholar] [CrossRef]
- Chen, A.; Peng, Y.; Zhang, L. Microstureral evolution and mechanical properties of cast Al-3Li-1.5Cu-0.2Zr alloy during heat treatment. Mater. Charact. 2016, 11, 234–242. [Google Scholar] [CrossRef]
- El-Aty, A.A.; Xu, Y.; Guo, X.Z.; Zhang, S.H. Strengthening mechanisms, deformation behavior, and anisotropic mechanical properties of Al-Li alloys: A review. J. Adv. Res. 2018, 10, 49–67. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Z.Q.; Zhao, Y.Q.; Liu, M.G.; Yin, D.F. The microstructure and fracture toughness of an Al-Li-Cu-Mg-Zr alloy containing minor lanthanum additions. Mater. Sci. Lett. 1994, 13, 946–949. [Google Scholar] [CrossRef]
- Wang, X.M.; Shao, W.Z.; Jiang, J.T.; Li, G.A.; Wang, X.Y. Quantitative analysis of the influences of pre-treatments on the microstructure evolution and mechanical properties during artificial age of an Al–Cu–Li–Mg–Ag alloy. Mater. Sci. Eng. A 2020, 782, 139253. [Google Scholar] [CrossRef]
- Kilmer, R.J.; Stoner, G.E. Effect of Zn additions on precipitation during age of alloy 8090. Scripta Mater. 1991, 25, 243–248. [Google Scholar] [CrossRef]
- Hirosawa, S.; Sato, T.; Kamio, A. Effects of Mg addition on the kinetics of low-temperature precipitation in Al-Li-Cu-Ag- Zr alloys. Mater. Sci. Eng. A 1998, 242, 195–201. [Google Scholar] [CrossRef]
- Sauvage, X.; Bobruk, E.V.; Murashkin, M.Y.; Nasedkina, Y.N.; Enikeev, A.R.; Valiev, Z. Optimization of electrical conductivity and strength combination by structure design at the nanoscale in Al-Mg-Si alloys. Acta Mater. 2015, 98, 355–366. [Google Scholar] [CrossRef]
- Ralston, K.D.; Fabijanic, D.; Birbilis, N. Effect of grain size on corrosion of high purity aluminium. Electrochim. Acta 2011, 56, 1729–1736. [Google Scholar] [CrossRef]
Figure 1.
Differential scanning calorimetry (DSC) curve of the alloys.
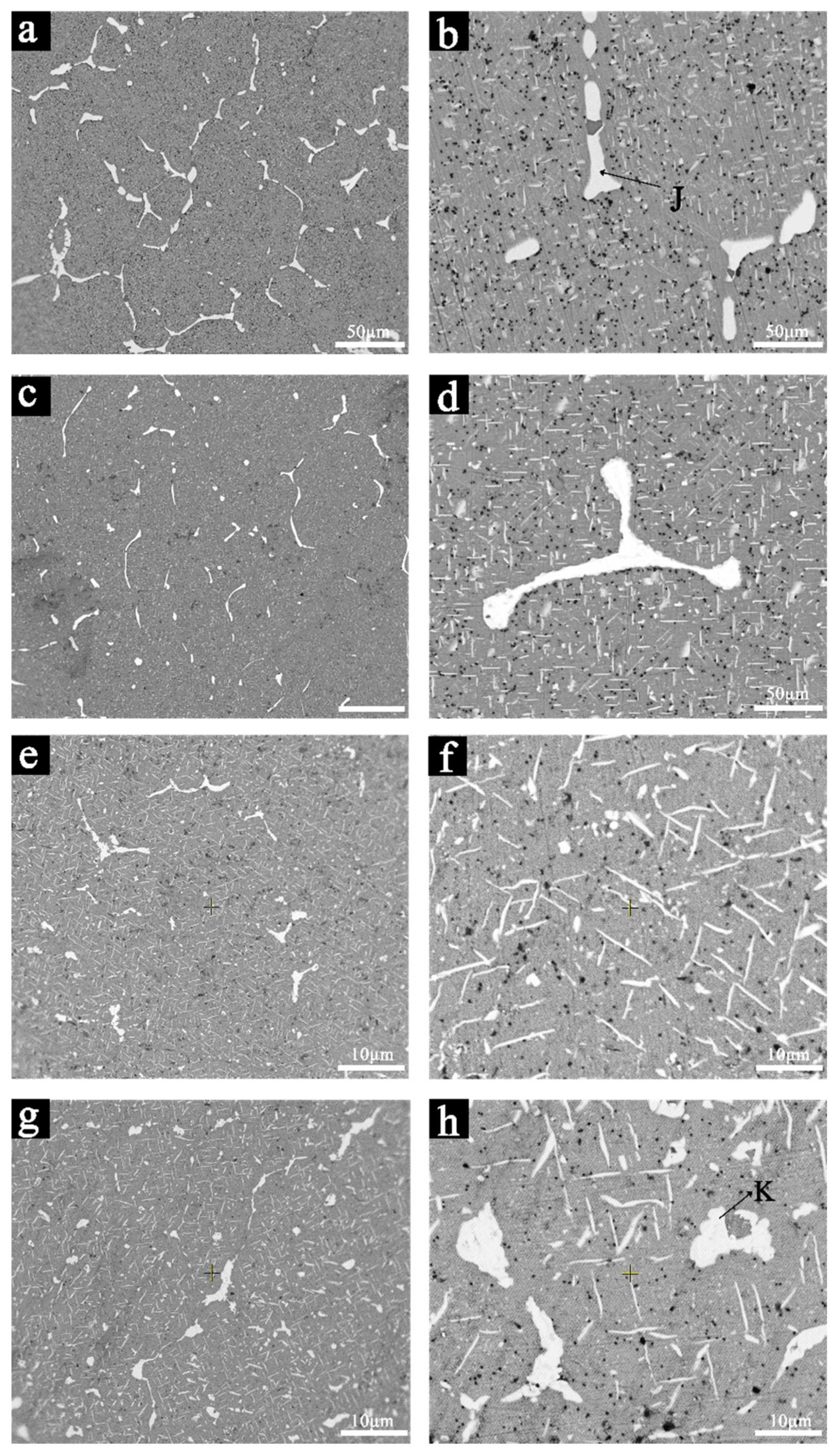
Figure 2.
Backscattered SEM images of the as-homogenized alloys: relative low-magnification and microstructure of the alloys as-homogenized at (a,b) 500°C for 8 h, (c,d) 515°C for 8 h, (e,f) 500°C for 20 h, and (g,h) 515°C for 20 h.
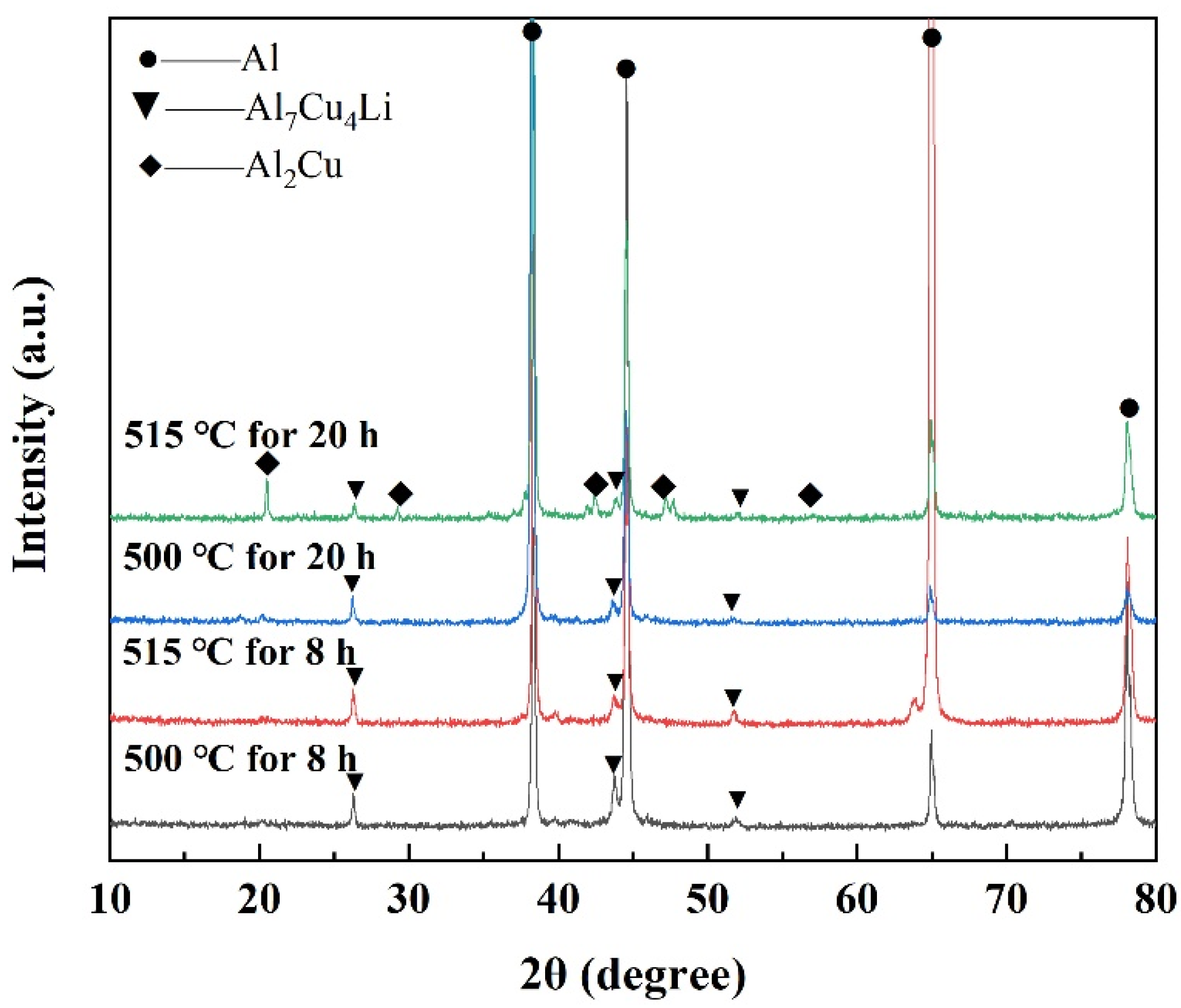
Figure 3.
XRD (X-ray diffraction) patterns of the homogenized alloys.
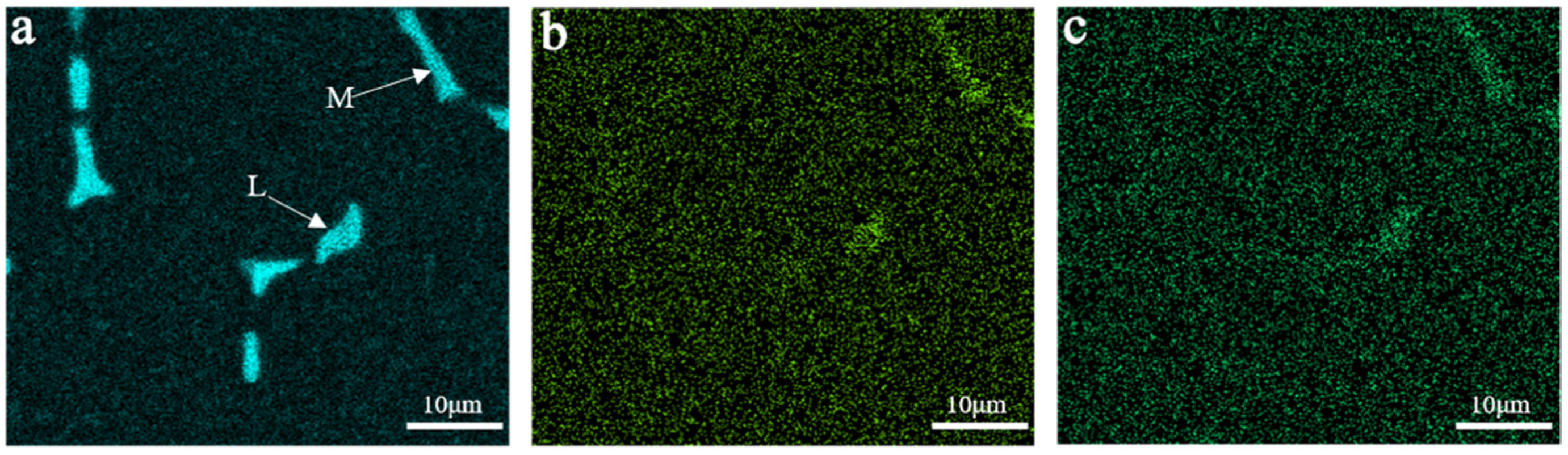
Figure 4.
Elemental mapping of the alloy homogenized at 500 °C for 8 h: (a) Cu (Cu-rich precipitates arrowed by L and M), (b) Ce, and (c) La elements.
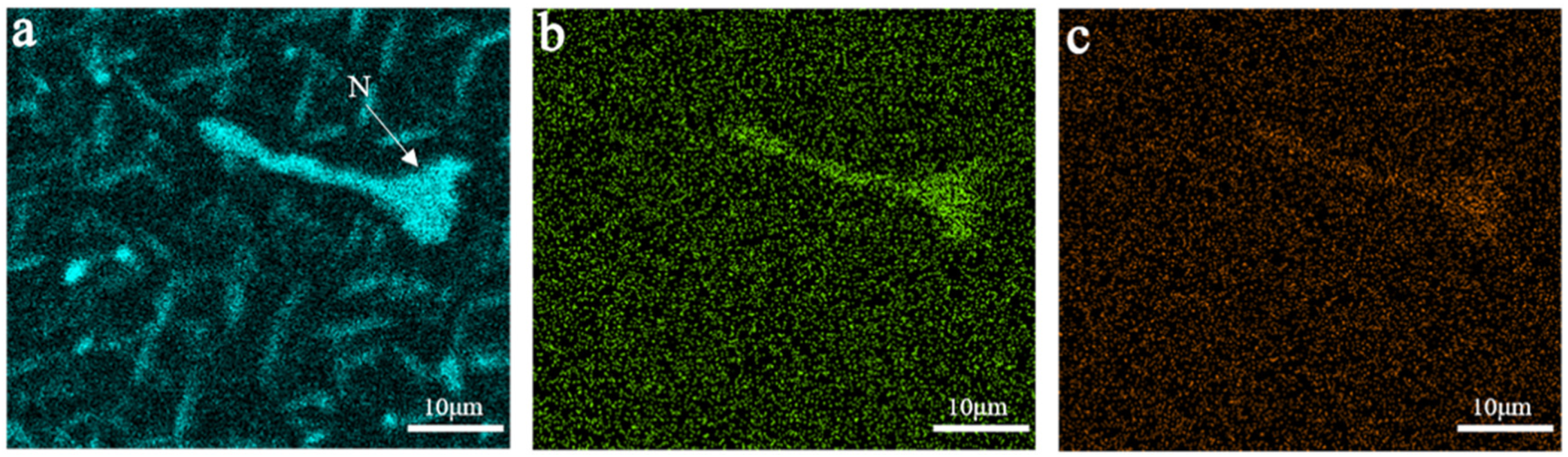
Figure 5.
Elemental mapping of the alloy homogenized at 500 °C for 20 h: (a) Cu (Cu-rich precipitate arrowed by N), (b) Ce, and (c) La elements.
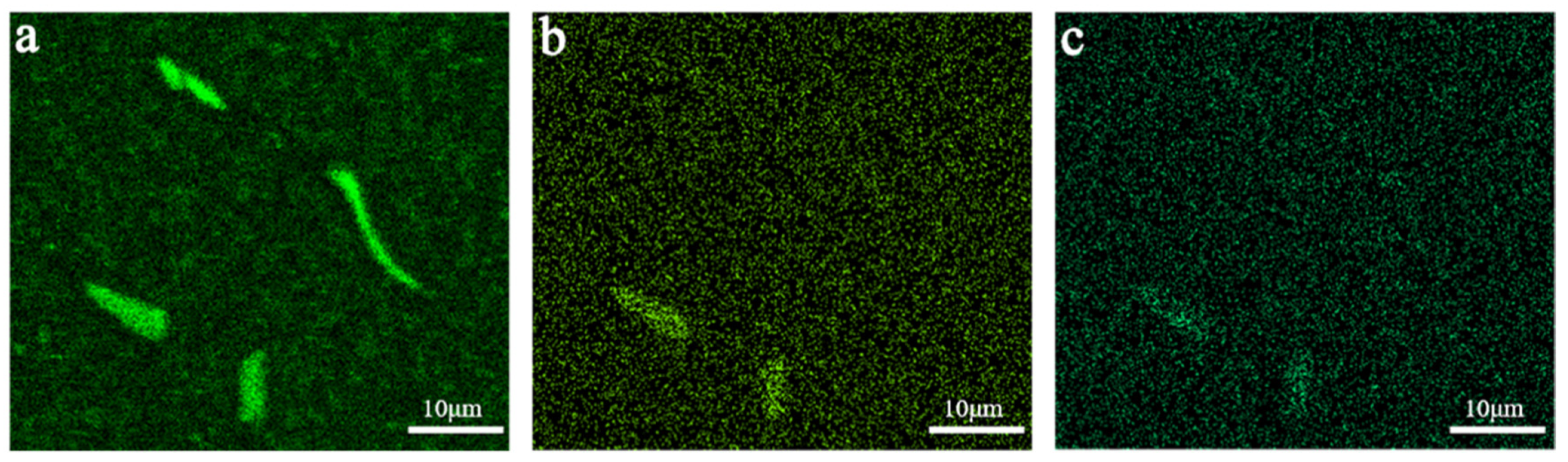
Figure 6.
Elemental mapping of the alloy homogenized at 515 °C for 8 h: (a) Cu, (b) Ce, and (c) La elements.
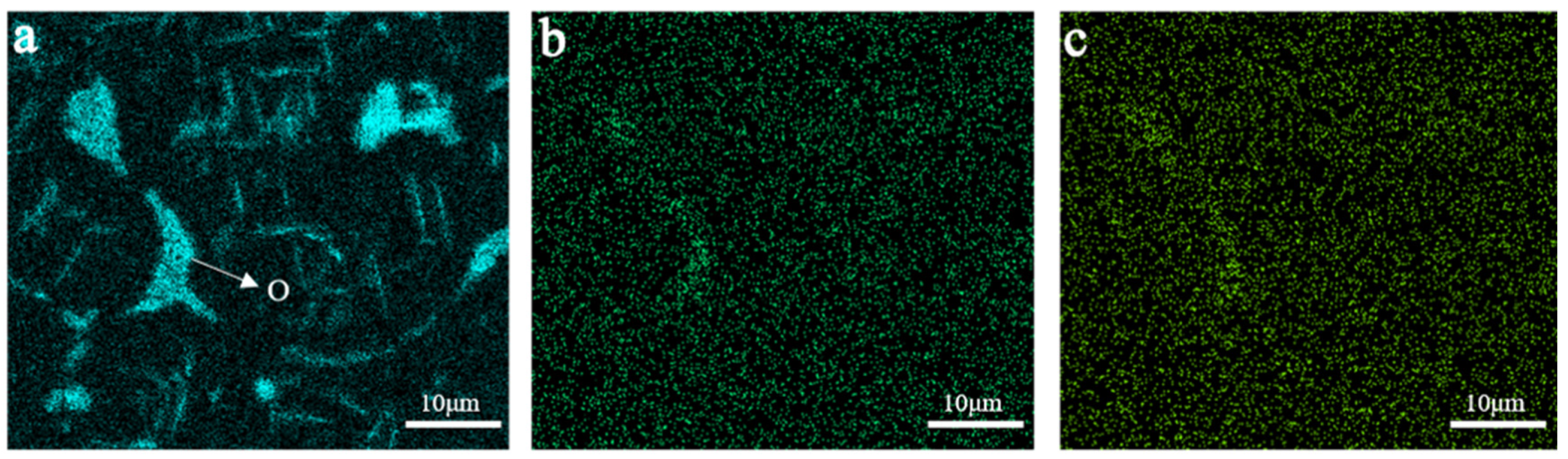
Figure 7.
Elemental mapping of the alloy homogenized at 515 °C for 20 h: (a) Cu (Cu-rich precipitates arrowed by O), (b) Ce, and (c) La elements.
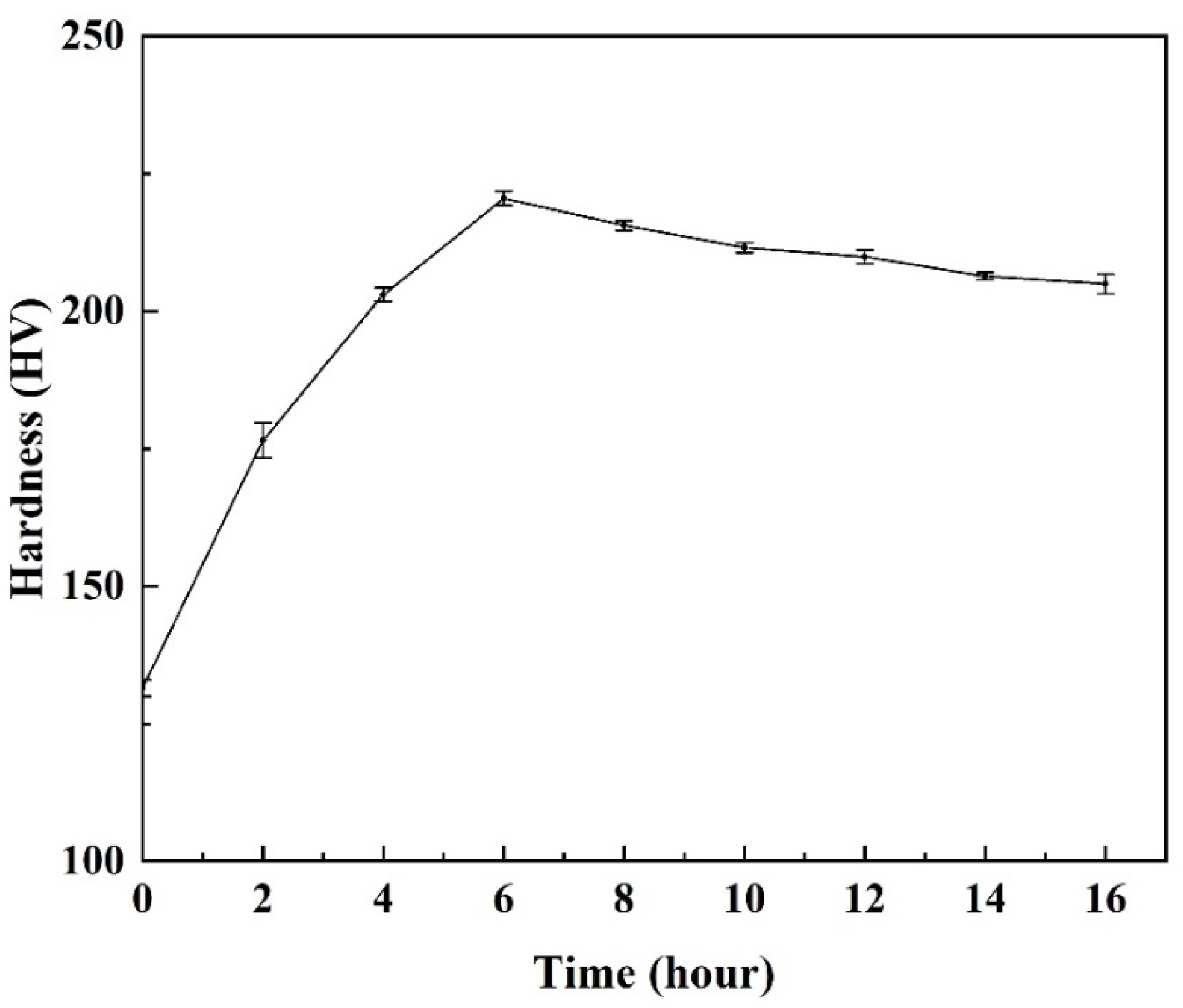
Figure 8.
Aging curves of the Al-5Cu-Li-Mg-Ag-Mn alloys.
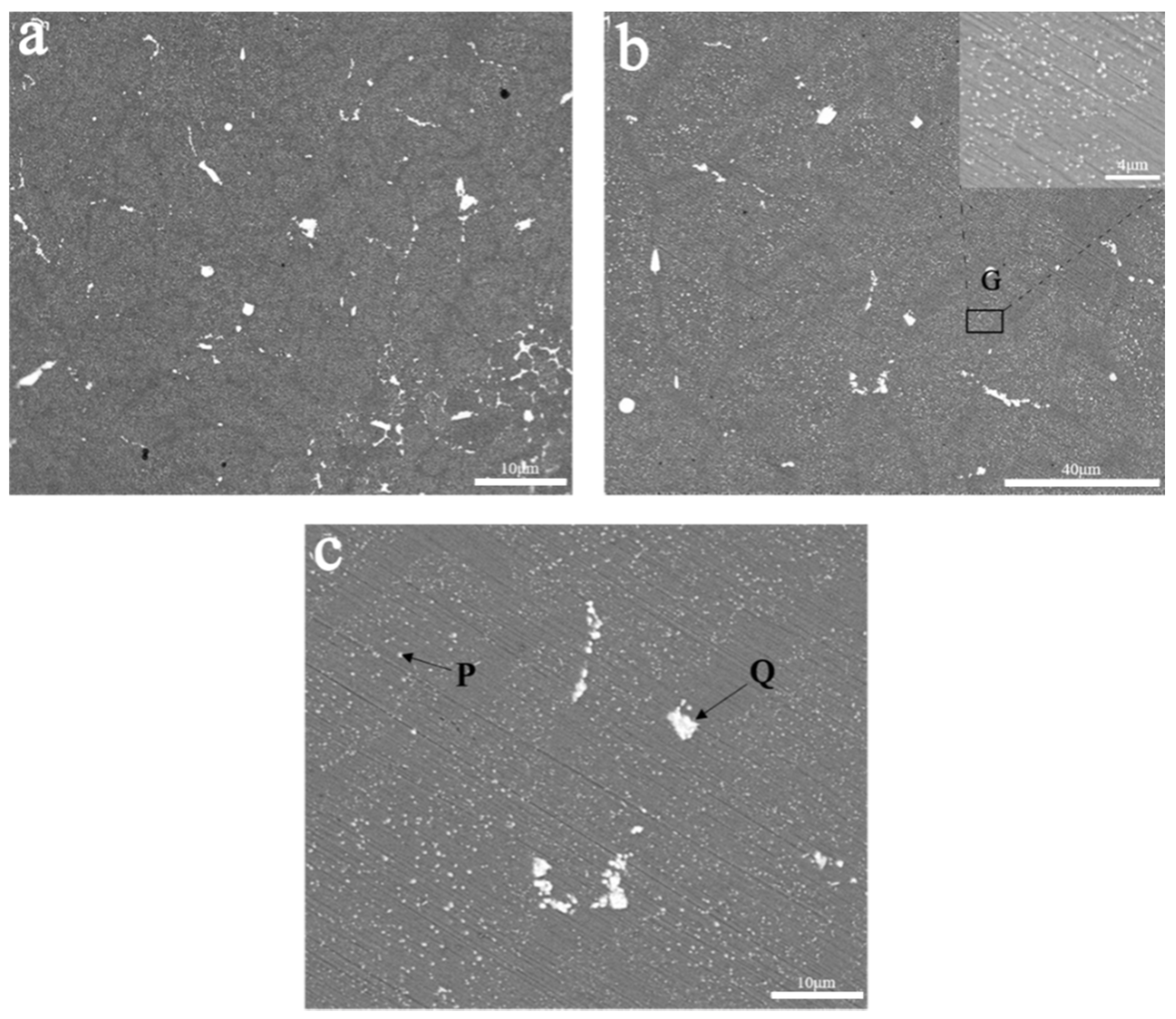
Figure 9.
Backscattered SEM images of the aged alloys: (a) grains and precipitates, (b) bright and scattered Al20Cu2Mn3 precipitates (high magnification image of scattered Al20Cu2Mn3 in area G), and (c) residual precipitates arrowed by Q and scattered Al20Cu2Mn3 precipitates arrowed by P.
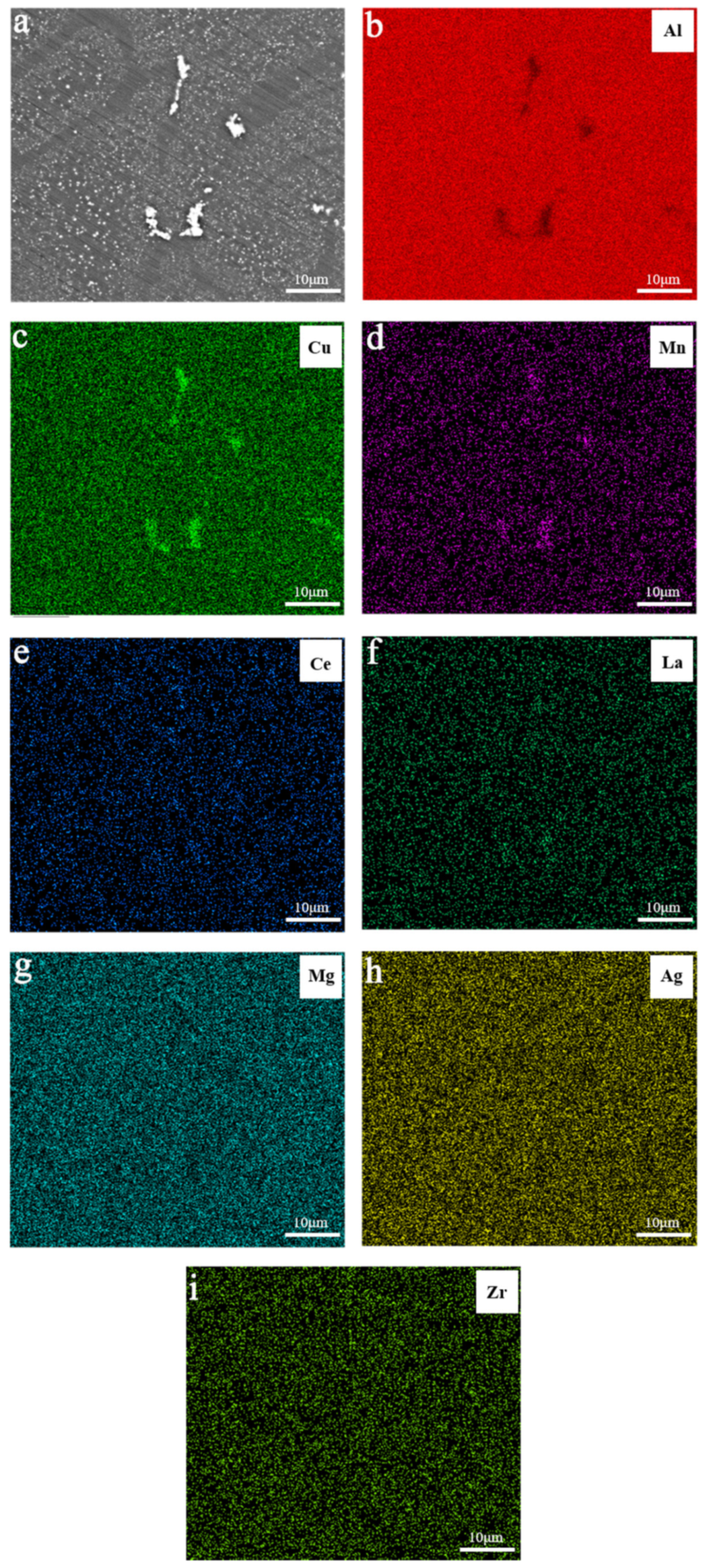
Figure 10.
(a) Backscattered SEM images and elemental mapping images of the aged alloys: (b) Al, (c) Cu, (d) Mn, (e) Ce, (f) La, (g) Mg, (h) Ag, m and (i) Zr elements.
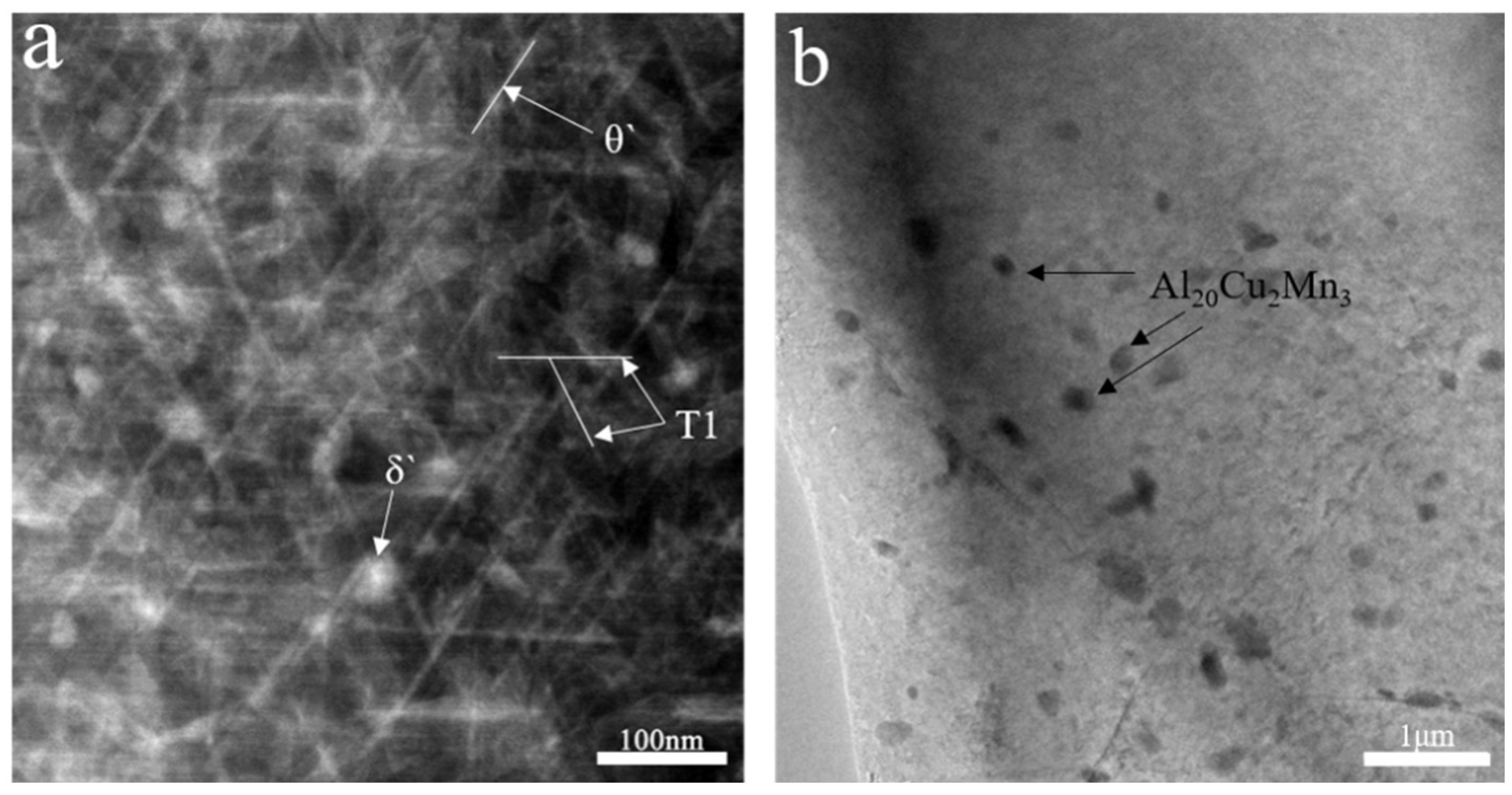
Figure 11.
TEM (Transmission Electron Microscope) images of the aged alloy: microstructural morphology of (a) nano-scale precipitates of θ’, T1 and δ’, and (b) Al20Cu2Mn3 phase in the aged alloys.
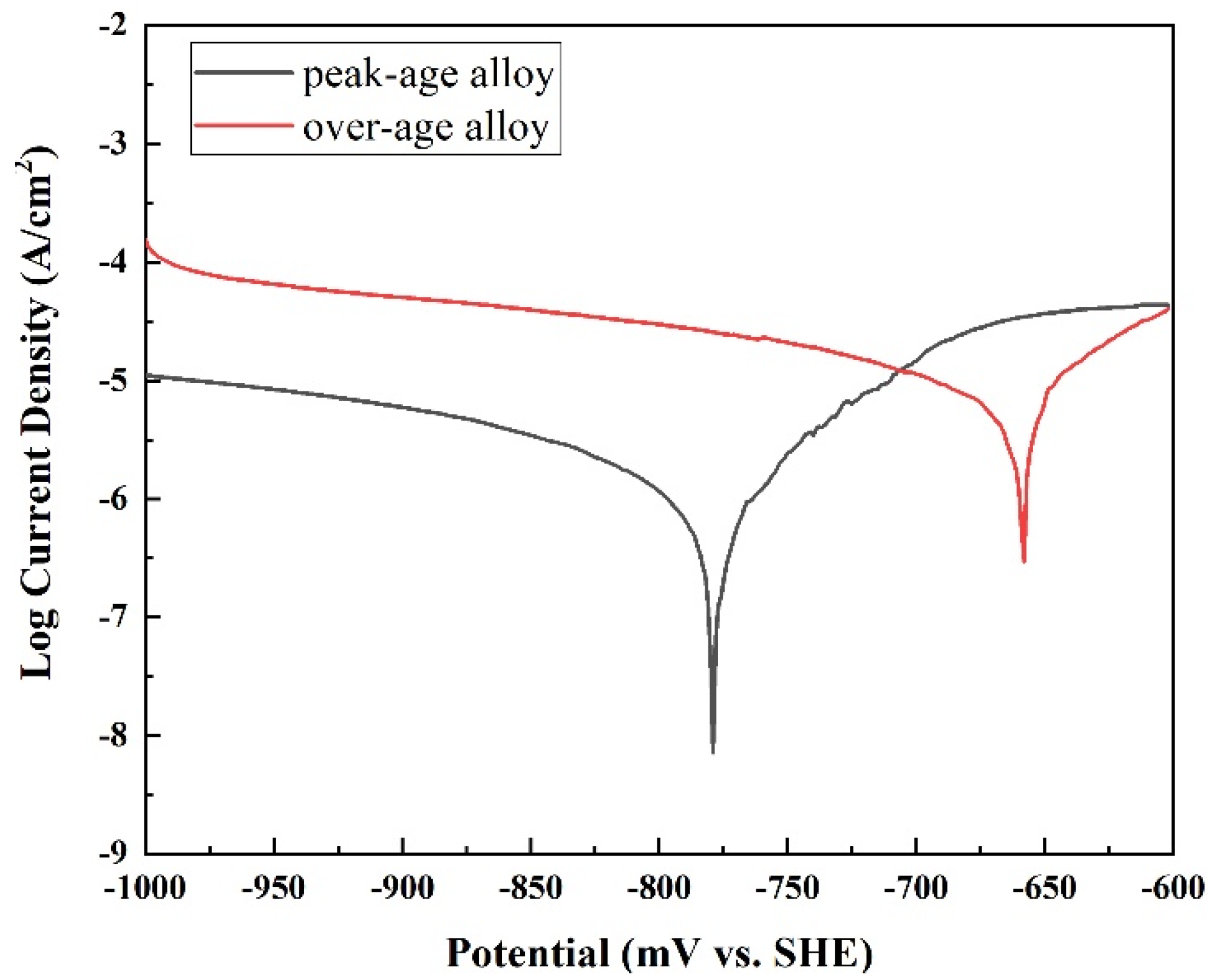
Figure 12.
Typical Tafel polarization curve of the peak-age alloy and over-age alloy.
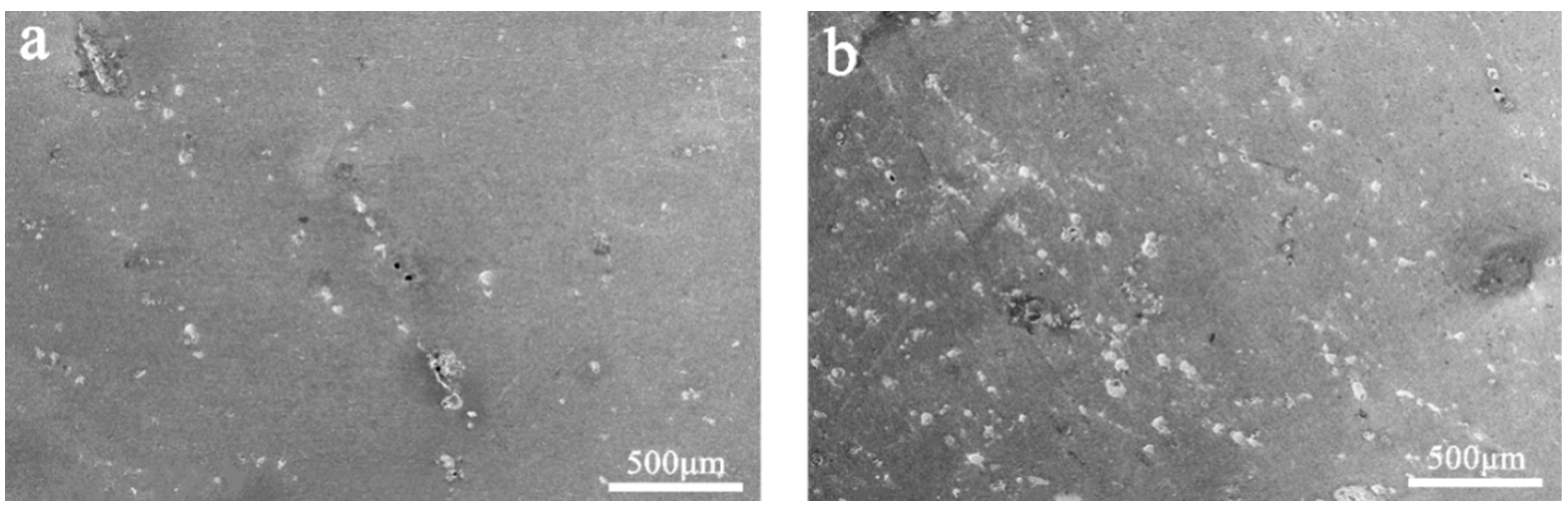
Figure 13.
Corrosion surfaces of the alloy tested in 3.5% NaCl solution: (a) peak-age alloy and (b) over-age alloy.
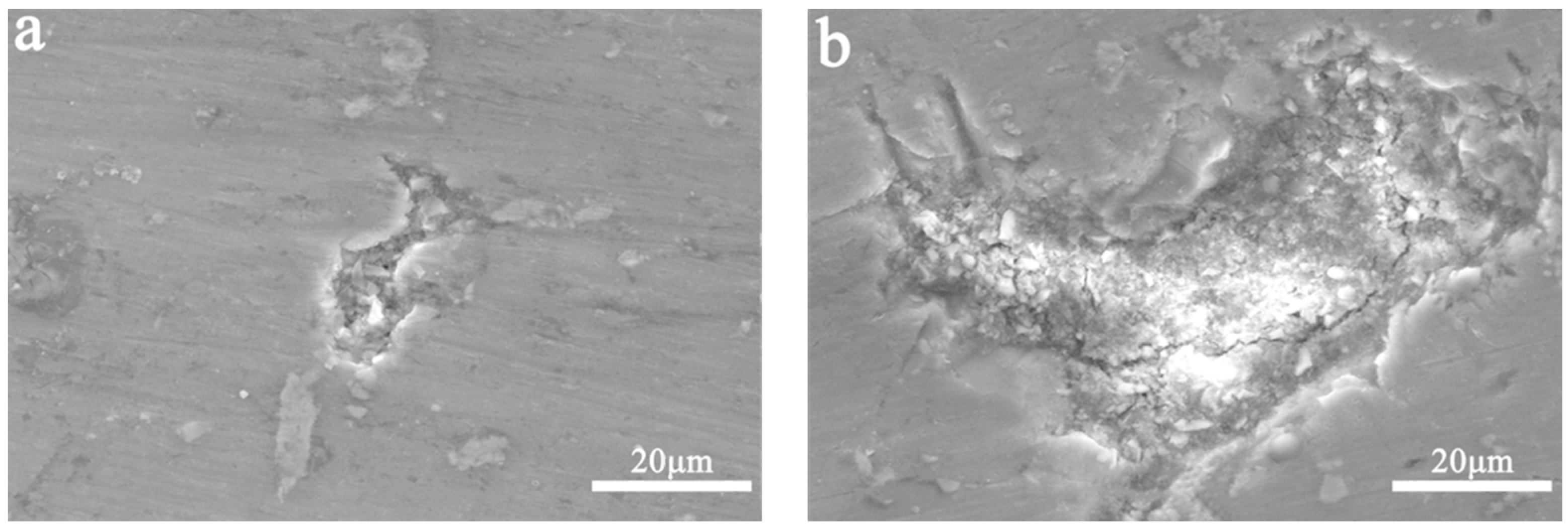
Figure 14.
Corrosion pits of the alloy tested in 3.5% NaCl solution: (a) peak-age and (b) over-aged alloys.
Table 1.
Chemical composition of marked phases of homogenized alloys.
| Phases | Mg | Al | Mn | Cu | Zr | Ag | La | Ce |
|---|
| J, at.% | 0.73 | 69.49 | 0.24 | 29.40 | 0.05 | 0.08 | 0.00 | 0.02 |
| K, at.% | 5.78 | 65.31 | 0.00 | 28.84 | 0.03 | 0.03 | 0.00 | 0.00 |
Table 2.
Chemical composition of marked phases in homogenized alloys.
| Phases | Mg | Al | Mn | Cu | Zr | Ag | La | Ce |
|---|
| L, at.% | 1.32 | 62.68 | 0.15 | 32.53 | 0.53 | 0.13 | 1.21 | 1.45 |
| M, at.% | 1.37 | 75.43 | 0.14 | 20.86 | 0.24 | 0.12 | 0.87 | 0.98 |
| N, at.% | 1.09 | 72.13 | 3.24 | 20.05 | 0.03 | 0.17 | 0.85 | 2.44 |
| O, at.% | 1.81 | 69.97 | 2.56 | 23.42 | 0.00 | 0.19 | 0.77 | 1.28 |
Table 3.
Chemical composition of marked phases in the peak-age alloys.
| Point | Mg | Al | Mn | Cu | Zr | Ag | La | Ce |
|---|
| P, wt.% | 0.79 | 84.76 | 7.03 | 6.79 | 0.33 | 0.30 | 0.00 | 0.00 |
| Q, wt.% | 0.78 | 68.62 | 6.70 | 19.26 | 0.37 | 0.36 | 2.79 | 1.13 |
Table 4.
Tafel polarization parameters of the aged Al-Li alloys tested in 3.5% NaCl solution.
| Alloy | Ecorr (mV vs. SCE) | Icorr (μA/cm2) |
|---|
| Peak-age | −779 | 2.979 |
| Over-age | −658 | 6.929 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}