Effect of Pass Strain on the Microstructure, Texture and Mechanical Properties of AZ31 Magnesium Alloy Fabricated by High Strain Rate Multiple Forging

Abstract
:1. Introduction
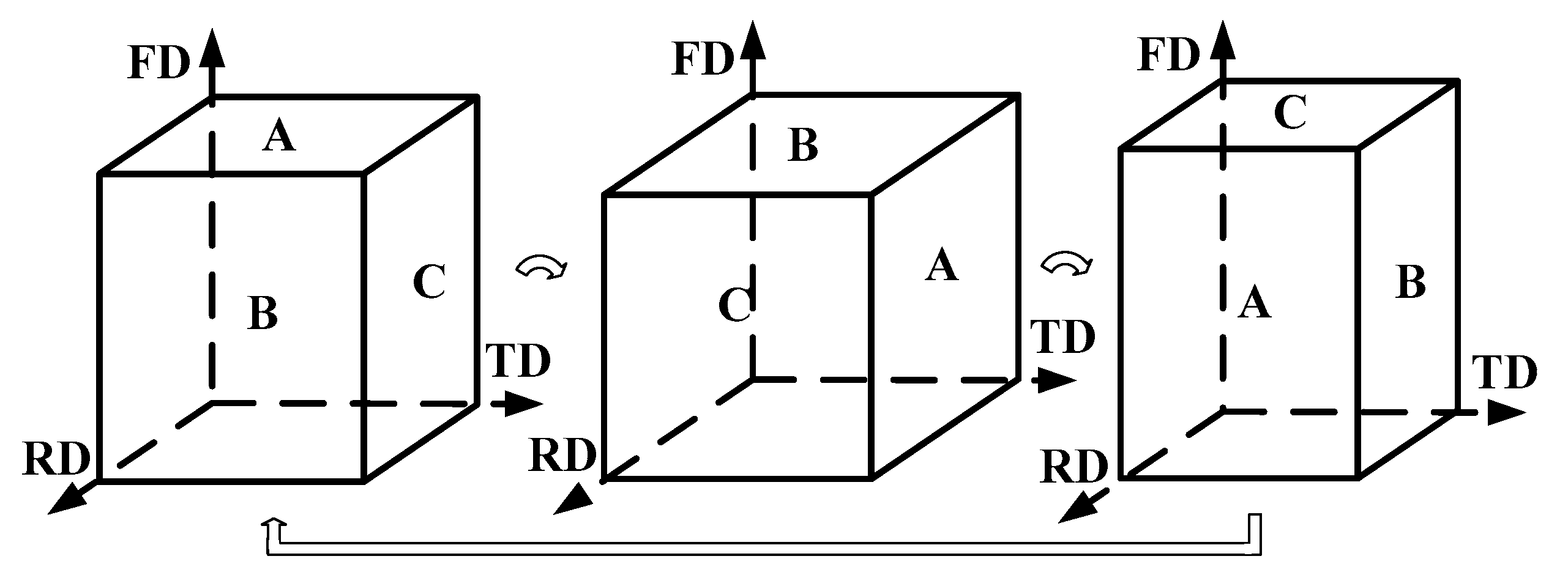
2. Experimental Procedures
3. Results and Discussion
3.1. Microstructure
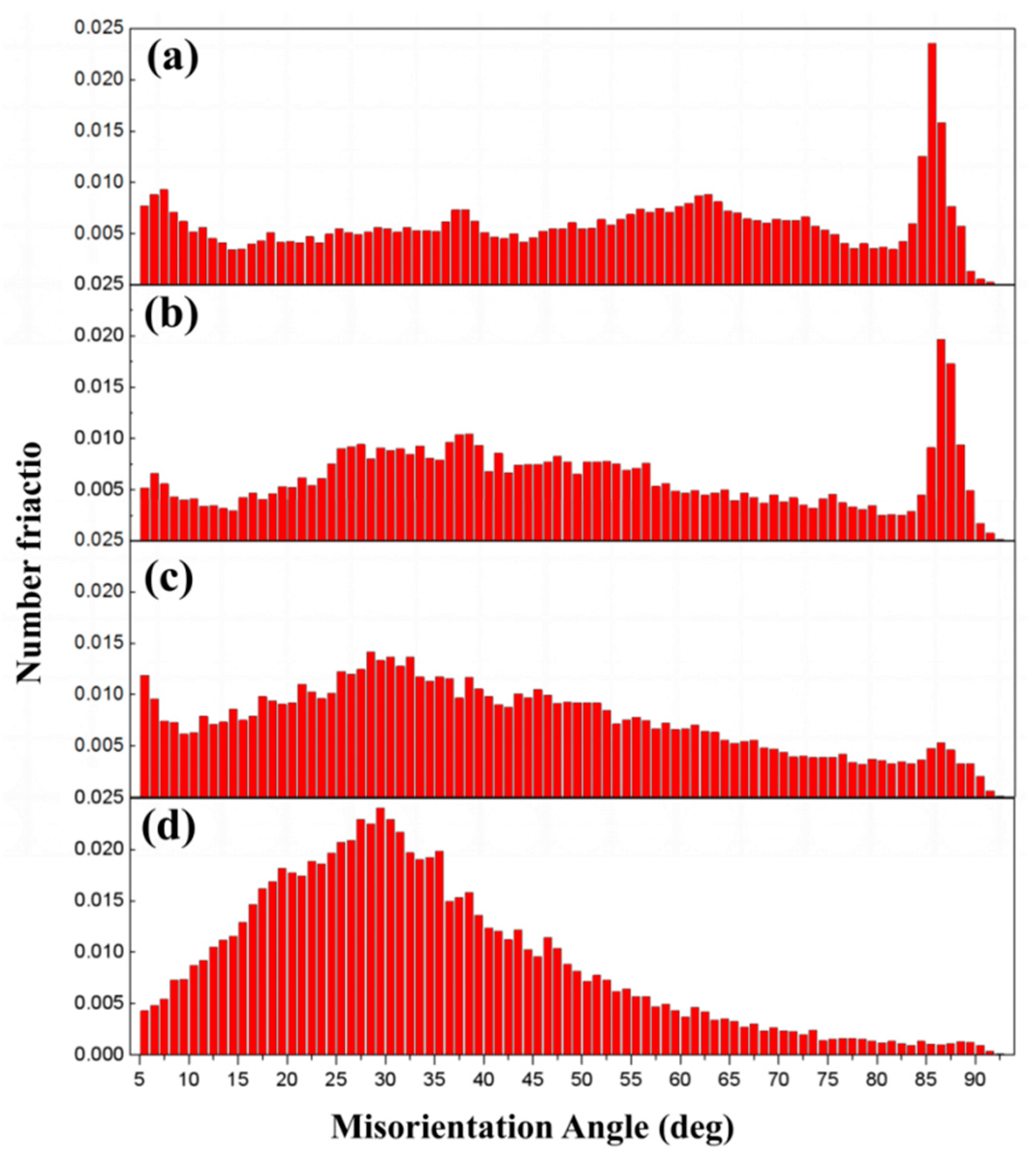
3.2. Texture
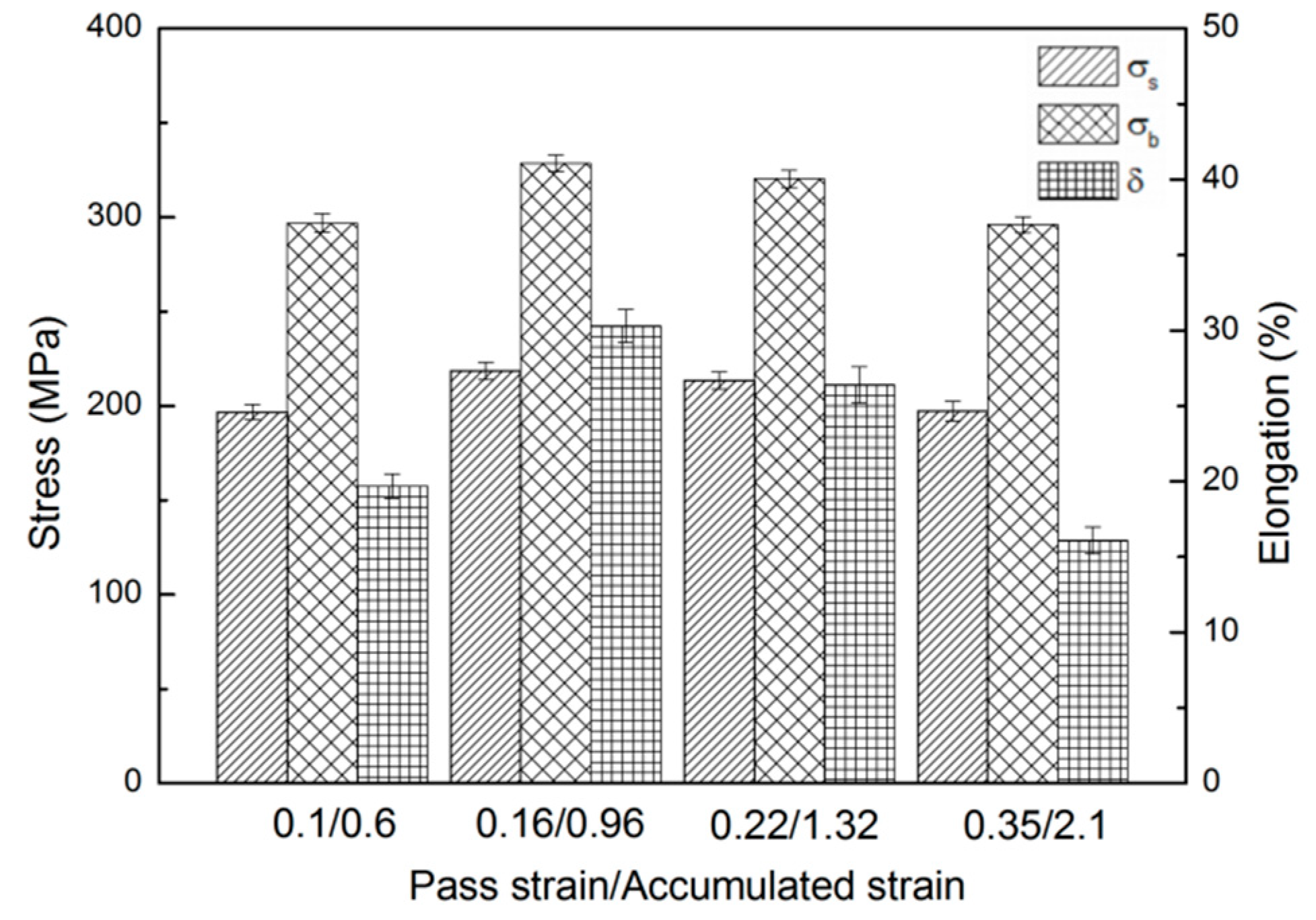
3.3. Mechanical Properties
4. Conclusions
- The initial grain can be rapidly refined during HSRMF ascribing to the special mechanism including the formation of high density {101(-)2} and {101(-)1}-{101(-)2} twins and subsequently twining induced DRX, and the grain refinement of the HSRMFed alloy was determined by the twin lamellae thickness.
- Lower pass strain (Δε = 0.1) during HSRMF led to thick twin lamellae and consequently results in coarser DRX grain, meanwhile, an incomplete DRX occurred. While the twin lamellae thickness decreased with increasing pass strain, the saturated twin lamellae thickness was achieved in alloys HSRMFed with a higher pass strain (Δε = 0.16–0.35) and resulted in a fine DRX structure.
- Double peak texture and titled texture can be achieved in the AZ31 alloy HSRMFed with a pass strain of Δε < 0.16 and Δε > 0.16 respectively, and the texture intensity increased with the pass strain.
- In order to fabricate the HSRMFed AZ31 alloy with high strength and ductility, the optimum pass strain range was 0.16–0.35 to achieve a weak texture and extensive grain refinement, and an accumulated strain range of ∑Δε = 0.96–1.4 was recommended to develop sufficient DRX and prevent secondary recrystallization.
Author Contributions
Funding
Conflicts of Interest
References
- Tekumalla, S.; Gupta, M.; Almajid, A.; Gupta, M. Mechanical Properties of Magnesium-Rare Earth Alloy Systems: A Review. Metals 2014, 5, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Rao, K.P.; Prasad, Y.V.R.K.; Dzwończyk, J.; Hort, N.; Kainer, K.U. Hot Deformation Mechanisms in AZ31 Magnesium Alloy Extruded at Different Temperatures: Impact of Texture. Metals 2012, 2, 292–312. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Yan, H.; Chen, J.; Wu, Y.; Su, B.; Du, Y.; Liao, X. Feasibility of high strain-rate rolling of a magnesium alloy across a wide temperature range. Scr. Mater. 2012, 67, 404–407. [Google Scholar] [CrossRef]
- Zhu, S.-Q.; Yan, H.; Chen, J.; Wu, Y.; Du, Y.; Liao, X. Fabrication of Mg-Al-Zn-Mn alloy sheets with homogeneous fine-grained structures using high strain-rate rolling in a wide temperature range. Mater. Sci. Eng. A 2013, 559, 765–772. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Okotete, E.A. Enhancing plastic deformability of Mg and its alloys—A review of traditional and nascent developments. J. Magnes. Alloy. 2017, 5, 460–475. [Google Scholar] [CrossRef]
- Miura, H.; Yu, G.; Yang, X. Multi-directional forging of AZ61Mg alloy under decreasing temperature conditions and improvement of its mechanical properties. Mater. Sci. Eng. A 2011, 528, 6981–6992. [Google Scholar] [CrossRef]
- Verma, R.; Nath, S.K.; Jayaganthan, R. Effect of high strain rolling and multiple forging on tensile and fracture behavior of ZE41 magnesium alloy. Mater. Today Process. 2018, 5, 17195–17202. [Google Scholar] [CrossRef]
- Jamali, A.; Mahmudi, R. Evolution of microstructure, texture, and mechanical properties in a multi-directionally forged ZK60 Mg alloy. Mater. Sci. Eng. A 2019, 752, 55–62. [Google Scholar] [CrossRef]
- Biswas, S.; Suwas, S. Evolution of sub-micron grain size and weak texture in magnesium alloy Mg–3Al–0.4Mn by a modified multi-axial forging process. Scr. Mater. 2012, 66, 89–92. [Google Scholar] [CrossRef]
- Salandari-Rabori, A.; Zarei-Hanzaki, A.; Abedi, H.; LeComte, J.; Khatami-Hamedani, H. Micro and macro texture evolution during multiaxial forging of a WE43 magnesium alloy. J. Alloy. Compd. 2018, 739, 249–259. [Google Scholar] [CrossRef]
- Jiang, M.; Yan, H.; Chen, R. Twinning, recrystallization and texture development during multi-directional impact forging in an AZ61 Mg alloy. J. Alloy. Compd. 2015, 650, 399–409. [Google Scholar] [CrossRef]
- Jiang, M.; Yan, H.; Chen, R. Microstructure, texture and mechanical properties in an as-cast AZ61 Mg alloy during multi-directional impact forging and subsequent heat treatment. Mater. Des. 2015, 87, 891–900. [Google Scholar] [CrossRef]
- Jiang, M.; Yan, H.; Chen, R. Enhanced mechanical properties due to grain refinement and texture modification in an AZ61 Mg alloy processed by small strain impact forging. Mater. Sci. Eng. A 2015, 621, 204–211. [Google Scholar] [CrossRef]
- Shah, S.; Wu, D.; Chen, R.; Song, G. Static recrystallization behavior of multi-directional impact forged Mg-Gd-Y-Zr alloy. J. Alloy. Compd. 2019, 805, 189–197. [Google Scholar] [CrossRef]
- Wu, Y.-Z.; Yan, H.-G.; Chen, J.-H.; Zhu, S.-Q.; Su, B.; Zeng, P.-L. Microstructure and mechanical properties of ZK60 magnesium alloy fabricated by high strain rate multiple forging. Mater. Sci. Technol. 2013, 29, 54–59. [Google Scholar] [CrossRef]
- Wu, Y.-Z.; Yan, H.-G.; Chen, J.; Du, Y.-G.; Zhu, S.-Q.; Su, B. Microstructure and mechanical properties of ZK21 magnesium alloy fabricated by multiple forging at different strain rates. Mater. Sci. Eng. A 2012, 556, 164–169. [Google Scholar] [CrossRef]
- Wu, Y.; Deng, B.; Ye, T.; Nie, Z.; Liu, X. Fabrication of Strong and Ductile AZ31 Magnesium Alloy Using High Strain Rate Multiple Forging in a Wide Temperature Range. Metals 2020, 10, 729. [Google Scholar] [CrossRef]
- Tang, B.; Xiang, L.; Yan, Z.; Kou, H.; Li, J. Effect of strain distribution on the evolution of α phase and texture for dual-phase titanium alloy during multi-pass forging process. Mater. Chem. Phys. 2019, 228, 318–324. [Google Scholar] [CrossRef]
- Konkova, T.; Rahimi, S.; Mironov, S.; Baker, N. Effect of strain level on the evolution of microstructure in a recently developed AD730 nickel based superalloy during hot forging. Mater. Charact. 2018, 139, 437–445. [Google Scholar] [CrossRef] [Green Version]
- Park, N.K.; Kim, I.S.; Na, Y.S.; Yeom, J.T. Hot forging of a nickel-phase superalloy. J. Mater. Process. Technol. 2001, 111, 98–102. [Google Scholar] [CrossRef]
- Zhu, S.; Yan, H.; Liao, X.; Moody, S.; Sha, G.; Wu, Y.; Ringer, S.P. Mechanisms for enhanced plasticity in magnesium alloys. Acta Mater. 2015, 82, 344–355. [Google Scholar] [CrossRef]
- Li, Y.; Wu, S.; Bian, H.; Tang, N.; Liu, B.; Koizumi, Y.; Chiba, A. Grain refinement due to complex twin formation in rapid hot forging of magnesium alloy. Scr. Mater. 2013, 68, 171–174. [Google Scholar] [CrossRef]
- Wu, Y.-Z.; Yan, H.-G.; Chen, J.; Zhu, S.-Q.; Su, B.; Zeng, P.-L. Hot deformation behavior and microstructure evolution of ZK21 magnesium alloy. Mater. Sci. Eng. A 2010, 527, 3670–3675. [Google Scholar] [CrossRef]
- Wu, Y.-Z.; Yan, H.-G.; Zhu, S.-Q.; Chen, J.; Liu, A.-M.; Liu, X.-L. Flow behavior and microstructure of ZK60 magnesium alloy compressed at high strain rate. Trans. Nonferr. Met. Soc. China 2014, 24, 930–939. [Google Scholar] [CrossRef]
- Wang, K.; Tao, N.; Liu, G.; Lu, J.; Lu, K. Plastic strain-induced grain refinement at the nanometer scale in copper. Acta Mater. 2006, 54, 5281–5291. [Google Scholar] [CrossRef]
- Xiao, G.; Tao, N.; Lu, K. Effects of strain, strain rate and temperature on deformation twinning in a Cu–Zn alloy. Scr. Mater. 2008, 59, 975–978. [Google Scholar] [CrossRef]
- Meyers, M.A.; Vöhringer, O.; Lubarda, V. The onset of twinning in metals: A constitutive description. Acta Mater. 2001, 49, 4025–4039. [Google Scholar] [CrossRef]
- Yan, F.; Liu, G.; Tao, N.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Zhu, S.-Q.; Yan, H.; Chen, J.; Wu, Y.; Liu, J.; Tian, J. Effect of twinning and dynamic recrystallization on the high strain rate rolling process. Scr. Mater. 2010, 63, 985–988. [Google Scholar] [CrossRef]
- Pei, R.S.; Korte-Kerzel, S.; Al-Samman, T. Normal and abnormal grain growth in magnesium: Experimental observations and simulations, J. Mater. Sci. Technol. 2020, 50, 257–270. [Google Scholar] [CrossRef]
- Bhattacharyya, J.; Agnew, S.; Muralidharan, G. Texture enhancement during grain growth of magnesium alloy AZ31B. Acta Mater. 2015, 86, 80–94. [Google Scholar] [CrossRef] [Green Version]
- Wu, W.; Jin, L.; Zhang, Z.; Ding, W.; Dong, J. Grain growth and texture evolution during annealing in an indirect-extruded Mg–1Gd alloy. J. Alloy. Compd. 2014, 585, 111–119. [Google Scholar] [CrossRef]
- Wu, Y.Z.; Yan, H.G.; Liu, X.L.; Li, L.; Li, X.; Yuan, D.L. Investigation of the high strain rate forging of ZK60 magnesium, J. Harbin Eng. Univ. 2017, 38, 478–483. [Google Scholar]
- Sagapuram, D.; Efe, M.; Moscoso, W.; Chandrasekar, S.; Trumble, K.P. Controlling texture in magnesium alloy sheet by shear-based deformation processing. Acta Mater. 2013, 61, 6843–6856. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; Del Valle, J.; Contreras, J.; Ruano, O.A. Microstructural evolution during large strain hot rolling of an AM60 Mg alloy. Scr. Mater. 2004, 50, 661–665. [Google Scholar] [CrossRef]
- Ono, N.; Nowak, R.; Miura, S. Effect of deformation temperature on Hall–Petch relationship registered for polycrystalline magnesium. Mater. Lett. 2004, 58, 39–43. [Google Scholar] [CrossRef]
- Nan, X.-L.; Wang, H.-Y.; Zhang, L.; Li, J.-B.; Jiang, Q.-C. Calculation of Schmid factors in magnesium: Analysis of deformation behaviors. Scr. Mater. 2012, 67, 443–446. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass strain/Accumulated Strain | σs (MPa) | σb (MPa) | δ (%) |
|---|---|---|---|
| 0.1/0.6 | 196.7 | 296.9 | 19.7 |
| 0.16/0.96 | 218.5 | 328.5 | 30.3 |
| 0.22/1.32 | 213.5 | 320.3 | 26.4 |
| 0.35/2.1 | 197.2 | 296.1 | 16.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Deng, B.; Ye, T.; Liu, W.; Nie, Z.; Zhang, X. Effect of Pass Strain on the Microstructure, Texture and Mechanical Properties of AZ31 Magnesium Alloy Fabricated by High Strain Rate Multiple Forging. Metals 2020, 10, 1000. https://doi.org/10.3390/met10081000
Wu Y, Deng B, Ye T, Liu W, Nie Z, Zhang X. Effect of Pass Strain on the Microstructure, Texture and Mechanical Properties of AZ31 Magnesium Alloy Fabricated by High Strain Rate Multiple Forging. Metals. 2020; 10(8):1000. https://doi.org/10.3390/met10081000
Chicago/Turabian StyleWu, Yuanzhi, Bin Deng, Tuo Ye, Wei Liu, Zhicheng Nie, and Xin Zhang. 2020. "Effect of Pass Strain on the Microstructure, Texture and Mechanical Properties of AZ31 Magnesium Alloy Fabricated by High Strain Rate Multiple Forging" Metals 10, no. 8: 1000. https://doi.org/10.3390/met10081000