Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
2.3. Characterizations
2.4. Thermodynamic Simulation
3. Results and Discussion
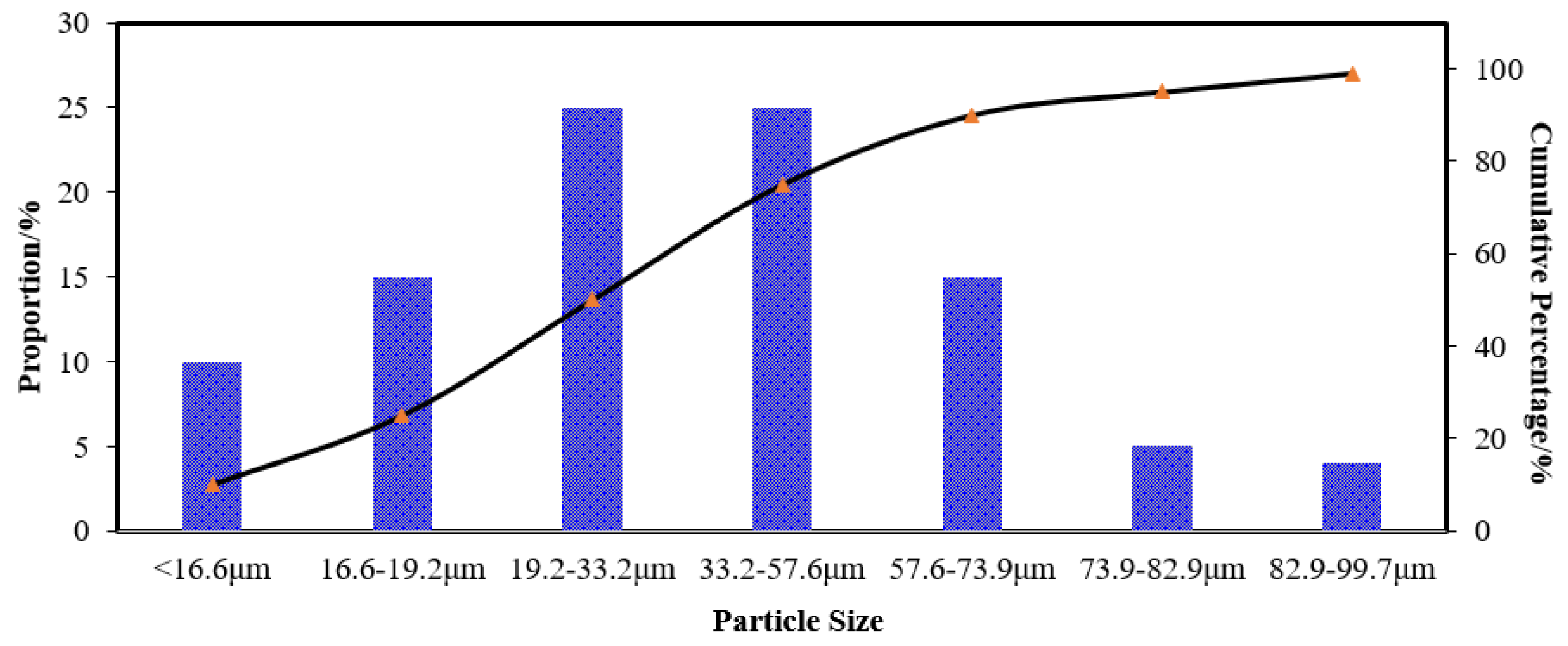
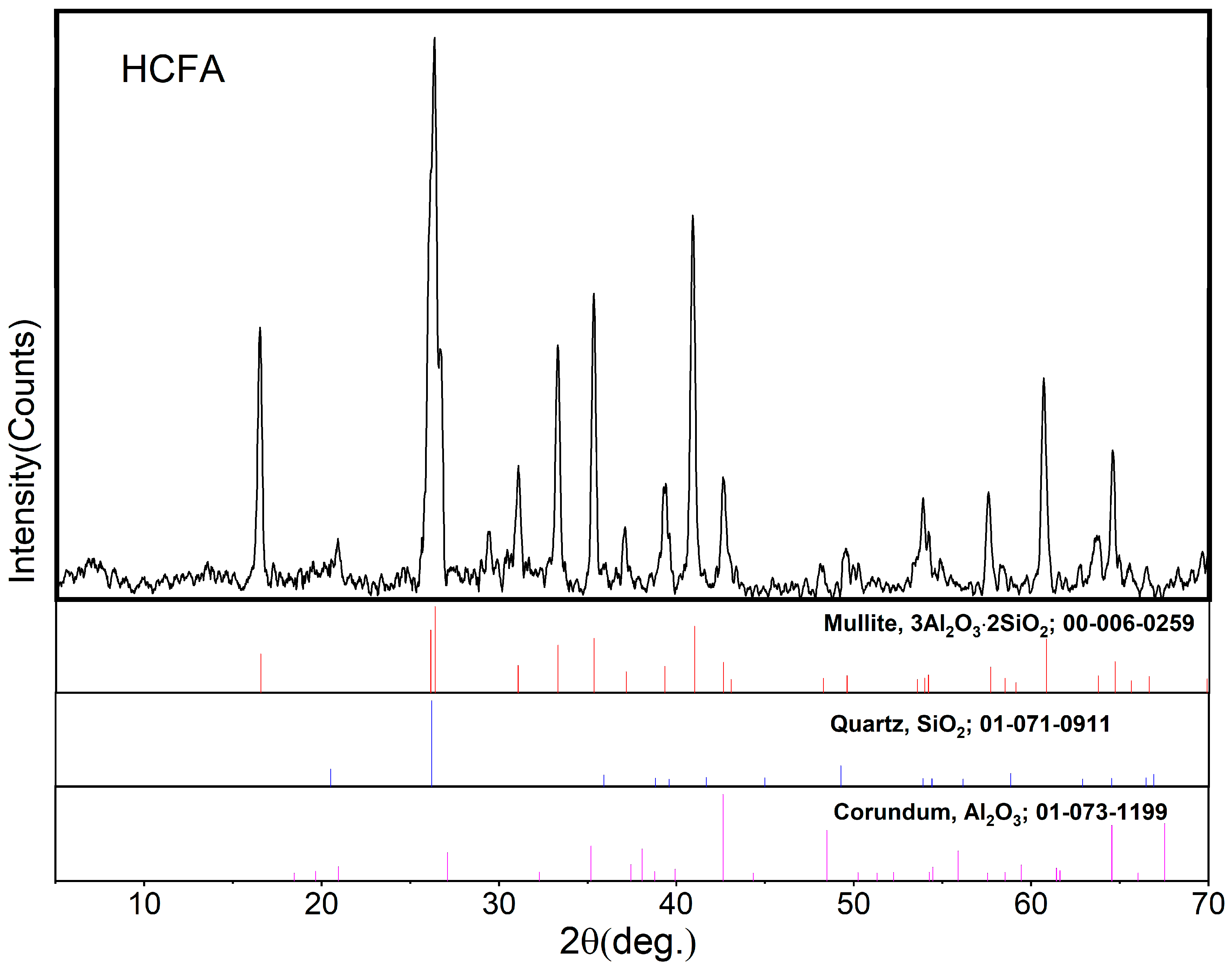
3.1. HCFA Characterization
3.2. Direct Water and Acid Leaching
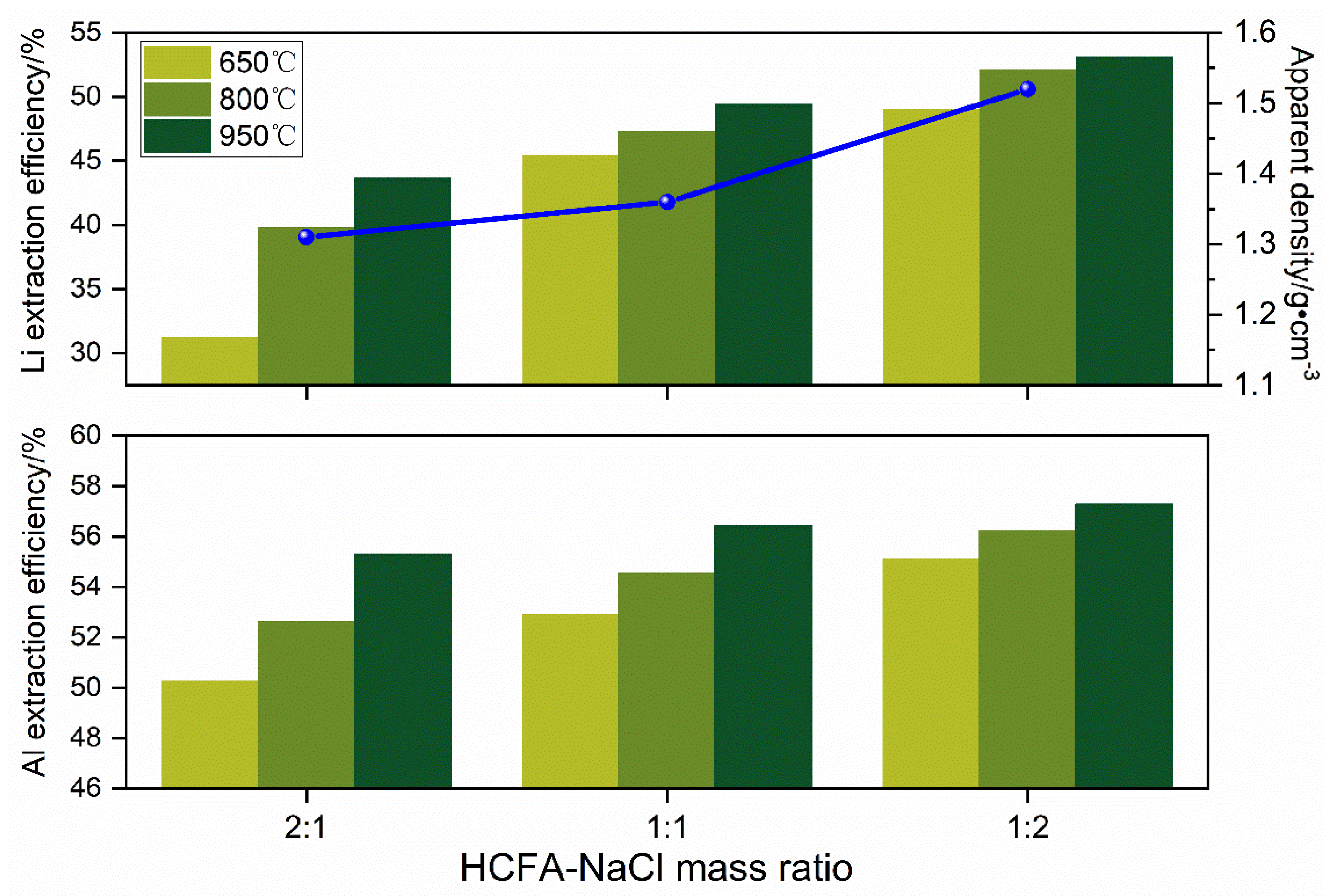
3.3. Thermal Activation on Leaching Process
3.1.1. Water Leaching
3.3.2. Atmospheric Pressure Acid Leaching
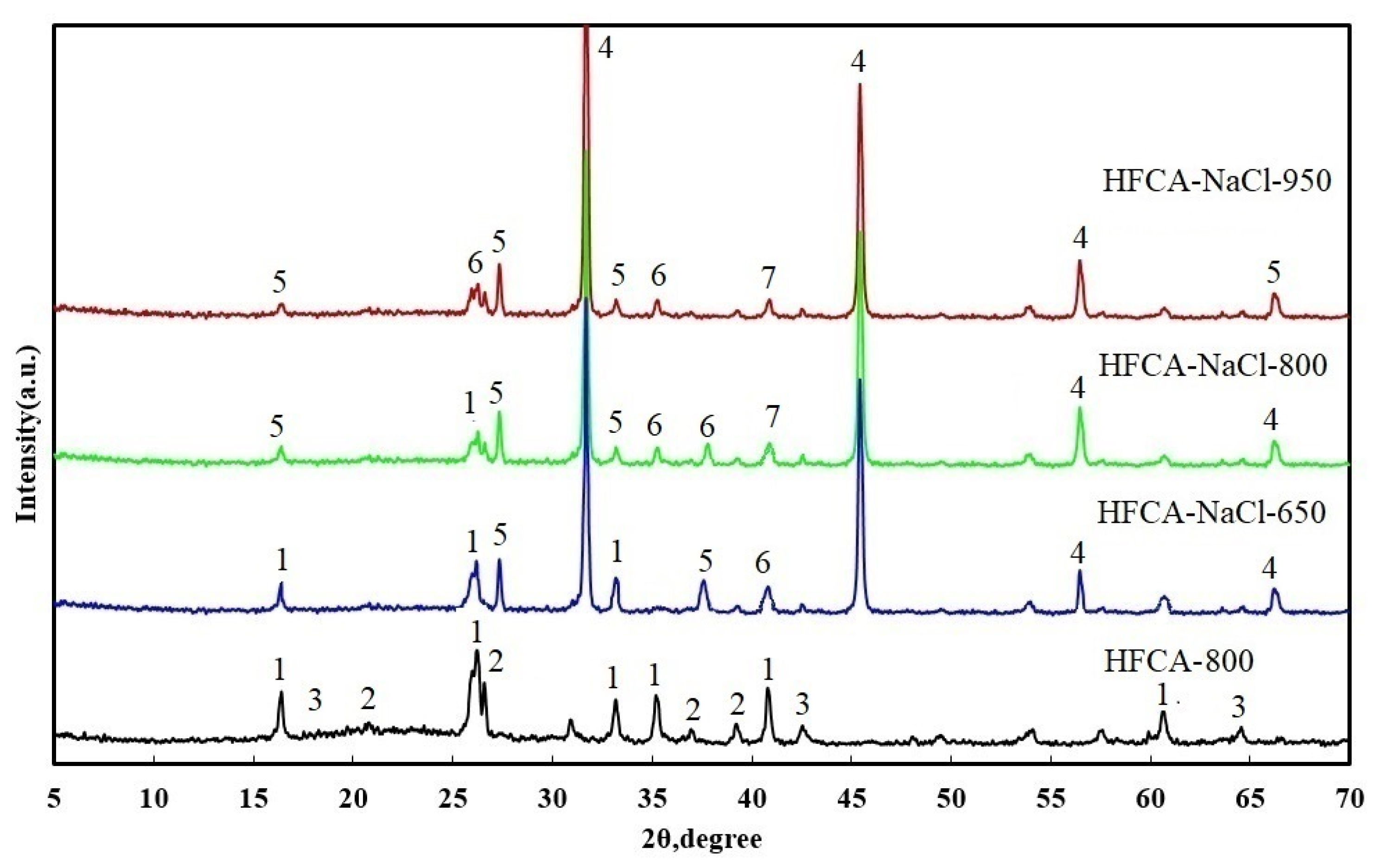
3.3.3. Phase Transformation Characterization
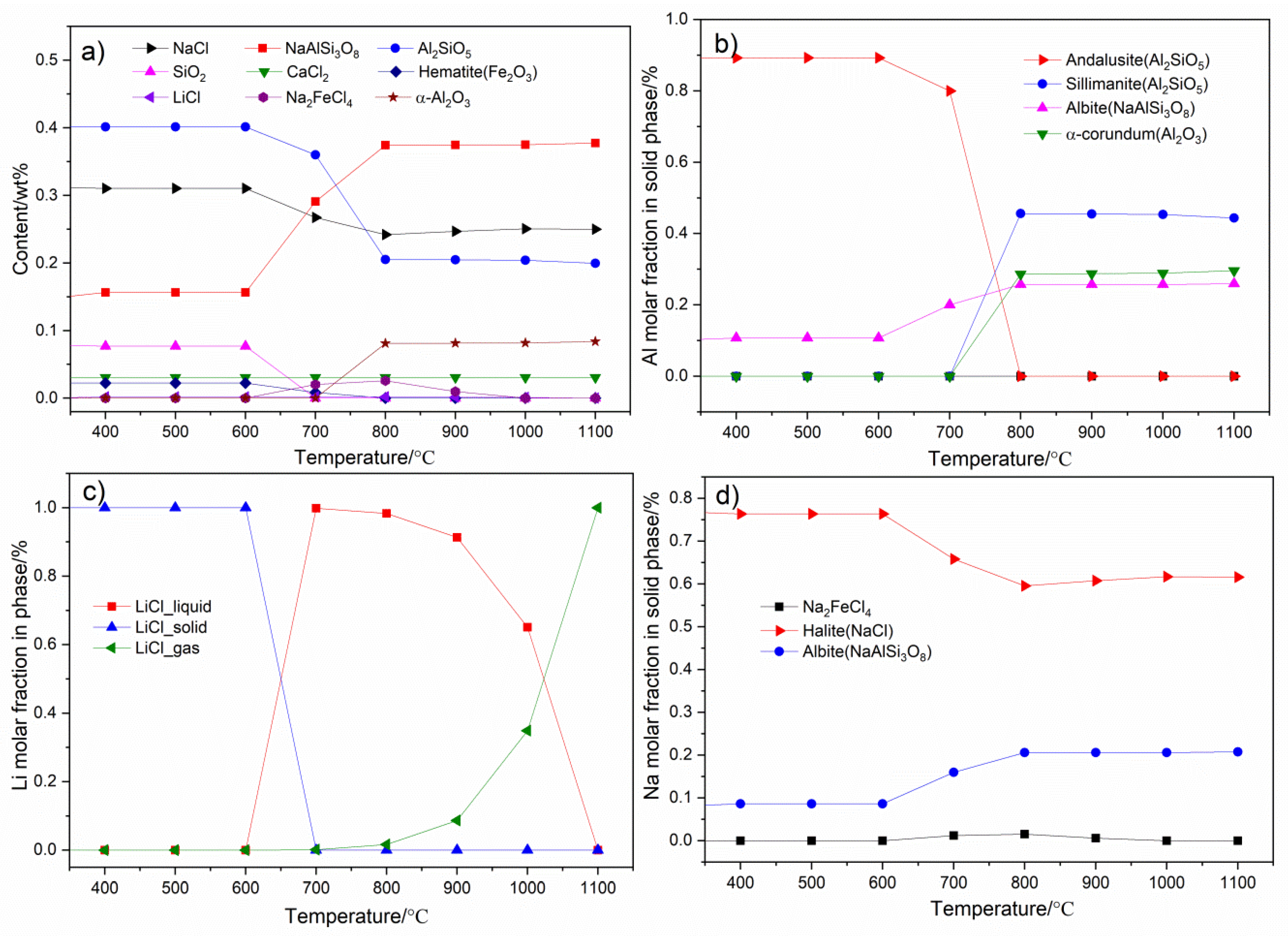
3.3.4. FactSage Thermodynamic Simulation
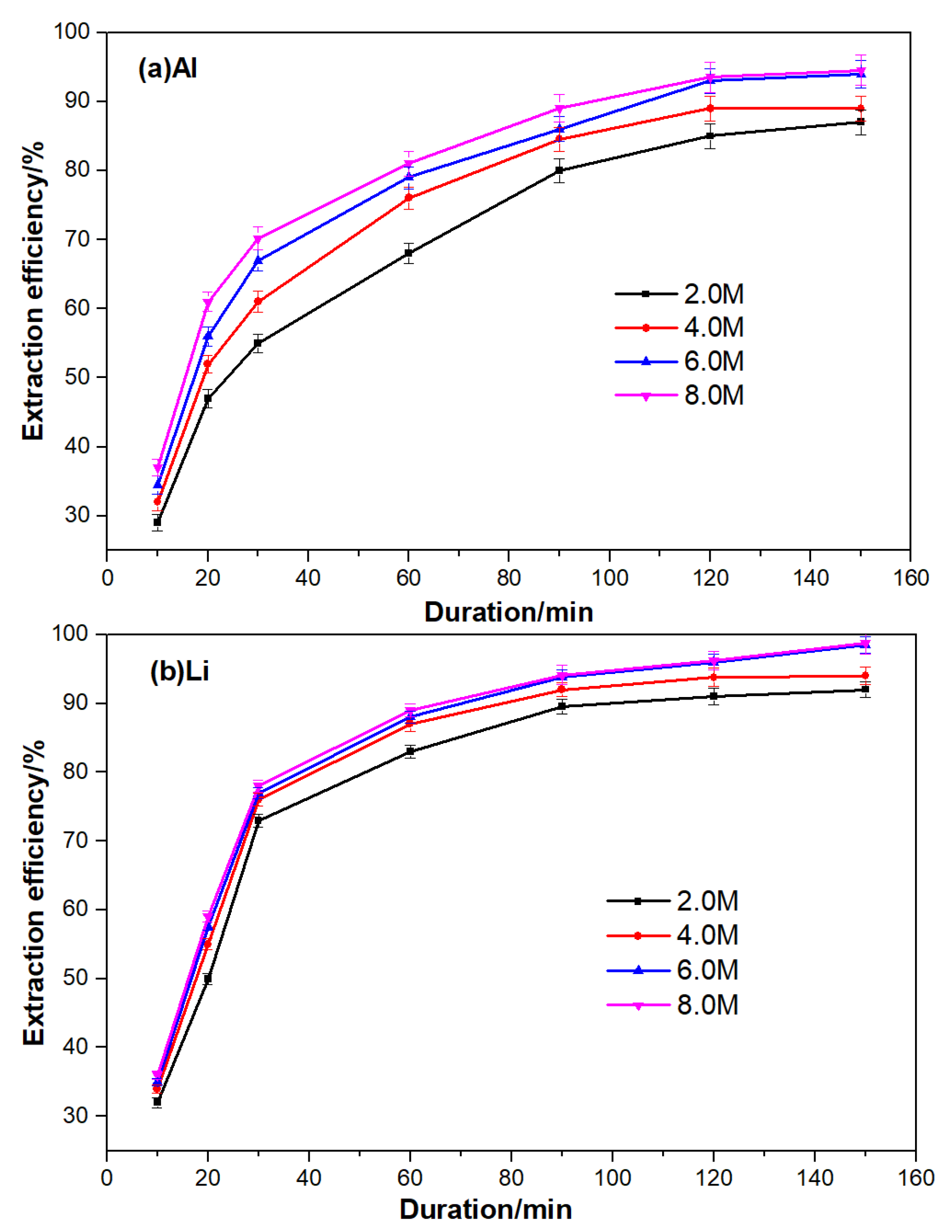
3.4. Pressure Acid Leaching
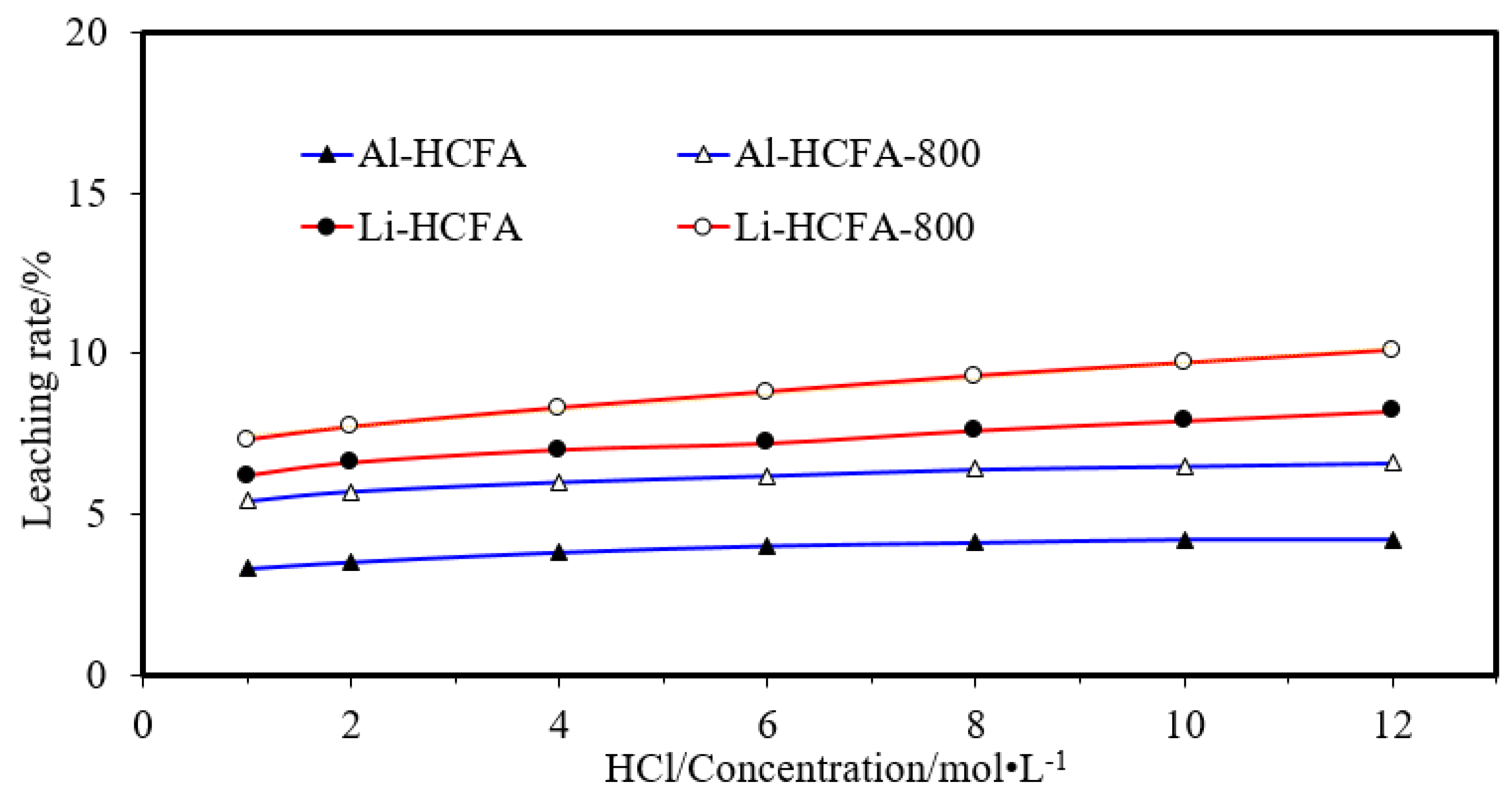
3.4.1. Effects of Initial Acid Concentration
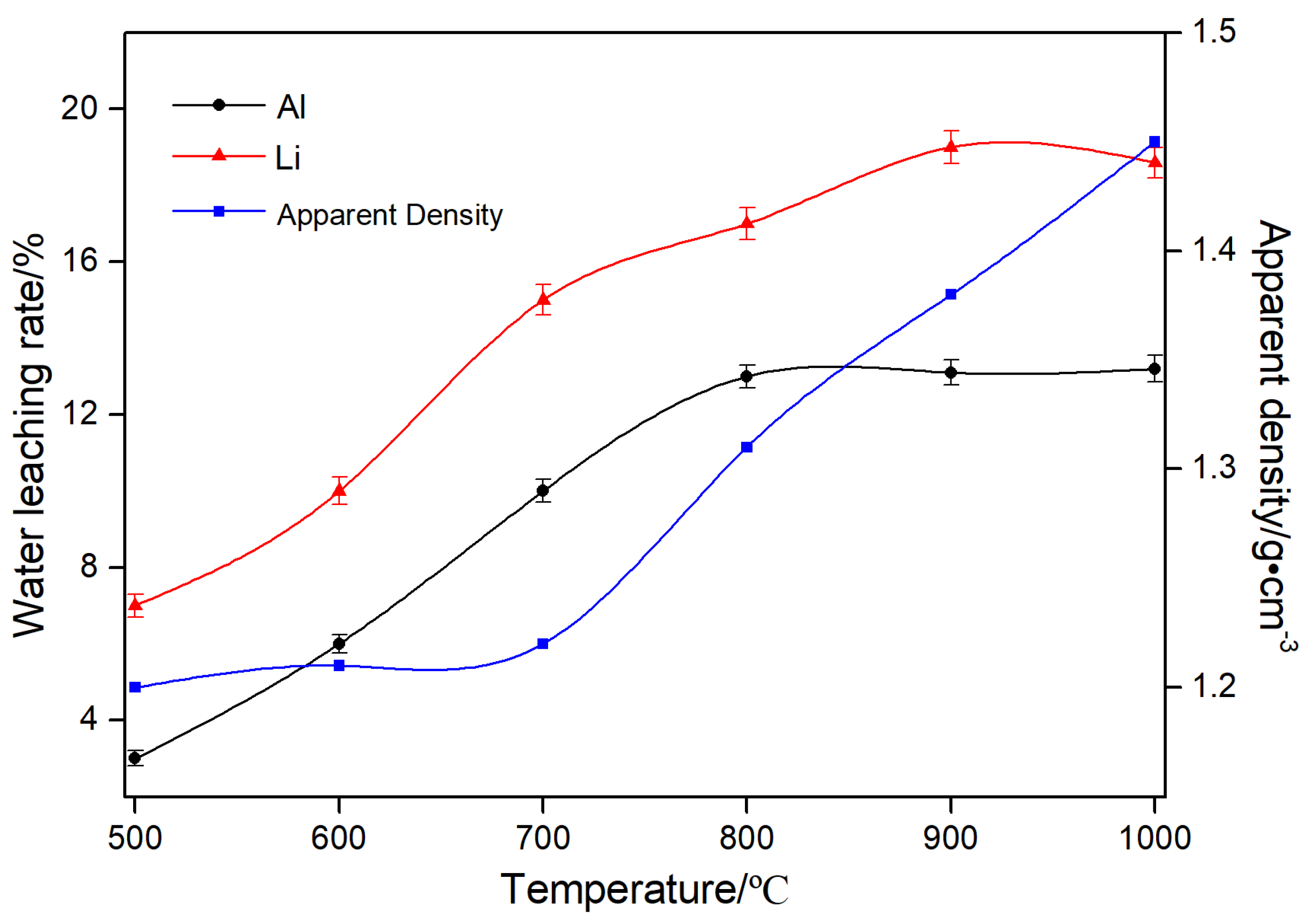
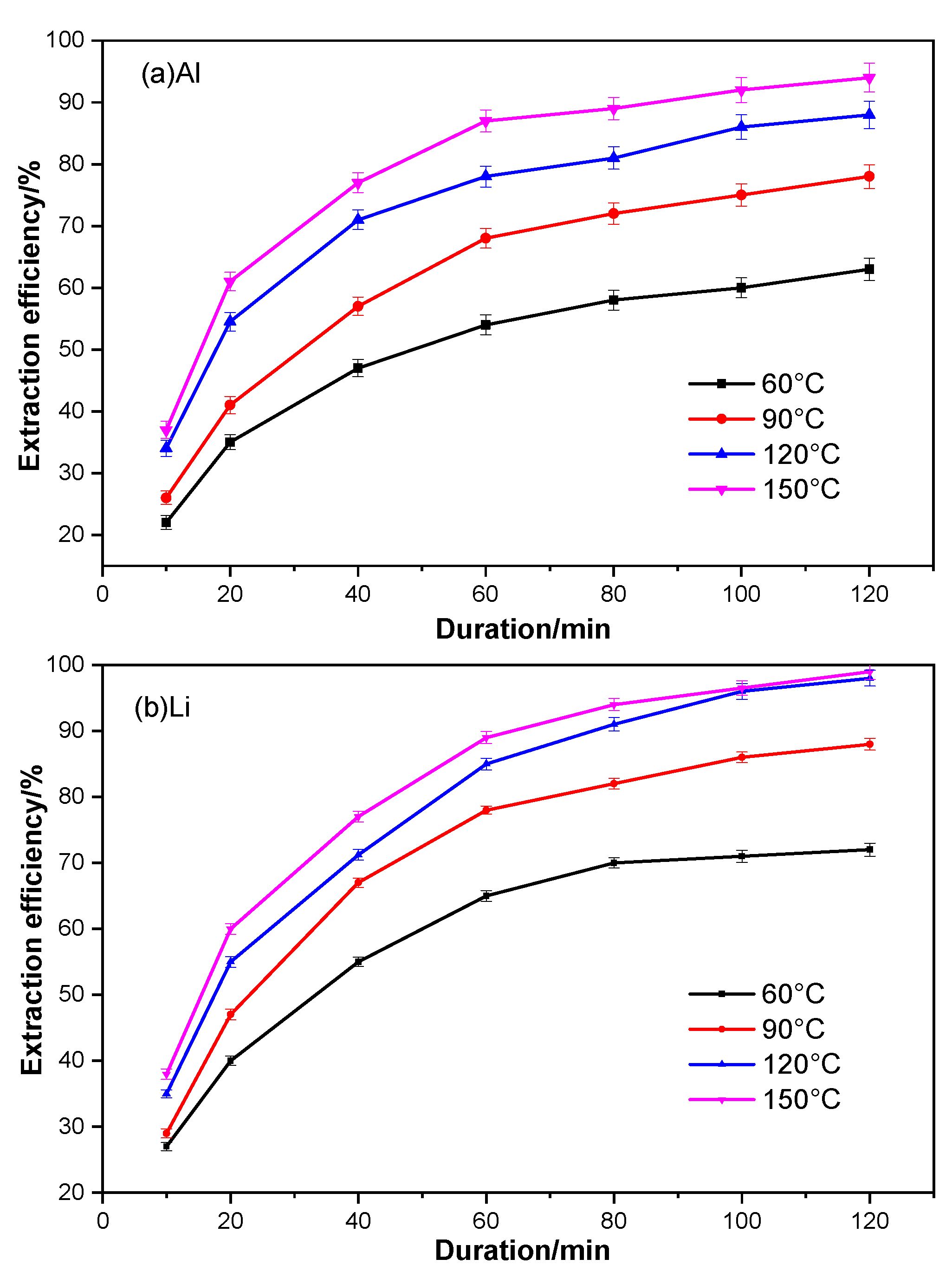
3.4.2. Effects of Temperature
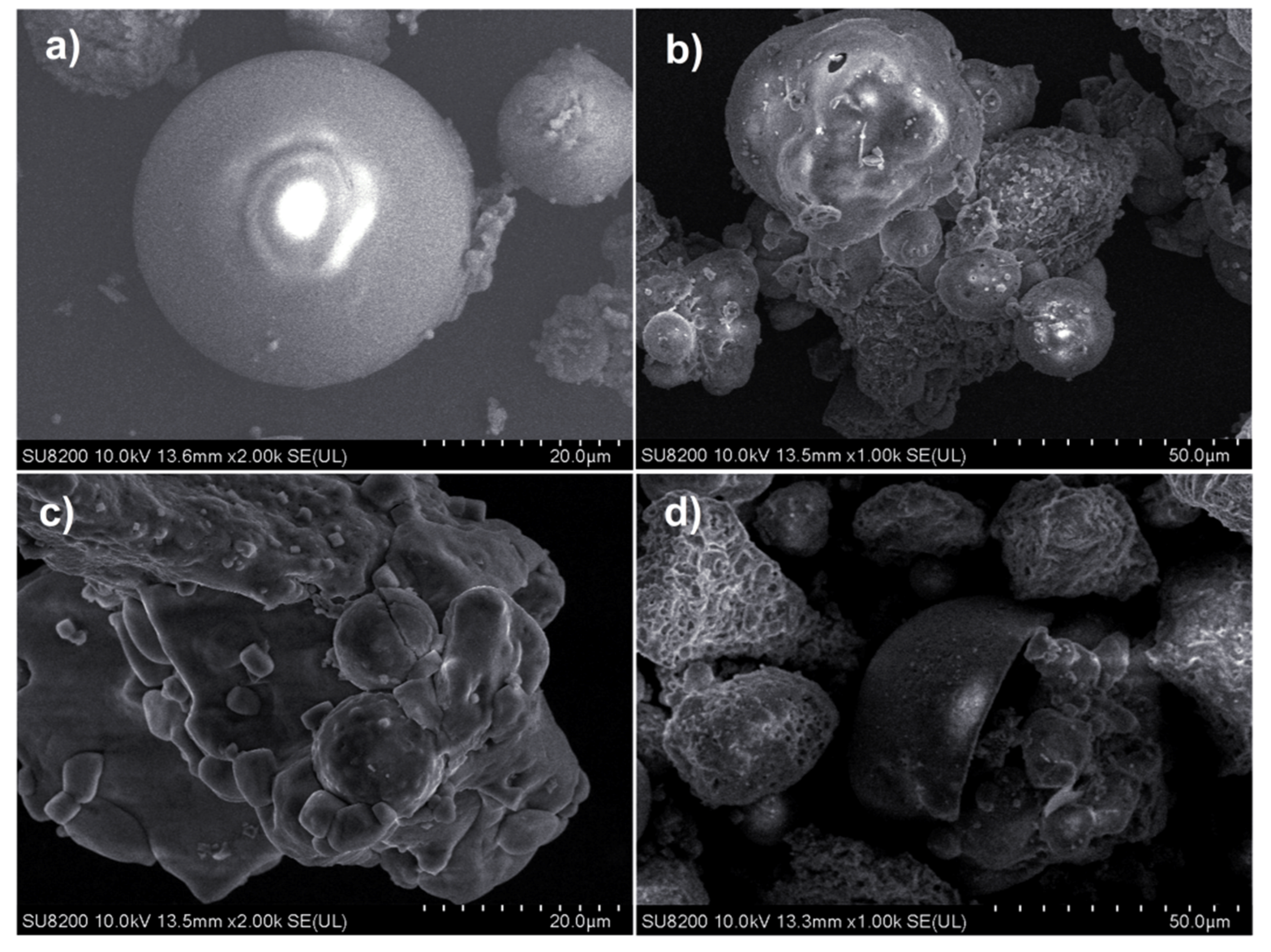
3.4.3. Surface Morphology Change
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luo, Y.; Wu, Y.H.; Ma, S.H.; Zheng, S.L.; Zhang, Y.; Chu, P.K. Utilization of coal fly ash in China: A mini-review on challenges and future directions. Environ. Sci. Pollut. Res. 2020, 1–14. [Google Scholar] [CrossRef]
- Wang, D.L.; Wan, K.D.; Yang, J.Y. Measurement and evolution of eco-efficiency of coal industry ecosystem in China. J. Clean Prod. 2019, 209, 803–818. [Google Scholar] [CrossRef]
- Li, S.Y.; Qin, S.J.; Kang, L.W.; Liu, J.J.; Wang, J.; Li, Y.H. An efficient approach for lithium and aluminum recovery from coal fly ash by pre-desilication and intensified acid leaching processes. Metals 2017, 7, 272. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.X.; Li, Y.Y.; Cheng, F.Q.; Wang, M.; Wang, X.M. Role of additives in improved thermal activation of coal fly ash for alumina extraction. Fuel Process. Technol. 2013, 110, 114–121. [Google Scholar] [CrossRef]
- Hu, P.P.; Hou, X.J.; Zhang, J.B.; Li, S.P.; Wu, H.; Damø, A.J.; Li, H.Q.; Wu, Q.S.; Xi, X.G. Distribution and occurrence of lithium in high-alumina-coal fly ash. Int. J. Coal Geol. 2018, 189, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Mikhailova, A.; Goldberg, M.; Kondratiev, A. Complex utilisation of ekibastuz brown coal fly ash: Iron & carbon separation and aluminum extraction. J Clean. Prod. 2019, 218, 192–201. [Google Scholar]
- Qin, S.J.; Zhao, C.L.; Li, Y.H.; Zhang, Y. Review of coal as a promising source of lithium. Int. J. Oil Gas Coal Technol. 2015, 9, 215–229. [Google Scholar] [CrossRef]
- Sun, L.Y.; Luo, K.; Fan, J.R.; Lu, H.L. Experimental study of extracting alumina from coal fly ash using fluidized beds at high temperature. Fuel 2017, 199, 22–27. [Google Scholar] [CrossRef]
- Shemi, A.; Ndlovu, S.; Sibanda, V.; Van Dyk, L.D. Extraction of alumina from coal fly ash using an acid leach-sinter-acid leach technique. Hydrometallurgy 2015, 157, 348–355. [Google Scholar] [CrossRef]
- Gao, Y.; Liang, K.; Gou, Y.; Wei, S.; Shen, W.; Cheng, F. Aluminum extraction technologies from high aluminum fly ash. Rev. Chem. Eng. 2020. [Google Scholar] [CrossRef]
- Gollakota, A.R.; Volli, V.; Shu, C.M. Progressive utilisation prospects of coal fly ash: A review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [CrossRef] [PubMed]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Flexer, V.; Baspineiro, C.F.; Galli, C.I. Lithium recovery from brines: A vital raw material for green energies with a potential environmental impact in its mining and processing. Sci. Total Environ. 2018, 639, 1188–1204. [Google Scholar] [CrossRef] [PubMed]
- Seredin, V.V.; Dai, S.; Sun, Y.; Chekryzhov, I.Y. Coal deposits as promising sources of rare metals for alternative power and energy-efficient technologies. Appl. Geochem. 2013, 31, 1–11. [Google Scholar] [CrossRef]
- Querol, X.; UmanÄa, J.C.; Alastuey, A.; Ayora, C.; Lopez-Soler, A.; Plana, F. Extraction of soluble major and trace elements from fly ash in open and closed leaching systems. Fuel 2001, 80, 801–813. [Google Scholar] [CrossRef]
- Jak, E.; Hayes, P.; Bale, C.W.; Decterov, S.A. Application of FactSage thermodynamic modeling of recycled slags (Al2O3–CaO–FeO–Fe2O3–SiO2–PbO–ZnO) in the treatment of wastes from end-of-life-vehicles. Int. J. Mater. Res. 2007, 98, 872–878. [Google Scholar] [CrossRef]
- Chen, C.Y.; Lan, G.S.; Tuan, W.H. Preparation of mullite by the reaction sintering of kaolinite and alumina. J. Eur. Ceram. Soc. 2000, 20, 2519–2525. [Google Scholar] [CrossRef]
- Wang, G.L.; Jensen, P.A.; Wu, H.; Frandsen, F.J.; Laxminarayan, Y.; Sander, B.; Glarborg, P. KOH capture by coal fly ash. Fuel 2019, 242, 828–836. [Google Scholar] [CrossRef]
- Zeng, X.; Wang, F.; Zhang, H.F.; Cui, L.J.; Yu, J.; Xu, G.W. Extraction of vanadium from stone coal by roasting in a fluidized bed reactor. Fuel 2015, 142, 180–188. [Google Scholar] [CrossRef]
- Wang, M.Y.; Wang, X.W.; Shen, J.F.; Wu, R. Extraction of vanadium from stone coal by modified salt-roasting process. J. Cent. South Univ. Technol. 2011, 18, 1940–1944. [Google Scholar] [CrossRef]
- Lambotte, G.; Chartrand, P. Thermodynamic modeling of the (Al2O3 + Na2O), (Al2O3 + Na2O + SiO2), and (Al2O3 + Na2O + AlF3 + NaF) systems. J. Chem. Thermodyn. 2013, 57, 306–334. [Google Scholar] [CrossRef]
- Chartrand, P.; Pelton, A.D. Modeling the charge compensation effect in silica-rich Na2O-K2O-Al2O3-SiO2 melts. Calphad 1999, 23, 219–230. [Google Scholar] [CrossRef]
- Luo, Q.; Chen, G.L.; Sun, Y.Z.; Ye, Y.M.; Qiao, X.C.; Yu, J.G. Dissolution kinetics of aluminum, calcium, and iron from circulating fluidized bed combustion fly ash with hydrochloric acid. Ind. Eng. Chem. Res. 2013, 52, 18184–18191. [Google Scholar] [CrossRef]
- Wu, C.Y.; Yu, H.F.; Zhang, H.F. Extraction of aluminum by pressure acid-leaching method from coal fly ash. Trans. Nonferrous Metal. Soc. 2012, 22, 2282–2288. [Google Scholar] [CrossRef]
- Cui, L.; Guo, Y.X.; Wang, X.M.; Du, Z.P.; Cheng, Z.P.; Cheng, F.Q. Dissolution kinetics of aluminum and iron from coal mining waste by hydrochloric acid. Chin. J. Chem. Eng. 2015, 23, 590–596. [Google Scholar] [CrossRef]
- Christov, C.; Dickson, A.G.; Moller, N. Thermodynamic modeling of aqueous aluminum chemistry and solid-liquid equilibria to high solution concentration and temperature. J. Solut. Chem. 2007, 36, 1495–1523. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Al2O3 | SiO2 | Fe2O3 | TiO2 | CaO | MgO | P2O5 | Na2O | Li | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| Content/% | 44.12 | 42.17 | 2.43 | 1.67 | 2.44 | 0.68 | 0.69 | 0.14 | 933 μg/g | 2.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Bo, P.; Kang, L.; Guo, H.; Gao, W.; Qin, S. Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum. Metals 2020, 10, 893. https://doi.org/10.3390/met10070893
Li S, Bo P, Kang L, Guo H, Gao W, Qin S. Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum. Metals. 2020; 10(7):893. https://doi.org/10.3390/met10070893
Chicago/Turabian StyleLi, Shenyong, Penghui Bo, Lianwei Kang, Haigang Guo, Wenyue Gao, and Shenjun Qin. 2020. "Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum" Metals 10, no. 7: 893. https://doi.org/10.3390/met10070893