Texture Evolution of a Rolled Aluminum Sheet in Multi-Pass Conventional Spinning


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Blank Disk
2.2. Spinning Process
2.3. Displacement Measurement
2.4. EBSD Analysis
3. Results
3.1. Thickness Directional and Equivalent Plastic Strains
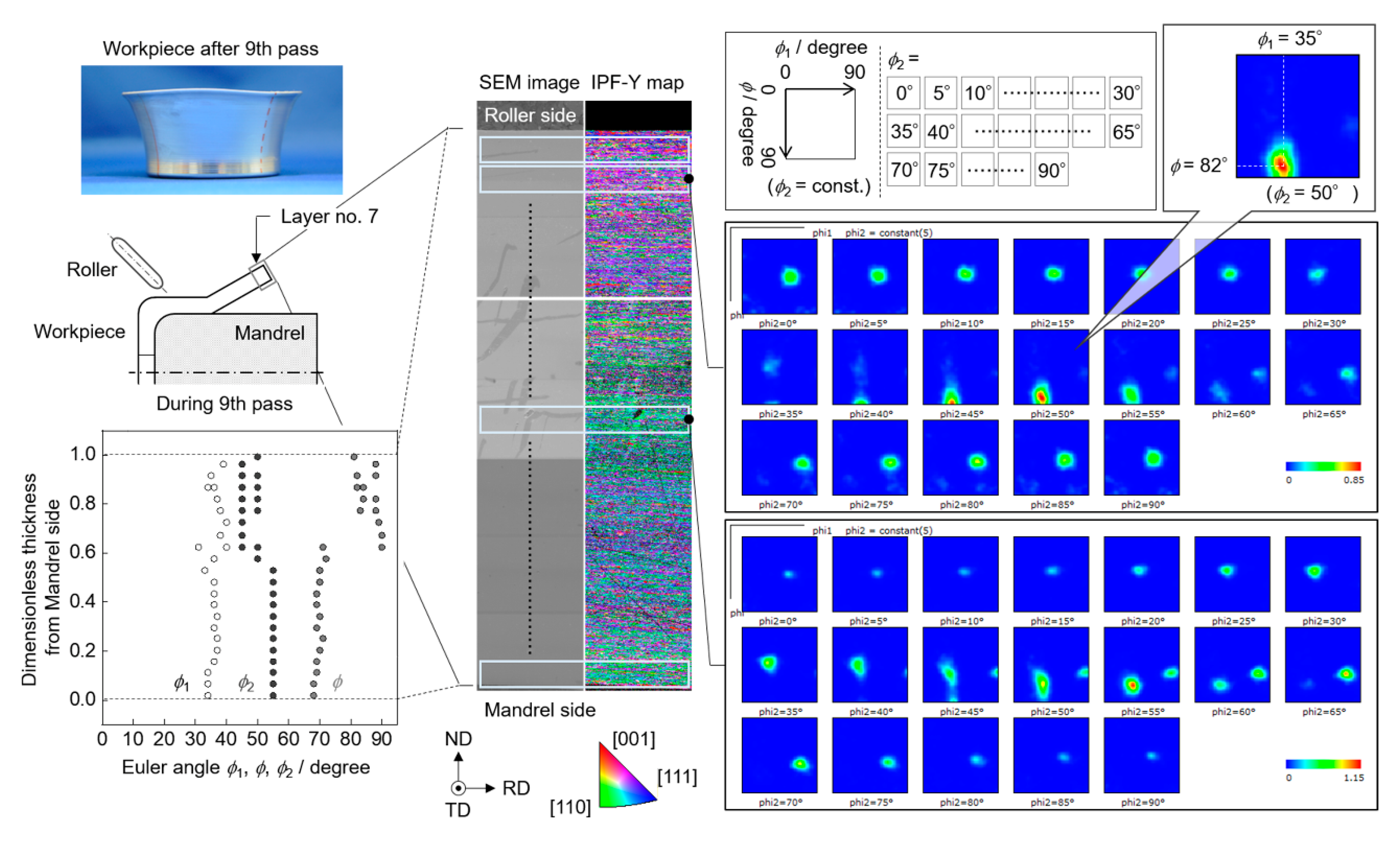
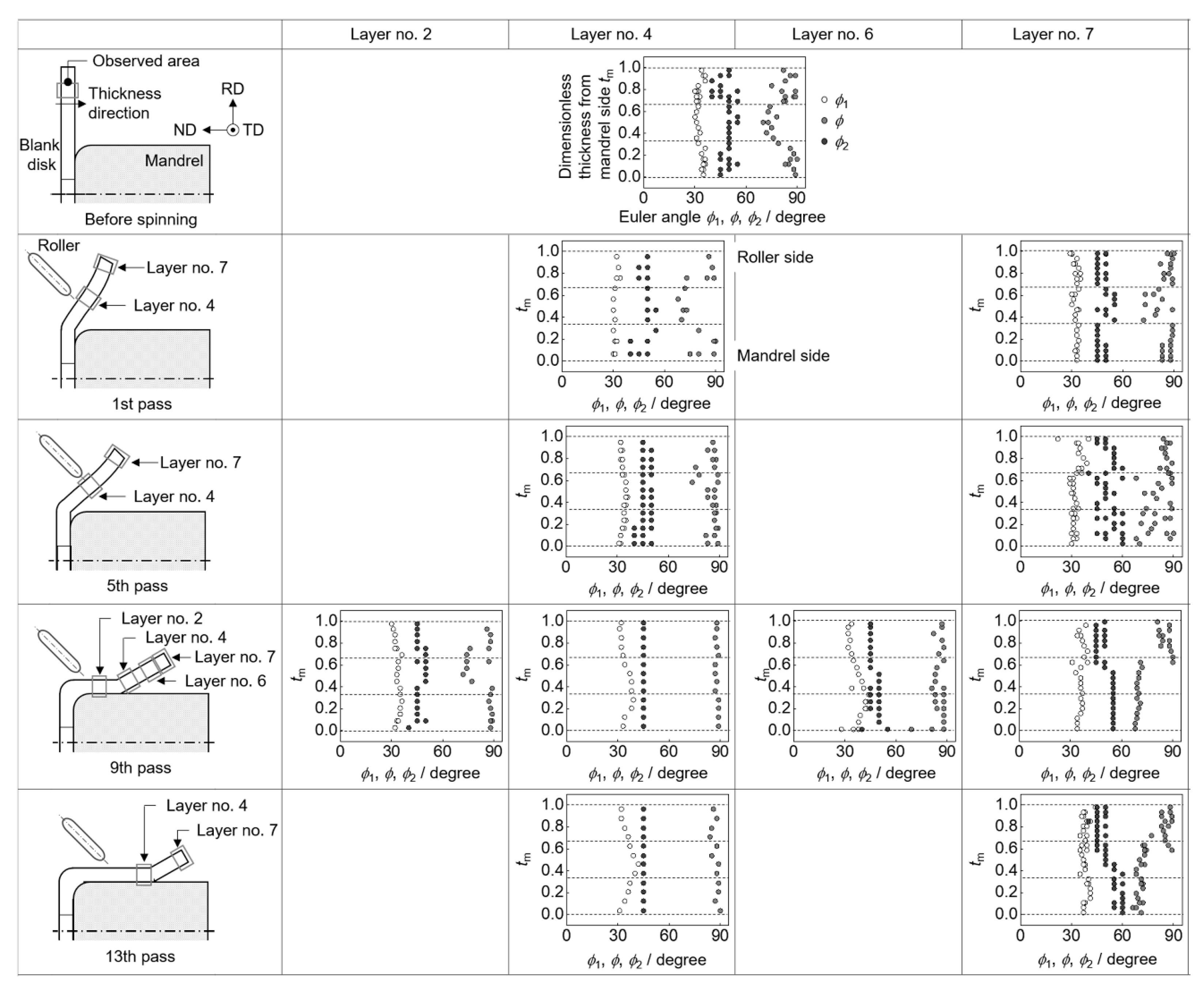
3.2. Crystal Orientation
4. Discussion
4.1. Crystal Orientaiton Distribution
4.2. Relationship between the Layer Structure and Strain
5. Conclusions
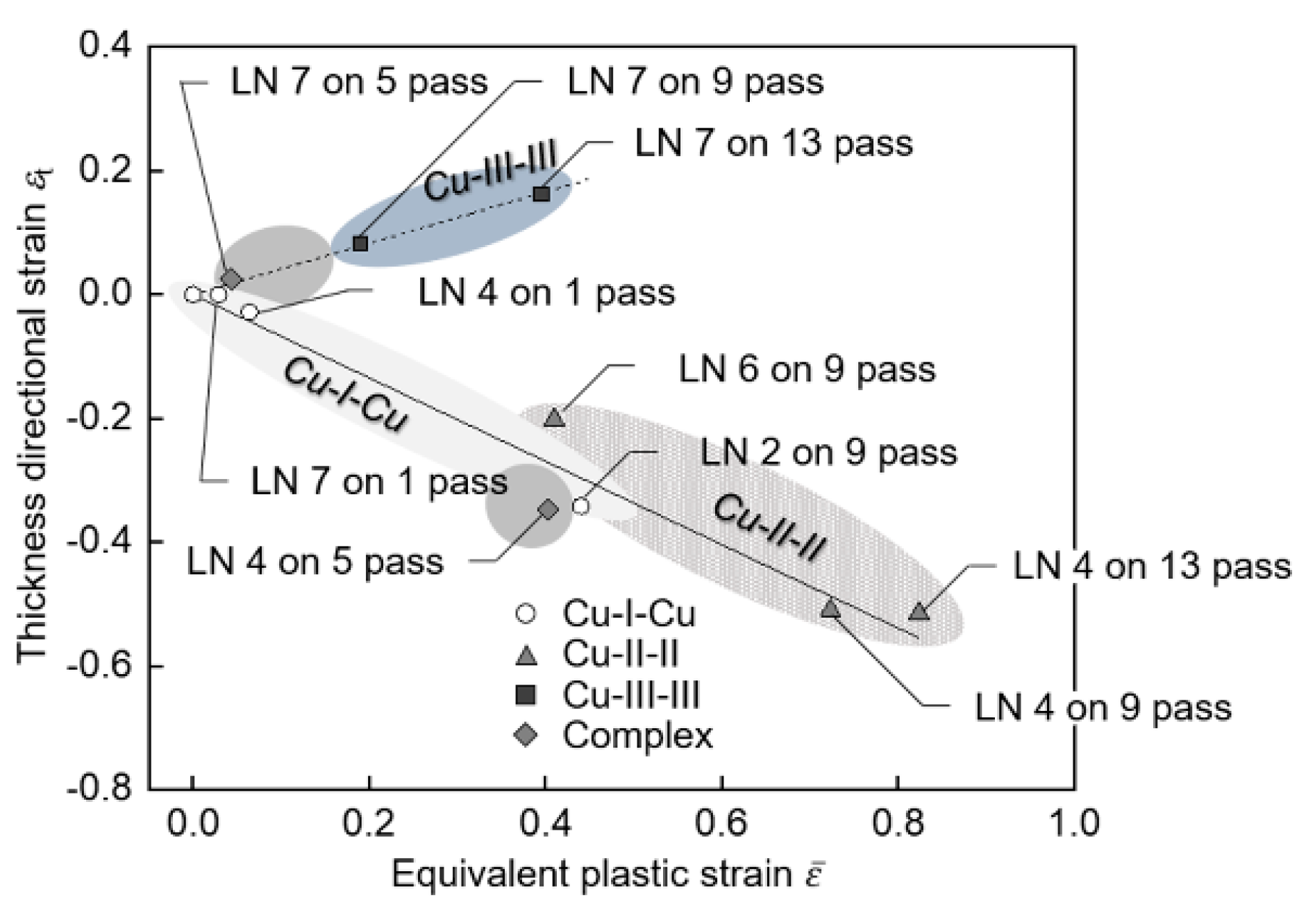
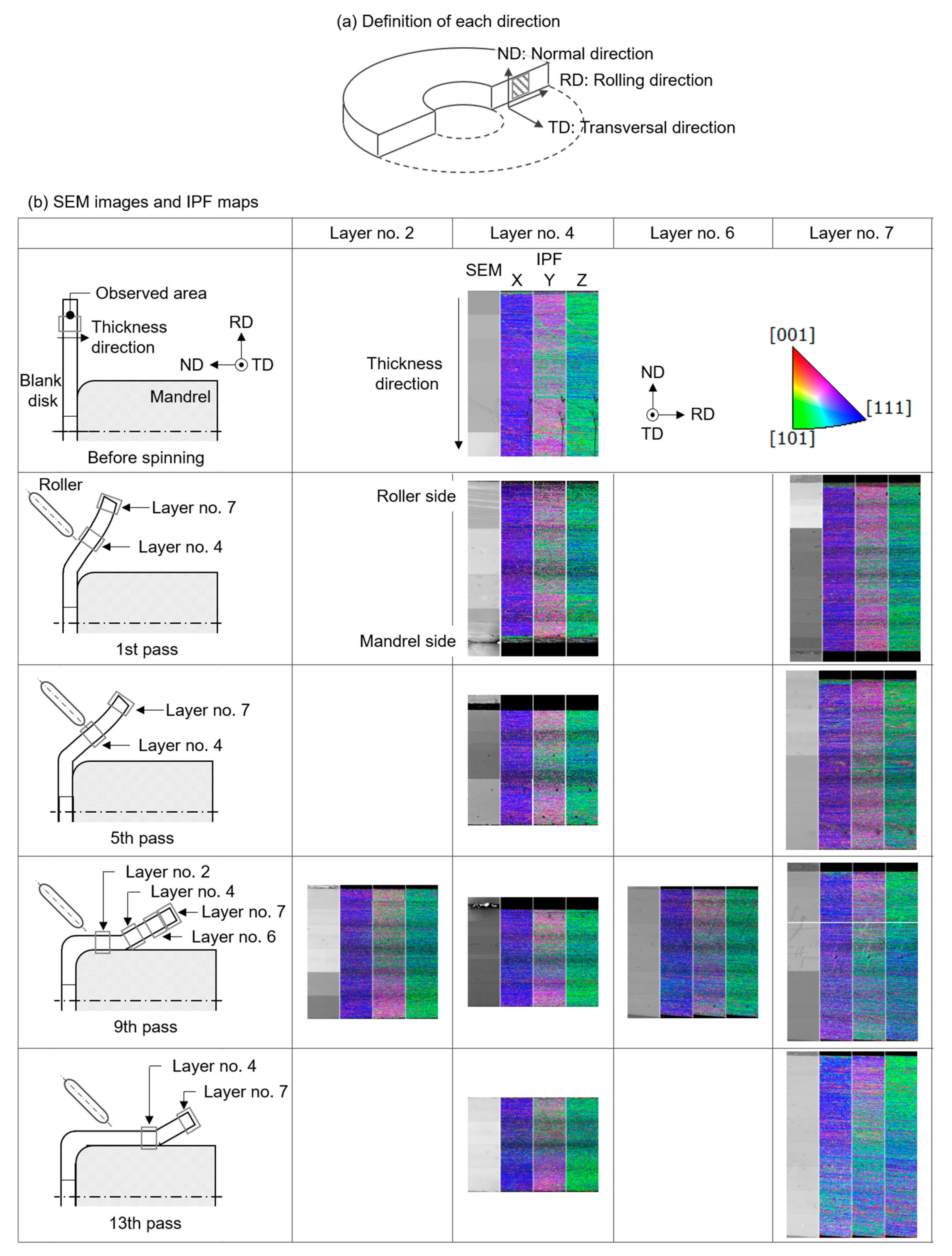
- The crystal orientation of the workpiece changed two thirds in thickness from the mandrel side by the spinning process.
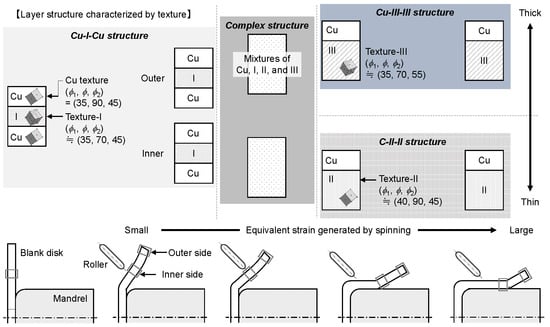
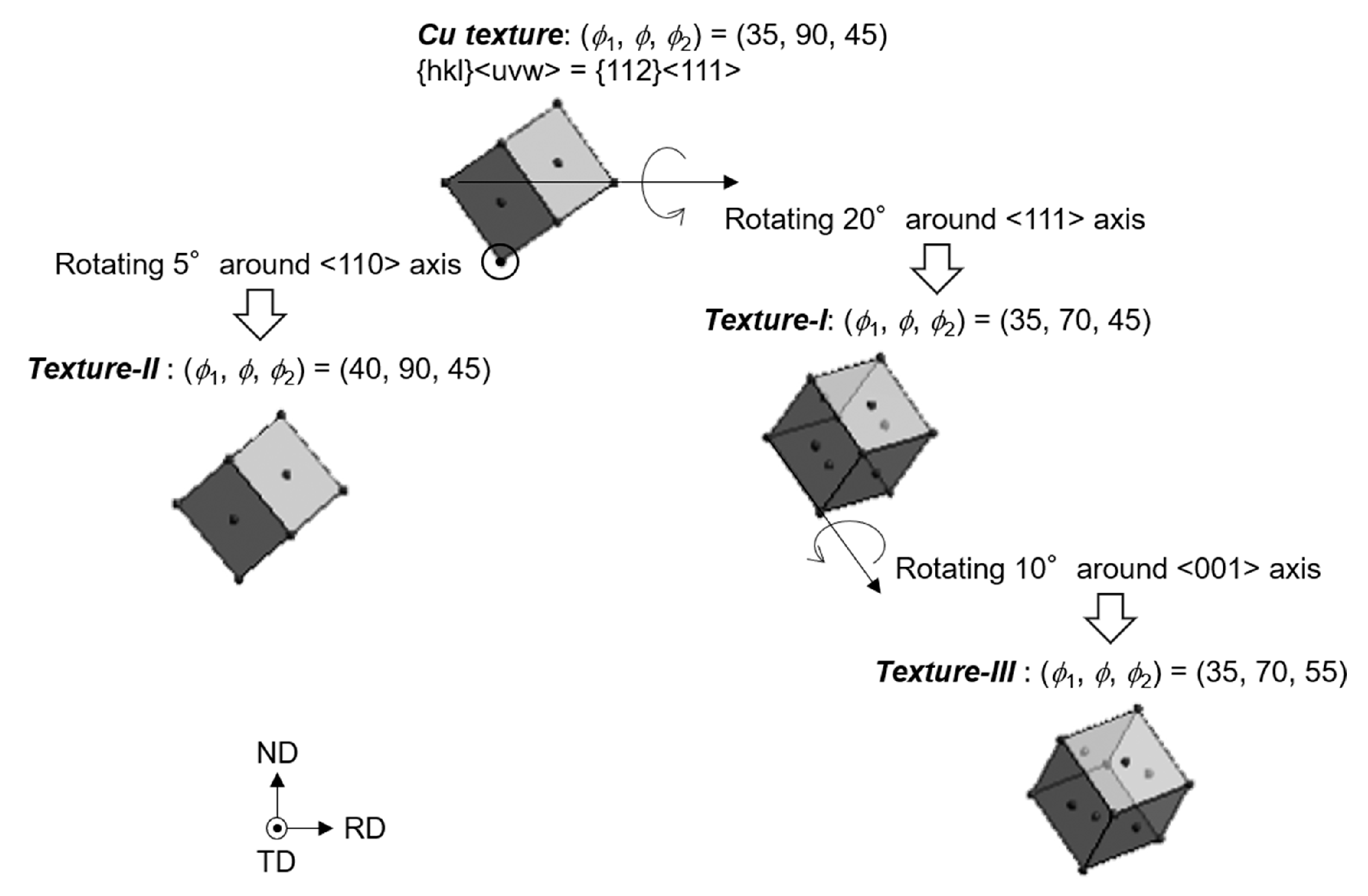
- For the rolled aluminum sheet, the workpiece had four types of texture: the Cu texture, “texture-I”, which rotated 20° around <111> from the Cu texture; “texture-II”, which rotated 5° around its <110> from the Cu texture; and “texture-III”, which rotated 10° around its <001> from the texture-I.
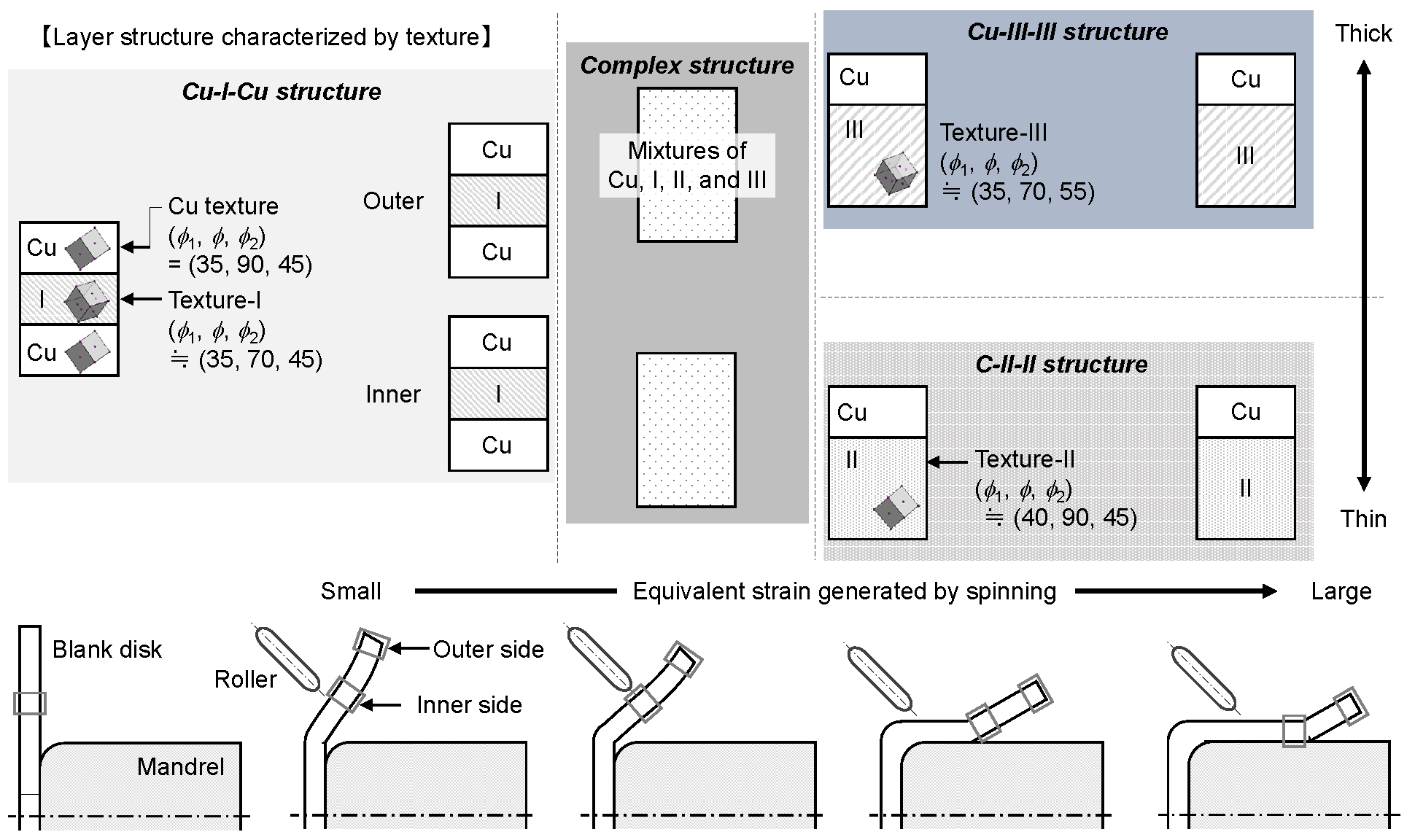
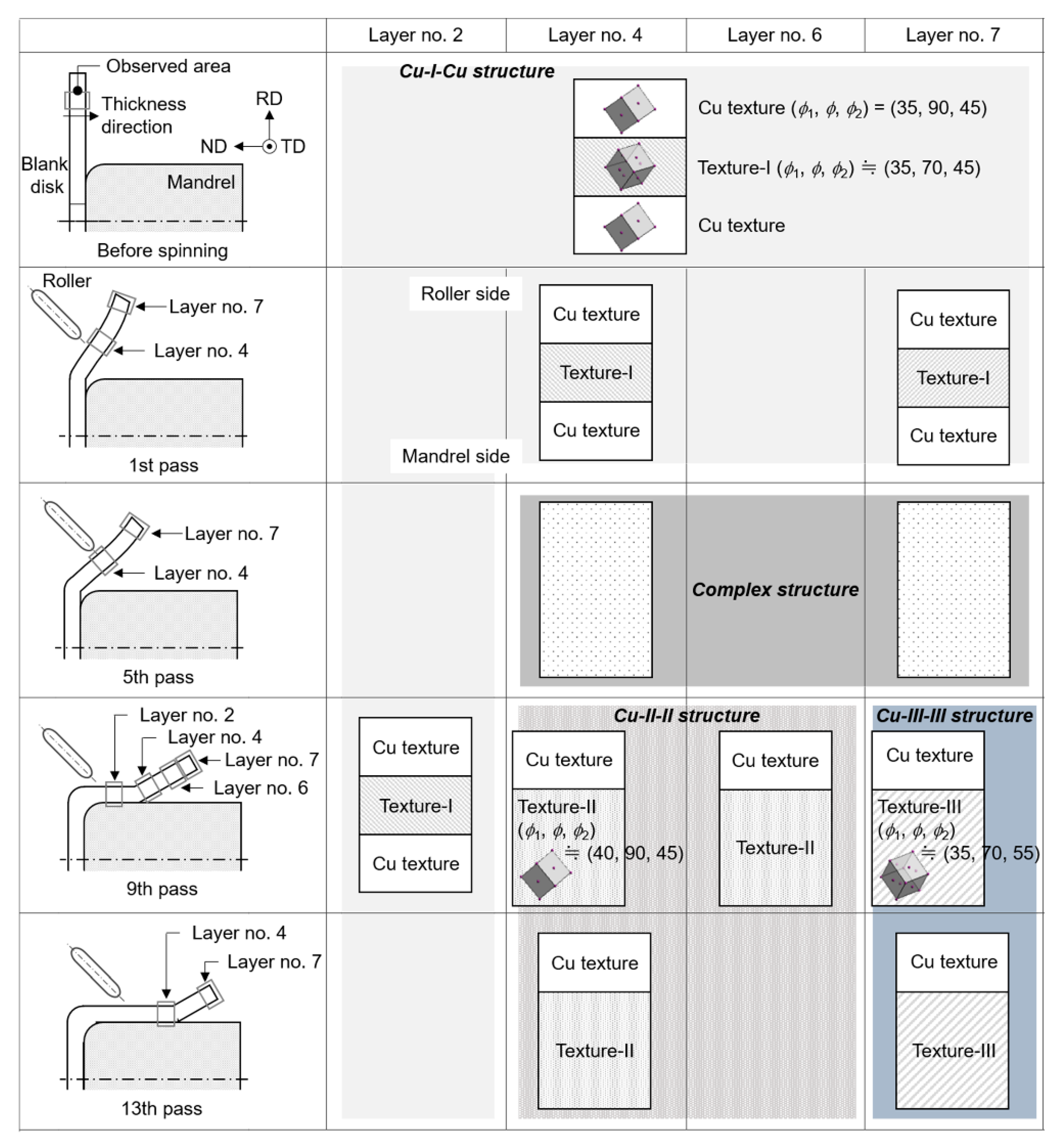
- When a blank disk had the sandwich-type layer structure Cu-I-Cu in the thickness direction, the structure changed to Cu-II-II and Cu-III-III layer structures for the negative thickness and positive thickness directional strains, respectively. The complex-type structure was found in the transition from Cu-I-Cu to Cu-II-II and Cu-III-III.
Author Contributions
Funding
Conflicts of Interest
References
- Hayama, M.; Kudo, H.; Murata, T. Development of roller pass programming for spinning shells of various shapes. J. Jpn. Soc. Technol. Plast. 1992, 33, 510–518. [Google Scholar]
- Takaishi, K.; Oosawa, K.; Yamada, T. Development of numerical control spinning technology for manufacture of axisymmetric cylindrical cup. J. Jpn. Soc. Technol. Plast. 2004, 45, 55–59. [Google Scholar]
- Quigley, E.; Monaghan, J. Enhanced finite element models of metal spinning. J. Mater. Process. Technol. 2002, 121, 43–49. [Google Scholar] [CrossRef]
- Quigley, E.; Monaghan, J. The finite element modelling of conventional spinning using multi domain models. J. Mater. Process. Technol. 2002, 124, 360–365. [Google Scholar] [CrossRef]
- Sebastiani, G.; Brosius, A.; Ewers, R.; Kleiner, M.; Klimmek, C. Numerical investigation on dynamic effects during sheet metal spinning by explicit finite-element-analysis. J. Mater. Process. Technol. 2006, 177, 401–403. [Google Scholar] [CrossRef]
- Wang, L.; Long, H. Investigation of material deformation in multi-pass conventional metal spinning. Mater. Des. 2011, 32, 2891–2899. [Google Scholar] [CrossRef]
- Quigley, E.; Monaghan, J. Metal forming: an analysis of spinning processes. J. Mater. Process. Technol. 2000, 103, 114–119. [Google Scholar] [CrossRef]
- Wang, L.; Long, H. A study of effects roller path profiles on tool forces and part wall thickness variation in conventional metal spinning. J. Mater. Process. Technol. 2011, 211, 2140–2151. [Google Scholar] [CrossRef]
- Wang, L.; Long, H. Roller path design by tool compensation in multi-pass conventional spinning. Mater. Des. 2013, 46, 645–653. [Google Scholar] [CrossRef]
- Gan, T.; Kong, Q.; Yu, Z.; Zhao, Y.; Lai, X. A numerical study of multi-pass design based on Bezier curve in conventional spinning of spherical components. In Proceedings of the 12th International Conference on Numerical Methods in Industrial Forming Processes, Troyes, France, 4–7 July 2016. [Google Scholar]
- Gan, T.; Yu, Z.; Zhao, Y.; Evsyukov, S.; Lai, X. Effects of backward path parameters on formability in conventional spinning of aluminum hemispherical parts. Trans. Nonferrous Met. Soc. China 2018, 8, 328–339. [Google Scholar] [CrossRef]
- Frnčík, M.; Šugárová, J.; Šugár, P.; Ludrovcová, B. The effect of conventional metal spinning parameters on the spun-part wall thickness variation. Mater. Sci. Eng. 2018, 448, 012017. [Google Scholar] [CrossRef]
- Radović, L.; Nikaević, M.; Jordović, B. Deformation behavior and microstructure evolution of AlMg6Mn alloy during shear spinning. Trans. Nonferrous Met. Soc. China 2012, 22, 991–1000. [Google Scholar] [CrossRef]
- Radović, L.; Nikaević, M.; Jordović, B. Some aspects of microstructure and properties of Al-Mg alloys after shear spinning and cold rolling. Hem. Ind. 2013, 67, 707–714. [Google Scholar] [CrossRef] [Green Version]
- Zhan, M.; Wang, Q.; Han, D.; Yang, H. Geometric precision and microstructure evolution of TA15 alloy by hot shear spinning. Trans. Nonferrous Met. Soc. China 2013, 23, 1617–1627. [Google Scholar] [CrossRef]
- Zhan, M.; Wang, X.; Long, H. Mechanism of grain refinement of aluminium alloy in shear spinning under different deviation ratios. Mater. Des. 2016, 108, 207–216. [Google Scholar] [CrossRef]
- Li, Z.; Shu, X. Numerical and experimental analysis on multi-pass conventional spinning of the cylindrical part with GH3030. Inter. J. Adv. Manu. Technol. 2019, 103, 2893–2901. [Google Scholar] [CrossRef]
- Gondo, S.; Tanemura, R.; Suzuki, S.; Kajino, S.; Asakawa, M.; Takemoto, K.; Tashima, K. Microstructures and mechanical properties of fiber textures forming mesoscale structure of drawn fine high carbon steel wire. Mater. Sci. Eng. A 2019, 747, 255–264. [Google Scholar] [CrossRef]
- Arai, H. Force-controlled Metal Spinning Machine Using Linear Motors. In Proceedings of the 2006 IEEE International Conference on Robotics and Automation, Orlando, FL, USA, 15–19 May 2006. [Google Scholar]
- Sugita, Y.; Arai, H. Formability in synchronous multipass spinning using simple pass set. J. Mater. Process. Technol. 2015, 217, 336–344. [Google Scholar] [CrossRef]
- Ito, K. Textures of aluminum alloy sheet. J. Mater. Sci. Soc. Jpn. 1993, 43, 285–293. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Ti | V | Al |
|---|---|---|---|---|---|
| 0.05 | 0.28 | 0.02 | 0.01 | 0.01 | Bal. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gondo, S.; Arai, H.; Kajino, S.; Nakano, S. Texture Evolution of a Rolled Aluminum Sheet in Multi-Pass Conventional Spinning. Metals 2020, 10, 793. https://doi.org/10.3390/met10060793
Gondo S, Arai H, Kajino S, Nakano S. Texture Evolution of a Rolled Aluminum Sheet in Multi-Pass Conventional Spinning. Metals. 2020; 10(6):793. https://doi.org/10.3390/met10060793
Chicago/Turabian StyleGondo, Shiori, Hirohiko Arai, Satoshi Kajino, and Shizuka Nakano. 2020. "Texture Evolution of a Rolled Aluminum Sheet in Multi-Pass Conventional Spinning" Metals 10, no. 6: 793. https://doi.org/10.3390/met10060793