Ultrasonic-Assisted Semi-Solid Forming Method and Microstructure Evolution of Aluminum/Copper Brazed Joints

 ,
,
Abstract
:1. Introduction
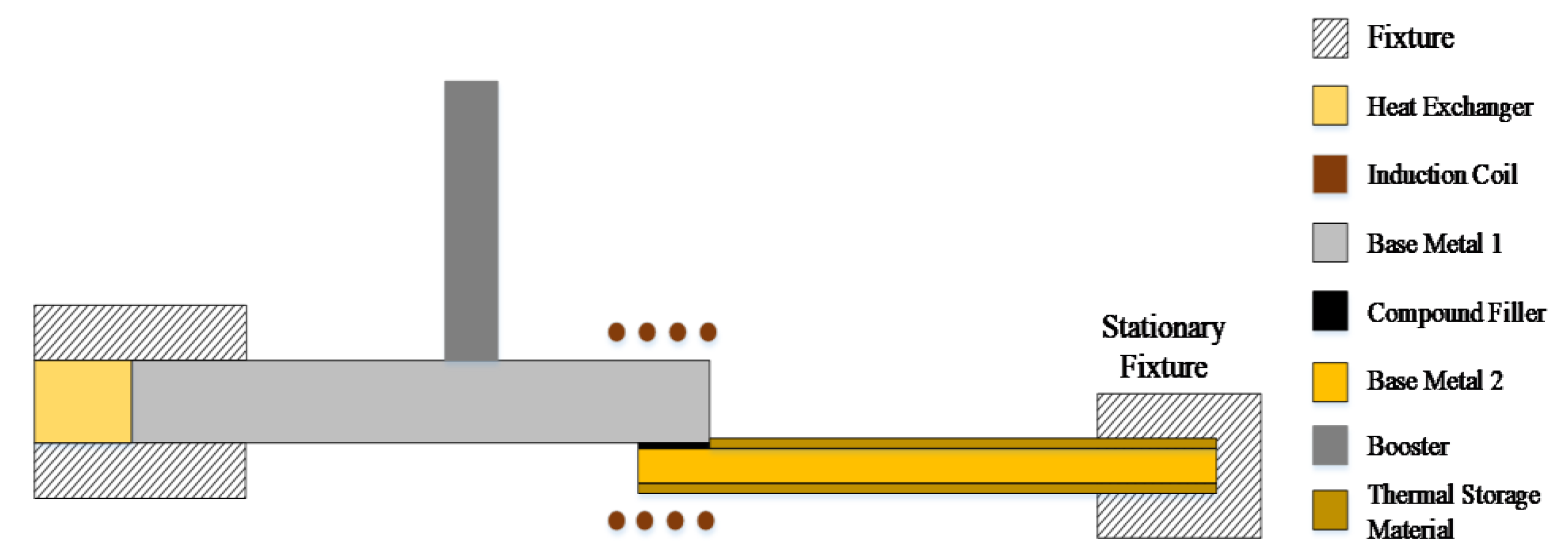
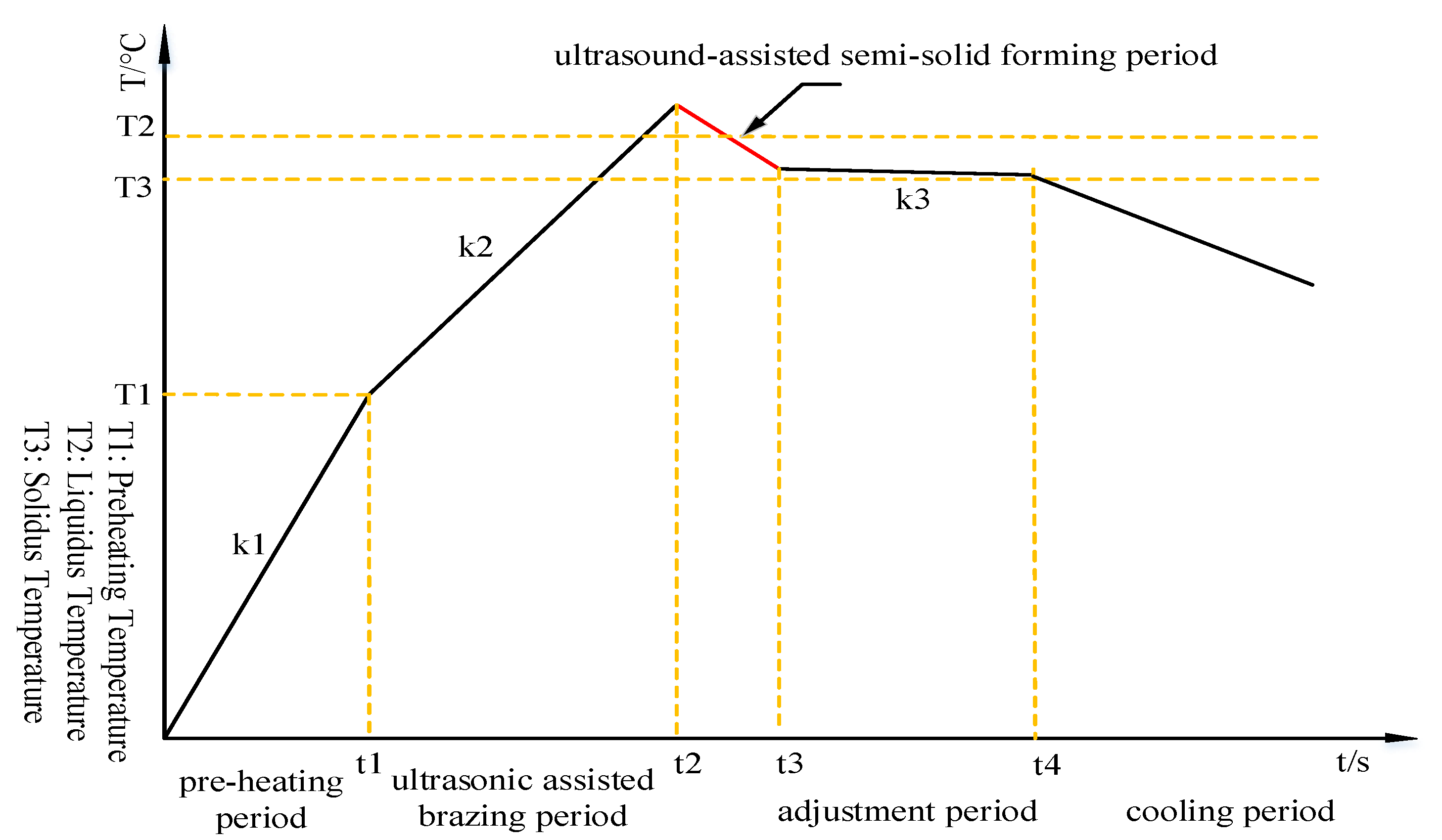
2. Experimental Materials and Methods
3. Results and Discussion
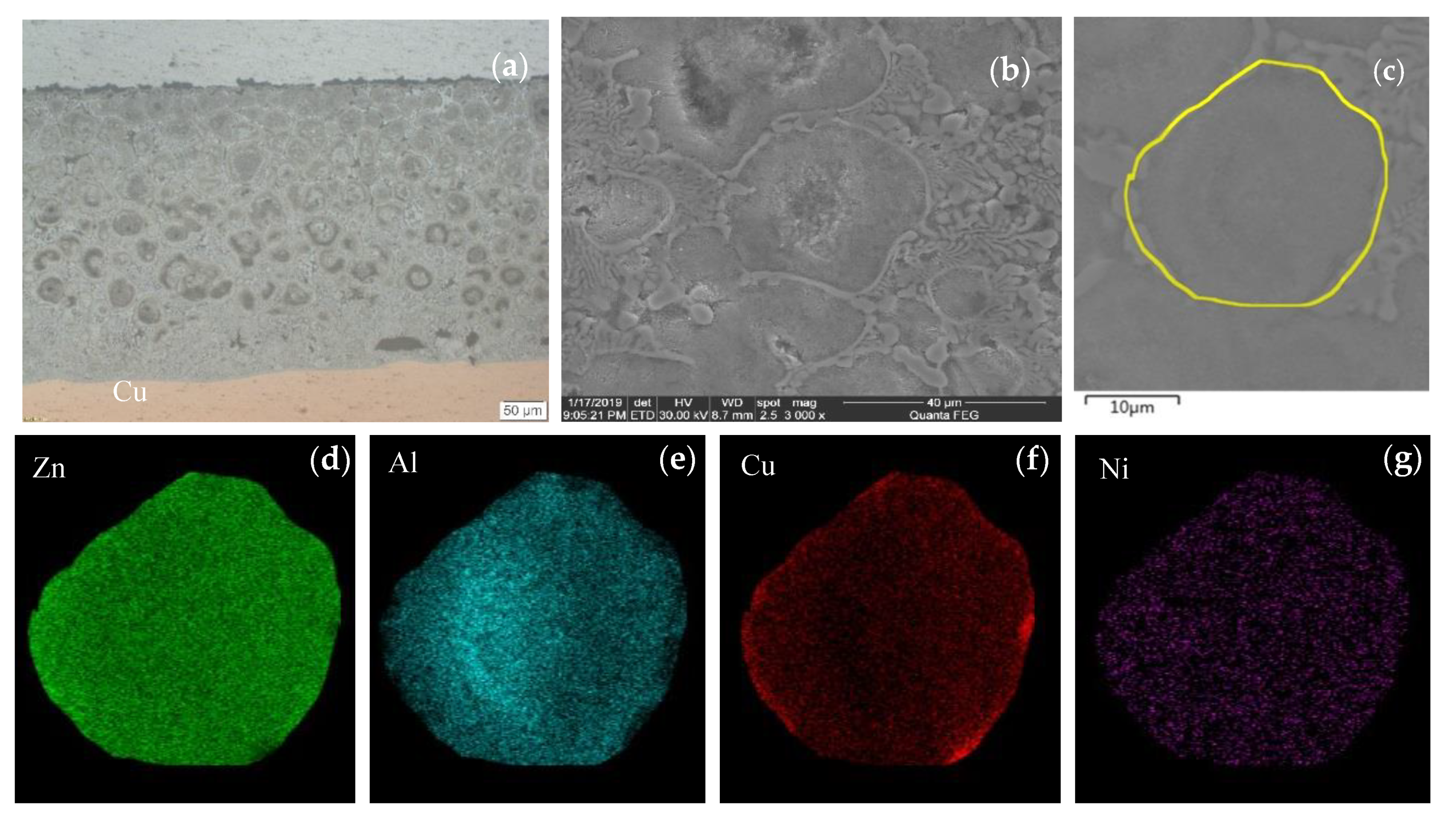
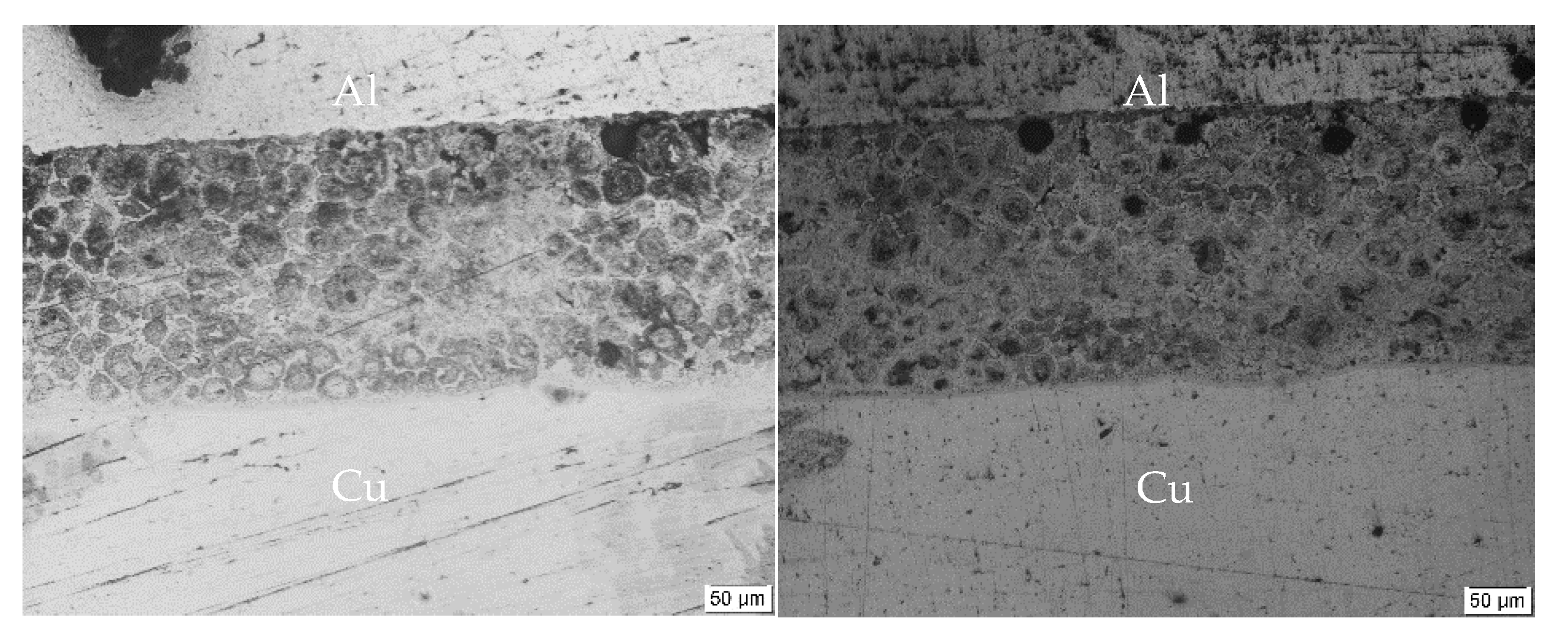
3.1. Typical Interfacial Microstructure of the Al/Zn-22Al/Cu Brazed Joint
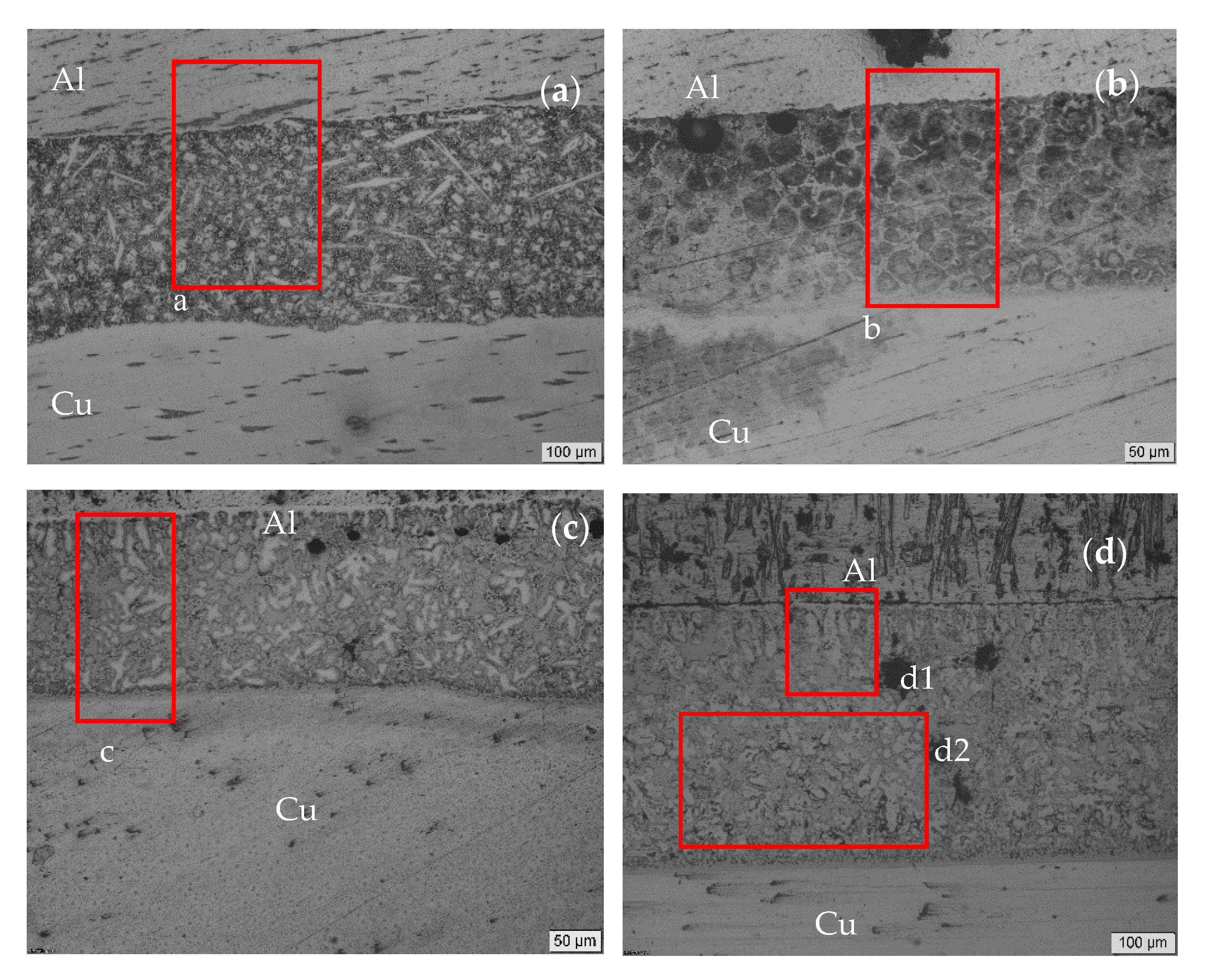
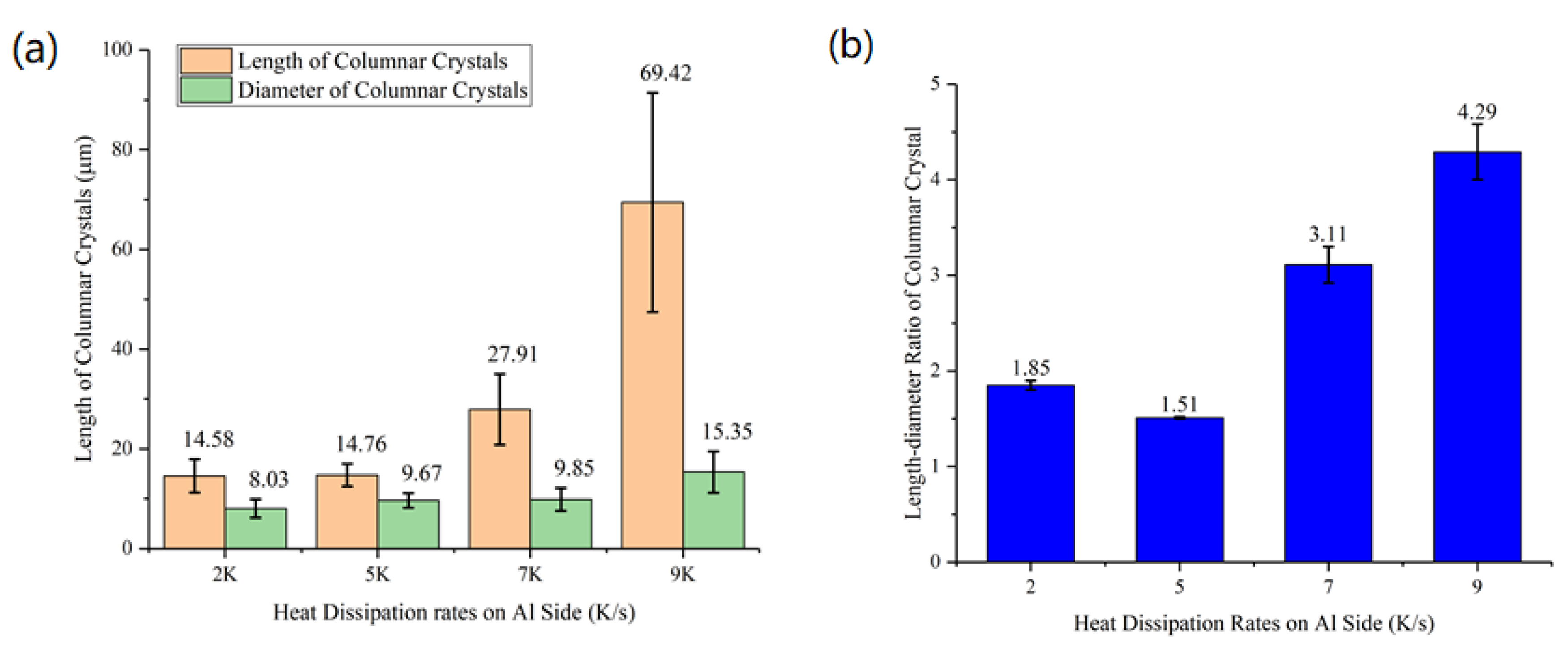
3.2. Influence of Aluminum Side Heat Dissipation Rate on Semi-Solid Forming and Microstructure Evolution of Brazed Joints
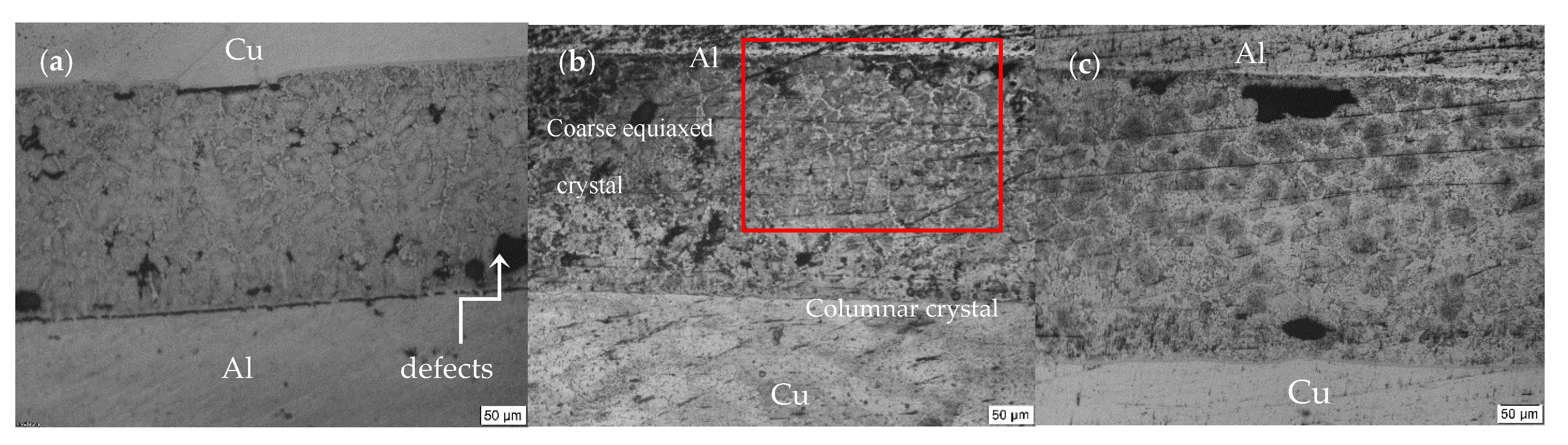
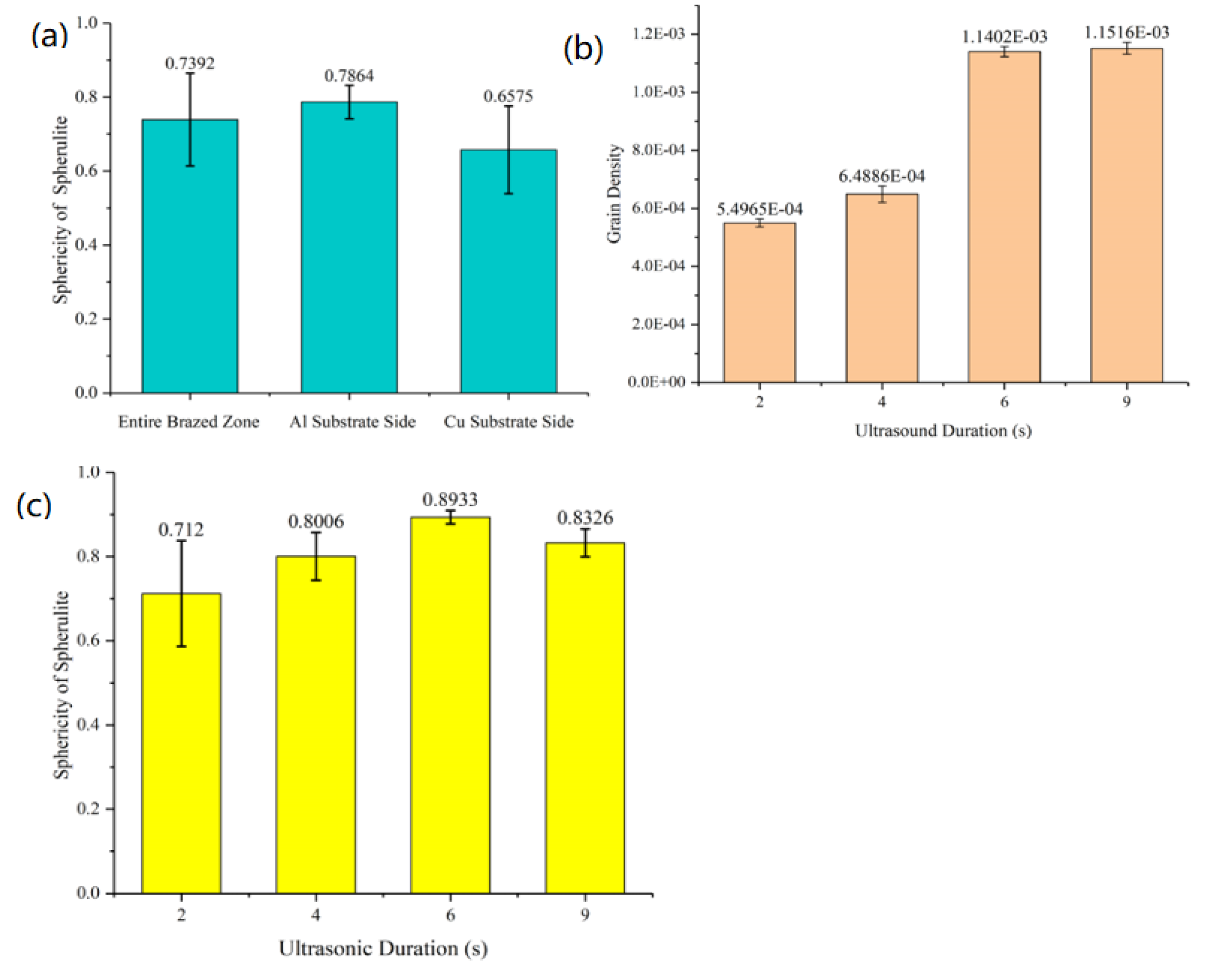
3.3. Effect of Ultrasonic Duration on Semi-Solid Forming and Microstructure Evolution of Corresponding Weld Seams
4. Conclusions
- Through a large number of cross tests, it was observed that when the ultrasonic time lasted 6 s and the heat dissipation degree on the aluminum side was 5 k/s, a better semi-solid forming effect was achieved, the spherulite density was large, and the weld structure was uniform.
- When the ultrasonic duration is 6 s, the effect of different heat dissipation rate on the microstructure of welding seam varies greatly. With the increase of heat dissipation rate on the Al side, the size of columnar crystal on the Al side keeps increasing. When the heat dissipation rate on the Al side reaches 9 K/s, some columnar crystals on the Al side have already grown secondary crystal axes. We gradually began to reduce the heat dissipation rate on the Al side from 9 K/s. When the supercooling rate drops to 7 K/s, the size of primary columnar crystals on Al side decreases and there is no obvious dendrite tendency. Further, 7 K/s Al side heat dissipation rate is still not conducive to semi-solid forming. Thus, we continue to reduce the Al side heat dissipation rate to 5 K/s. The joint action of ultrasonic vibration and Al side heat dissipation rate of 5 K/s achieves the perfect semi-solid weld structure. Further reduce the heat dissipation rate of Al side cooling equipment. There were no thick columnar crystals or spherulites in the Al side, but a large number of rose crystals were formed. So far, under a certain ultrasonic duration, the semi-solid forming effect is good when the heat dissipation rate of Al side is 5 K/s. The weld organization is uniform, and the shear strength of the weld point reaches a maximum of 65.3 Mpa.
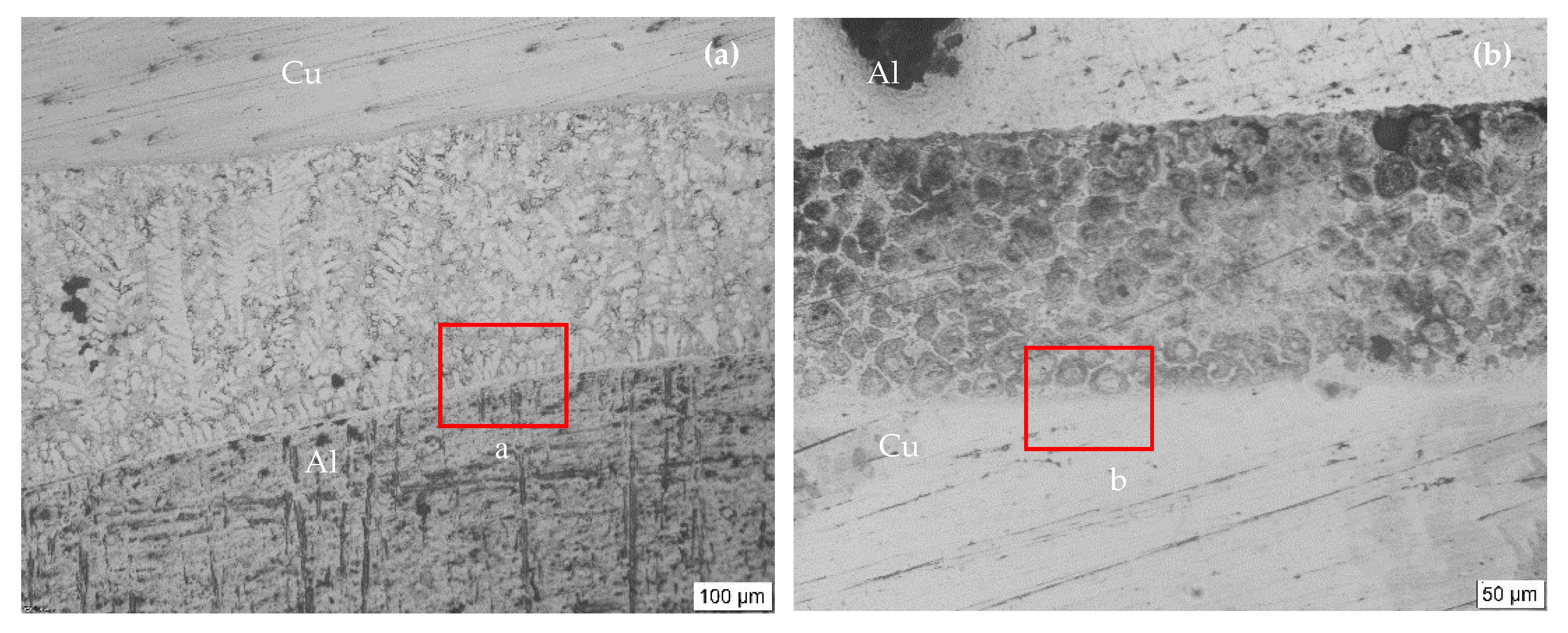
- Under 5 K/s of the heat dissipation rate, the brazing process does not add in brazed joint ultrasonic vibration with Al parent metal as the basal bulky dendrite, add 2 s in ultrasonic sample brazing microstructure is no longer has a huge dendritic structure, and obtain the good effect of semi-solid forming can’t even call the weld microstructure of semi-solid. With the increase of ultrasonic vibration time to 4 s, the weld structure of the sample has basically achieved semi-solid state, and the process of primary isometric crystal nucleation and shearing can even be observed in the box selection area. With the increase of ultrasonic vibration time to 6 s, the density of spherulite in the weld was greatly improved. The semi-solid forming effect is relatively ideal. However, the increase of ultrasonic vibration time will not always provide a positive effect for semi-solid forming, and the ultrasonic vibration time continues to increase. This means that the ultrasonic vibration time is too long to have a negative impact on the semi-solid forming effect.
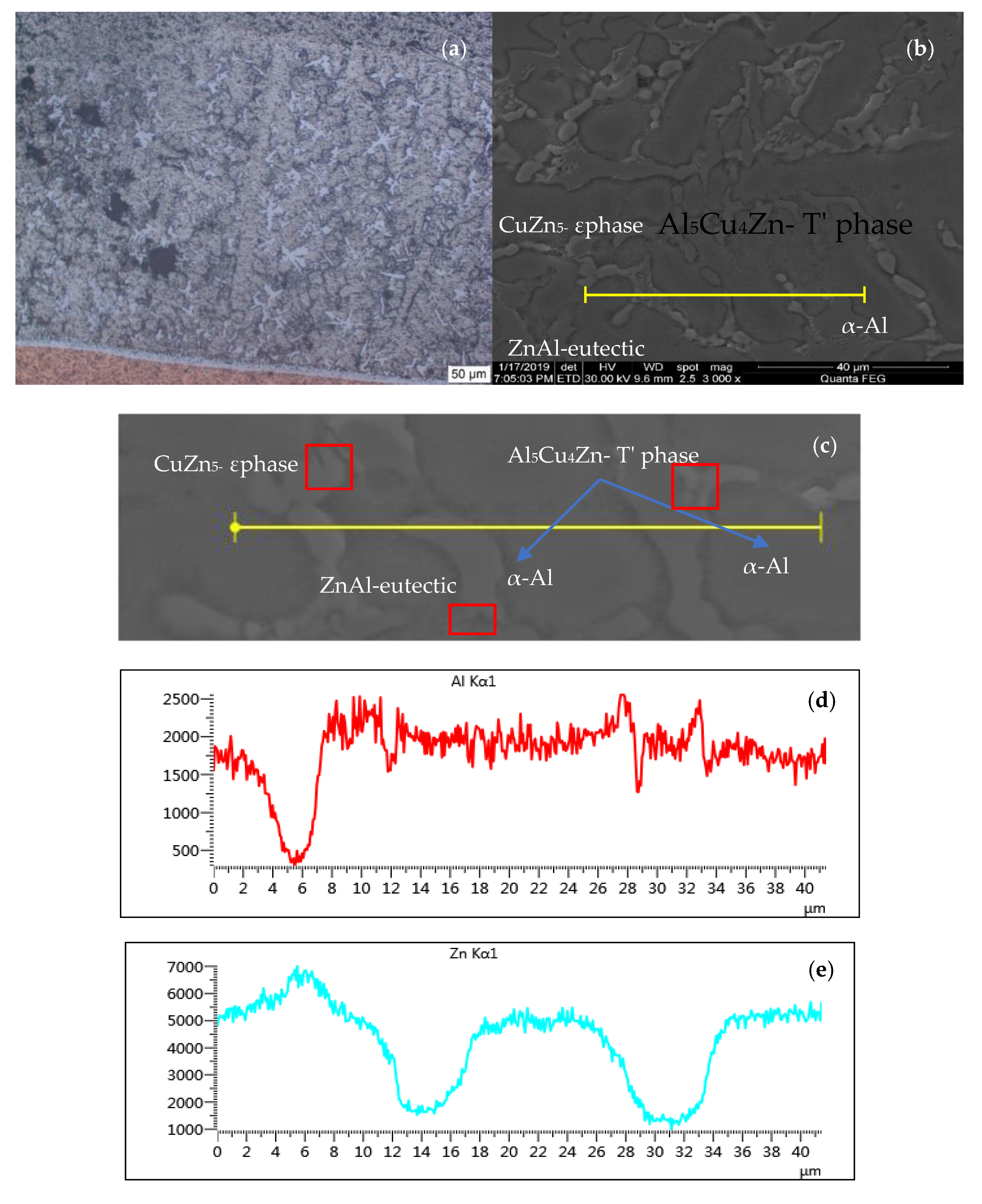
- Compared with common brazing, the TSBUAUN brazing method changes the distribution and morphology of brazing intermetallic compounds, and the number of rose-like crystals is significantly reduced with fragmentation (thickness: 0.5–0.8 m). After fragmentation, rose-like intermetallic compounds become monolayer phase wrapped in the outer layer of α-Al phase. It is proven that the microstructure and intermetallic compound are changed by ultrasonic and the heat dissipation in the TSBUAUN process.
Author Contributions
Funding
Conflicts of Interest
References
- Niu, Z.; Ye, J.; Huang, J.; Yang, H.; Yang, J.; Chen, S. Interfacial structure and properties of Cu/Al joints brazed with Zn-Al filler metals. Mater. Charact. 2018, 138, 78–88. [Google Scholar] [CrossRef]
- Wang, X.-G.; Yan, F.J.; Li, X.-G.; Wang, C.-G. Induction diffusion brazing of copper to aluminum. Sci. Technol. Weld. Join. 2017, 19, 1–6. [Google Scholar]
- Sahin, M. Effect of surface roughness on weldability in aluminum sheets joined by cold pressure welding. Ind. Lubr. Tribol. 2008, 5, 249–254. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-Zadeh, A.; Sazgari, B. Weldability and mechanical properties of dissimilar aluminum-copper lap joints made by friction stir welding. J. Alloy. Compd. 2010, 2, 652–655. [Google Scholar] [CrossRef]
- Gulenc, B. Investigation of interface properties and weldability of aluminum and copper plates by explosive welding method. Mater. Des. 2008, 1, 275–278. [Google Scholar] [CrossRef]
- Naka, M.; Hafez, K.M. Applying of ultrasonic waves on brazing of alumina to copper using Zn-Al filler alloy. J. Mater. Sci. 2003, 16, 3491–3494. [Google Scholar] [CrossRef]
- Zhang, M.; Lin, Y.-B.; Jiang, H.-L. Effect of Al on Zn-Al Filler Metal Wettability on Pure Copper Surface. Adv. Mater. Res. 2012, 538, 196–199. [Google Scholar] [CrossRef]
- Ji, H.; Chen, H.; Li, M. Effect of ultrasonic transmission rate on microstructure and properties of the ultrasonic-assisted brazing of Cu to alumina. Ultrason. Sonochem. 2017, 3, 491–495. [Google Scholar] [CrossRef]
- Xu, H.; Xing, Q.; Zeng, Y. Semisolid stirring brazing of SiCp/A356 composites with Zn27Al filler metal in air. Sci. Technol. Weld. Join. 2011, 6, 483–487. [Google Scholar] [CrossRef]
- Urena, A.; Gil, L.; Escriche, E.; Gómez de Salazar, J.M.; Escalera, M.D. High Temperature Soldering of Si C Particulate Aluminum Matrix Composites (series 2000) Using Zn-Al Filler Alloys. Sci. Technol. Weld. Join. 2001, 6, 1–11. [Google Scholar] [CrossRef]
- Uremia, A.; de Salazar, J.G.; Escalera, M.D.; Fernandez, M.I. Study of the Braze-ability of Aluminum Matrix Composites. Weld. J. 1997, 6, 92–102. [Google Scholar]
- Shi, L.; Yan, J.; Peng, B.; Han, Y. Deformation behavior of semi-solid Zn-Al alloy filler metal during compression. Mater. Sci. Eng. A 2011, 22, 7084–7092. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and properties of semi-solid aluminum alloys: A literature review. Metals 2018, 3, 181. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.; Li, Z.; Lei, X. Reduction of intermetallic compounds in ultrasonic-assisted semi-solid brazing of Al/Mg alloys. Sci. Technol. Weld. Join. 2018, 24, 1–8. [Google Scholar] [CrossRef]
- Xu, Z.; Li, Z.; Peng, B.; Ma, Z.; Yan, J. Application of a new ultrasonic-assisted semi-solid brazing on dissimilar Al/Mg alloys. Mater. Lett. 2018, 228, 72–76. [Google Scholar] [CrossRef]
- Xu, H.; Zhou, B.; Du, C.; Luo, Q.; Chen, H. Microstructure and properties of joint interface of semisolid stirring brazing of composites. J. Mater. Sci. Technol. 2012, 12, 1163–1168. [Google Scholar] [CrossRef]
- Yu, X.; Xing, W.-Q.; Ding, M. Ultrasonic semi-solid coating soldering 6061 aluminum alloys with Sn-Pb-Zn alloys. Ultrason. Sonochem. 2016, 31, 216–221. [Google Scholar] [CrossRef]
- Flemings, M.C. Behavior of metal alloys in the semi-solid state. Metall. Mater. Trans. A 1991, 5, 270–292. [Google Scholar]
- Thadela, S.; Mandal, B.; Das, P.; Roy, H.; Lohar, A.K.; Samanta, S.K. Rheological behavior of semi-solid TiB2 reinforced Al composite. Trans. Nonferrous Met. Soc. China 2015, 25, 2827–2832. [Google Scholar] [CrossRef]
- Wang, S.-C.; Qi, W.-J.; Zheng, K.-H.; Zhou, N.; Li, L. Microstructure and mechanical property of rheoforged A356 aluminum alloy in semisolid state. Forg. Stamp. Technol. 2011, 36, 127. [Google Scholar]
- Gondrexon, N.; Cheze, L.; Jin, Y.; Legay, M.; Tissot, Q.; Tissot, Q.; Hengl, N.; Talansier, E. Intensification of heat and mass transfer by ultrasound: Application to heat exchangers and membrane separation processes. Ultrason. Sonochem. 2015, 25, 40–50. [Google Scholar] [CrossRef] [PubMed]
- Krajewski, A.; Włosiński, W.; Chmielewski, T.; Kołodziejczak, P. Ultrasonic-vibration assisted arc-welding of aluminum alloys. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 60, 841–852. [Google Scholar] [CrossRef]
- Xia, C.-Z.; LI, Y.-J.; Wang, J.; Ma, H.-J. Microstructure and phase constitution near interface of Cu/ Al vacuum brazing. Mater. Sci. Technol. 2007, 23, 815–818. [Google Scholar] [CrossRef]
- Yong, X.; Ji, H.; Li, M.; Kim, J. Ultrasound-induced equiaxial flower-like CuZn5/Al composite microstructure formation in Al/Zn-Al/Cu joint. Mater. Sci. Eng. A 2014, 594, 135–139. [Google Scholar]
- Swallowe, G.M.; Field, J.E.; Rees, C.S.; Duckworth, A. A photographic study of the effect of ultrasound on solidification. Acta Metall. 1989, 37, 961–967. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, K.; Liu, G.; Xu, J.; Shi, L.; Cui, D.; Cui, B. The formation of rosette phase structural evolution during the reheating and semisolid casting of AlSi7Mg Alloy. J. Mater. Process. Technol. 2003, 137, 195–200. [Google Scholar] [CrossRef]
- Sumitomo, T.; Stjohn, D.; Steiberg, T. The shear behavior of partially solidified Al-Si-Cu alloys. Mater. Sci. Eng. A 2000, 286, 18–29. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Fe | Cu | Si | Mn | Mg | Zn | Ti | P |
|---|---|---|---|---|---|---|---|---|---|
| 6061 Al | Bal. | 0.7 | 0.15–0.4 | 0.4–0.8 | 0.15 | 0.8–1.2 | 0.25 | 0.15 | |
| T1 Cu | ≤0.005 | CuAg ≥ 99.95 | ≤0.005 | p < 0.001 | |||||
| Zn-22Al | 22 | 1.5 | 76.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Y.; Pan, J.; Zhang, H.; Huang, P.; Wang, J.; Shi, Y.; Chen, L. Ultrasonic-Assisted Semi-Solid Forming Method and Microstructure Evolution of Aluminum/Copper Brazed Joints. Metals 2020, 10, 223. https://doi.org/10.3390/met10020223
Liang Y, Pan J, Zhang H, Huang P, Wang J, Shi Y, Chen L. Ultrasonic-Assisted Semi-Solid Forming Method and Microstructure Evolution of Aluminum/Copper Brazed Joints. Metals. 2020; 10(2):223. https://doi.org/10.3390/met10020223
Chicago/Turabian StyleLiang, Yin, Jiruan Pan, Hua Zhang, Peng Huang, Jun Wang, Yuxin Shi, and Limin Chen. 2020. "Ultrasonic-Assisted Semi-Solid Forming Method and Microstructure Evolution of Aluminum/Copper Brazed Joints" Metals 10, no. 2: 223. https://doi.org/10.3390/met10020223