New Developments and Future Trends in Low-Temperature Hot Stamping Technologies: A Review


Abstract
:1. Introduction
2. Recent Developments in Hot Stamping
2.1. Advanced Approaches to Heating
2.2. Advanced Stamping and Die Quenching Technologies
2.3. Tailored Microstructures and the Quenching and Partitioning Process
2.4. Post-Form Treatments
3. Progress in Development of Stamping Processes at Lower Temperatures
3.1. Warm Stamping
3.2. Low-Temperature Hot Stamping
4. New Advanced Materials
4.1. Advanced High-Strength Steels for Automotive Applications
4.2. Medium-Mn Steel
4.2.1. Chemical Composition
- Carbon is present in all steels. It has a very low solid solubility in ferrite, but a much higher solubility in austenite. In hypoeutectoid steels (<0.77 wt. % C) on sufficiently slow cooling, it is mostly present in the form of lamellae of cementite (Fe3C) in pearlite. On more rapid cooling, carbon is trapped in solid solution in martensite; subsequent tempering causes the carbon to be precipitated out in the form of cementite which, if carbide-forming elements are present, subsequently dissolves in favour of more stable alloy carbides [94]. In MMn steels, carbon is one of the most effective alloying elements for decreasing the martensitic transformation temperatures (Ms and Mf) and thereby promoting the formation of retained austenite [95]. The Ms temperature can be calculated using the following newly developed empirical formula for MMn steels [96]:where the Ms temperature is in degree Celsius and the element contents are in wt. %. Equation (1), unlike some earlier empirical formulae, does not consider the effect of grain size on Ms; however, this may play an important role in MMn steels, which have ultra-fine austenite grains (UFG). Garcia-Juceda et al. [97] and Yang et al. [98] found that Ms decreased as the austenite grain size was reduced and that this tendency became stronger when the value was below 5 µm. Lee et al. [99,100] modified the empirical formula of Andrews et al. [101] with grain size to predict Ms of UFG MMn steels, but this still requires further validation. An excessive carbon content will bring with it a series of problems, such as poor plasticity and welding performance.
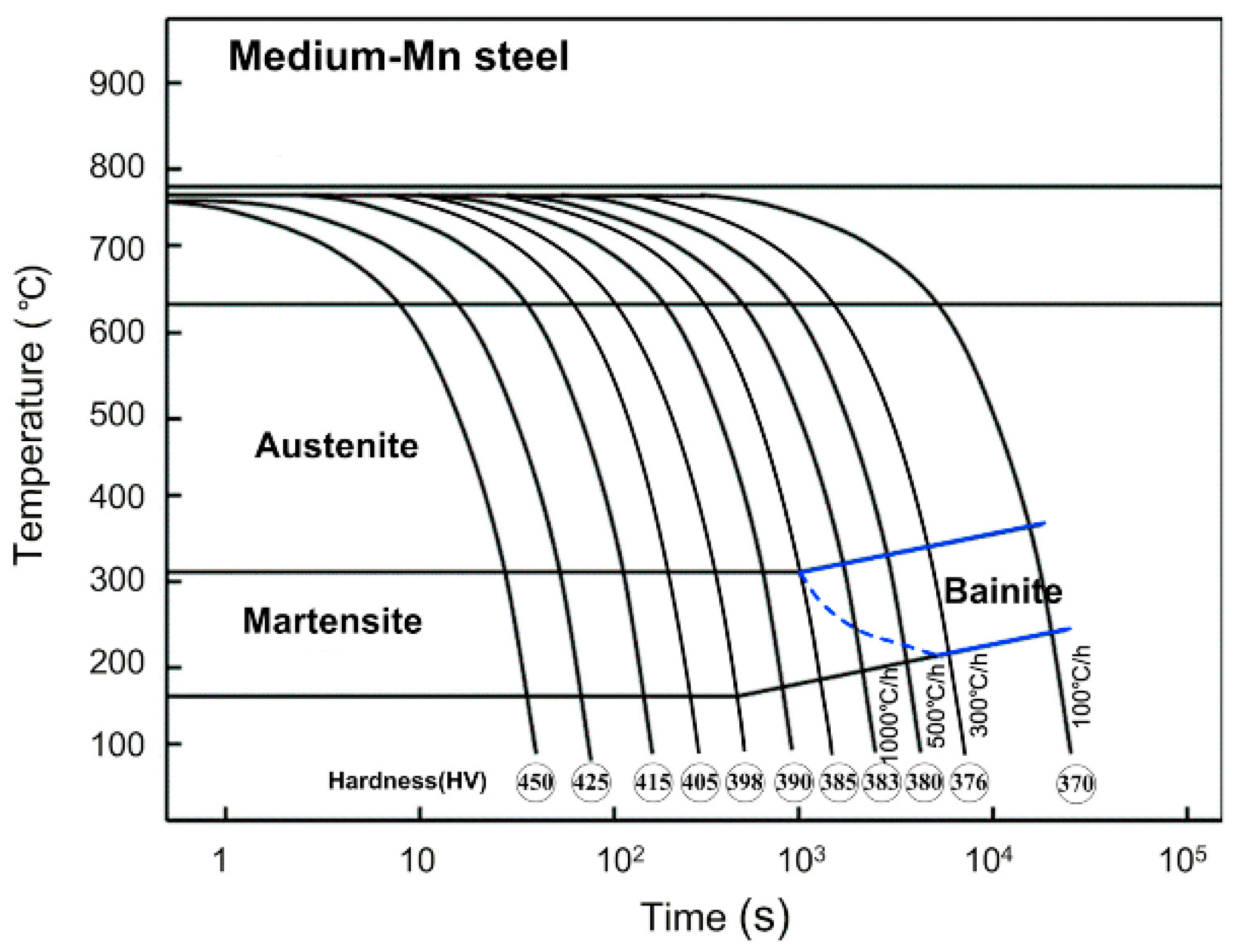
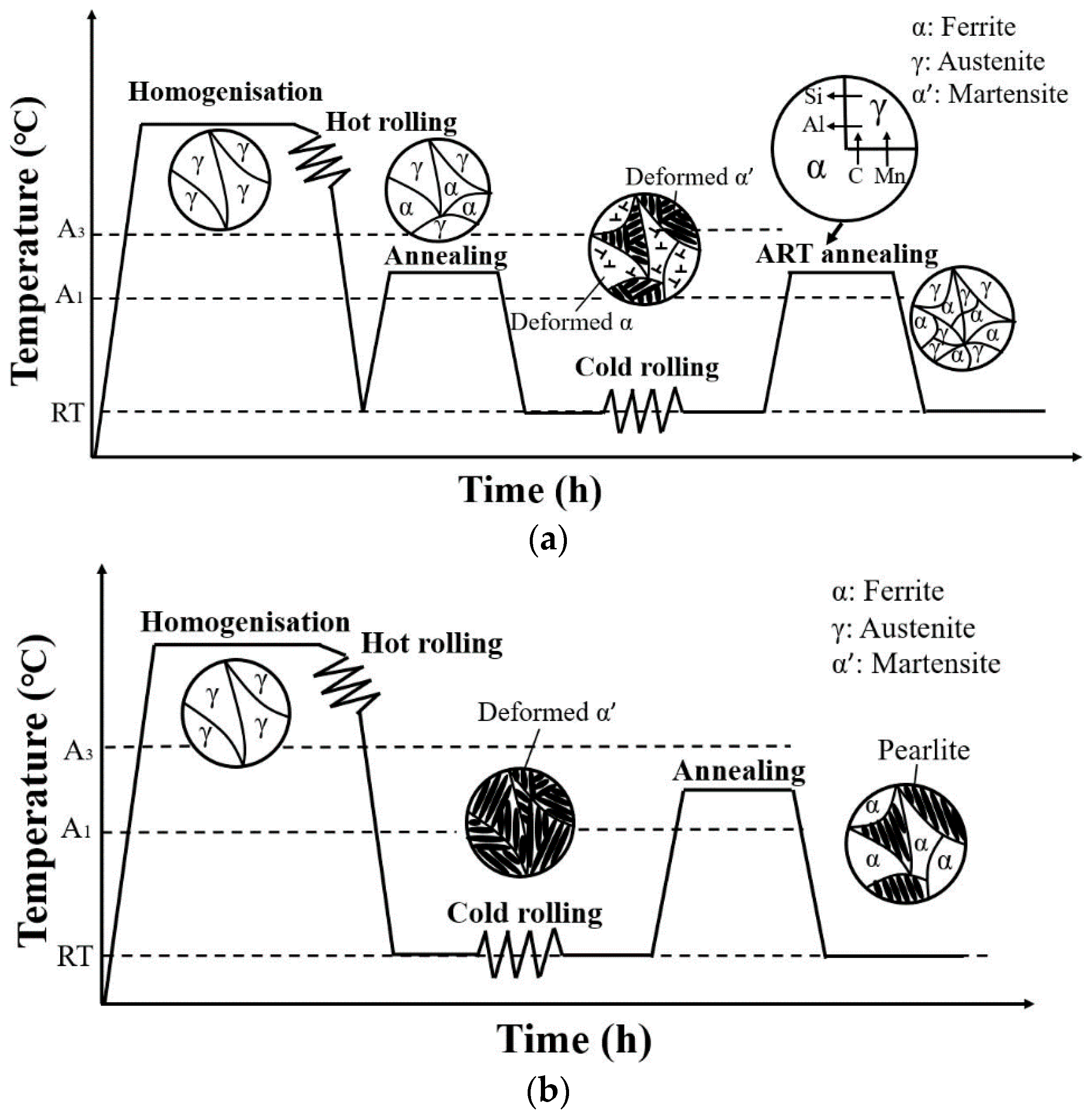
- Manganese is another important alloying element in medium-Mn steel, acting as a strong austenite stabiliser [102]. After ART annealing and suitably rapid cooling, austenite with a high Mn content remains present in the microstructure at room temperature due to the low Ms temperature. Figure 9 shows an example of a continuous cooling transformation diagram for a medium-Mn steel with 5 wt. % Mn, as obtained by dilatometry [103]. The kinetics of formation of bainite are relatively slow (requiring a cooling rate of <1 °C s−1) and the transformation to ferrite/pearlite is absent even under an extremely low cooling rate of 0.028 °C s−1, which means that transformation to other microstructures than martensite can easily be avoided by quenching. Very similar results showing such low critical cooling rates for the austenite-to-martensite transformation can be found in other investigations for MMn steels with around 5–8 wt. % Mn [104,105,106]. The amount of retained austenite in the MMn steel is dependent on the Mn content. For example, after ART annealing at 650 °C for 6 h, MMn steels with Mn concentrations of 4 wt. %, 6 wt. % and 8 wt. % showed austenite volume fractions of 25%, 41% and 47%, respectively [107]. In addition, Mn is the element in MMn steels with the most important effect in decreasing the austenitic transformation temperatures (A1 and A3), leading to potential application in LTHS. However, an excessive amount of Mn can lead to poor weldability.
- Silicon is a ferrite-stabilising element and is used to inhibit the precipitation of cementite and promote the partitioning of carbon into austenite during ART annealing. It does this by increasing the activation energy for cementite nucleation [108]. The addition of silicon can also enhance both strength and ductility by increasing the strain hardening rate [109]. However, an excessive silicon content can reduce the surface quality and promote the formation of a thick oxide layer.
- Aluminium is, similarly to silicon, a ferrite stabilising element that impedes the precipitation of carbides. Additionally, an appropriate amount of Al (<0.05 wt. %) refines the grains and enhances the mechanical properties after ART annealing [108,110]. However, Al also increases the austenitic transformation temperatures and its effect is stronger than that of Mn in decreasing them. Thus, care should be taken regarding the amount added in medium-Mn steel if it is intended that LTHS be applied.
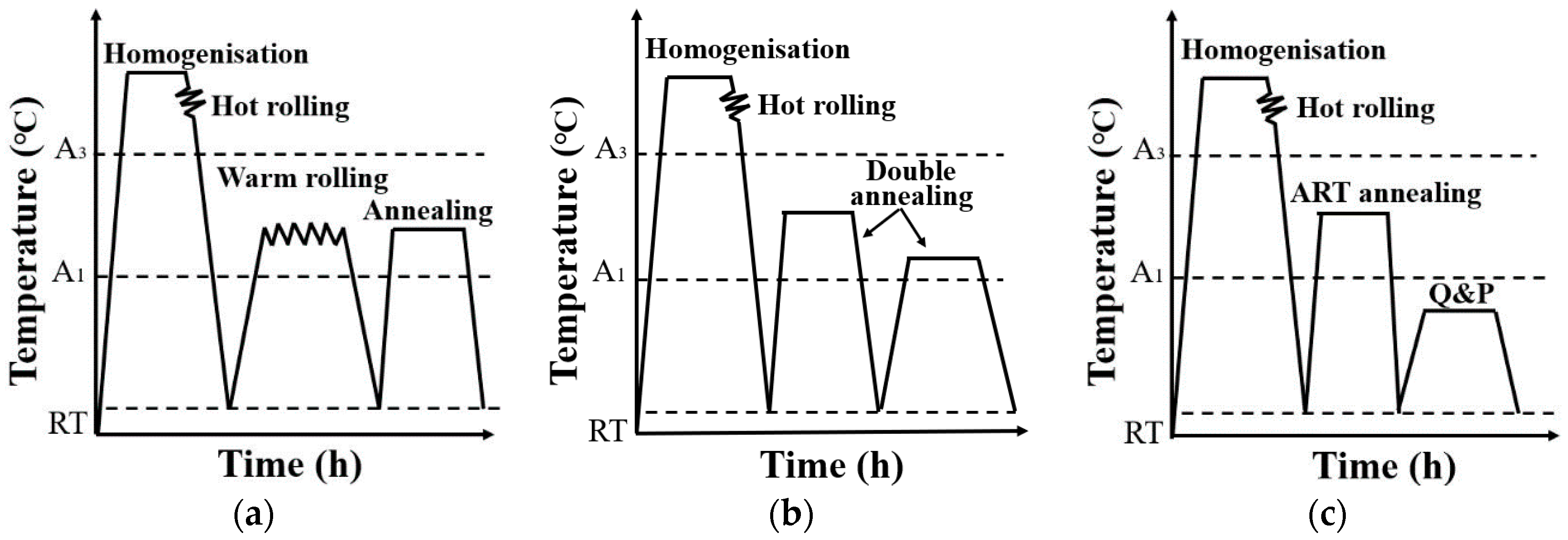
4.2.2. Production Process for Medium-Mn Steels
4.2.3. Strengthening Mechanism in Medium-Mn Steel
5. Application of Low-Temperature Hot Stamping Process in Medium-Mn Steel
6. Conclusions and Prospects
- (1)
- Many advanced techniques have been developed to support improvements in the hot stamping process including cost savings, reduction in cycle time and enhancement in tensile properties of hot-stamped components. Reducing the temperature of the process has been shown to be one of the most advantageous approaches, with excellent prospects.
- (2)
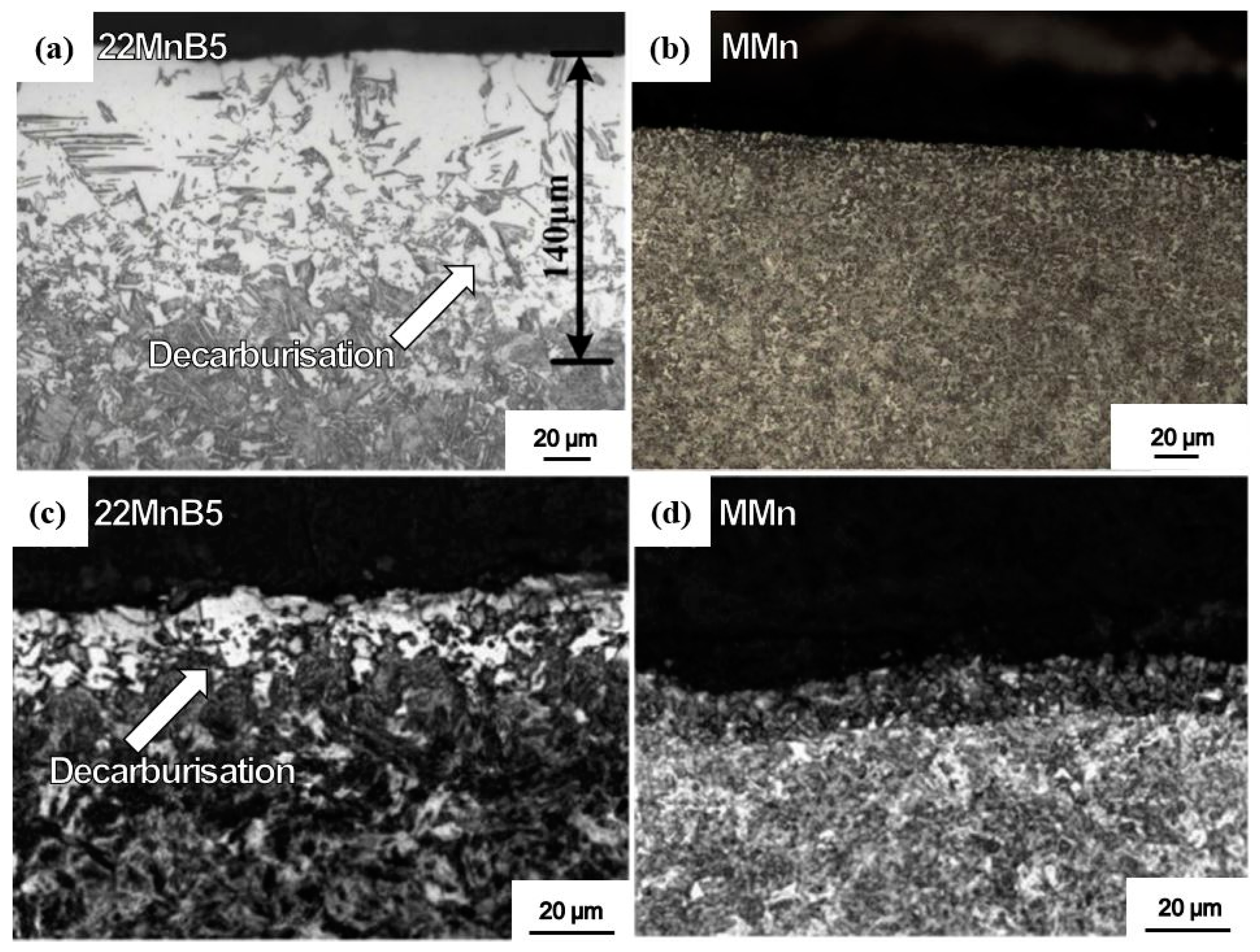
- Low-temperature approaches for conventional steels involve reducing the heating and forming temperatures (warm forming) or just the forming temperature (low-temperature hot stamping). The feasibility of using a lower heating temperature has been investigated with conventional hot stamping materials. Although the cost and productivity and the toughness of the components are thereby improved, the strengths attained are lower than those achieved by conventional hot stamping. For applications where high toughness is more important than high strength, components formed using this approach may be an acceptable replacement for conventionally hot-stamped parts. Lowering forming temperatures only is another approach to keep the ultra-high strength while shortening the cooling cycle time, increasing the lifetime of dies and improving the formability. However, since the austenitising temperature is still high, similarly to conventional hot stamping, the high cost of preventing oxidation and decarburisation, as well as insufficient ductility, are still a problem.
- (3)
- In recent years, third-generation advanced high strength steels have been developed rapidly; these have both ultra-high strength and high toughness, enabling them to meet most of the requirements of automobile applications with lower alloying costs than second-generation steels. Medium-Mn (MMn) steels are a typical example of third-generation steels, and great progress has been made in applying them in cold forming processes. Their low austenitisation temperatures have resulted in much research attention to this class of material as a replacement for conventional Mn-B steel in hot stamping processes.
- (4)
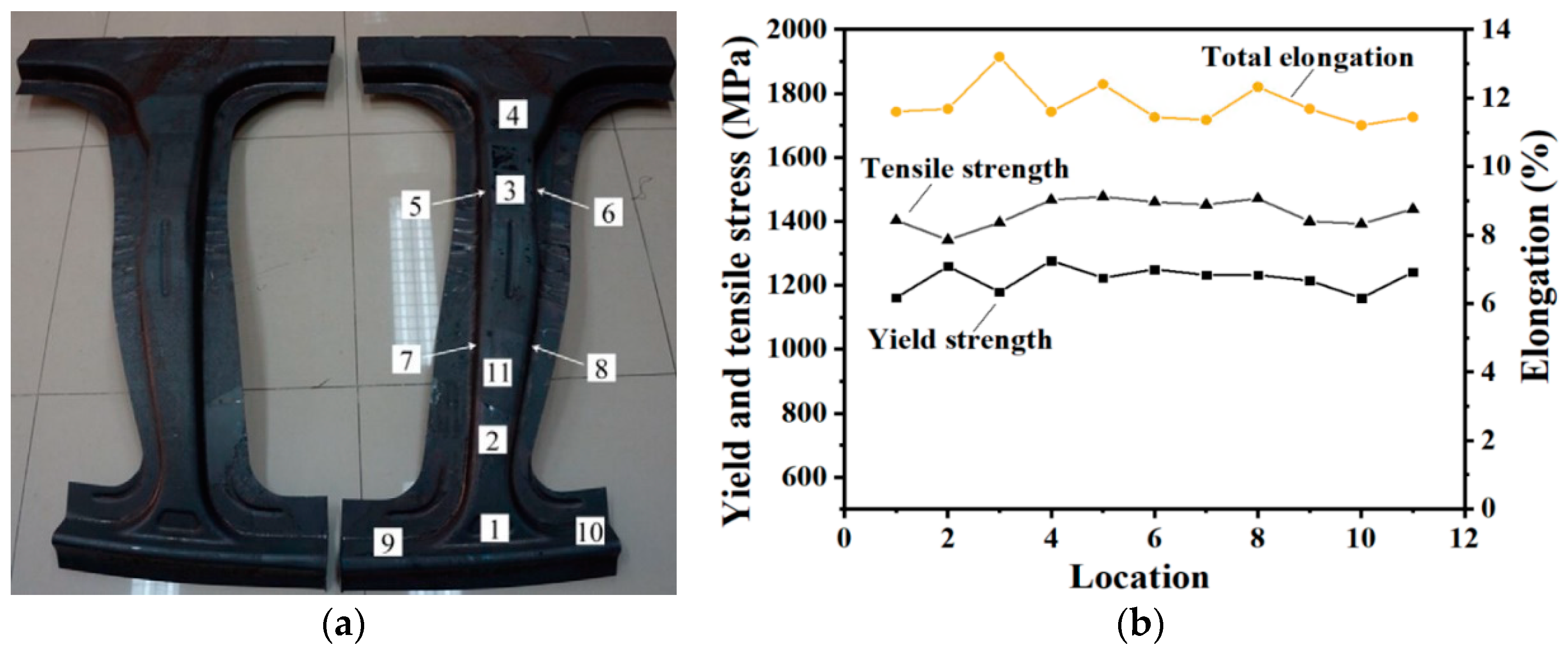
- The feasibility of low-temperature hot stamping techniques with MMn steels has been investigated and positive results have been reported. Besides the low cost and high productivity, the mechanical properties can be better than those of conventional boron steels. In addition, the formability and hardenability are also excellent, which is advantageous for producing components with complex shapes.
- (5)
- Further research is necessary in the field of low-temperature hot stamping of MMn steel to facilitate industrial application and replace the traditional boron steels. Experiments have shown that it may be possible to further reduce the manufacturing cycle time, and thus the production cost, in MMn steel by eliminating the ART annealing step. However, the microstructural mechanisms governing the effect of retained austenite obtained in the ART annealing process on the forming behaviour during hot stamping and on the final tensile properties after hot stamping are still not well understood. It is important to gain a comprehensive understanding of the relationship between processing conditions, microstructure and mechanical behaviour in these steels in order to control process speeds and the quality of components.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kiani, M.; Gandikota, I.; Rais-Rohani, M.; Motoyama, K. Design of lightweight magnesium car body structure under crash and vibration constraints. J. Magnes. Alloys 2014, 2, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Berglund, G. The history of hardening of boron steel in northern Sweden. In Proceedings of the 1st International Conference on Hot Sheet Metal. Forming of High.-Performance Steel, Kassel, Germany, 22–24 October 2008; pp. 175–177. [Google Scholar]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Advanced High Strength Steel Technologies in the 2016 Volvo XC90. 2017. Available online: https://www.sasft.org/-/media/files/autosteel/great-designs-in-steel/gdis-2016/track-2---volvo-xc90.ashx (accessed on 20 September 2020).
- Lightweight Door Ring Concepts Using Hot Stamped Laser Welded Blanks. 2014. Available online: https://www.sasft.org/-/media/files/autosteel/great-designs-in-steel/gdis-2014/gagan-tandon---amtb.ashx (accessed on 20 September 2020).
- Pentera, L.; Pierschel, N. Thermo-mechanical interactions in hot stamping. In Proceedings of the CIRP sponsored Conference on Thermal Issues in Machine Tools, Dresden, Germany, 21–23 March 2018. [Google Scholar]
- Fujisawa, T.; Hamada, S.; Koga, N.; Sasaki, D.; Tsuchiyama, T.; Nakada, N.; Takashima, K.; Ueda, M.; Noguchi, H. Proposal for an engineering definition of a fatigue crack initiation unit for evaluating the fatigue limit on the basis of crystallographic analysis of pearlitic steel. Int. J. Fract. 2013, 185, 17–29. [Google Scholar] [CrossRef]
- Chang, Y.; Li, G.; Wang, C.; Li, X.; Dong, H. Effect of quenching and partitioning with hot stamping on martensite transformation and mechanical properties of AHSS. J. Mater. Eng. Perform. 2015, 24, 3194–3200. [Google Scholar] [CrossRef]
- Merklein, A.; Lechler, J. Investigation of the thermo-mechanical properties of hot stamping steels. J. Mater. Process. Technol. 2006, 177, 452–455. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping. J. Mater. Process. Technol. 2011, 211, 1117–1125. [Google Scholar] [CrossRef]
- Merklein, M.; Wieland, M.; Lechner, M.; Bruschi, S.; Ghiotti, A. Hot stamping of boron steel sheets with tailored properties: A review. J. Mater. Process. Technol. 2016, 228, 11–24. [Google Scholar] [CrossRef]
- Taylor, T.; Clough, A. Critical review of automotive hot-stamped sheet steel from an industrial perspective. Mater. Sci. Technol. 2018, 34, 809–861. [Google Scholar] [CrossRef]
- Ganapathy, M.; Li, N.; Lin, J.; Bhattacharjee, D. Investigation of a new hot stamping process with improved formability and productivity. Procedia Eng. 2017, 207, 771–776. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.W.; Yang, F.; Dong, H. Recent progress in medium-Mn steels made with new designing strategies, a review. J. Mater. Sci. Technol. 2017, 33, 1457–1464. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleak, W. Semi-hot stamping as an improved process of hot stamping. J. Mater. Sci. Technol. 2011, 27, 369–376. [Google Scholar] [CrossRef]
- Choi, H.; Lim, W.; Seo, P.; Kang, C.; Kim, B. Softening method for reducing trimming load and improving tool wear resistance in cutting of a hot stamped component. In Proceedings of the international conference on technology of plasticity, Technology of plasticity, Aachen, Germany, 25–30 September 2011; pp. 419–422. [Google Scholar]
- Kim, P.; Chun, M.; Yi, J.; Moon, Y. Pass schedule algorithms for hot open die forging. J. Mater. Process. Technol. 2002, 130, 516–523. [Google Scholar] [CrossRef]
- Lehmann, H. Developments in the field of Schwartz heat treatment furnaces for press hardening industry. In Proceedings of the 3rd International Conference on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2010; pp. 171–180. [Google Scholar]
- Mori, K. Smart hot stamping of ultra-high strength steel parts. Trans. Nonferrous Met. Soc. China 2012, 22, 496–503. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. CIRP Ann. Manuf. Technol. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Zhang, Z.; Jia, X.; Li, X.; Zhao, Y. Hot stamping of boron alloy steels using resistance heating. In Proceedings of the 2nd International Conference on Civil., Materials and Environmental Sciences, London, UK, 13–14 March 2015; pp. 362–365. [Google Scholar]
- Kolleck, R.; Veit, R.; Merklein, M.; Lechler, J.; Geiger, M. Investigation on induction heating for hot stamping of boron alloyed steels. CIRP Ann. Manuf. Technol. 2009, 58, 275–278. [Google Scholar] [CrossRef]
- Kim, D.K.; Woo, Y.Y.; Park, K.S.; Sim, W.J.; Moon, Y.H. Advanced induction heating system for hot stamping. Int. J. Adv. Manuf. Technol. 2018, 99, 583–593. [Google Scholar] [CrossRef]
- Vibrans, T.; Malek, R.; Kotzian, M.; Vogt, C.; Langejurgen, M. Development of an induction heating heating device for heating shaped blanks. Heat Process. 2016, 3, 37–42. [Google Scholar]
- Ploshikhin, V.; Prihodovsky, A.; Kaiser, J.; Brisping, R.; Linder, H.; Lengsdorf, C. New heating technology for furnace-free press hardening process. In Proceedings of the Tools and Technologies for Processing Ultra-High Strength Materials, Graz, Austria, 19–21 September 2011. [Google Scholar]
- Ploshikhin, V.; Prihodovsky, A.; Kaiser, J.; Skutella, L. Contact heating–New heating technology for heat treatment and hot forming. In Proceedings of the Tools and Technologies for Processing Ultra High Strength Materials, Graz, Austria, 19–20 September 2013. [Google Scholar]
- Aikawa, S. Far-Infrared Radiation Heating Furnace for Steel Sheet for Hot Stamping. U.S. Patent 20170175218A1, 6 December 2017. [Google Scholar]
- Kuwayama, S. Far-Infrared Radiation Multi-Stage Type Heating Furnace for Steel Sheets for Hot Stamping. U.S. Patent 20170159141A1, 8 June 2017. [Google Scholar]
- Lee, E.H.; Hwang, J.S.; Lee, C.W.; Yang, D.Y.; Yang, W.H. A local heating method by near-infrared rays for forming of non-quenchable advanced high-strength steels. J. Mater. Process. Technol. 2014, 214, 784–793. [Google Scholar] [CrossRef]
- Lee, E.H.; Yoon, J.W.; Yang, D.Y. Study on springback from thermal-mechanical boundary condition imposed to V-bending and L-bending processes coupled with infrared rays local heating. Int. J. Mater. Form. 2018, 11, 417–433. [Google Scholar] [CrossRef]
- Hot Stamping Presses with PCH Flex Technology. 2015. Available online: https://www.schulergroup.com/major/us/technologien/produkte/formhaerteanlagen/index.html (accessed on 20 September 2020).
- Vollmer, R.; Palm, C. Improving the quality of hot stamping parts with innovative press technology and inline process control. J. Phys. Conf. Ser. 2017, 896, 012050. [Google Scholar] [CrossRef] [Green Version]
- Palm, C.; Vikkner, R.; Aspacher, J.; Gharbi, M. Increasing performance of hot stamping systems. Procedia Eng. 2017, 207, 765–770. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.I.; Fujimoto, M. Improvements in productivity and formability by water and die quenching in hot stamping of ultra-high strength steel parts. CIRP Ann. 2015, 64, 281–284. [Google Scholar] [CrossRef]
- Shan, Z.; Zhang, M.; Jiang, C.; Xu, Y.; Rong, W. Basic study on die cooling system of hot stamping process. In Proceedings of the International Conference on Advanced Technology of Design and Manufacture, IET, Beijing, China, 23–25 November 2010; pp. 65–68. [Google Scholar]
- Valls, I.; Casas, B.; Rodriguez, N.; Paar, U. Benefits from using high thermal conductivity tool steels in the hot forming of steels. In Proceedings of the International Conference Hot Forming of Steels and Products Properties, Grado, Italy, 13–16 September 2009. [Google Scholar]
- Lim, W.; Choi, H.; Ahn, S.; Kim, B. Cooling channel design of hot stamping tools for uniform high-strength components in hot stamping process. Int. J. Adv. Manuf. Technol. 2014, 70, 1189–1203. [Google Scholar] [CrossRef]
- Xu, Y.; Shan, Z.D. Design parameter investigation of cooling systems for UHSS hot stamping dies. Int. J. Adv. Manuf. Technol. 2014, 70, 257–262. [Google Scholar]
- Lei, C.; Cui, J.; Xing, Z.; Fu, H.; Zhao, H. Investigation of cooling effect of hot-stamping dies by numerical simulation. Phys. Procedia 2012, 25, 118–124. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Zhou, L.H.; Wu, X.C.; Zhang, Y.; Li, J.W. The influence of thermal conductivity of die material on the efficiency of hot-stamping process. J. Mater. Eng. Perform. 2016, 25, 4848–4867. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Matlock, D.K.; Rizzo, F.C.; Edmonds, D.V.; Santofimia, M.J. Influence of carbon partitioning kinetics on final austenite fraction during quenching and partitioning. Scr. Mater. 2009, 61, 149–152. [Google Scholar] [CrossRef] [Green Version]
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438, 25–34. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid St. M. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Oldenburg, M. Warm forming of steels for tailored microstructure. In Encyclopedia of Thermal Stresses; Hetnarski, R.B., Ed.; Springer: Dordrecht, The Netherlands, 2014; pp. 6469–6479. [Google Scholar]
- Laumann, T.; Pfestorf, M.; Beil, A.; Geiger, M.; Merklein, M. Crash behaviour of various modern steels exposed to high deformation rates. Key Eng. Mater. 2007, 344, 151–158. [Google Scholar] [CrossRef]
- Mori, K.; Maeno, T.; Mongkolkaji, K. Tailored die quenching of steel parts having strength distribution using bypass resistance heating in hot stamping. J. Mater. Process. Technol. 2013, 213, 508–514. [Google Scholar] [CrossRef]
- George, R.; Bardelcik, A.; Worswick, M.J. Hot forming of boron steels using heated and cooled tooling for tailored properties. J. Mater. Process. Technol. 2012, 212, 2386–2399. [Google Scholar] [CrossRef]
- Yogo, Y.; Kurato, N.; Iwata, N. Investigation of hardness change for spot welded tailored blank in hot stamping using CCT and deformation-CCT diagrams. Metall. Mater. Trans. A 2018, 49a, 2293–2301. [Google Scholar] [CrossRef]
- Yun, S.; Lee, S.H.; Song, K.S.; Cho, W.; Kim, Y. Performance improvement of tailored die quenching using material combinations with phase change material in hot stamping. Int. J. Heat Mass Transfer. 2020, 161, 120286. [Google Scholar] [CrossRef]
- Kim, C.; Kang, M.J.; Park, Y.D. Laser welding of Al-Si coated hot stamping steel. Procedia. Eng. 2011, 10, 2226–2231. [Google Scholar] [CrossRef] [Green Version]
- Tajul, L.; Maeno, T.; Kinoshita, T.; Mori, K.I. Successive forging of tailored blank having thickness distribution for hot stamping. Int. J. Adv. Manuf. Technol. 2017, 89, 3731–3739. [Google Scholar] [CrossRef]
- Han, X.H.; Zhong, Y.Y.; Yang, K.; Cui, Z.S.; Chen, J. Application of hot stamping process by integrating quenching and partitioning heat treatment to improve mechanical properties. Procedia Eng. 2014, 81, 1737–1743. [Google Scholar] [CrossRef] [Green Version]
- Zinsaz-Borujerdi, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Karam-Abian, M.; Ding, H.; Han, D.; Kheradmand, N. Room temperature mechanical properties and microstructure of a low alloyed TRIP-assisted steel subjected to one-step and two-step quenching and partitioning process. Mater. Sci. Eng. A 2018, 725, 341–349. [Google Scholar] [CrossRef]
- Liu, H.P.; Jin, X.J.; Dong, H.; Shi, J. Martensitic microstructural transformations from the hot stamping, quenching and partitioning process. Mater. Charact. 2011, 62, 223–227. [Google Scholar] [CrossRef]
- Liu, H.P.; Lu, X.W.; Jin, X.J.; Dong, H.; Shi, J. Enhanced mechanical properties of a hot stamped advanced high-strength steel treated by quenching and partitioning process. Scr. Mater. 2011, 64, 749–752. [Google Scholar] [CrossRef]
- Zhu, B.; Zhu, J.; Wang, Y.A.; Rolfe, B.; Wang, Z.J.; Zhang, Y.S. Combined hot stamping and Q&P processing with a hot air partitioning device. J. Mater. Process. Technol. 2018, 262, 392–402. [Google Scholar]
- Yilmaz, I.; Kaftanoglu, B.; Hacaloglu, T.; Kilickan, M. Integration of press hardening with codling trimming. In Proceedings of the 5th International Conference on Accuracy in Forming Technology, Chemnitz, Germany, 10–11 November 2015; pp. 105–117. [Google Scholar]
- Mori, K.; Maeno, T.; Fuzisaka, S. Punching of ultra-high strength steel sheets using local resistance heating of shearing zone. J. Mater. Process. Technol. 2012, 212, 534–540. [Google Scholar] [CrossRef]
- So, H.; Fassmann, D.; Hoffmann, H.; Golle, R.; Schaper, M. An investigation of the blanking process of the quenchable boron alloyed steel 22MnB5 before and after hot stamping process. J. Mater. Process. Technol. 2012, 212, 437–449. [Google Scholar] [CrossRef]
- Mori, K.; Maki, S.; Tanaka, Y. Warm and hot stamping of ultra high tensile strength steel sheets using resistance heating. CIRP Ann. Manuf. Technol. 2005, 54, 209–212. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Miyazawa, S. Warm stamping of ultra-high strength steel sheets at comparatively low temperatures using rapid resistance heating. Int. J. Adv. Manuf. Technol. 2020, 108, 3885–3891. [Google Scholar] [CrossRef]
- Li, N.; Li, X.; Dry, D.; Dean, T.; Lin, J.; Balint, D. Investigation on the mechanical properties of as-formed boron steels for optimizing process strategies in hot stamping. In Proceedings of the 14th International Conference of Metal. Forming, Krakow, Poland, 16–19 September 2012. [Google Scholar]
- Mu, Y.H.; Wang, B.Y.; Zhou, J.; Huang, X.; Li, X.T. Hot stamping of Boron steel using partition heating for tailored properties: Experimental trials and numerical analysis. Metall. Mater. Trans. A 2017, 48a, 5467–5479. [Google Scholar] [CrossRef]
- Mu, Y.H.; Wang, B.Y.; Zhou, J.; Kang, Y.; Li, X.T. Heating parameters optimization of hot stamping by partition heating for tailored properties. ISIJ Int. 2017, 57, 1442–1450. [Google Scholar] [CrossRef] [Green Version]
- Fridman, G.L. Use of roller-hearth and walking-beam furnaces in powder metallurgy abroad. Sov. Power Metall. Met. Ceram. 1968, 7, 583–585. [Google Scholar] [CrossRef]
- Oh, J.; Han, U.; Park, J.; Lee, H. Numerical investigation on energy performance of hot stamping furnace. Appl. Therm. Eng. 2019, 147, 694–706. [Google Scholar] [CrossRef]
- Hance, B.M. Advanced high-strength steel (AHSS) performance level definitions and targets. SAE Int. J. Mater. Manuf. 2018, 11, 505–516. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, K.; Politis, D.; Chen, G.; Wang, L. An experimental investigation on the ductility and post-form strength of a martensitic steel in a novel warm stamping process. J. Mater. Process. Technol. 2020, 275, 116387. [Google Scholar] [CrossRef]
- Hoffmann, H.; So, H.; Steinbeiss, H. Design of hot stamping tools with cooling system. CIRP Ann. 2007, 56, 269–272. [Google Scholar] [CrossRef]
- Hardell, J.; Pelcastre, L.; Prakash, B. High-temperature friction and wear characteristics of hardened ultra-high-strength boron steel. Part J J. Eng. Tribol. 2010, 224, 1139–1151. [Google Scholar] [CrossRef]
- Balint, D.; Dean, T.A.; Lin, J. Method of Forming Parts from Sheet Steel. U.S. Patent 20140352388A1, 4 December 2014. [Google Scholar]
- Ota, E.; Yogo, Y.; Iwata, T.; Iwata, N.; Ishida, K.; Takeda, K. Formability improvement technique for heated sheet metal forming by partial cooling. Key Eng. Mater. 2014, 622–623, 279–283. [Google Scholar] [CrossRef]
- Verloop, W.C.; Van, G.M.J.; Van, T.R.T.; Hensen, G.C. Method to Produce a Hot Formed Part, and Part thus Formed. W.O. Patent 2012097976A1, 26 July 2012. [Google Scholar]
- Yokoi, T.; Yamada, T.; Kawano, O. Hot Rolled Steel Sheet and Method for Production Thereof. E.P. Patent 2103697A4, 1 May 2015. [Google Scholar]
- Okita, K.; Naitou, J.; Ikeda, S. Press-Forming Product Manufacturing Method and Press-Forming Facility. U.S. Patent 9469891B2, 18 October 2016. [Google Scholar]
- Becker, J.U.; Bian, J.; Heller, T.; Schoenenberg, R.; Thiessen, R.G.; Zeizinger, S.; Rieger, T.; Bulters, O. High-Strength Flat Steel Product and Method for Producing Same. W.O. Patent 2012156428A1, 22 November 2017. [Google Scholar]
- Ganapathy, M.; Li, N.; Lin, J.; Abspoel, M.; Bhattacharjee, D. Experimental investigation of a new low-temperature hot stamping process for boron steels. Int. J. Adv. Manuf. Technol. 2019, 105, 669–682. [Google Scholar] [CrossRef] [Green Version]
- Ganapathy, M.; Li, N.; Lin, J.; Bhattacharjee, D. A feasibility study on warm forming of an as-quenched 22MnB5 boron steel. Int. J. Lightweight Mater. Manuf. 2020, 3, 277–283. [Google Scholar] [CrossRef]
- Perlade, A.; Antoni, A.; Besson, R.; Caillard, D.; Callahan, M.; Emo, J.; Gourgues, A.F.; Maugis, P.; Mestrallet, A.; Thuinet, L.; et al. Development of 3rd generation Medium Mn duplex steels for automotive applications. Mater. Sci. Technol. 2019, 35, 204–219. [Google Scholar] [CrossRef]
- Taub, A.; Luo, A. Advanced lightweight materials and manufacturing processes for automotive applications. MRS Bull. 2015, 40, 1045–1054. [Google Scholar] [CrossRef] [Green Version]
- AHSS 101: The Evolving Use of Advanced High-Strength Steels for Automotive Applications. 2011. Available online: https://www.steel.org/~/media/Files/Autosteel/Research/AHSS/AHSS%20101%20%20The%20Evolving%20Use%20of%20Advanced%20HighStrength%20Steels%20for%20Automotive%20Applications%20%20lr.pdf?la=en (accessed on 20 September 2020).
- Jin, X.; Gong, Y.; Han, X.; Du, H.; Ding, W.; Zhu, B.; Zhang, Y.; Feng, Y.; Ma, M.; Liang, B.; et al. A review of current state and prospect of the manfuacturing and applcation of advanced hot stamping automobile steels. Acta Metall. Sin. 2020, 56, 411–428. [Google Scholar]
- Matlock, D.K.; Speer, J. Design considerations for the next generation of advanced high strength sheet steels. In Proceedings of the 3rd lnternational Conference on Structures and Steels, Seoul, Korea, August 2006; pp. 774–781. Available online: https://www.researchgate.net/publication/287547477_Design_considerations_for_the_next_generation_of_advanced_high_strength_sheet_steels (accessed on 30 October 2020).
- Galan, J.; Samek, L.; Verleysen, P.; Verbeken, K.; Houbaert, Y. Advanced high strength steels for automotive industry. Rev. Metal. 2012, 48, 118–131. [Google Scholar] [CrossRef]
- Cao, W.; Shi, J.; Wang, C.; Wang, C.; Xu, L.; Wang, M.; Weng, Y.; Dong, H. The 3rd generation automobile sheet steels presenting with ultrahigh strength and high ductility. In Advanced Steels: The Recent Scenario in Steel Science and Technology; Weng, Y., Dong, H., Gan, Y., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 209–227. [Google Scholar]
- Rizzo, F.C.; Martins, A.R.; Speer, J.G.; Matlock, D.K.; Clarke, A.; De Cooman, B.C. Quenching and partitioning of Ni-added high strength steels. Mater. Sci. Forum 2007, 539–543, 4476–4481. [Google Scholar] [CrossRef]
- Wang, C.; Chang, Y.; Yang, J.; Cao, W.; Dong, H.; Wang, Y. Work hardening behavior and stability of retained austenite for quenched and partitioned steels. J. Iron Steel Res. Int. 2016, 23, 130–137. [Google Scholar] [CrossRef]
- Yang, F.; Luo, H.; Pu, E.; Zhang, S.; Dong, H. On the characteristics of Portevin–Le Chatelier bands in cold-rolled 7Mn steel showing transformation-induced plasticity. Int. J. Plast. 2018, 103, 188–202. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.; Wang, M.; Hui, W.; Dong, H.; Cao, W. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Luo, H.; Shi, J.; Wang, C.; Cao, W.; Sun, X.; Dong, H. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Wang, C.; Shi, J.; Wang, C.; Hui, W.J.; Wang, M.; Dong, H.; Cao, W. Development of ultrafine lamellar ferrite and austenite duplex structure in 0.2C5Mn steel during ART-annealing. ISIJ Int. 2011, 51, 651–656. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, L.; Huang, M. In-situ evaluation of Lüders band associated with martensitic transformation in a medium Mn transformation-induced plasticity steel. Mater. Sci. Eng. A 2016, 674, 59–63. [Google Scholar] [CrossRef]
- Kucerova, L.; Jirkova, H.; Masek, B. The effect of alloying on mechanical properties of advanced high strength steels. Arch. Metall. Mater. 2014, 59, 1189–1192. [Google Scholar] [CrossRef] [Green Version]
- Furukawa, T.; Huang, H.; Matsumura, O. Effect of Carbon content on mechanical properties of 5% Mn steels exhibiting transformation induced plasticity. Mater. Sci. Eng. 2013, 10, 964–970. [Google Scholar] [CrossRef]
- Gramlich, A.; van der Linde, C.; Ackermann, M.; Bleck, W.J.R. Effect of molybdenum, aluminium and boron on the phase transformation in 4 wt.–% manganese steels. Results Mater. 2020, 8, 100147. [Google Scholar] [CrossRef]
- Garcia-Junceda, A.; Capdevila, C.; Caballero, F.G.; de Andres, C.G. Dependence of martensite start temperature on fine austenite grain size. Scr. Mater. 2008, 58, 134–137. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.S.; Bhadeshia, H.K.D.H. Austenite grain size and the martensite-start temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. On the selection of the optimal intercritical annealing temperature for Medium Mn TRIP steel. Metall. Mater. Trans. A 2013, 44, 5018–5024. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.J.; Lee, S.; De Cooman, B.C. Martensite transformation of sub-micron retained austenite in ultra-fine grained manganese transformation-induced plasticity steel. Int. J. Mater. Res. 2013, 104, 423–429. [Google Scholar] [CrossRef]
- Andrews, K.W. Empirical formulae for the calculation of some transformation temperatures. J. Iron Steel Inst. 1965, 721–727. [Google Scholar]
- Kamoutsi, H.; Gioti, E.; Haidemenopoulos, G.N.; Cai, Z.; Ding, H. Kinetics of solute partitioning during intercritical annealing of a Medium-Mn steel. Metall. Mater. Trans. A 2015, 46, 4841–4846. [Google Scholar] [CrossRef]
- Li, X.; Chang, Y.; Wang, C.; Hu, P.; Dong, H. Comparison of the hot-stamped boron-alloyed steel and the warm-stamped medium-Mn steel on microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 679, 240–248. [Google Scholar] [CrossRef]
- Zhou, Y.; Song, X.; Liang, J.; Shen, Y.; Misra, R. Innovative processing of obtaining nanostructured bainite with high strength-high ductility combination in low-carbon-medium-Mn steel: Process-structure-property relationship. Mater. Sci. Eng. A 2018, 718, 267–276. [Google Scholar] [CrossRef]
- Morawiec, M.; Grajcar, A.; Zalecki, W.; Garcia-Mateo, C.; Opiela, M. Dilatometric study of phase transformations in 5 Mn steel subjected to different heat treatments. Materials 2020, 13, 958. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.Y.; Peng, Y.; Kong, L.; Wang, Y.Q. Effect of the deformation degree on the microstructure evolution of an austenite reverted transformation-annealed medium manganese steel. Metals-Basel 2020, 10, 887. [Google Scholar] [CrossRef]
- Hong, H.; Lee, O.; Song, G. Effect of Mn addition on the microstructural changes and mechanical properties of C-Mn TRIP steels. J. Korean Soc. Heat Treat. 2003, 16, 205–210. [Google Scholar]
- Suh, D.; Park, S.; Lee, T.; Oh, C.; Kim, S. Influence of Al on the microstructural evolution and mechanical behavior of Low-Carbon, Manganese transformation-induced-plasticity steel. Metall. Mater. Trans. A 2009, 41, 397–408. [Google Scholar] [CrossRef] [Green Version]
- Furukawa, T. Dependence of strength-ductility characteristics on thermal history in low carbon. Mater. Sci. Eng. 2013, 5, 465–470. [Google Scholar]
- Xu, H.; Cao, W.; Dong, H.; Li, J. Effects of Aluminium on the microstructure and mechanical properties in 0.2C–5Mn steels under different heat treatment conditions. ISIJ Int. 2015, 55, 662–669. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Shao, C.; Wang, J.; Zhao, X.; Hui, W. Intercritical annealing temperature dependence of hydrogen embrittlement behavior of cold-rolled Al-containing medium-Mn steel. Int. J. Hydrogen Energy. 2019, 44, 22355–22367. [Google Scholar] [CrossRef]
- Jeong, M.; Park, T.; Choi, S.; Lee, S.; Han, J. Recovering the ductility of medium-Mn steel by restoring the original microstructure. Scr. Mater. 2021, 190, 16–21. [Google Scholar] [CrossRef]
- Zhang, X.; Hou, H.; Liu, T.; Liu, H.; Zhou, Q.; Zhao, L.; Liu, X.; Cui, H. Properties of a novel heterogeneous cold-rolled medium Mn steel with high product of strength and ductility. Earth Sci. 2020, 33, 927–934. [Google Scholar]
- Oyarzabal, M.; Martinez-De-Guerenu, A.; Gutierrez, I. Effect of stored energy and recovery on the overall recrystallization kinetics of a cold rolled low carbon steel. Mater. Sci. Eng. A 2008, 485, 200–209. [Google Scholar] [CrossRef]
- Raabe, D.; Sandlobes, S.; Millan, J.; Ponge, D.; Assadi, H.; Herbig, M.; Choi, P.P. Segregation engineering enables nanoscale martensite to austenite phase transformation at grain boundaries: A pathway to ductile martensite. Acta Mater. 2013, 61, 6132–6152. [Google Scholar] [CrossRef]
- Zhang, X.; Miyamoto, G.; Toji, Y.; Nambu, S.; Koseki, T.; Furuhara, T. Orientation of austenite reverted from martensite in Fe-2Mn-1.5Si-0.3C alloy. Acta Mater. 2018, 144, 601–612. [Google Scholar] [CrossRef]
- Klinger, L.; Rabkin, E. Diffusion along the grain boundaries in crystals with dislocations. Interface Sci. 1998, 6, 197–203. [Google Scholar] [CrossRef]
- Lee, J.; De Cooman, B.C. Development of a press-hardened steel suitable for thin slab direct rolling processing. Metall. Mater. Trans. A 2015, 46a, 456–466. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Wang, B.; Huang, M.; Cui, D. Effect of hot stamping parameters on the mechanical properties and microstructure of cold-rolled 22MnB5 steel strips. Int. J. Min. Met. Mater. 2014, 21, 544–555. [Google Scholar] [CrossRef]
- Naderi, M. Hot Stamping of Ultra High Strength Steels. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2008. [Google Scholar]
- Production Costs from Energy-Intensive Industries in the EU and Third Countries. 2016. Available online: https://publications.jrc.ec.europa.eu/repository/bitstream/JRC100101/ldna27729enn.pdf (accessed on 20 September 2020).
- Li, S.; Luo, H. A novel high-strength oxidization-resistant press hardening steel sheet requiring no Al–Si coating. In Proceedings of the TMS 2020 149th Annual Meeting and Exhibition, San Diego, CA, USA, 23–27 February 2020; pp. 505–513. [Google Scholar]
- Tian, X.W.; Zhang, Y.S.; Li, J. Investigation on tribological behavior of advanced high strength steels: Influence of hot stamping process parameters. Tribol. Lett. 2012, 45, 489–495. [Google Scholar] [CrossRef]
- Schrenk, M.; Krenn, S.; Ripoll, M.R.; Nevosad, A.; Paar, S.; Grundtner, R.; Rohm, G.; Franek, F. Statistical analysis on the impact of process parameters on tool damage during press hardening. J. Manuf. Process. 2016, 23, 222–230. [Google Scholar] [CrossRef]
- Garcia Aranda, L.; Chastel, Y.; Fernandez Pascual, J.; Dal Negro, T. Experiments and simulation of hot stamping of quenchable steels. Adv. Technol. Plast. 2002, 2, 1135–1140. [Google Scholar]
- Chang, Y.; Wang, C.Y.; Zhao, K.M.; Dong, H.; Yan, J.W. An introduction to medium-Mn steel: Metallurgy, mechanical properties and warm stamping process. Mater. Des. 2016, 94, 424–432. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.W. A strong and ductile 7Mn steel manufactured by warm rolling and exhibiting both transformation and twinning induced plasticity. J. Alloys Compd. 2017, 725, 684–693. [Google Scholar] [CrossRef]
- Arlazarov, A.; Goune, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 542, 31–39. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Lee, S.J.; Shin, S.; Seo, E.J.; Speer, J.G. Combined intercritical annealing and Q&P processing of Medium Mn steel. Metall. Mater. Trans. A 2016, 48, 39–45. [Google Scholar]
- Dong, H.; Sun, X.; Cao, W.; Liu, Z.; Wang, M.; Weng, Y. On the performance improvement of steels through M-3 structure control. In Advanced Steels: The Recent Scenario in Steel Science and Technology; Springer: Berlin Germany, 2011; pp. 35–57. [Google Scholar]
- Xie, Z.; Fang, Y.; Han, G.; Guo, H.; Misra, R.; Shang, C. Structure–property relationship in a 960 MPa grade ultrahigh strength low carbon niobium–vanadium microalloyed steel: The significance of high frequency induction tempering. Mater. Sci. Eng. A 2014, 618, 112–117. [Google Scholar] [CrossRef]
- Wang, C.; Chang, Y.; Li, X.; Zhao, K.; Dong, H. Relation of martensite-retained austenite and its effect on microstructure and mechanical properties of the quenched and partitioned steels. Sci. China Technol. Sci. 2016, 59, 832–838. [Google Scholar] [CrossRef]
- Ding, H.; Tang, Z.Y.; Li, W.; Wang, M.; Song, D. Microstructures and mechanical properties of Fe-Mn-(Al, Si) TRIP/TWIP steels. J. Iron Steel Res. Int. 2006, 13, 66–70. [Google Scholar] [CrossRef]
- Suh, D.W.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scr. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483–484, 184–187. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Lee, C.; Jeong, J.; Han, J.; Lee, S.; Lee, S.; Lee, Y. Coupled strengthening in a medium manganese lightweight steel with an inhomogeneously grained structure of austenite. Acta Mater. 2015, 84, 1–8. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Kruger, L.; Rafaja, D. Deformation mechanisms in austenitic TRIP/TWIP steel as a function of temperature. Metall. Mater. Trans. A 2016, 47a, 49–58. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Lee, K.; De Cooman, B.C. Observation of the TWIP plus TRIP plasticity-enhancement mechanism in Al-added 6 Wt Pct Medium Mn steel. Metall. Mater. Trans. A 2015, 46a, 2356–2363. [Google Scholar] [CrossRef]
- Suh, D.W.; Ryu, J.H.; Joo, M.S.; Yang, H.S.; Lee, K.; Bhadeshia, H.K.D.H. Medium-alloy Manganese-rich transformation-induced plasticity steels. Metall. Mater. Trans. A 2012, 44, 286–293. [Google Scholar] [CrossRef] [Green Version]
- Bleck, W.; Guo, X.F.; Ma, Y. The TRIP effect and its application in cold formable sheet steels. Steel Res. Int. 2017, 88, 1700218. [Google Scholar] [CrossRef]
- Bouaziz, O.; Guelton, N. Modelling of TWIP effect on work-hardening. Mater. Sci. Eng. A 2001, 319, 246–249. [Google Scholar] [CrossRef]
- Wang, C.; Li, X.; Han, S.; Zhang, L.; Chang, Y.; Cao, W.; Dong, H. Warm stamping technology of the medium Manganese steel. Steel Res. Int. 2018, 89, 1700360. [Google Scholar] [CrossRef]
- Hou, Z.R.; Opitz, T.; Xiong, X.C.; Zhao, X.M.; Yi, H.L. Bake-partitioning in a press-hardening steel. Scr. Mater. 2019, 162, 492–496. [Google Scholar] [CrossRef]
- Pan, H.J.; Cai, M.H.; Ding, H.; Huang, H.S.; Zhu, B.; Wang, Y.L.; Zhang, Y.S. Microstructure evolution and enhanced performance of a novel Nb-Mo microalloyed medium Mn alloy fabricated by low-temperature rolling and warm stamping. Mater. Des. 2017, 134, 352–360. [Google Scholar] [CrossRef]
- Lu, Q.; Eizadjou, M.; Wang, J.; Ceguerra, A.; Ringer, S.; Zhan, H.; Wang, L.; Lai, Q. Medium-Mn martensitic steel ductilized by baking. Metall. Mater. Trans. A 2019, 50, 4067–4074. [Google Scholar] [CrossRef]
- Heating of Steel: Oxidation and Decarburisation. 2017. Available online: https://www.engineeringenotes.com/metallurgy/steel/heating-of-steel-oxidation-and-decarburisation-metallurgy/25788 (accessed on 20 September 2020).
- Hajduga, M.; Kucera, J. Decarburization of Fe-Cr-C steels during high-temperature oxidation. Oxid. Met. 1988, 29, 419–433. [Google Scholar] [CrossRef]
- Silveira, C.C.; da Cunha, M.A.; Buono, V.T.L. The influence of internal oxidation during decarburization of a grain oriented silicon steel on the morphology of the glass film formed at high temperature annealing. J. Magn. Magn. Mater. 2014, 358, 65–69. [Google Scholar] [CrossRef]
- Zheng, G.; Li, X.; Chang, Y.; Wang, C.; Dong, H. A comparative study on formability of the third-generation automotive Medium-Mn steel and 22MnB5 steel. J. Mater. Eng. Perform. 2018, 27, 530–540. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Steel | YS (MPa) | UTS (MPa) | TE (%) | UTS × TE (GPa·%) |
|---|---|---|---|---|
| Cold forming + quench hardening | 1110 | 1430 | 4 | 5.72 |
| Warm stamping | 400 | 930 | 20 | 18.6 |
| Hot stamping | 916 | 1300 | 5.5 | 7.15 |
| Ref. | Initial State | Austenitisation Condition | YS (MPa) | UTS (MPa) | TE (%) | UTS × TE (GPa·%) |
|---|---|---|---|---|---|---|
| [126] | ART-annealed | 810 °C, 5 min | 1220 | 1418 | 11.8 | 16.7 |
| [103,143] | ART-annealed | 800 °C, 5 min | 1050 | 1520 | 10–11.3 | 15.2–17.2 |
| [145] | Warm-rolled | 800 °C, 8 min | 852 | 1717 | 16 | 27.5 |
| [146] * | ART-annealed | 760 °C, 5 min | 1080 | 1565 | 11.7 | 18.3 |
| [144] * | Cold-rolled | 780 °C, 5 min | 1400 | 1805 | 16 | 28.9 |
| [122] * | Cold-rolled | 750 °C, 5 min | 1420 | 1700 | 11.8 | 20.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, C.; Rong, Q.; Yardley, V.A.; Li, X.; Luo, J.; Zhu, G.; Shi, Z. New Developments and Future Trends in Low-Temperature Hot Stamping Technologies: A Review. Metals 2020, 10, 1652. https://doi.org/10.3390/met10121652
Tong C, Rong Q, Yardley VA, Li X, Luo J, Zhu G, Shi Z. New Developments and Future Trends in Low-Temperature Hot Stamping Technologies: A Review. Metals. 2020; 10(12):1652. https://doi.org/10.3390/met10121652
Chicago/Turabian StyleTong, Chenpeng, Qi Rong, Victoria A. Yardley, Xuetao Li, Jiaming Luo, Guosen Zhu, and Zhusheng Shi. 2020. "New Developments and Future Trends in Low-Temperature Hot Stamping Technologies: A Review" Metals 10, no. 12: 1652. https://doi.org/10.3390/met10121652