Shear Strength and Aging Characteristics of Sn-3.0Ag-0.5Cu/Cu Solder Joint Reinforced with ZrO2 Nanoparticles

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Soldering and Microstructure Analysis
2.3. Joint Strength Evaluation and Fractography
3. Results and Discussion
3.1. Effect of ZrO2 NPs Size on the Microstructure of SAC 305/Cu Shear Joints
3.2. Effect of ZrO2 NPs Size on the Interfacial Cu6Sn5 Evolution in SAC 305/Cu Shear Joints
3.3. Effect of ZrO2 NPs Size on the Cu6Sn5 aging Kinetics in SAC 305/Cu Shear Joints
3.4. Effect of ZrO2 Nanoparticle Size on the Shear Strength and Fracture Behavior of SAC 305/Cu Interface
4. Conclusions
- (1).
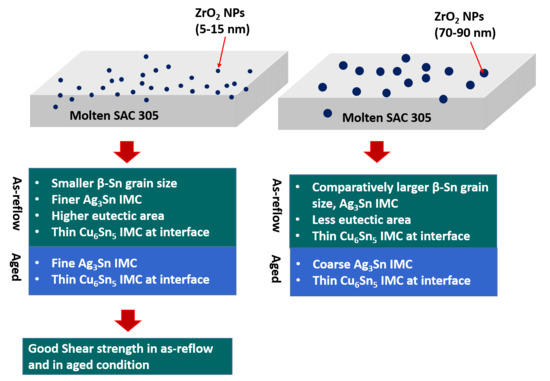
- Microstructure of the as-reflow nanocomposite SAC 305-ZrO2/Cu joints exhibited higher eutectic area with refined β-Sn grain and Ag3Sn IMC as compared to the monolithic SAC 305/Cu joints. In particular, ZrO2 A NPs addition has contributed to a finer β-Sn and Ag3Sn grain size of 3.5 ± 2.0 μm and 0.41 ± 0.03 μm respectively with higher eutectic area as compared to the ZrO2B.
- (2).
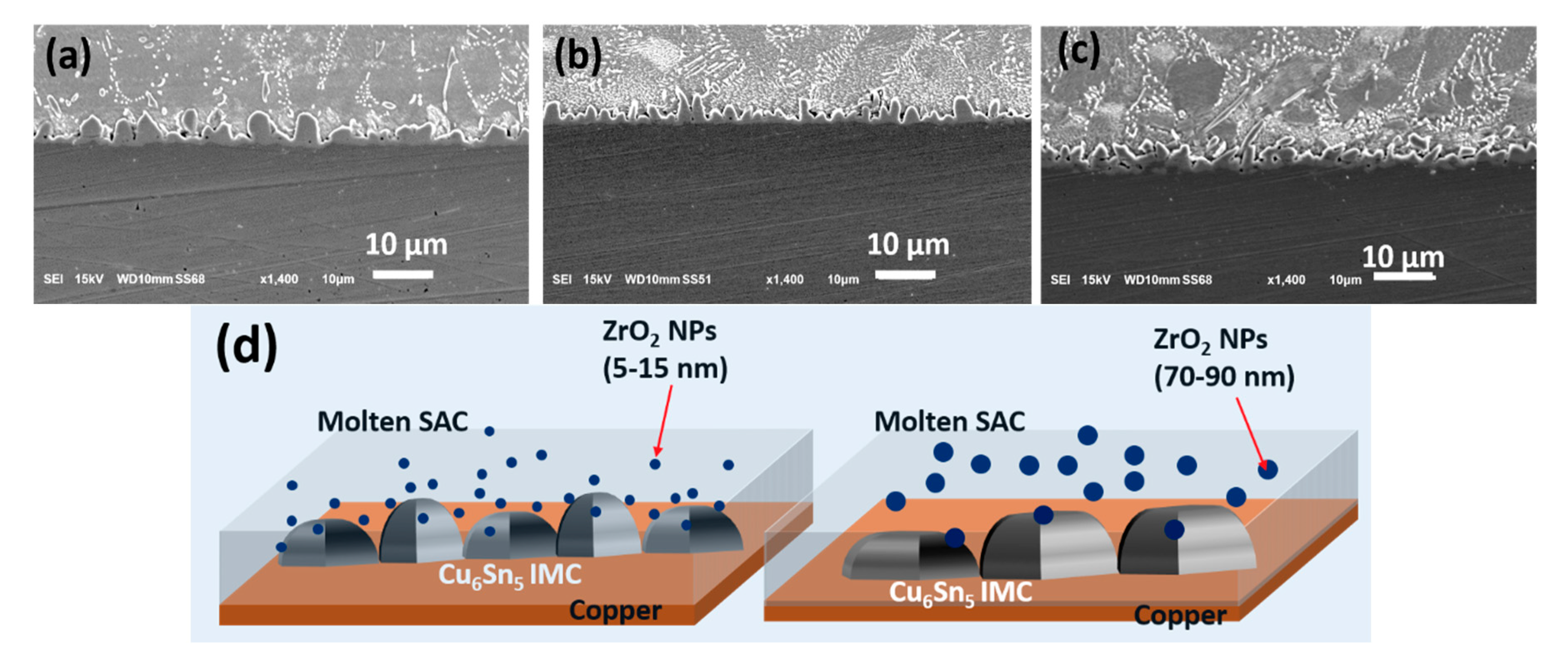
- NPs in the SAC solder suppressed the thickness of Cu6Sn5 IMC at the interface from 2.6 ± 0.9 μm in monolithic to 1.7 ± 0.5 μm and 2.1 ± 0.7 μm for SAC 305-ZrO2A/Cu and SAC 305-ZrO2B/Cu joint respectively.
- (3).
- For all the investigated samples, IMC thickness increased linearly with the square root of aging time and the growth kinetics followed empirical-power law, indicating diffusion-controlled IMC growth. Addition of ZrO2 NPs decreased the diffusion coefficient remarkably. Notably, ZrO2A added SAC 305/Cu joint displayed the smallest diffusion co-efficient of 3.83 × 10–17 m/s. This is due to the presence of higher number of ZrO2 NPs effectively blocking the diffusion of Cu and Sn at the interface
- (4).
- SAC 305-ZrO2A/Cu joints exhibited highest shear strength of 39.7 ± 1.9 MPa in the as-reflow condition owing to finer Ag3Sn IMC with reduced spacing as compared to SAC 305-ZrO2A/Cu joints. Generally, the shear strength of all joints decreased with the aging time. The decline in shear strengths upon aging can be related with the coarsening of Ag3Sn and the growth of Cu-Sn IMC at the interface. ZrO2A added SAC 305/Cu joint exhibited highest shear strength of after 256 h of aging due to the presence of fine Ag3Sn precipitates in the bulk solder.
- (5).
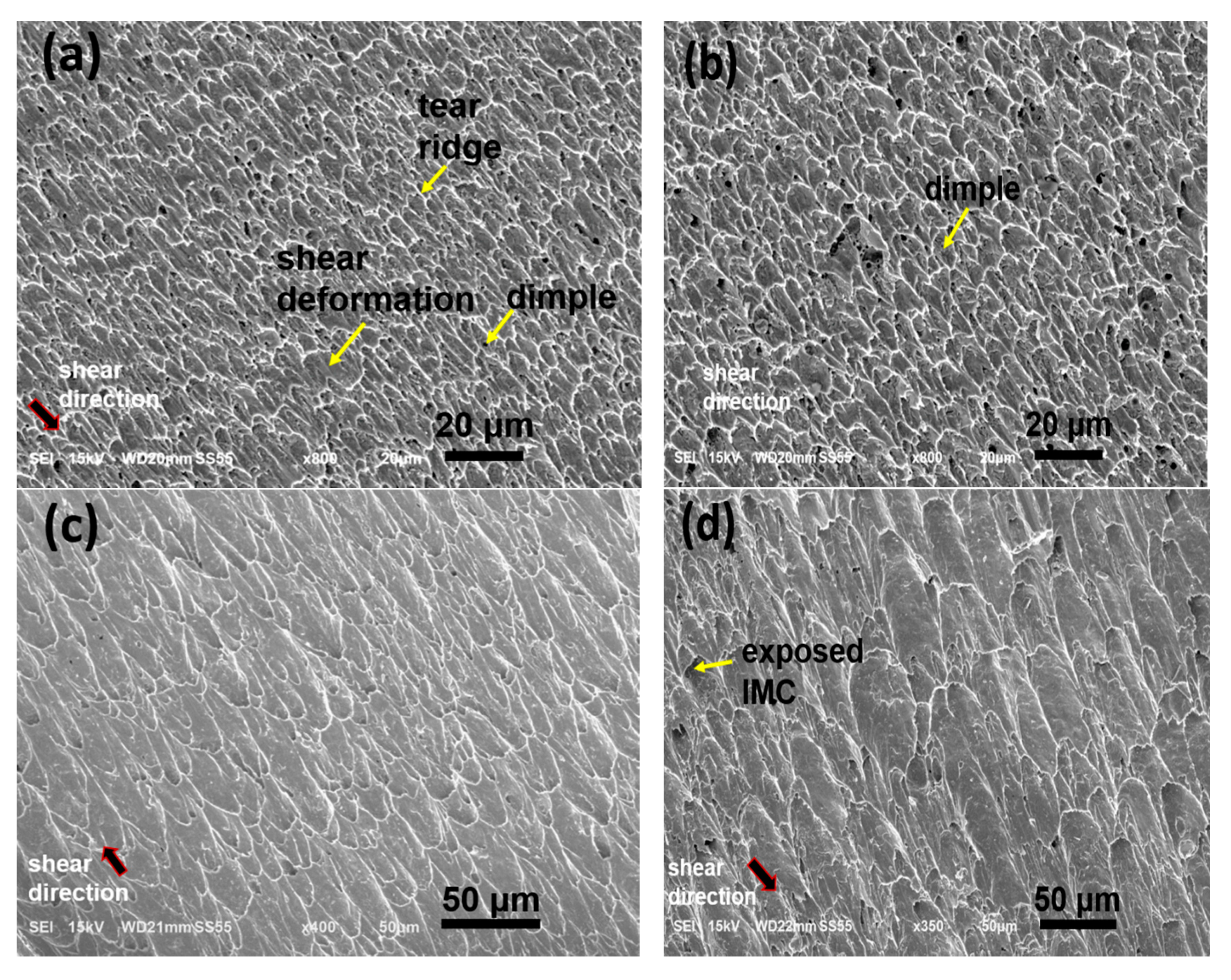
- Fracture analysis shows a ductile fracture mode for all the SAC 305-ZrO2A/Cu until 144 h of aging. After 256 h of aging, both SAC 305-ZrO2A/Cu and SAC 305-ZrO2B/Cu joints fractured by mixed fracture mode at the solder/IMC interface.
Author Contributions
Funding
Conflicts of Interest
References
- Pu, L.; Liu, Y.; Yang, Y.; He, Q.; Zhou, Z.; Zhao, X.; Tan, C.; Tu, K.N. Effect of adding Ag to the medium entropy SnBiIn alloy on intermetallic compound formation. Mater. Lett. 2020, 272, 1–4. [Google Scholar] [CrossRef]
- Pu, L.; He, Q.; Yang, Y.; Zhao, X.; Hou, Z.; Tu, K.N.; Liu, Y. The microstructure and mechanical property of the high entropy alloy as a low temperature solder. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference, Las Vegas, NV, USA, 28–31 May 2019; pp. 1716–1721. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Howes, P.D.; Mannan, S.H. A review: On the development of low melting temperature Pb-free solders. Microelectron. Reliab. 2014, 54, 1253–1273. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.; Sun, L.; Long, W.; He, P.; Xiong, M.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mat. 2019, 20, 876–901. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsao, L.C. Suppressing effect of 0.5 wt.% nano-TiO2 addition into Sn–3.5Ag–0.5Cu solder alloy on the intermetallic growth with Cu substrate during isothermal aging. J. Alloys Compds. 2011, 509, 8441–8448. [Google Scholar] [CrossRef]
- Chuang, T.H.; Wu, M.W.; Chang, S.Y.; Ping, S.F.; Tsao, L.C. Strengthening mechanism of nano-Al2O3 particles reinforced Sn3.5Ag0.5Cu lead-free solder. J. Mater. Sci. Mater. Electron. 2011, 22, 1021–1027. [Google Scholar] [CrossRef]
- Jung, D.H.; Sharma, A.; Lim, D.U.; Yun, J.H.; Jung, J.P. Effects of AlN Nanoparticles on the Microstructure, Solderability, and Mechanical Properties of Sn-Ag-Cu Solder. Metall. Mater. Trans. A 2017, 48, 4372–4384. [Google Scholar] [CrossRef]
- Babaghorbani, P.; Nai, S.M.L.; Gupta, M. Development of lead-free Sn-3.5Ag/SnO2 nanocomposite solders. J. Mater. Sci. Mater. Electron. 2008, 20, 571–576. [Google Scholar] [CrossRef]
- Shen, J.; Liu, Y.C.; Han, Y.J.; Tian, Y.M.; Gao, H.X. Strengthening effects of ZrO2 nanoparticles on the microstructure and microhardness of Sn-3.5Ag lead-free solder. J. Electron. Mater. 2006, 35, 1672–1679. [Google Scholar] [CrossRef]
- Hu, X.; Xu, T.; Keer, L.M.; Li, Y.; Jiang, X. Microstructure evolution and shear fracture behavior of aged Sn3Ag0. 5Cu/Cu solder joints. Mater. Sci. Eng. A 2016, 673, 167–177. [Google Scholar] [CrossRef]
- Huang, M.L.; Yang, F. Size effect model on kinetics of interfacial reaction between Sn-xAg-yCu solders and Cu substrate. Sci. Rep. 2015, 4, 7117. [Google Scholar] [CrossRef] [Green Version]
- Chang, S.Y.; Jain, C.C.; Chuang, T.H.; Feng, L.P.; Tsao, L.C. Effect of addition of TiO2 nanoparticles on the microstructure, microhardness and interfacial reactions of Sn3.5AgXCu solder. Mater. Des. 2011, 32, 4720–4727. [Google Scholar] [CrossRef]
- Aspalter, A.; Cerny, A.; Göschl, M.; Podsednik, M.; Khatibi, G.; Yakymovych, A.; Plevachuk, Y. Hybrid solder joints: Morphology and shear strength of Sn–3.0Ag–0.5Cu solder joints by adding ceramic nanoparticles through flux doping. Appl. Nanosci. 2020, 29, 1–7. [Google Scholar] [CrossRef]
- Gain, A.K.; Fouzder, T.; Chan, Y.C.; Yung, W.K.C. Microstructure kinetic analysis and hardness of Sn-Ag-Cu-1 wt% nano ZrO2 composite solder on OSP-Cu pads. J. Alloys Compds. 2011, 509, 3319–3325. [Google Scholar] [CrossRef]
- Shang, S.; Kunwar, A.; Yao, J.; Wang, Y.; Ma, H.; Wang, Y. Efect of the TiO2 Nanoparticles on the Growth Behavior of Intermetallics in Sn/Cu Solder Joints. Met. Mater. Int. 2019, 25, 499–507. [Google Scholar] [CrossRef]
- Sivasubramaniam, V.; Galli, M.; Cugnoni, J.; Janczak-Rusch, J.; Botsis, J. A Study of the Shear Response of a Lead-Free Composite Solder by Experimental and Homogenization Techniques. J. Electron. Mater. 2009, 38, 2122–2131. [Google Scholar] [CrossRef]
- Tsao, L.C.; Chang, S.Y.; Lee, C.I.; Sun, W.H.; Huang, C.H. effects of nano-Al2O3 additions on microstructure development and hardness of Sn3.5Ag0.5Cu solder. Mater. Des. 2010, 31, 4831–4835. [Google Scholar] [CrossRef]
- El-Daly, A.A.; Fawzy, A.; Mansour, S.F.; Younis, M.J. Thermal analysis and mechanical properties of An-1.0Ag-0.5Cu solder alloy after modification with SiC anao-sized particles. J. Mater. Sci. Mater. Electron. 2013, 24, 2976–2988. [Google Scholar] [CrossRef]
- Shen, J.; Chan, Y.C. Research advances in nano-composite solders. Microelectron. Reliab. 2009, 49, 223–234. [Google Scholar] [CrossRef]
- Xia, Z.; Chen, Z.; Shi, Y.; Mu, N.; Sun, N. Effect of Rare Earth Element Additions on the Microstructure and Mechanical Properties of Tin-Silver-Bismuth Solder. J. Electron. Mater. 2002, 31, 564–567. [Google Scholar] [CrossRef]
- Zhang, L.; Tu, K.N. Structure and properties of lead-free solders bearing micro and nano particles. Mater. Sci. Eng. R Rep. 2014, 82, 1–32. [Google Scholar] [CrossRef]
- Deng, X.; Sidhu, R.S.; Johnson, P.; Chawla, N. Influence of Reflow and Thermal Aging on the Shear Strength and Fracture Behavior of Sn-3.5Ag Solder/Cu Joints. Metall. Mater. Trans. A 2005, 36, 55–64. [Google Scholar] [CrossRef]
- Zuozhu, Y.; Sun, F.; Guo, M. Effect of Sn/Cu thickness ratio on the transformation law of Cu6Sn5 to Cu3Sn in Sn/Cu interface during aging. Mater. Res. 2018, 5, 086503. [Google Scholar] [CrossRef]
- Rizvi, M.J.; Chan, Y.C.; Bailey, C.; Lu, H.; Islam, M.N. Effect of adding 1wt% Bi into the Sn−2.8Ag−0.5Cu solder alloy on the intermetallic formations with Cu-substrate during soldering and isothermal aging. J. Alloys Compds. 2006, 407, 208–214. [Google Scholar] [CrossRef]
- Yakymovych, A.; Slabon, A.; Švec, P., Sr.; Plevachuk, Y.; Orovcik, L.; Bajana, O. Nanocomposite SAC solders: The effect of adding CoPd nanoparticles on the morphology and the shear strength of the Sn–3.0Ag–0.5Cu/Cu solder joints. Appl. Nanosci. 2020, 49. [Google Scholar] [CrossRef]
- Tsao, L.C.; Wu, R.W.; Cheng, T.H.; Fan, K.H.; Chen, R.S. Effects of nano-Al2O3 particles on microstructure and mechanical properties of Sn3.5Ag0.5Cu composite solder ball grid array joints on Sn/Cu pads. Mater. Des. 2013, 50, 774–781. [Google Scholar] [CrossRef]
- Nai, S.M.L.; Wei, J.; Gupta, M. Interfacial intermetallic growth and shear strength of lead-free composite solder joints. J. Alloys Compds. 2009, 473, 100–106. [Google Scholar] [CrossRef]
- Zhao, D.; Zhang, K.; Ma, N.; Li, S.; Yin, C.; Huo, F. Dynamic Observation of Interfacial IMC Evolution and Fracture Mechanism of Sn2.5Ag0.7Cu0.1RE/Cu Lead-Free Solder Joints during Isothermal Aging. Materials 2020, 13, 831. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Felton, L.E.; Messler, R.W. The effect of soldering process variables on the microstructure and mechanical properties of eutectic Sn-Ag/Cu solder joints. J. Electron. Mater. 1995, 24, 1465–1472. [Google Scholar] [CrossRef]
- Tian, Y.; Ren, N.; Zhao, Z.; Wu, F.; Sitaraman, S.K. Ag3Sn compounds coarsening behaviors in Micro-joints. Materials 2018, 11, 2509. [Google Scholar] [CrossRef] [Green Version]
- Morando, C.; Fornaro, O.; Garbellini, O.; Palacio, H. Microstructure evolution during the aging at elevated temperature of Sn-Ag-Cu solder alloys. Procedia Mater. Sci. 2012, 1, 80–86. [Google Scholar] [CrossRef] [Green Version]
- Mahdavifard, M.H.; Sabri, M.F.M.; Said, S.M.; Rozali, S. High stability and aging resistance Sn-1Ag-0.5Cu solder alloy by Fe and Bi minor alloying. Microelectron. Eng. 2019, 208, 29–38. [Google Scholar] [CrossRef]
- An, T.; Qin, F. Effects of the intermetallic compound microstructure on the tensile behavior of Sn3.0Ag0.5Cu/Cu solder joint under various strain rates. Microelectron. Reliab. 2014, 54, 932–938. [Google Scholar] [CrossRef]
- An, T.; Qin, F. Intergranular cracking simulation of the intermetallic compound layer in solder joints. Comput. Mater. Sci. 2013, 79, 1–14. [Google Scholar] [CrossRef]
- Yao, P.; Li, X.; Han, X.; Xu, L. Shear strength and fracture mechanism for full Cu-Sn IMCs solder joints with different Cu3Sn proportion and joints with conventional interfacial structure in electronic packaging. Comput. Mater. Sci. 2019, 31, 6–19. [Google Scholar] [CrossRef]
- Yang, L.; Ge, J.; Zhang, Y.; Dai, J. Interfacial IMC layer and tensile properites of Ni-reinforced Cu/Sn-0.7Cu-0.05Ni/Cu solder joint: Effect of aging temerpature. Trans. Indian Inst. Metal. 2017, 70, 2429–2439. [Google Scholar] [CrossRef]
- Sujan, G.K.; Haseeb, A.S.M.A.; Nishikawa, H.; Amalina, M.A. Interfacial reaction, ball shear strength and fracture surface analysis of lead-free solder joints prepared using cobalt nanoparticle doped flux. J. Alloys Compds. 2017, 695, 981–990. [Google Scholar] [CrossRef]
- Lee, C.B.; Jung, S.B.; Shin, Y.E.; Shur, C.C. Effect of isothermal Aging on the ball shear strength in BGS joints with Sn-3.5Ag-0.75Cu solder. Mater. Trans. 2002, 43, 1858–1863. [Google Scholar] [CrossRef] [Green Version]
- Park, J.M.; Kim, S.H.; Jeong, M.H.; Park, Y.B. Effect of Cu–Sn intermetallic compound reactions on the Kirkendall void growth characteristics in Cu/Sn/Cu microbumps. Jpn. J. Appl. Phys. 2014, 53, 1–4. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ag3Sn (μm) | Ag3Sn Spacing (μm) | β-Sn Grain Size (μm) | Eutectic Area % | ||
|---|---|---|---|---|---|---|
| Length | Width | Grain Size | ||||
| SAC 305 | 4.9 ± 1.2 | 0.63 ± 0.08 | 2.7 ± 0.6 | 2.4 ± 1.4 | 21.1 ± 3.3 | 16.6 |
| SAC 305-ZrO2A | 0.45 ± 0.07 | 0.37 ± 0.03 | 0.41 ± 0.03 | 0.56 ± 0.08 | 3.5 ± 2.0 | 32.4 |
| SAC 305-ZrO2B | 1.4 ± 1.1 | 0.71 ± 0.07 | 1.0 ± 0.5 | 0.89 ± 0.1 | 11.3 ± 4.1 | 26.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajendran, S.H.; Hwang, S.J.; Jung, J.P. Shear Strength and Aging Characteristics of Sn-3.0Ag-0.5Cu/Cu Solder Joint Reinforced with ZrO2 Nanoparticles. Metals 2020, 10, 1295. https://doi.org/10.3390/met10101295
Rajendran SH, Hwang SJ, Jung JP. Shear Strength and Aging Characteristics of Sn-3.0Ag-0.5Cu/Cu Solder Joint Reinforced with ZrO2 Nanoparticles. Metals. 2020; 10(10):1295. https://doi.org/10.3390/met10101295
Chicago/Turabian StyleRajendran, Sri Harini, Seung Jun Hwang, and Jae Pil Jung. 2020. "Shear Strength and Aging Characteristics of Sn-3.0Ag-0.5Cu/Cu Solder Joint Reinforced with ZrO2 Nanoparticles" Metals 10, no. 10: 1295. https://doi.org/10.3390/met10101295