Finite Element Analysis of the Influence of the Assembly Parameters on the Fretting Phenomena at the Bearing/Big End Interface in High-Performance Connecting Rods


Abstract
:1. Introduction
2. Materials and Methods
2.1. The Assembly Considered in the Analysis
2.2. The Assembly Procedure
2.3. The Finite Element Model
- The connecting rod shank and cap are tightened with the assembly preload;
- With the preload still active, the nodes of the big end are projected onto a perfectly cylindrical surface with a specific stress-free procedure;
- The big end bearing is inserted into the big end, and the bolt preload is eventually adjusted to a different value with respect to the assembly phase;
- A homogeneous and constant thermal field of 120 °C is applied to all nodes of the domain, which promotes a different thermal expansion of the components manufactured with different materials and consequently modifies the stress state;
- The elasto-hydrodynamic pressure distribution, calculated in advance and whose profile varies as a function of the crank angle (CA; see Figure 4), is applied to the inner surfaces of the bearing through a three-dimensional mapping tool. In particular, the whole engine cycle is first simulated considering 144 sampling instants (one every 5° CA), and simplified analyses are subsequently performed once the most representative instants are identified.
The Results of the Finite Element Analysis of the Whole Engine Cycle
2.4. The Simplified Finite Element Model
The Results of the Simplified Finite Element Model
3. Results and Discussion
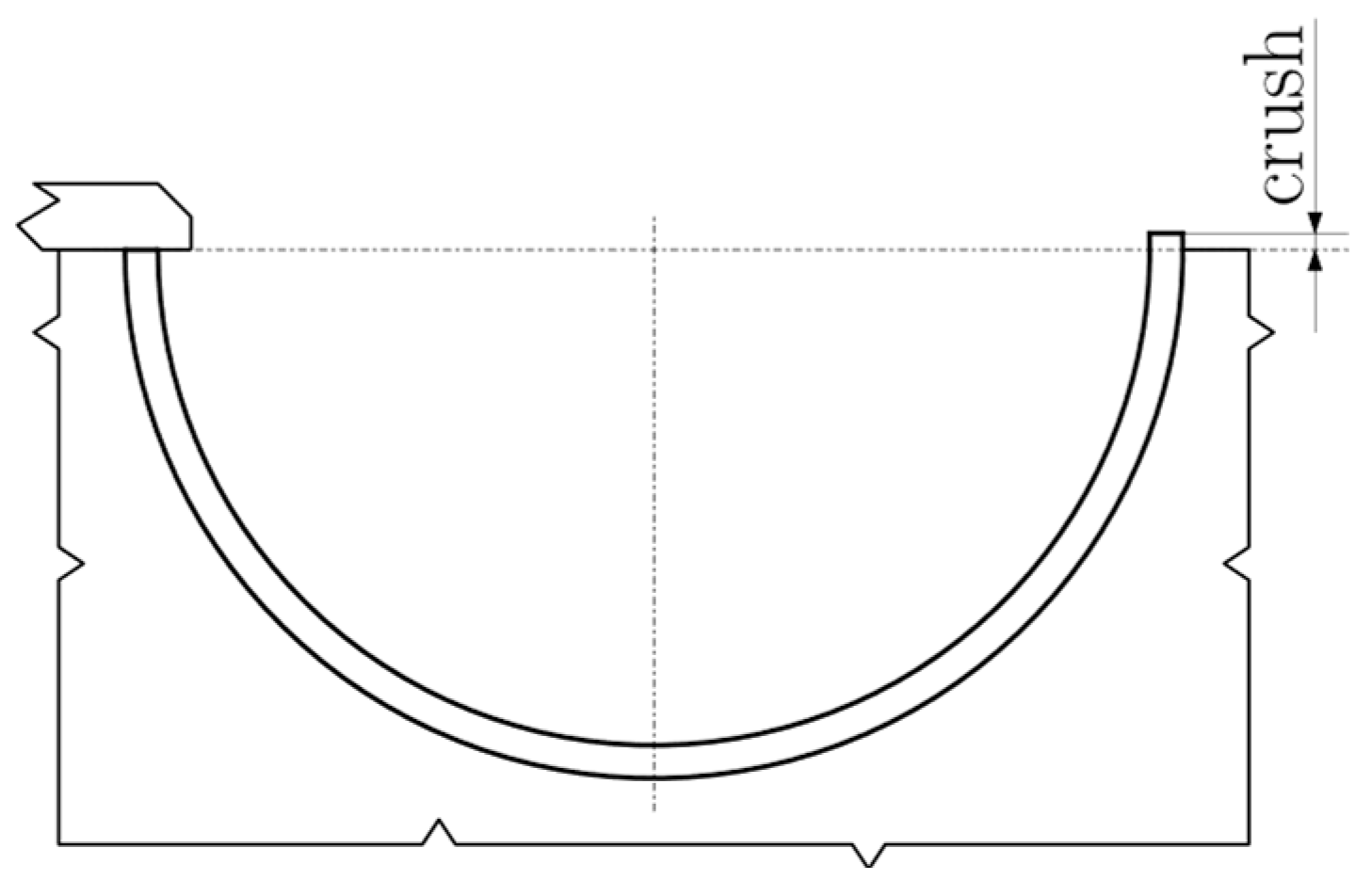
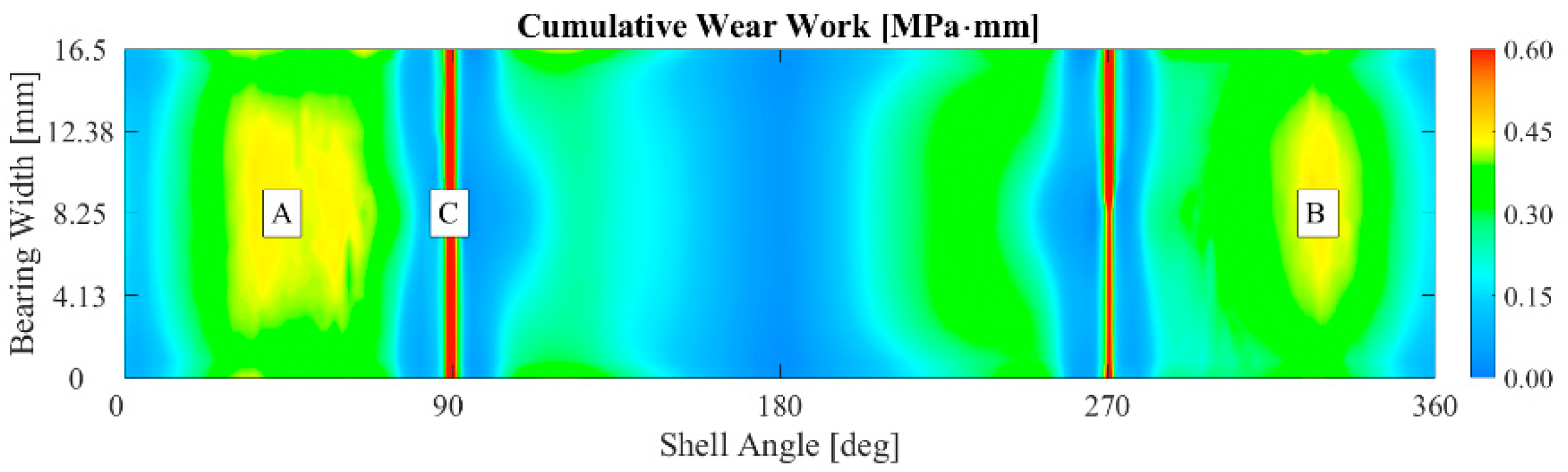
3.1. The Influence of the Bearing Crush Value on the Fretting Behavior
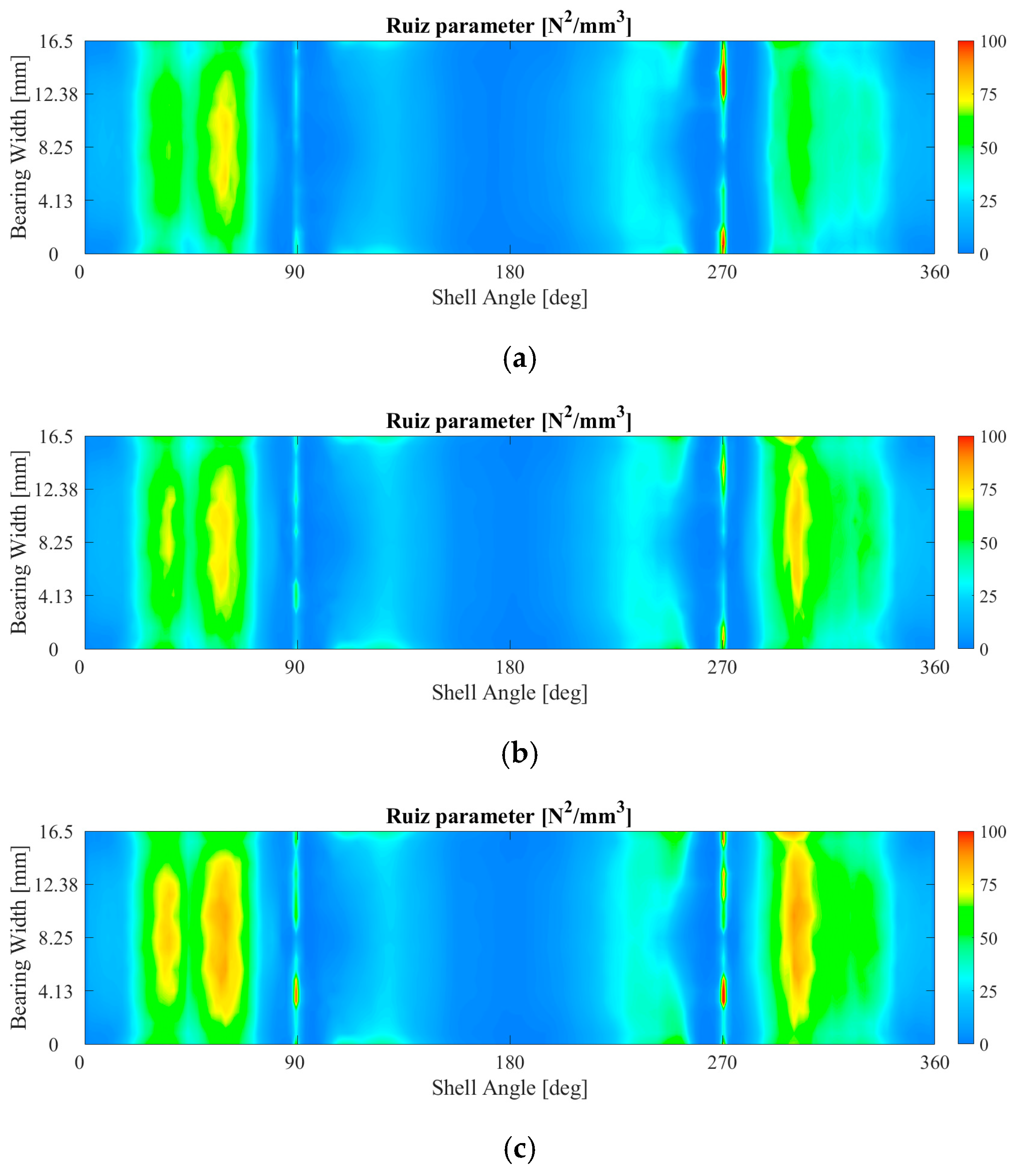
3.2. The Influence of the Bolt Tightening on the Fretting Behavior
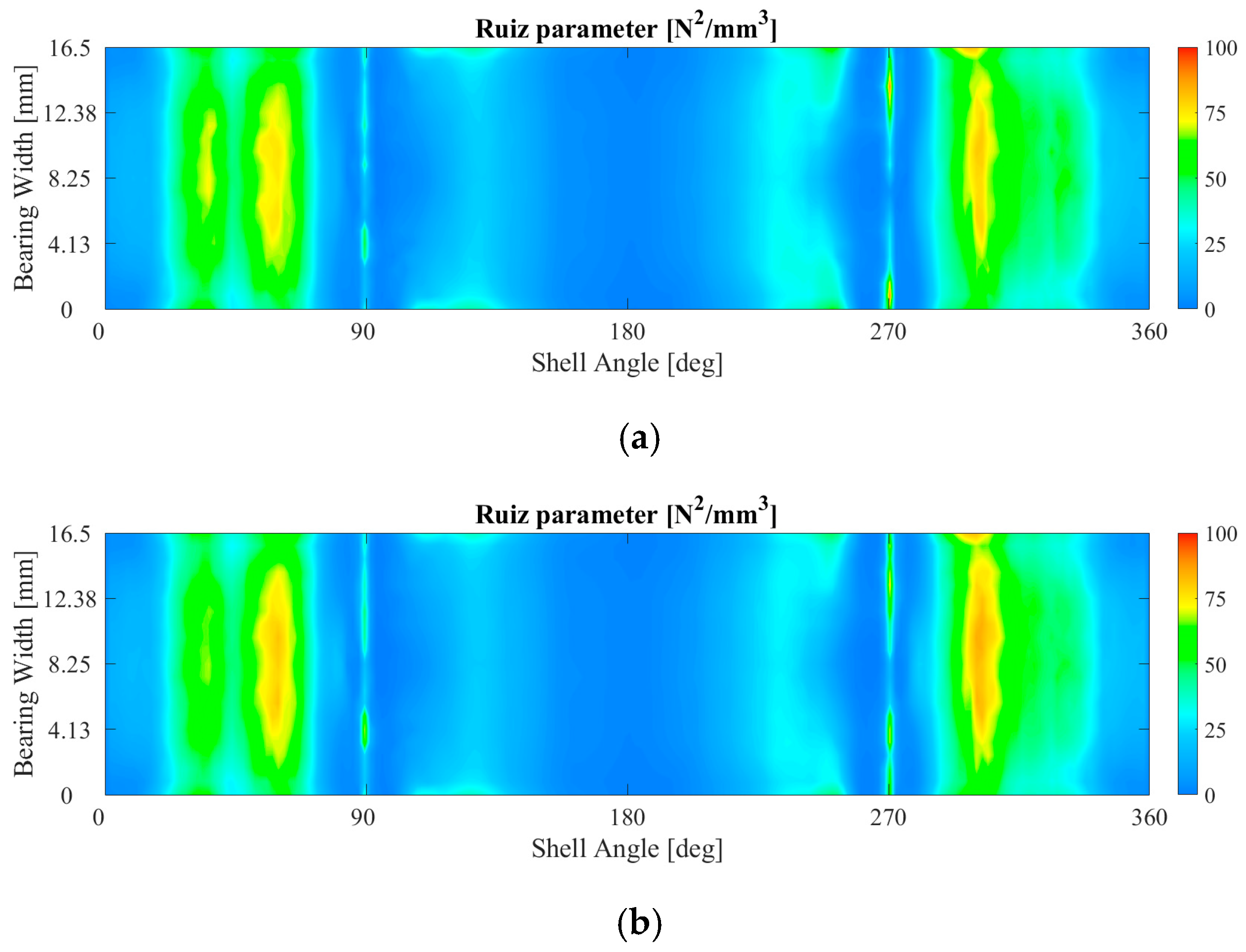
3.3. The Influence of the Friction Coefficient on the Fretting Behavior
4. Conclusions
- The primary physical variables involved in the fretting fatigue phenomenon were examined, and the minimum number of time points to simulate were selected, ensuring that the result accuracy was maintained while avoiding excessively lengthy simulations. This allowed the proposed procedure to be used as a guideline to identify limited and selected instants important for the analysis of fretting phenomena in generic complex assemblies subjected to generic complex periodic loads.
- Once the validity of the simplified approach was established, comparisons were made by varying the bearing crush, bolt tightening, and friction coefficient between the big end and the bearing.
- It was observed that an increased bearing crush leads to an increase in the fretting damage, mainly promoted by the increased press-fitting contact pressure.
- Adjusting the tightening torque, with the aim of possibly restoring a more cylindrical surface of the conrod big end in operating condition, was found to marginally affect the fretting parameters, thus opening future discussions on the effect of bolt tightening on the elasto-hydrodynamic phenomena.
- As for the friction coefficient, it was evident that as the friction coefficient increases, fretting damage parameters increase. Interestingly, a linear relationship was observed between cumulative specific wear work and friction coefficient. Based on these findings, a potential avenue for future development emerges. In particular, the calculation methodology presented can be enhanced by incorporating a variable friction coefficient that increases with the number of engine cycles, considering that as the wear process progresses, the contact surfaces become progressively rougher, resulting in a higher local coefficient of friction and in an intensified wear mechanism over time. This addition will further improve the accuracy of the results from a quantitative perspective, although establishing a direct correlation between the friction coefficient, wear work, and the number of engine cycles remains challenging, and dedicated experimental campaigns are necessary.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Strozzi, A.; Baldini, A.; Giacopini, M.; Bertocchi, E.; Mantovani, S. A Repertoire of Failures in Connecting Rods for Internal Combustion Engines, and Indications on Traditional and Advanced Design Methods. Eng. Fail. Anal. 2016, 60, 20–39. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Scapecchi, C. Fretting Fatigue in Mechanical Joints: A Literature Review. Lubricants 2022, 10, 53. [Google Scholar] [CrossRef]
- Bill, R.C. Fretting Wear and Fretting Fatigue—How Are They Related? J. Lubr. Technol. 1983, 105, 230–238. [Google Scholar] [CrossRef]
- Hills, D.A. Mechanics of Fretting Fatigue. Wear 1994, 175, 107–113. [Google Scholar] [CrossRef]
- Sunde, S.L.; Berto, F.; Haugen, B. Predicting Fretting Fatigue in Engineering Design. Int. J. Fatigue 2018, 117, 314–326. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Morri, A.; Olmi, G. Analysis of the Influence of Fretting on the Fatigue Life of Interference Fitted Joints. In Proceedings of the Volume 2B: Advanced Manufacturing; American Society of Mechanical Engineers, Montreal, QC, Canada, 14–20 November 2014; pp. 1–10. [Google Scholar]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Paiardini, L.; Robusto, F.; Scapecchi, C. Fretting Fatigue of Interference Fitted Joints: Development of a Novel Specimen for Four-Point Rotating-Bending Tests and Experimental Results. Eng. Fail. Anal. 2023, 144, 106994. [Google Scholar] [CrossRef]
- Berto, F.; Croccolo, D.; Cuppini, R. Fatigue Strength of a Fork-Pin Equivalent Coupling in Terms of the Local Strain Energy Density. Mater. Des. 2008, 29, 1780–1792. [Google Scholar] [CrossRef]
- Barbieri, S.G.; Mangeruga, V.; Giacopini, M.; Callegari, M.S.; Bagnoli, L. Effect of the Thermal Mean Stress Value on the Vibration Fatigue Assessment of the Exhaust System of a Motorcycle Engine. SAE Int. J. Engines 2023, 16, 03–16-08–0057. [Google Scholar] [CrossRef]
- Mangeruga, V.; Renso, F.; Barbieri, S.G.; Giacopini, M.; Raimondi, F. Numerical Investigation of the Dynamic Effects on the Fatigue Behaviour of a Transmission Chain in a Hybrid Power Unit. J. Multiscale Model. 2023, 14, 1–29. [Google Scholar] [CrossRef]
- Kunzelmann, B.; Rycerz, P.; Xu, Y.; Arakere, N.K.; Kadiric, A. Prediction of Rolling Contact Fatigue Crack Propagation in Bearing Steels Using Experimental Crack Growth Data and Linear Elastic Fracture Mechanics. Int. J. Fatigue 2023, 168, 107449. [Google Scholar] [CrossRef]
- Morales-Espejel, G.E.; Rycerz, P.; Kadiric, A. Prediction of Micropitting Damage in Gear Teeth Contacts Considering the Concurrent Effects of Surface Fatigue and Mild Wear. Wear 2018, 398–399, 99–115. [Google Scholar] [CrossRef]
- Feyzi, M.; Fallahnezhad, K.; Taylor, M.; Hashemi, R. A Review on the Finite Element Simulation of Fretting Wear and Corrosion in the Taper Junction of Hip Replacement Implants. Comput. Biol. Med. 2021, 130, 104196. [Google Scholar] [CrossRef] [PubMed]
- McColl, I.R.; Ding, J.; Leen, S.B. Finite Element Simulation and Experimental Validation of Fretting Wear. Wear 2004, 256, 1114–1127. [Google Scholar] [CrossRef]
- Ding, J.; McColl, I.R.; Leen, S.B.; Shipway, P.H. A Finite Element Based Approach to Simulating the Effects of Debris on Fretting Wear. Wear 2007, 263, 481–491. [Google Scholar] [CrossRef]
- Muflikhun, M.A.; Adyudya, M.; Rahman, N.F.; Sentanuhady, J.; Raghu, S.N.V. Comprehensive Analysis and Economic Study of Railway Brake Failure from Metal-Based and Composites-Based Materials. Forces Mech. 2023, 12, 100223. [Google Scholar] [CrossRef]
- Ruiz, C.; Boddington, P.H.B.; Chen, K.C. An Investigation of Fatigue and Fretting in a Dovetail Joint. Exp. Mech. 1984, 24, 208–217. [Google Scholar] [CrossRef]
- Barbieri, S.G.; Mangeruga, V.; Giacopini, M. The Effects of the Specific Material Selection on the Structural Behaviour of the Piston-Liner Coupling of a High Performance Engine. In Proceedings of the SAE Technical Papers, Digital summit, 21 September 2021; pp. 1–15. [Google Scholar]
- Strozzi, A.; Mantovani, S.; Barbieri, S.G.; Baldini, A. Two Analytical Structural Models of the Connecting Rod Cap. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2023, 1, 1–17. [Google Scholar] [CrossRef]
- Le Falher, M.; Fouvry, S.; Arnaud, P.; Maurel, V.; Antoni, N.; Billardon, R. Fretting-Fatigue of Shrink Fit Lug-Bush Assemblies: Interference-Fit Effect. Tribol. Int. 2023, 186, 108581. [Google Scholar] [CrossRef]
- Chao, J. Fretting-Fatigue Induced Failure of a Connecting Rod. Eng. Fail. Anal. 2019, 96, 186–201. [Google Scholar] [CrossRef]
- Pujatti, M.; Suhadolc, M.; Piculin, D. Fretting-Initiated Fatigue in Large Bore Engines Connecting Rods. Procedia Eng. 2014, 74, 356–359. [Google Scholar] [CrossRef]
- Son, J.H.; Ahn, S.C.; Bae, J.G.; Ha, M.Y. Fretting Damage Prediction of Connecting Rod of Marine Diesel Engine. J. Mech. Sci. Technol. 2011, 25, 441–447. [Google Scholar] [CrossRef]
- Badding, B.; Bhalerao, M.; Dowell, J.P.; Gambheera, R.; Sundaram, S. A Method to Predict Fretting in Diesel Engine Connecting Rod Bearing Bores. In Proceedings of the ASME 2004 Internal Combustion Engine Division Fall Technical Conference, Long Beach, CA, USA, 24–27 October 2004; ASMEDC: New York, NY, USA, 2004; pp. 607–616. [Google Scholar]
- Merritt, D.; Zhu, G. The Prediction of Connecting Rod Fretting and Fretting Initiated Fatigue Fracture. In Proceedings of the SAE Technical Papers, Tampa, FL, USA, 25 October 2004; Volume 113, pp. 1633–1638. [Google Scholar]
- Cebon, D.; Ashby, M.F.; Bream, C.; Lee-Shothaman, L. CES EduPack User’s Manual . 2023. Available online: https://www.ansys.com/products/materials/granta-edupack (accessed on 1 July 2023).
- MSC Software Corporation Marc 2023.2 User Documentation, Volume A: Theory and User Information. 2023. Available online: https://simcompanion.hexagon.com/customers/s/article/msc-marc-volume-a--theory-and-user-information-doc9245 (accessed on 1 July 2023).
- Zienkiewicz, O.C. The Finite Element Method: Its Basis and Fundamentals. In The Finite Element Method: Its Basis and Fundamentals; Elsevier: Amsterdam, The Netherlands, 2013; p. iii. [Google Scholar]
- Press, W.H.; Teukolsky, S.A.; Vetterling, W.T.; Flannery, B.P. Numerical Recipes: The Art of Scientific Computing, 3rd ed.; Cambridge University Press: Cambridge, UK, 2007; Volume 1, ISBN 978-0-521-88068-8. [Google Scholar]
- Depouhon, P.; Sprauel, J.M.; Mermoz, E. Prediction of Residual Stresses and Distortions Induced by Nitriding of Complex 3D Industrial Parts. CIRP Ann. 2015, 64, 553–556. [Google Scholar] [CrossRef]
- Londhe, A.; Yadav, V.; Sen, A. Finite Element Analysis of Connecting Rod and Correlation with Test. In Proceedings of the SAE Technical Papers, Detroit, MI, USA, 20 April 2009. [Google Scholar]
- Robert, B.; Brown, E.B. Engine Oils and Automotive Lubrication; Bartz, W.J., Ed.; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780203757451. [Google Scholar]
- Pirro, D.; Webster, M.; Daschner, E. Lubrication Fundamentals, Third Edition, Revised and Expanded; CRC Press: Boca Raton, FL, USA, 2016; ISBN 978-1-4987-5290-9. [Google Scholar]
- Neale, M.J. Tribology Handbook; Elsevier: Amsterdam, The Netherlands, 1995; ISBN 9780750611985. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component/Material | Mechanical/Physical Property | Value |
|---|---|---|
| Connecting rod/titanium | Density | 4.51 g/cm3 |
| Young’s modulus | 110 GPa | |
| Poisson’s ratio | 0.3 | |
| Thermal expansion | 9·10−6 | |
| Bolts/steel | Density | 7.8 g/cm3 |
| Young’s modulus | 207 GPa | |
| Poisson’s ratio | 0.3 | |
| Thermal expansion | 1.1·10−5 | |
| Bearing/steel | Density | 7.8 g/cm3 |
| Young’s modulus | 210 GPa | |
| Poisson’s ratio | 0.3 | |
| Thermal expansion | 1.1·10−5 |
| Contact Bodies | Contact Interaction | Friction Coefficient |
|---|---|---|
| Conrod shank–conrod cap | Nonlinear unilateral contact | 0.3 |
| Conrod shank–dowel pin | Glued contact | 0.3 |
| Conrod shank–bearing | Nonlinear unilateral contact | 0.1–0.6 |
| Conrod shank–bolts (thread) | Nonlinear unilateral contact | 0.3 |
| Conrod cap–bolts (head) | Nonlinear unilateral contact | 0.3 |
| Conrod cap–bearing | Nonlinear unilateral contact | 0.1–0.6 |
| Conrod cap–dowel pin | Nonlinear unilateral contact | 0.3 |
| Shank half-bearing–cap half-bearing | Nonlinear unilateral contact | 0.3 |
| Parameter | Value |
|---|---|
| Revving speed | 12,500 rpm |
| Friction coefficient | 0.1 |
| Bearing crush | 0.1 mm |
| Tightening preload | 40,000 N |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Renso, F.; Barbieri, S.G.; Mangeruga, V.; Giacopini, M. Finite Element Analysis of the Influence of the Assembly Parameters on the Fretting Phenomena at the Bearing/Big End Interface in High-Performance Connecting Rods. Lubricants 2023, 11, 375. https://doi.org/10.3390/lubricants11090375
Renso F, Barbieri SG, Mangeruga V, Giacopini M. Finite Element Analysis of the Influence of the Assembly Parameters on the Fretting Phenomena at the Bearing/Big End Interface in High-Performance Connecting Rods. Lubricants. 2023; 11(9):375. https://doi.org/10.3390/lubricants11090375
Chicago/Turabian StyleRenso, Fabio, Saverio Giulio Barbieri, Valerio Mangeruga, and Matteo Giacopini. 2023. "Finite Element Analysis of the Influence of the Assembly Parameters on the Fretting Phenomena at the Bearing/Big End Interface in High-Performance Connecting Rods" Lubricants 11, no. 9: 375. https://doi.org/10.3390/lubricants11090375