Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Cooling Environments
2.3. Measuring Instruments and Methods
2.4. Statistical Analysis
3. Results and Discussion
3.1. Composite Fabrication
3.2. Surface Roughness Analysis
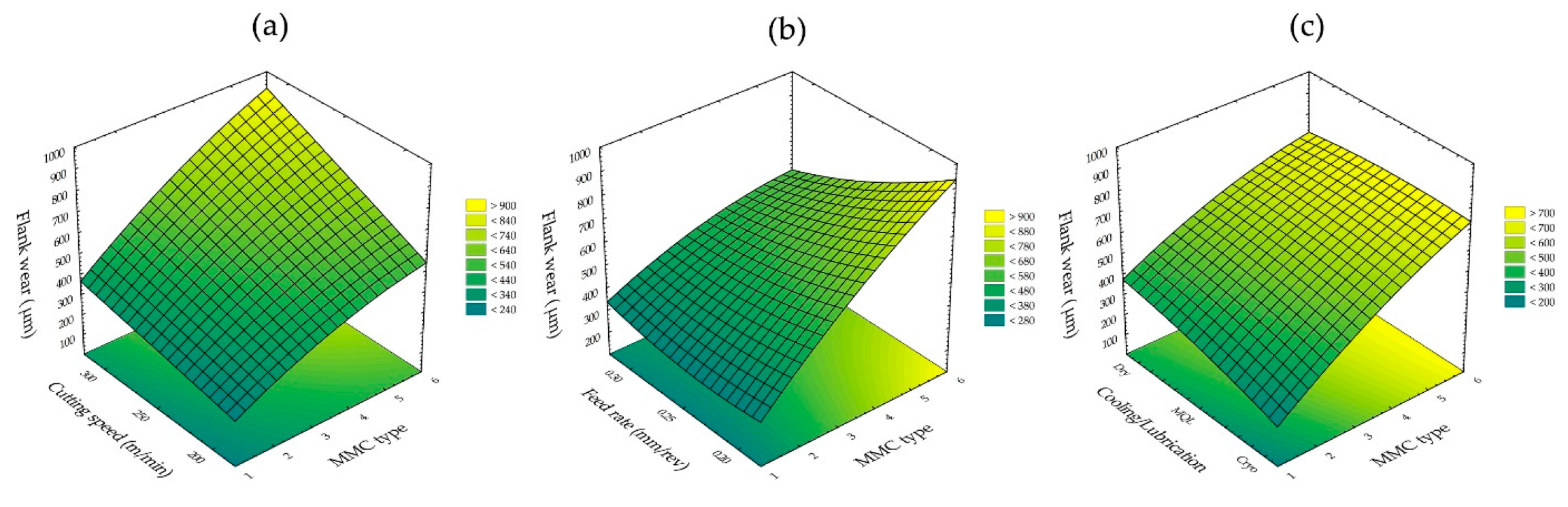
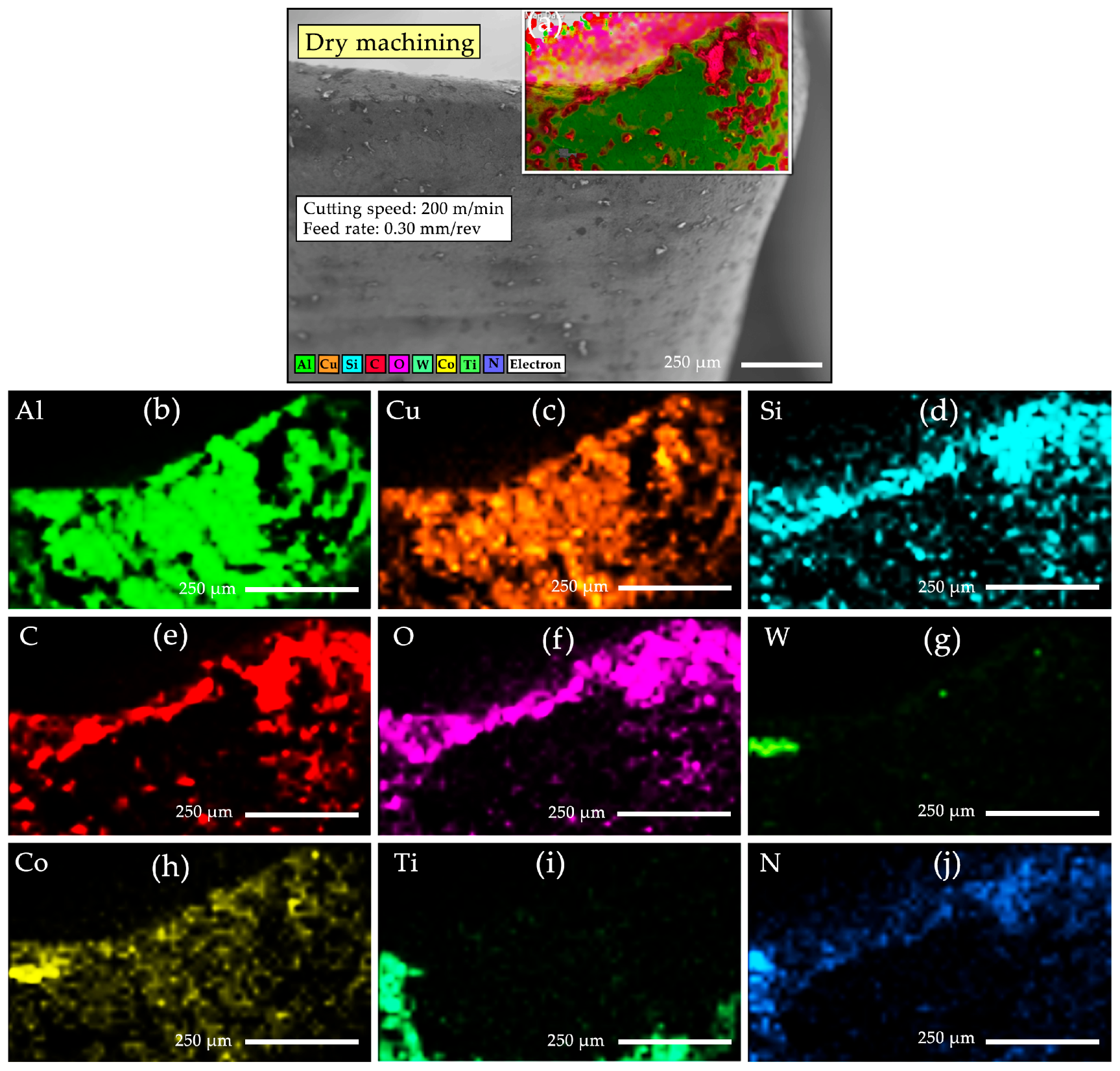
3.3. Flank Wear Analysis
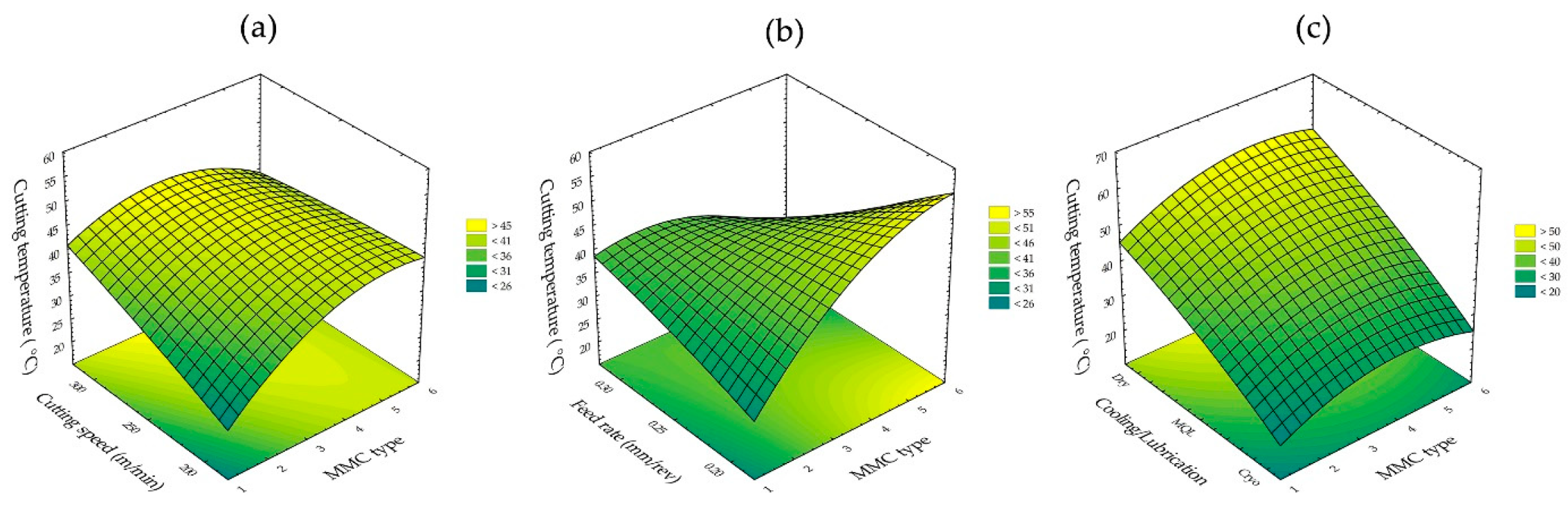
3.4. Cutting Temperature Analysis
3.5. Energy Consumption Analysis
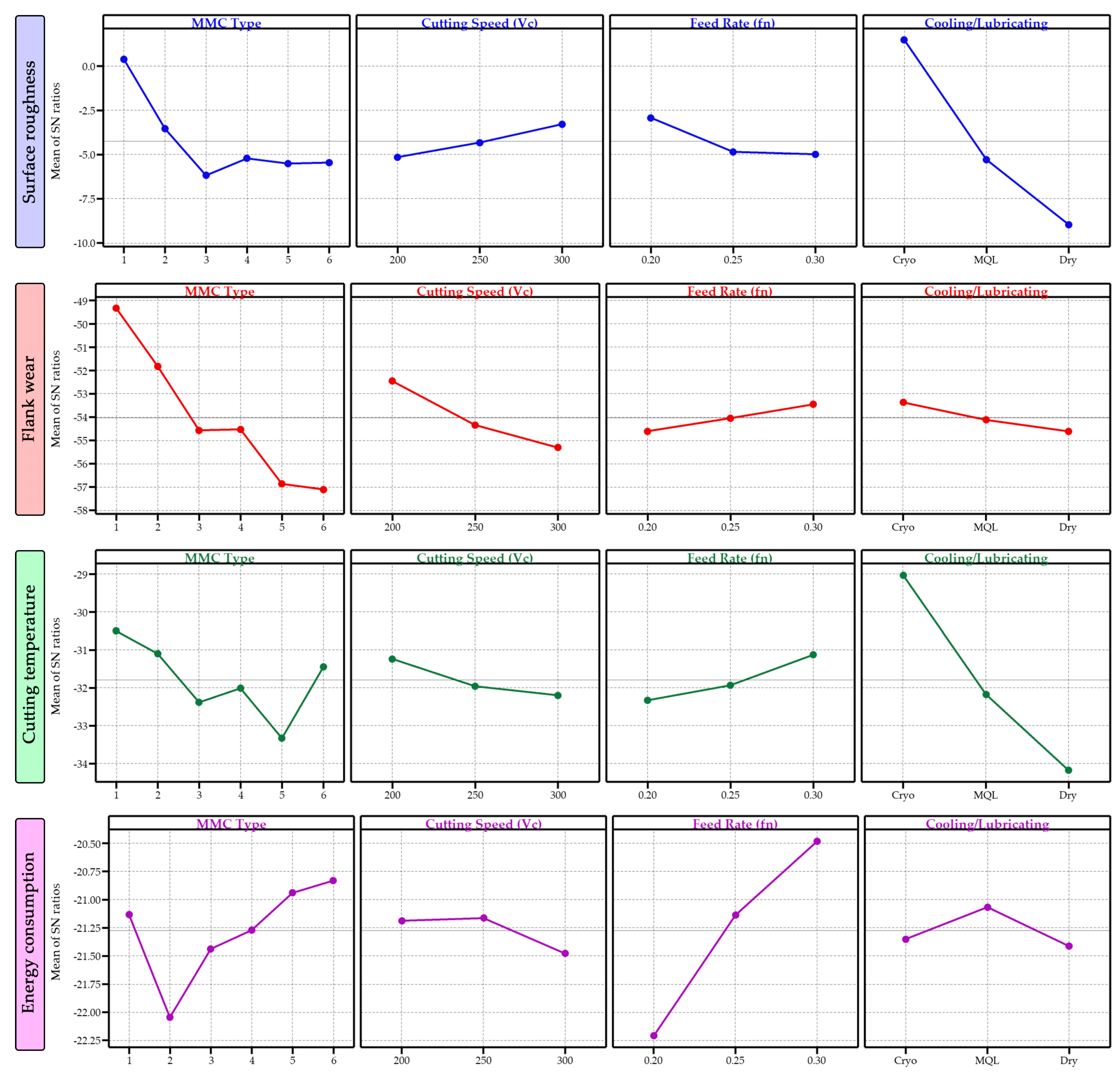
3.6. Statistical Analysis
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arulkirubakaran, D.; Senthilkumar, V.; Chilamwar, V.L.; Senthil, P. Performance of surface textured tools during machining of Al-Cu/TiB2 composite. Measurement 2019, 137, 636–646. [Google Scholar] [CrossRef]
- Şap, S.; Turgut, A.; Uzun, M. Investigation of microstructure and mechanical properties of Cu/Ti–B–SiCp hybrid composites. Ceram. Int. 2021, 47, 29919–29929. [Google Scholar] [CrossRef]
- Aruri, D.; Adepu, K.; Adepu, K.; Bazavada, K. Wear and mechanical properties of 6061-T6 aluminum alloy surface hybrid composites [(SiC+Gr) and (SiC+Al2O3)] fabricated by friction stir processing. J. Mater. Res. Technol. 2013, 2, 362–369. [Google Scholar] [CrossRef] [Green Version]
- Karabulut, Ş.; Karakoç, H.; Çıtak, R. Influence of B4C particle reinforcement on mechanical and machining properties of Al6061/B4C composites. Compos. Part B Eng. 2016, 101, 87–98. [Google Scholar] [CrossRef]
- Das, B.; Roy, S.; Rai, R.N.; Saha, S.C. Study on machinability of in situ Al–4.5%Cu–TiC metal matrix composite-surface finish, cutting force prediction using ANN. CIRP J. Manuf. Sci. Technol. 2016, 12, 67–78. [Google Scholar] [CrossRef]
- Abbas, A.T.; Sharma, N.; Anwar, S.; Luqman, M.; Tomaz, I.; Hegab, H. Multi-response optimization in high-speed machining of Ti-6Al-4V using TOPSIS-fuzzy integrated approach. Materials 2020, 13, 1104. [Google Scholar] [CrossRef] [Green Version]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The effects of MQL and dry environments on tool wear, cutting temperature, and power consumption during end milling of AISI 1040 steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Cetin, M.H.; Kabave Kilincarslan, S. Effects of cutting fluids with nano-silver and borax additives on milling performance of aluminium alloys. Manuf. Process 2020, 50, 170–182. [Google Scholar] [CrossRef]
- Gajrani, K.K. Assessment of cryo-MQL environment for machining of Ti-6Al-4V. Manuf. Process 2020, 60, 494–502. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Khanna, N.; Krolczyk, G.M. Experimental characterisation of the performance of hybrid cryo-lubrication assisted turning of Ti–6Al–4V alloy. Tribol. Int. 2021, 153, 106582. [Google Scholar] [CrossRef]
- Kuntoğlu, M. Measurement and analysis of sustainable indicators in machining of Armox 500T armor steel. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2022, 236, 7330–7349. [Google Scholar] [CrossRef]
- Singh, G.; Pruncu, C.I.; Gupta, M.K.; Mia, M.; Khan, A.M.; Jamil, M.; Pimenov, D.Y.; Sen, B.; Sharma, V.S. Investigations of machining characteristics in the upgraded MQL-assisted turning of pure titanium alloys using evolutionary algorithms. Materials 2019, 12, 999. [Google Scholar] [CrossRef] [Green Version]
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.R.; Ong, A.K. A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340. [Google Scholar] [CrossRef] [Green Version]
- Kamata, Y.; Obikawa, T. High speed MQL finish-turning of Inconel 718 with different coated tools. J. Mater. Process. Techno.L 2007, 192–193, 281–286. [Google Scholar] [CrossRef]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Shoriat Ullah, M.; Tareq Zobaer, S.M. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J. Clean. Prod. 2014, 65, 604–616. [Google Scholar] [CrossRef]
- Race, A.; Zwierzak, I.; Secker, J.; Walsh, J.; Carrell, J.; Slatter, T.; Maurotto, A. Environmentally sustainable cooling strategies in milling of SA516: Effects on surface integrity of dry, flood and MQL machining. J. Clean. Prod. 2021, 288, 125580. [Google Scholar] [CrossRef]
- Danish, M.; Ginta, T.L.; Habib, K.; Carou, D.; Rani, A.M.A.; Saha, B.B. Thermal analysis during turning of AZ31 magnesium alloy under dry and cryogenic conditions. Int. J. Adv. Manuf. Technol. 2017, 91, 2855–2868. [Google Scholar] [CrossRef]
- Gupta, M.K.; Korkmaz, M.E.; Sarıkaya, M.; Krolczyk, G.M.; Günay, M.; Wojciechowski, S. Cutting forces and temperature measurements in cryogenic assisted turning of AA2024-T351 alloy: An experimentally validated simulation approach. Measurement 2022, 188, 110594. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Chetan. Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol. Int. 2020, 146, 106196. [Google Scholar] [CrossRef]
- Kıvak, T. Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 2014, 50, 19–28. [Google Scholar] [CrossRef]
- Değirmenci, Ü.; Usca, Ü.A.; Şap, S. Machining characterization and optimization under different cooling/lubrication conditions of Al-4Gr hybrid composites fabricated by vacuum sintering. Vacuum 2023, 208, 111741. [Google Scholar] [CrossRef]
- Abbas, A.T.; Anwar, S.; Abdelnasser, E.; Luqman, M.; Qudeiri, J.E.A.; Elkaseer, A. Effect of different cooling strategies on surface quality and power consumption in finishing end milling of stainless steel 316. Materials 2021, 14, 903. [Google Scholar] [CrossRef] [PubMed]
- Pereira, O.; Celaya, A.; Urbikaín, G.; Rodríguez, A.; Fernández-Valdivielso, A.; Lacalle, L.N.L.d. CO2 cryogenic milling of Inconel 718: Cutting forces and tool wear. J. Mater. Res. Technol. 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Giasin, K.; Pimenov, D.Y.; Prakash, C. Determination of machinability metrics of AISI 5140 steel for gear manufacturing using different cooling/lubrication conditions. J. Mater. Res. Technol. 2022, 21, 893–904. [Google Scholar] [CrossRef]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I.S. Surface integrity in cryogenic machining of nickel based alloy—Inconel 718. J. Mater. Process. Techno.L 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Mia, M.; Jamil, M.; Singla, A.K.; Bansal, A.; Pimenov, D.Y.; Kuntoğlu, M. Tribological performance based machinability investigations in cryogenic cooling assisted turning of α-β titanium Alloy. Tribol. Int. 2021, 160, 107032. [Google Scholar] [CrossRef]
- Morkavuk, S.; Köklü, U.; Bağcı, M.; Gemi, L. Cryogenic machining of carbon fiber reinforced plastic (CFRP) composites and the effects of cryogenic treatment on tensile properties: A comparative study. Compos. Part B Eng. 2018, 147, 1–11. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M. Evaluation of machinability of Cu matrix composite materials by computer numerical control milling under cryogenic LN2 and minimum quantity lubrication. J. Mater. Eng. Perform. 2022, 32, 2417–2431. [Google Scholar] [CrossRef]
- Kaynak, Y. Evaluation of machining performance in cryogenic machining of Inconel 718 and comparison with dry and MQL machining. Int. J. Adv. Manuf. Technol. 2014, 72, 919–933. [Google Scholar] [CrossRef]
- Zhao, W.; Ren, F.; Iqbal, A.; Gong, L.; He, N.; Xu, Q. Effect of liquid nitrogen cooling on surface integrity in cryogenic milling of Ti-6Al-4 V titanium alloy. Int. J. Adv. Manuf. Technol. 2020, 106, 1497–1508. [Google Scholar] [CrossRef]
- Şap, S.; Uzun, M.; Usca, Ü.A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Investigation of machinability of Ti–B-SiCp reinforced Cu hybrid composites in dry turning. J. Mater. Res. Technol. 2022, 18, 1474–1487. [Google Scholar] [CrossRef]
- Gururaja, S.; Ramulu, M.; Pedersen, W. Machining of MMCs: A Review. Mach. Sci. Technol. 2013, 17, 41–73. [Google Scholar] [CrossRef]
- Klocke, F.; Settineri, L.; Lung, D.; Claudio Priarone, P.; Arft, M. High performance cutting of gamma titanium aluminides: Influence of lubricoolant strategy on tool wear and surface integrity. Wear 2013, 302, 1136–1144. [Google Scholar] [CrossRef] [Green Version]
- Sreejith, P.S.; Ngoi, B.K.A. Dry machining: Machining of the future. J. Mater. Process. Techno.L 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Sharma, V.S.; Singh, G.; Sørby, K. A review on minimum quantity lubrication for machining processes. Mater. Manuf. Process 2015, 30, 935–953. [Google Scholar] [CrossRef]
- Gupta, M.K.; Pruncu, C.I.; Mia, M.; Singh, G.; Singh, S.; Prakash, C.; Sood, P.K.; Gill, H.S. Machinability investigations of inconel-800 super alloy under sustainable cooling conditions. Materials 2018, 11, 2088. [Google Scholar] [CrossRef] [Green Version]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N.M. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of cryogenic coolant on turning performance characteristics during machining of 17-4 PH stainless steel: A comparison with MQL, wet, dry machining. CIRP J. Manuf. Sci. Technol. 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the effects of cooling and lubricating strategies on tribological characteristics in machining of hybrid composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Sarikaya, M.; Korkmaz, M.E.; Kuntoğlu, M.; Królczyk, G.M.; Jamil, M. Tool wear patterns and their promoting mechanisms in hybrid cooling assisted machining of titanium Ti-3Al-2.5V/grade 9 alloy. Tribol. Int. 2022, 174, 107773. [Google Scholar] [CrossRef]
- Salur, E. Understandings the tribological mechanism of Inconel 718 alloy machined under different cooling/lubrication conditions. Tribol. Int. 2022, 174, 107677. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. Manuf. Process 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Hong, S.Y.; Ding, Y.; Jeong, W.C. Friction and cutting forces in cryogenic machining of Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2001, 41, 2271–2285. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Comparative investigation on using cryogenic machining in CNC milling of Ti-6Al-4V titanium alloy. Mach. Sci. Technol. 2016, 20, 475–494. [Google Scholar] [CrossRef] [Green Version]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E. Performance evaluation of AlTiN coated carbide tools during machining of ceramic reinforced Cu-based hybrid composites under cryogenic, pure-minimum quantity lubrication and dry regimes. J. Compos. Mater. 2022, 56, 3401–3421. [Google Scholar] [CrossRef]
- Krolczyk, G.; Maruda, R.; Krolczyk, J.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production–A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Erzincanlı, F. Influence of different cooling methods on tool life, wear mechanisms and surface roughness in the milling of nickel-based waspaloy with WC tools. Arab. J. Sc.I Eng. 2019, 44, 7979–7995. [Google Scholar] [CrossRef]
- Cetin, M.H.; Ozcelik, B.; Kuram, E.; Demirbas, E. Evaluation of vegetable based cutting fluids with extreme pressure and cutting parameters in turning of AISI 304L by Taguchi method. J. Clean. Prod. 2011, 19, 2049–2056. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples No. | Al Ratio (wt.%) | Cu Ratio (wt.%) | Al2O3 Ratio (wt.%) | SiC Ratio (wt.%) |
|---|---|---|---|---|
| 1 | 95 | 5 | - | - |
| 2 | 93 | 5 | 2 | - |
| 3 | 93 | 5 | - | 2 |
| 4 | 91 | 5 | 2 | 2 |
| 5 | 87 | 5 | 4 | 4 |
| 6 | 83 | 5 | 6 | 6 |
| Milling Parameters | Unit | Levels | |||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| MMC type | - | 1 | 2 | 3 | 4 | 5 | 6 |
| Cooling conditions | - | Dry | MQL | Cryo | - | - | - |
| Cutting speed, (Vc) | m/min | 200 | 250 | 300 | - | - | - |
| Feed rate, (fn) | mm/rev | 0.2 | 0.25 | 0.3 | - | - | - |
| Experiment Number | MMC Type | Cutting Speed (m/min) | Feed Rate (mm/rev) | Cooling/Lubrication |
|---|---|---|---|---|
| 1 | 1 | 200 | 0.20 | Cryo |
| 2 | 1 | 250 | 0.25 | MQL |
| 3 | 1 | 300 | 0.30 | Dry |
| 4 | 2 | 200 | 0.20 | MQL |
| 5 | 2 | 250 | 0.25 | Dry |
| 6 | 2 | 300 | 0.30 | Cryo |
| 7 | 3 | 200 | 0.25 | Cryo |
| 8 | 3 | 250 | 0.30 | MQL |
| 9 | 3 | 300 | 0.20 | Dry |
| 10 | 4 | 200 | 0.30 | Dry |
| 11 | 4 | 250 | 0.20 | Cryo |
| 12 | 4 | 300 | 0.25 | MQL |
| 13 | 5 | 200 | 0.25 | Dry |
| 14 | 5 | 250 | 0.30 | Cryo |
| 15 | 5 | 300 | 0.20 | MQL |
| 16 | 6 | 200 | 0.30 | MQL |
| 17 | 6 | 250 | 0.20 | Dry |
| 18 | 6 | 300 | 0.25 | Cryo |
| Experiment Number | Ra (µm) | Vb (µm) | Tc (°C) | Ec (kJ) | S/N for Ra (dB) | S/N for Vb (dB) | S/N for Tc (dB) | S/N for Ec (dB) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.478 | 250 | 24.3 | 12.70 | 6.4114 | −47.9588 | −27.7121 | −22.0761 |
| 2 | 1.191 | 334 | 36.1 | 10.84 | −1.5182 | −50.4749 | −31.1501 | −20.7006 |
| 3 | 1.526 | 300 | 42.8 | 10.74 | −3.6711 | −49.5424 | −32.6289 | −20.6201 |
| 4 | 1.416 | 314 | 39.0 | 13.63 | −3.0213 | −49.9386 | −31.8213 | −22.6899 |
| 5 | 2.605 | 475 | 47.7 | 12.46 | −8.3162 | −53.5339 | −33.5704 | −21.9104 |
| 6 | 0.915 | 397 | 24.8 | 11.93 | 0.7716 | −51.9758 | −27.889 | −21.5328 |
| 7 | 1.382 | 389 | 29.0 | 11.59 | −2.8102 | −51.7990 | −29.248 | −21.2817 |
| 8 | 2.327 | 507 | 42.6 | 10.23 | −7.3359 | −54.1002 | −32.5882 | −20.1975 |
| 9 | 2.621 | 775 | 58.2 | 13.85 | −8.3693 | −57.7860 | −35.2985 | −22.8290 |
| 10 | 3.428 | 490 | 48.4 | 10.57 | −10.7008 | −53.8039 | −33.6969 | −20.4815 |
| 11 | 0.781 | 553 | 29.9 | 12.69 | 2.147 | −54.8545 | −29.5134 | −22.0692 |
| 12 | 2.258 | 556 | 43.7 | 11.56 | −7.0745 | −54.9015 | −32.8096 | −21.2592 |
| 13 | 4.025 | 594 | 56.7 | 10.96 | −12.0953 | −55.4757 | −35.0717 | −20.7962 |
| 14 | 1.036 | 599 | 32.0 | 10.31 | −0.3072 | −55.5485 | −30.103 | −20.2652 |
| 15 | 1.603 | 950 | 55.0 | 12.24 | −4.0987 | −59.5545 | −34.8073 | −21.7556 |
| 16 | 2.691 | 611 | 31.0 | 9.76 | −8.5983 | −55.7208 | −29.8272 | −19.7890 |
| 17 | 3.361 | 750 | 54.9 | 12.35 | −10.5294 | −57.5012 | −34.7914 | −21.8333 |
| 18 | 0.725 | 800 | 30.6 | 11.05 | 2.7932 | −58.0618 | −29.7144 | −20.8672 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Contribution Rate (%) |
|---|---|---|---|---|---|---|---|
| Ra | |||||||
| MMC type | 5 | 89.48 | 89.48 | 17.895 | 6.77 | 0.01873 | 19.08 |
| Cutting speed (m/min) | 2 | 10.43 | 10.43 | 5.217 | 1.97 | 0.21952 | 2.22 |
| Feed rate (mm/rev) | 2 | 15.98 | 15.98 | 7.99 | 3.02 | 0.12363 | 3.41 |
| Cooling/lubrication | 2 | 337.11 | 337.11 | 168.555 | 63.75 | 0.00009 | 71.90 |
| Residual error | 6 | 15.86 | 15.86 | 2.644 | - | - | 3.38 |
| Total | 17 | 468.86 | - | - | - | - | 100.00 |
| Vb | |||||||
| MMC type | 5 | 134.868 | 134.868 | 26.974 | 18.61 | 0.001 | 75.98 |
| Cutting speed (m/min) | 2 | 25.282 | 25.282 | 12.641 | 8.72 | 0.017 | 14.24 |
| Feed rate (mm/rev) | 2 | 3.971 | 3.971 | 1.985 | 1.37 | 0.324 | 2.24 |
| Cooling/lubrication | 2 | 4.685 | 4.685 | 2.342 | 1.62 | 0.275 | 2.64 |
| Residual error | 6 | 8.697 | 8.697 | 1.449 | - | - | 4.90 |
| Total | 17 | 177.502 | - | - | - | - | 100.00 |
| Tc | |||||||
| MMC type | 5 | 15.097 | 15.097 | 3.0195 | 9.28 | 0.00862 | 14.34 |
| Cutting speed (m/min) | 2 | 3.01 | 3.01 | 1.5049 | 4.62 | 0.06093 | 2.86 |
| Feed rate (mm/rev) | 2 | 4.5 | 4.5 | 2.2499 | 6.91 | 0.02772 | 4.27 |
| Cooling/lubrication | 2 | 80.726 | 80.726 | 40.363 | 124.02 | 0.00001 | 76.67 |
| Residual error | 6 | 1.953 | 1.953 | 0.3255 | - | - | 1.85 |
| Total | 17 | 105.286 | - | - | - | - | 100.00 |
| Ec | |||||||
| MMC type | 5 | 2.8479 | 2.8479 | 0.56958 | 28.8 | 0.000401 | 22.12 |
| Cutting speed (m/min) | 2 | 0.3691 | 0.3691 | 0.18454 | 9.33 | 0.014402 | 2.87 |
| Feed rate (mm/rev) | 2 | 9.1313 | 9.1313 | 4.56563 | 230.84 | 0.000002 | 70.92 |
| Cooling/lubrication | 2 | 0.4086 | 0.4086 | 0.20432 | 10.33 | 0.011398 | 3.17 |
| Residual error | 6 | 0.1187 | 0.1187 | 0.01978 | - | - | 0.92 |
| Total | 17 | 12.8756 | - | - | - | - | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Şap, S. Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions. Lubricants 2023, 11, 111. https://doi.org/10.3390/lubricants11030111
Şap S. Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions. Lubricants. 2023; 11(3):111. https://doi.org/10.3390/lubricants11030111
Chicago/Turabian StyleŞap, Serhat. 2023. "Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions" Lubricants 11, no. 3: 111. https://doi.org/10.3390/lubricants11030111