1. Introduction
Inconel 718 alloy is a state-of-the-art engineering material for manufacturing engineering because of its remarkable corrosion resistance, great toughness, and high yield strength at high temperatures. This alloy is frequently used to build nuclear reactors, jet engines, and turbine engines [
1].
Inconel 718 alloy has a number of unique characteristics, such as lower thermal conductivity, good strength, and superior mechanical properties [
2], but it is extremely difficult to machine because of the generation of a large amount of cutting heat, severe tool wear, and poor machined surface quality. Therefore, lowering the cutting temperature is unquestionably essential to enhancing Inconel 718 alloy’s machinability.
In order to improve the processability, clean the workpiece, and remove chips, conventional cutting fluid is typically used in high quantities when machining Inconel 718. This tactic, however, has a lot of drawbacks and restrictions. Conventional manufacturing industries’ energy consumption and production costs will inevitably rise as a result of the unrestricted use of conventional cutting fluids. The four most common types of traditional cutting fluids used in manufacturing are mineral oil, soluble oil, semi-synthetic oil, and synthetic oil [
3]. The majority of typical cutting fluids include some chemical additions, such as sulfur and chlorine compounds [
4]. Consequently, the intemperate use of conventional cutting fluids causes a hike in disposal cost and it also leads to some negative effects on worker health, machine tool life, and working environment. In view of these points, the requirements of sustainable manufacturing cannot be met by conventional machining that uses common cutting fluids as coolants.
Dry cutting could seem like a good choice because it does not have the same detrimental effects that traditional cutting fluid does on the machinist and the workspace. When dry cutting the Inconel 718 alloy, Thakur et al. [
5] looked into the impact of cutting speed (
) and feed speed (
) on cutting temperature. When
and
were simultaneously increased, the authors observed a rise in cutting temperature. Higher cutting parameters increased the energy used during the cutting operation, which likely contributed to the rise in cutting temperature. Zhao et al. [
6] found that the use of aggressive cutting speeds in turning caused an increase in the cutting temperature under dry cutting conditions of the Inconel 718 alloy. Reports stated that the increasing rate of cutting temperature was gradually decreased as cutting speed increased. The cutting force clearly reduced as cutting speed increased, especially at higher cutting speeds. In cutting studies on Inconel 718, Devillez et al. [
7] discovered that increasing the cutting speed greatly decreased the cutting force. The primary shear zone’s higher cutting temperature was identified as the cause. This occurrence caused the workpiece’s mechanical strength to weaken, which in turn reduced the cutting force. Nevertheless, dry cutting frequently results in higher
, increased tool wear, and subpar surface finishes due to the lack of lubrication, especially when machining hard-to-cut materials such as superalloy and titanium alloy.
Cryogenic machining (Cryo) using liquid nitrogen (LN
2) as a coolant is an excellent method for enhancing the lubricooling (lubrication/cooling) effects in the cutting zone when compared to dry cutting and conventional machining. This is because it can more efficiently remove a significant amount of cutting heat produced during the cutting process and lower the cutting temperature. It should be highlighted that Cryo has diverse major advantages. The drawbacks of traditional cutting fluid utilized in traditional machining are eliminated by Cryo. The usage of LN
2, which is utilized in cryogenic environments, negates the requirement for cutting fluid disposal costs because it swiftly evaporates and returns to the atmosphere with no cutting fluid residue pollution [
8]. Compared with conventional machining, the consumption of lubricant/coolant is reduced significantly, thereby reducing the cutting fluid cost. Moreover, Cryo can reduce tool wear and improve surface quality [
9].
Several research works were performed for machining advanced engineering materials, for instance Inconel 718 alloy, titanium alloy, stainless steel, and aluminum alloy using Cryo strategies [
10,
11,
12]. He et al. [
13] pointed out that the cutting temperature under Cryo strategies was notably lower than under dry cutting conditions when turning Inconel 718. This stems from the fact that, in the case of Cryo, LN
2 has the capacity to cool the cutting region because of its very low boiling point (−196 °C).
Kaynak et al. [
14] conducted the experimental tests for dry cutting and Cryo strategies and evaluated the machining responses in turning. The research findings showed that increasing the cutting speed increased the cutting temperature both under dry cutting and Cryo strategies. However, the cutting temperature under Cryo strategies was considerably lower than that under dry cutting conditions while machining titanium alloy Ti-5Al-5V-3Cr-0.5Fe (Ti-5553). When compared to dry tests, the main cutting force and feed force under Cryo methods were somewhat higher at lower cutting speeds. This decrease might be attributable to the thermal effect, whereby an increase in cutting temperature was brought on by an increase in
, which helped to lower the energy needed for workpiece plastic deformation. In addition, Kaynak et al. [
15] assessed the Inconel 718 alloy’s machining features with regard to
and tool wear during dry cutting and Cryo processes. In contrast to dry cutting, Cryo significantly reduced the
throughout the machining process, successfully minimizing the overheating of the cutting tool. LN
2 with enhanced cooling capacity used in Cryo could effectively reduce tool wear.
and tool wear were studied by Kumar et al. [
16] in the turning of stainless steel utilizing dry cutting and Cryo. In both dry cutting and Cryo, it was discovered that the
reduced as the
increased.
increased as
and depth of cut (
) increased. Cryo effectively reduced the cutting temperature, thereby reducing the flank wear by 37.39% compared with dry cutting.
In terms of tool wear and surface roughness, Rakesh et al. [
17] evaluated the effects of dry cutting and Cryo on the machinability of Inconel 625 and discovered that using Cryo can reduce tool wear and surface roughness when compared to the dry cutting environment. In their study of the machinability of turning aluminum alloy in both dry cutting and Cryo environments, Gupta et al. [
18] discovered that the latter resulted in less tool wear and 30.95% lower surface roughness than dry cutting. Daniel et al. [
19] explored how dry cutting and Cryo affected the machinability of turning Inconel 718. With regard to extending tool life and lowering surface roughness, it has been demonstrated that Cryo has clear advantages over dry cutting.
On the basis of the adequate literature review and increasingly stringent requirements for sustainable manufacturing, the present investigation aspires to investigate the machinability features of the Inconel 718 alloy by utilizing the machining simulation in dry cutting and Cryo environments. Different friction coefficients, heat transfer coefficients, coolant characteristics, and machining parameters were specified in order to simulate the turning processes of the Inconel 718 alloy under several lubrication/cooling environments. This provides new research ideas and solutions for investigating the machining simulations under different lubrication/cooling strategies. Meanwhile, the present investigation also provides important simulation basis and simulation results, which make it easier to comprehend the machinability characteristics of the turning Inconel 718 alloy.
The following are the key differences and contributions between the work in this study and the published literature. First of all, the simulation model of the turning Inconel 718 is constructed in this study under various cooling and lubricating settings. The mathematical models of and in the cryogenic machining environment are then developed using the response surface method. These models are able to predict the and in the cryogenic machining environment for a variety of cutting parameter combinations. Additionally, it is discovered that cryogenic machining can lower the cutting temperature when compared to dry cutting, which benefits the machinability of hard-to-machine materials such as superalloy.
4. Conclusions
The current research has established the machining simulation models for dry cutting and Cryo methods. From the perspectives of cutting temperature () and cutting force (), the workpiece’s machining characteristics have been examined. The workpiece’s machining characteristics were contrasted under varying machining parameters and lubrication/cooling strategies when turning Inconel 718 alloy. The following succinct statements sum up the primary findings of this investigation.
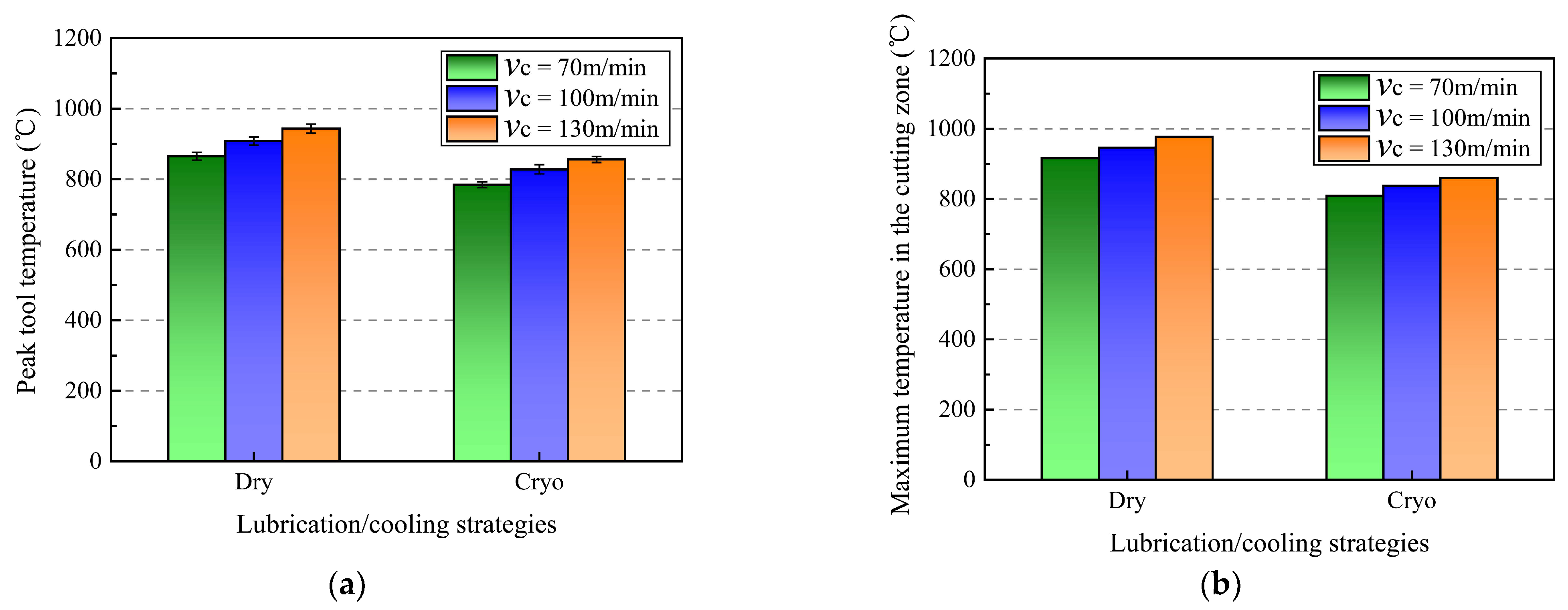
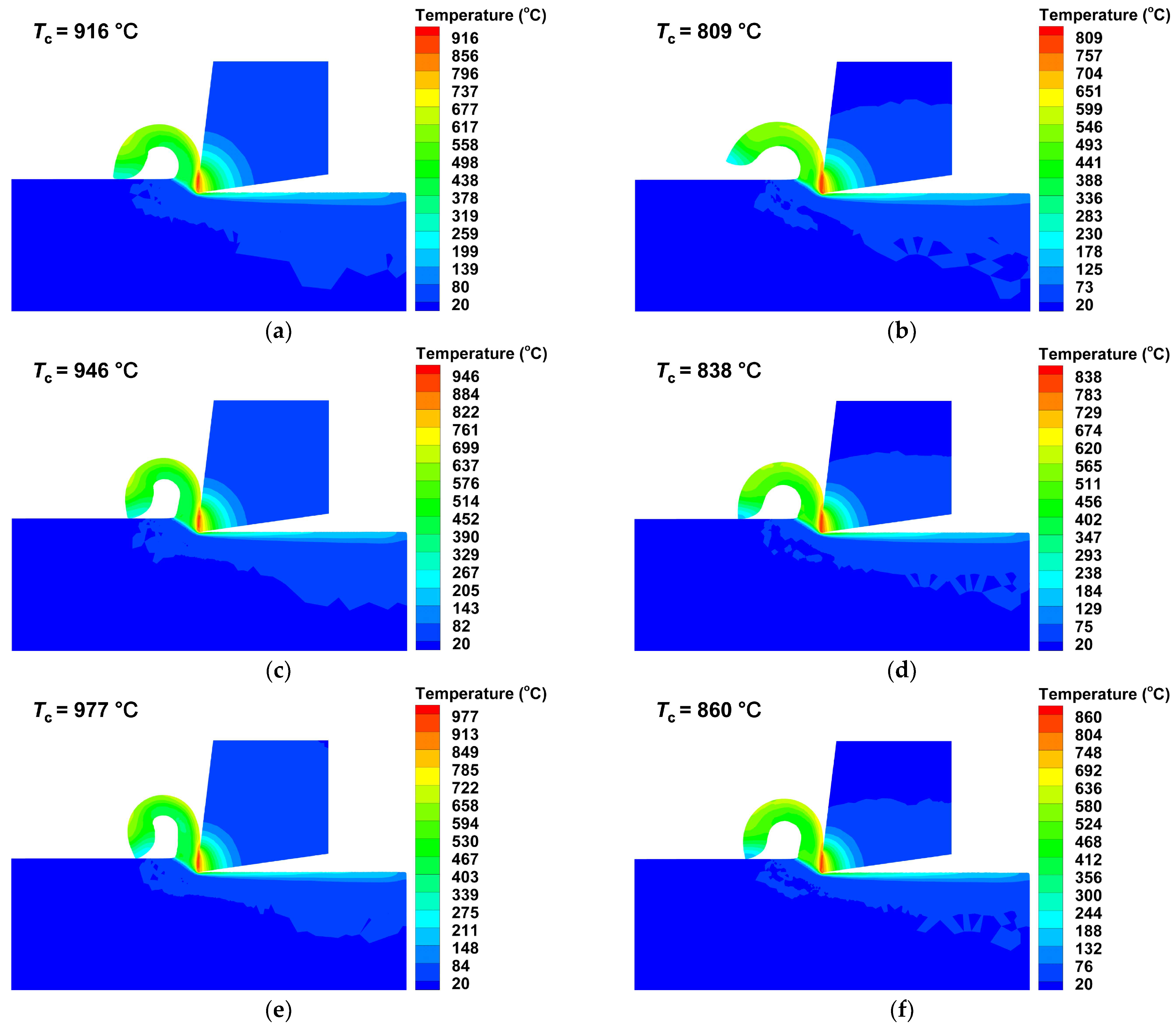
(1) When compared to dry cutting settings, the Cryo strategy reduced , which improved machining performance. When the cutting speeds were lowest (70 m/min), medium (100 m/min) and highest (130 m/min), in contrast to conditions for dry cutting, the percentage reductions of the and under Cryo strategies were 9.36% and 11.68%, 8.81% and 11.42%, and 9.23% and 11.98%, respectively. This is because the Cryo approach, which uses LN2 as a coolant, has a superior cooling capability.
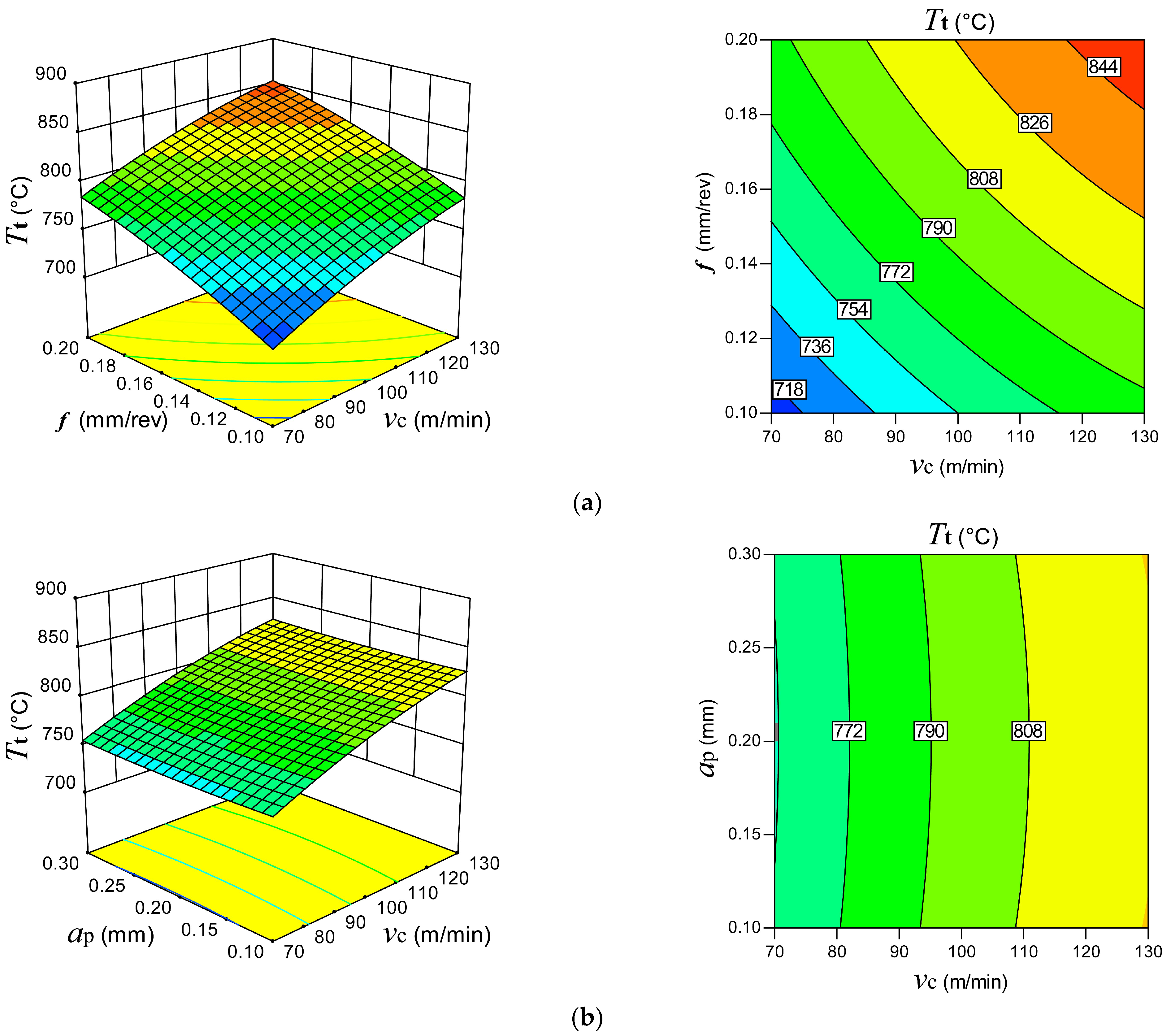
(2) Both and were shown to have a considerable impact on , according to the ANOVA findings. Additionally, increased alongside and . The reason for this is that as increases the shear zone’s strain rate likewise rises, which causes the cutting zone to generate more cutting heat. Meanwhile, as increases, less time is available for the heat to dissipate, which leads to the cutting heat building up. Correspondingly, a higher results in a higher MRR, which raises the heat generated by the cutting operation.
(3) Cryo methods produced slightly higher cutting force than dry cutting strategies; however, there were negligible variations in both and . This is due to the Cryo strategy’s ability to significantly lower the while preserving the workpiece material’s high strength and hardness at lower temperatures.
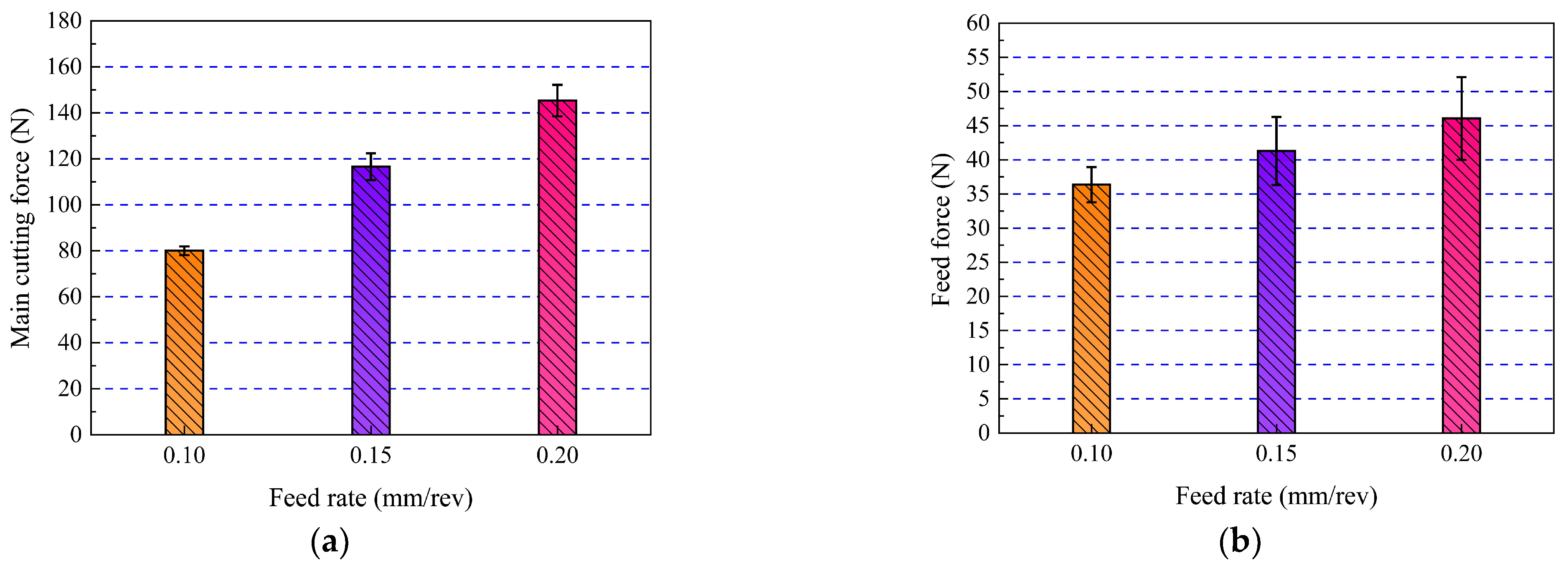
(4) was influenced by both and . The heat-induced material softening at higher cutting temperatures caused the to decrease as rose. With an increase in and , the increased noticeably, which may have been caused by an increase in the tool-chip contact length and MRR.
(5) Through the use of RSM, the mathematical models of and in cryogenic environment were developed. These models were able to accurately forecast and under a variety of processes parameters.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}