Effect of Multi-Pass Friction Stir Processing on Microstructure and Mechanical Properties of a Metastable Dual-Phase High Entropy Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloy Processing
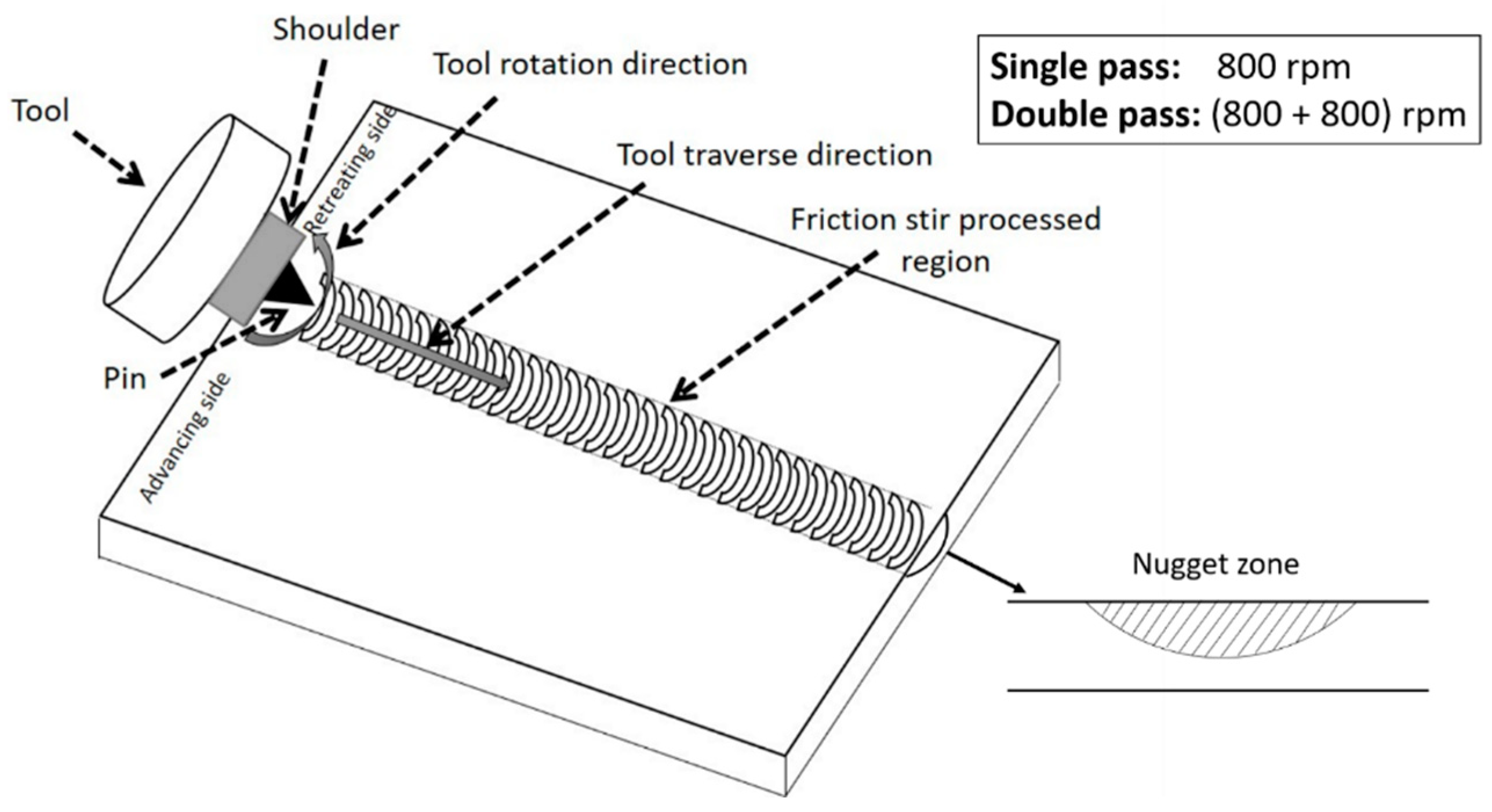
2.2. Friction Stir Processing
2.3. Micro Tensile Test
2.4. Microstructural Characterization
3. Results and Discussion
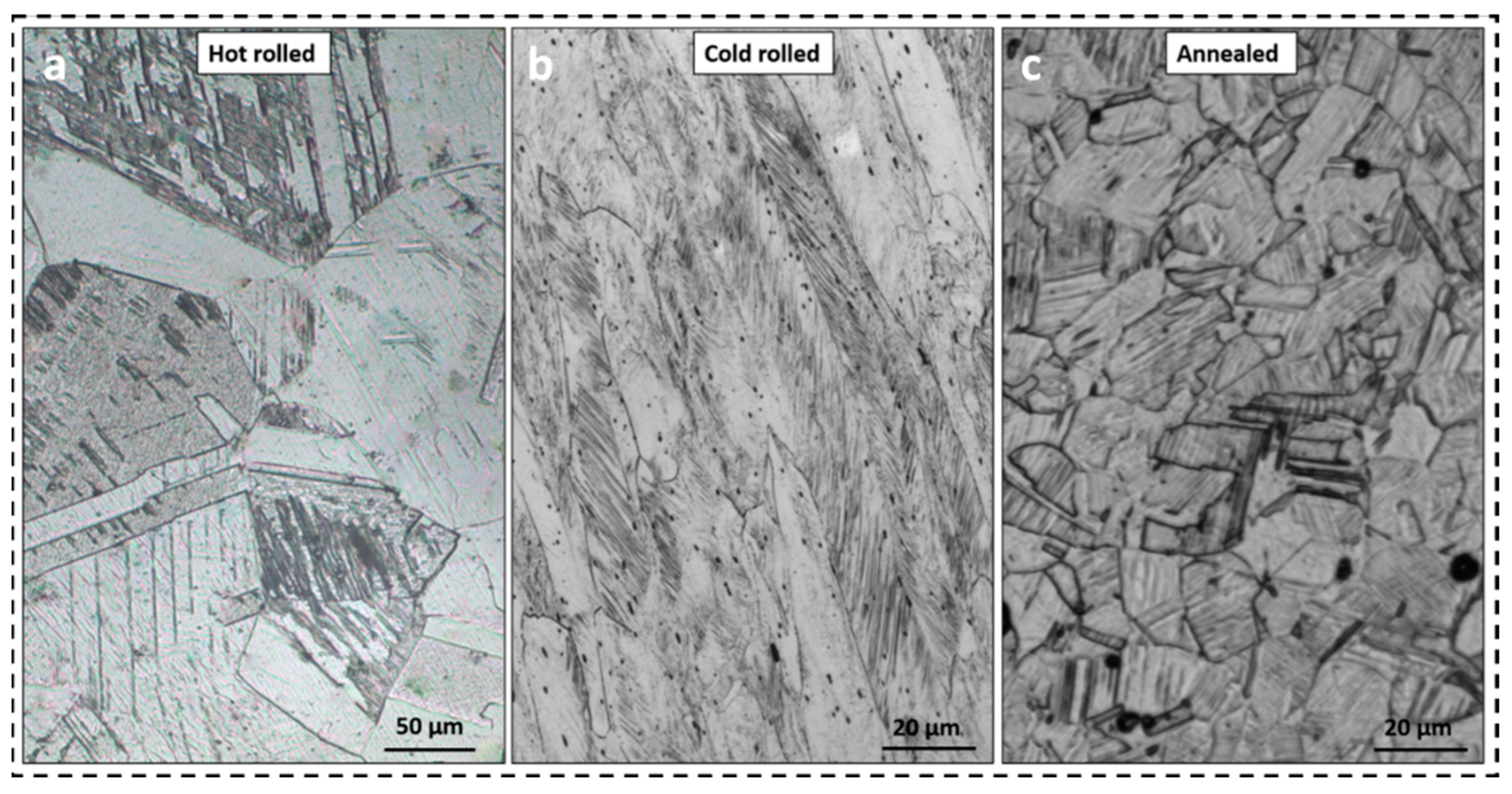
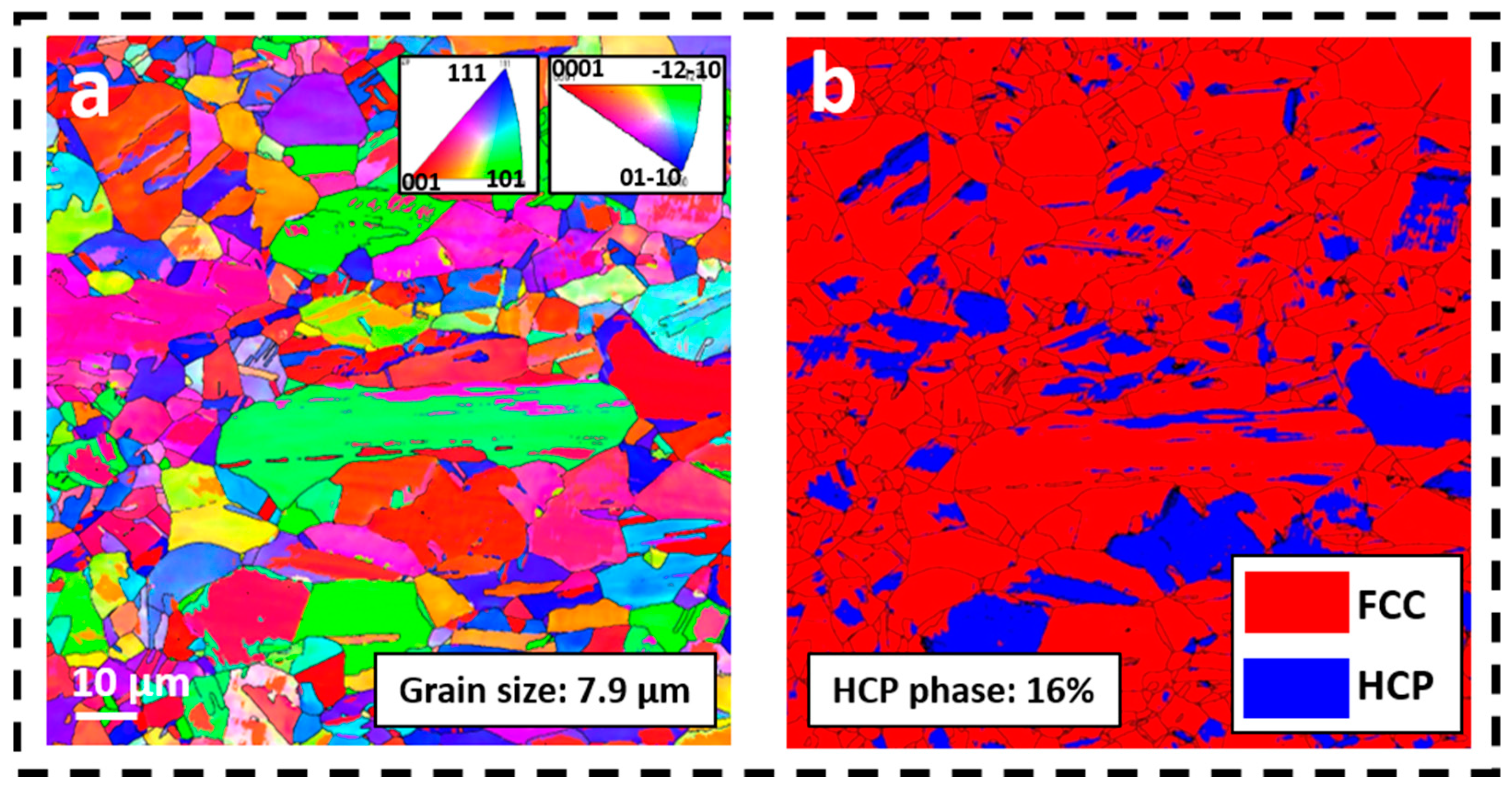
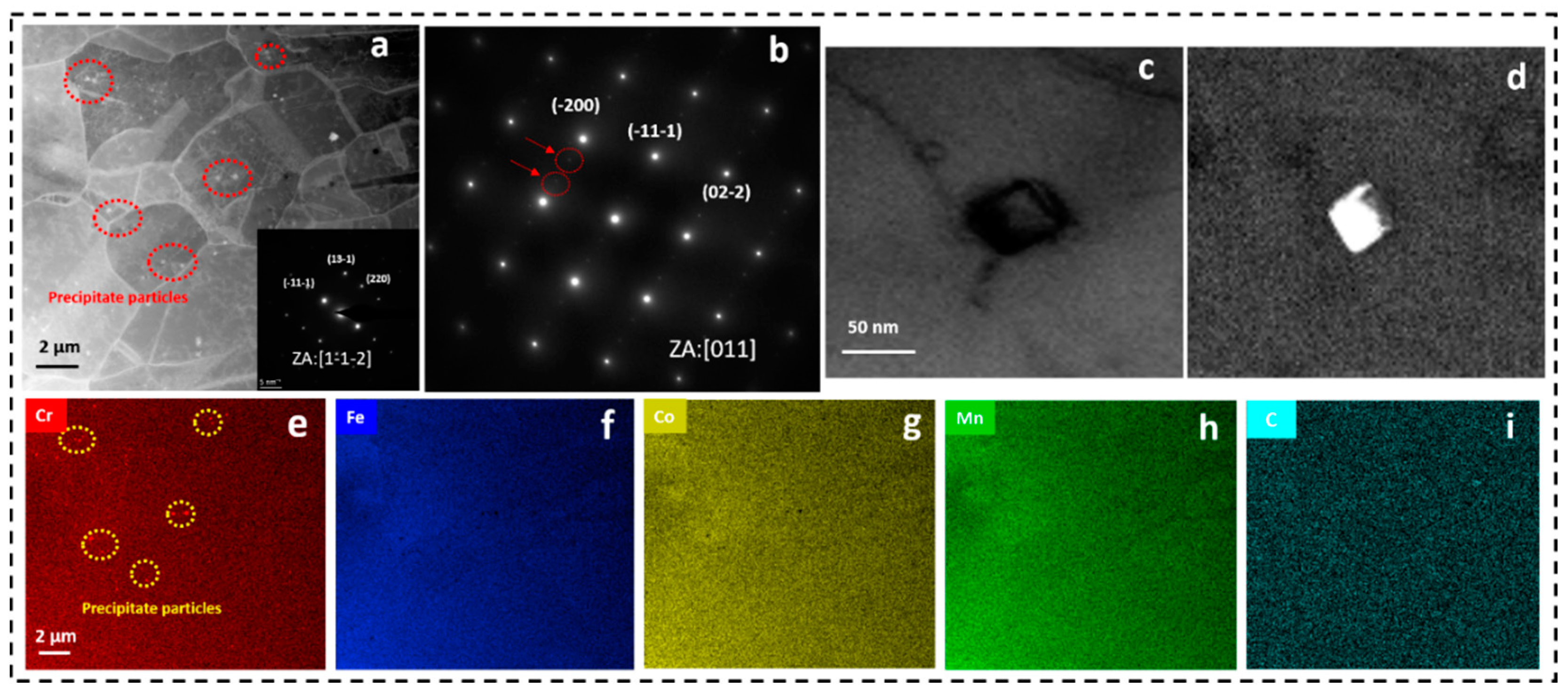
3.1. Composition and Microstructure of the Cold-Rolled and Annealed Sample
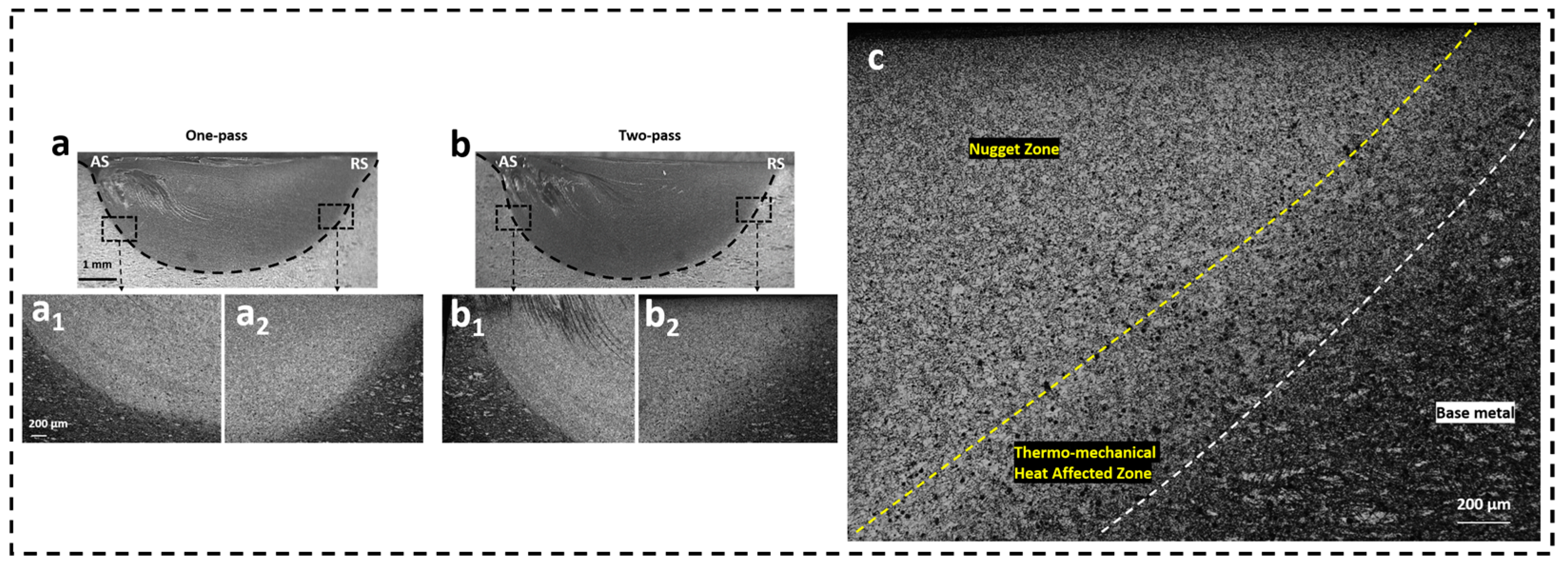
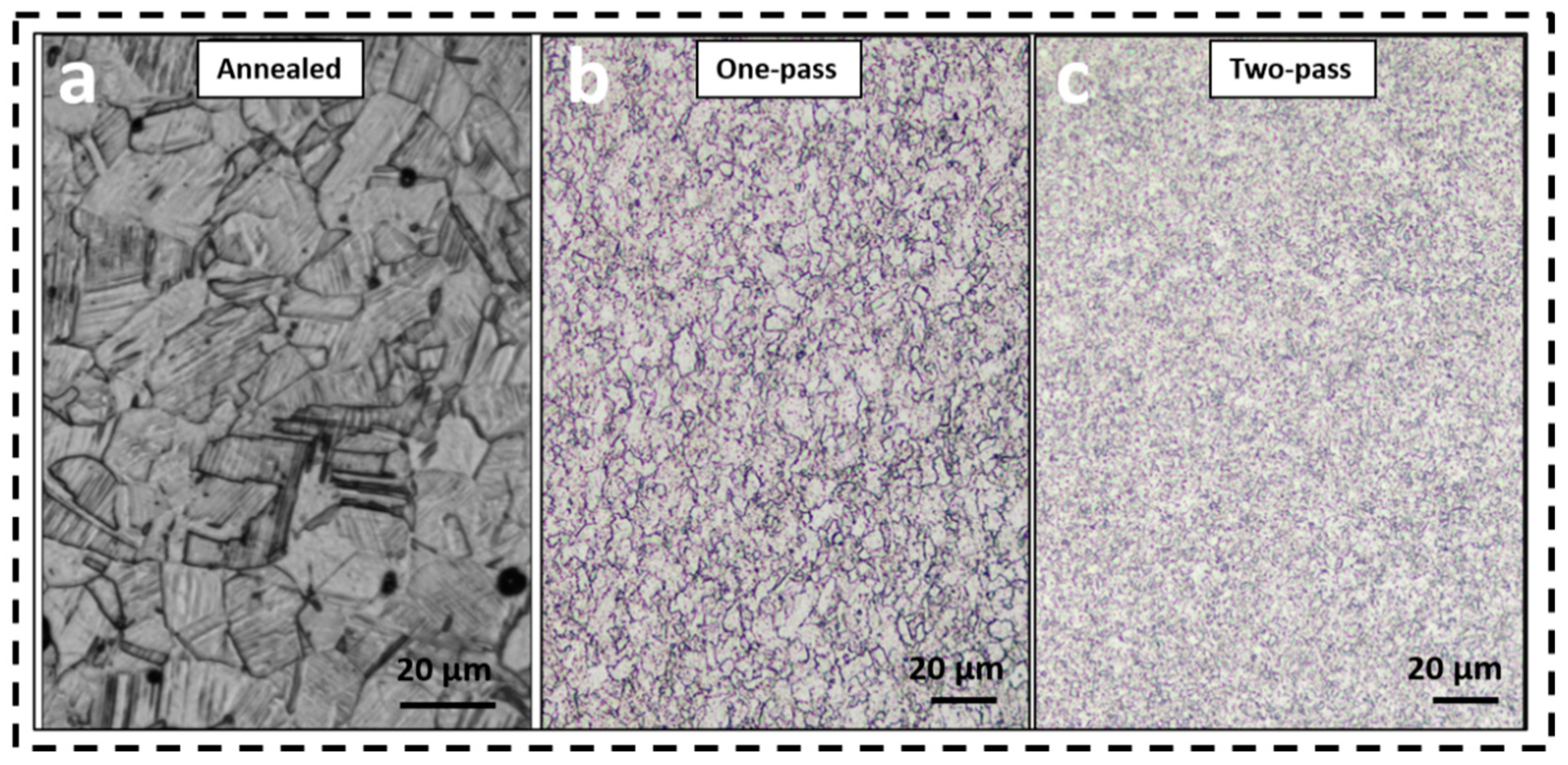
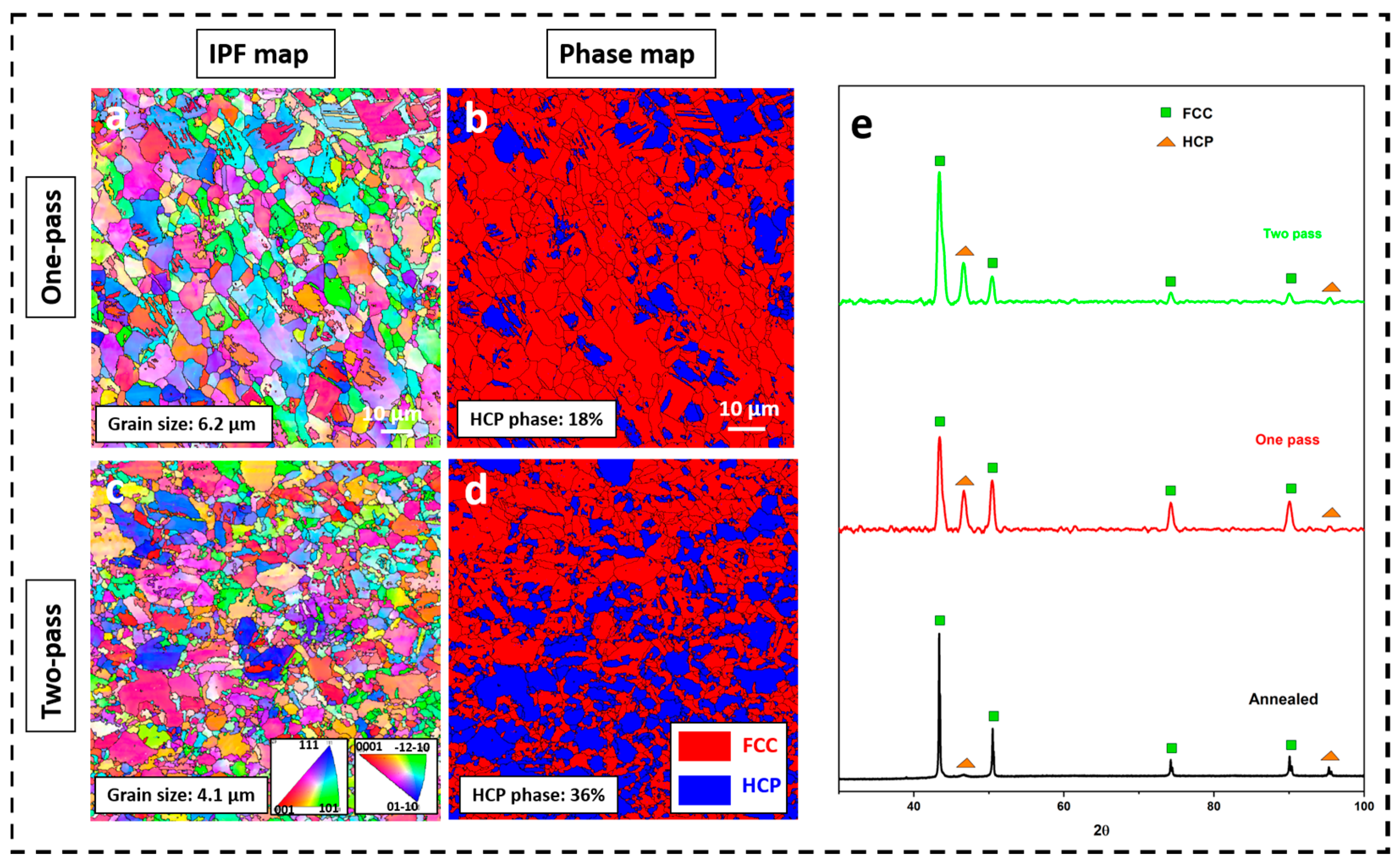
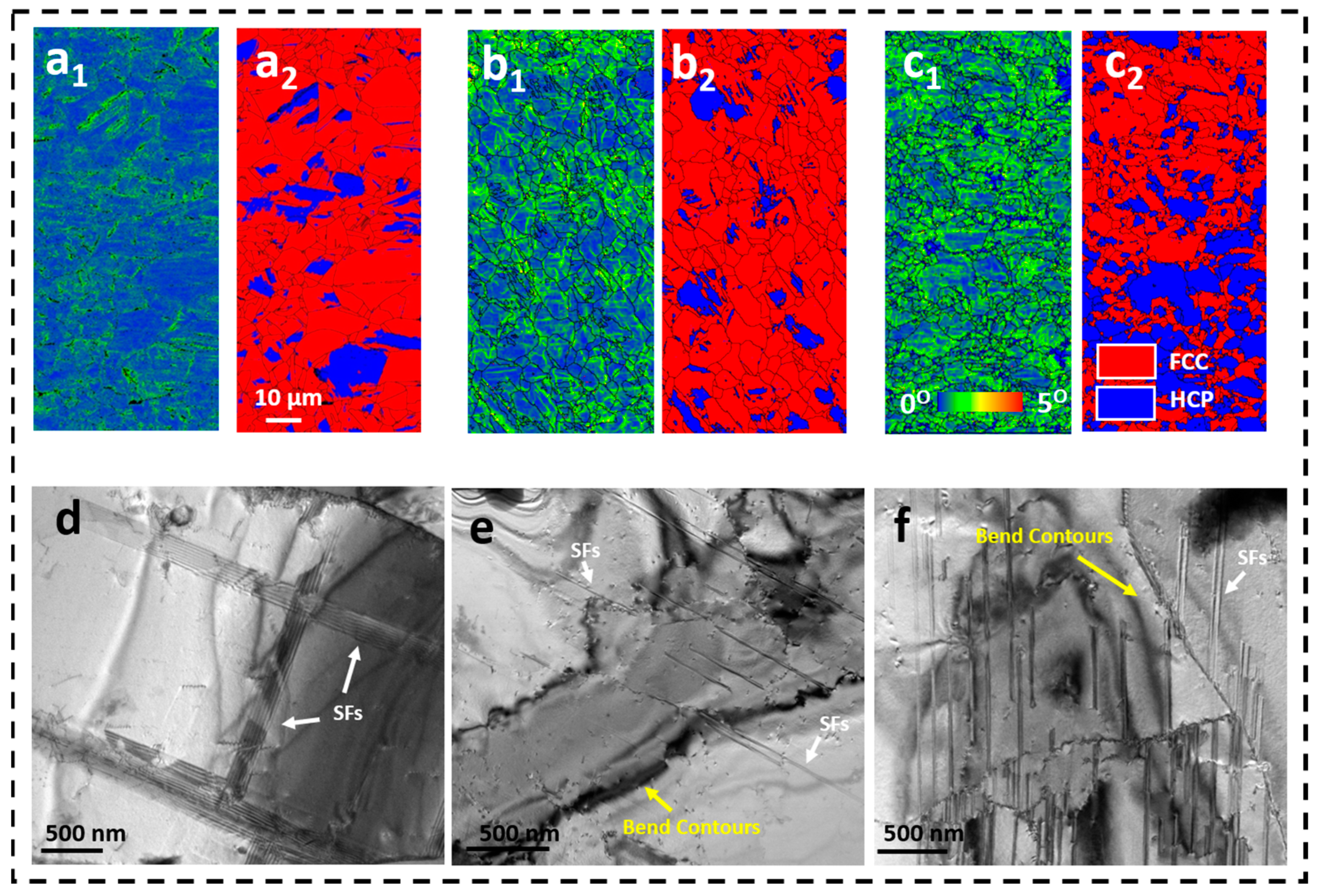
3.2. Friction Stir Processed Samples: Microstructural Evolution
3.3. Friction Stir Processed Samples: Changes in Mechanical Properties
4. Conclusions
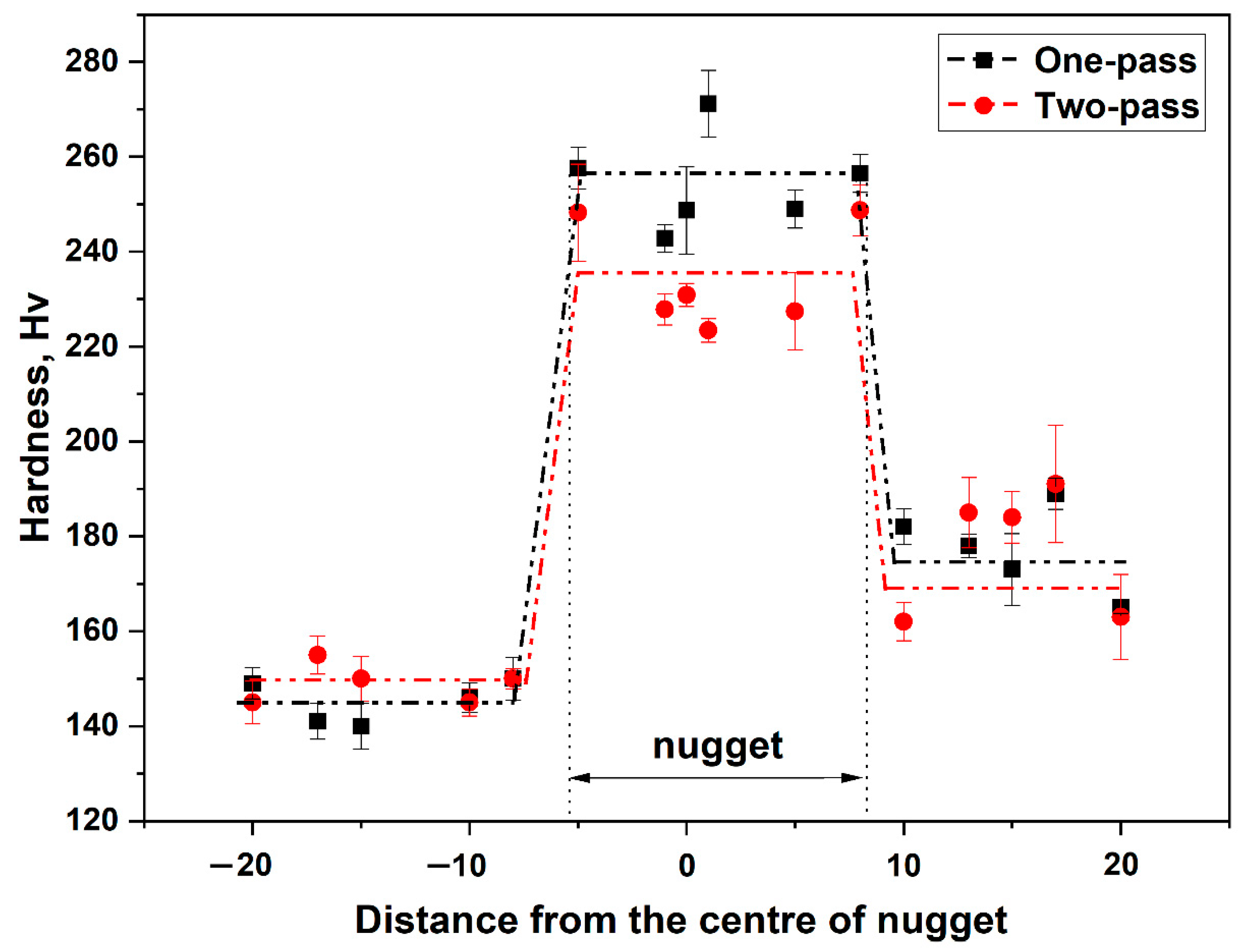
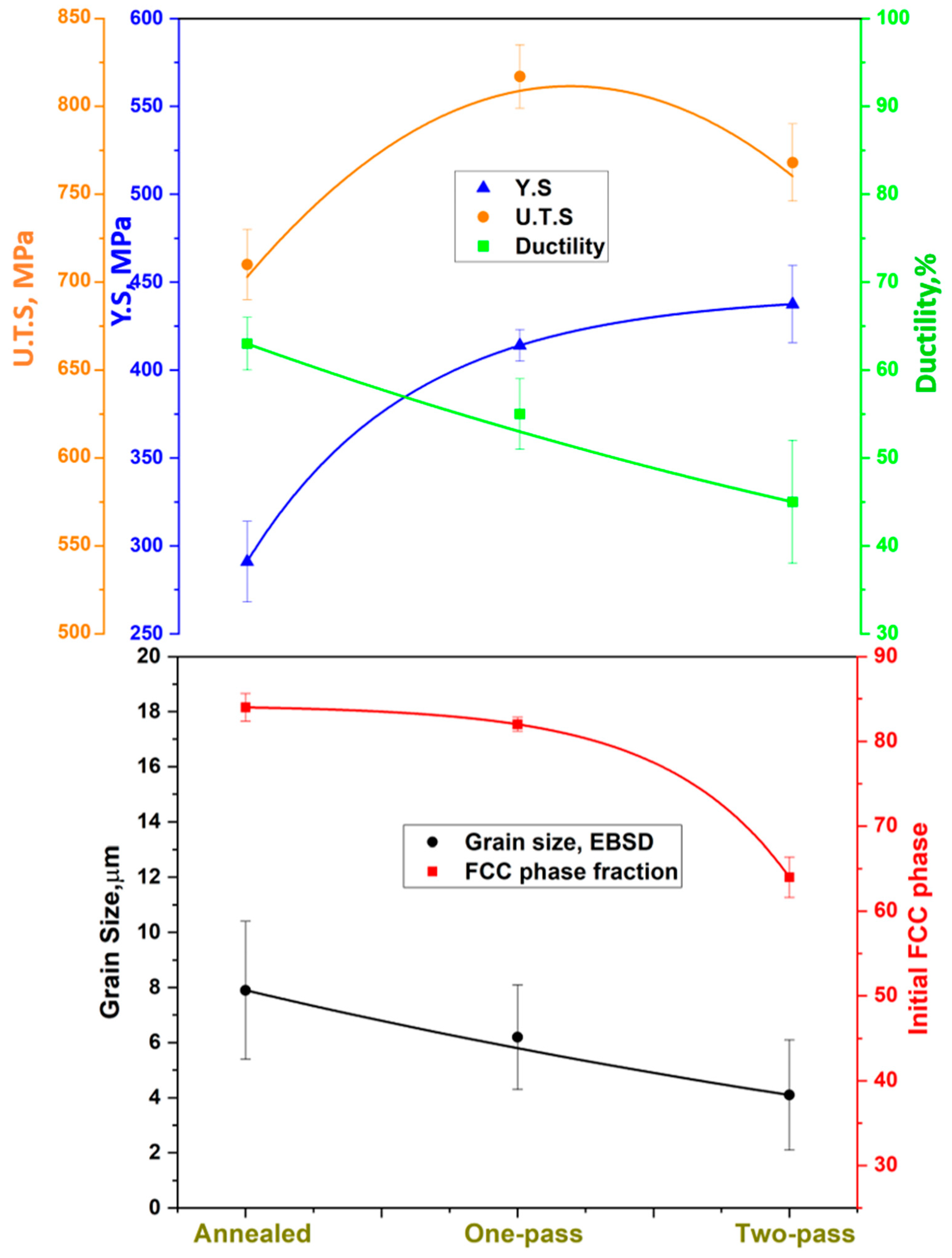
- Friction stir processing significantly reduced the grain size of the material. The samples subjected to one-pass and two-pass FSP showed around 22% and 48% reduction in grain size, respectively.
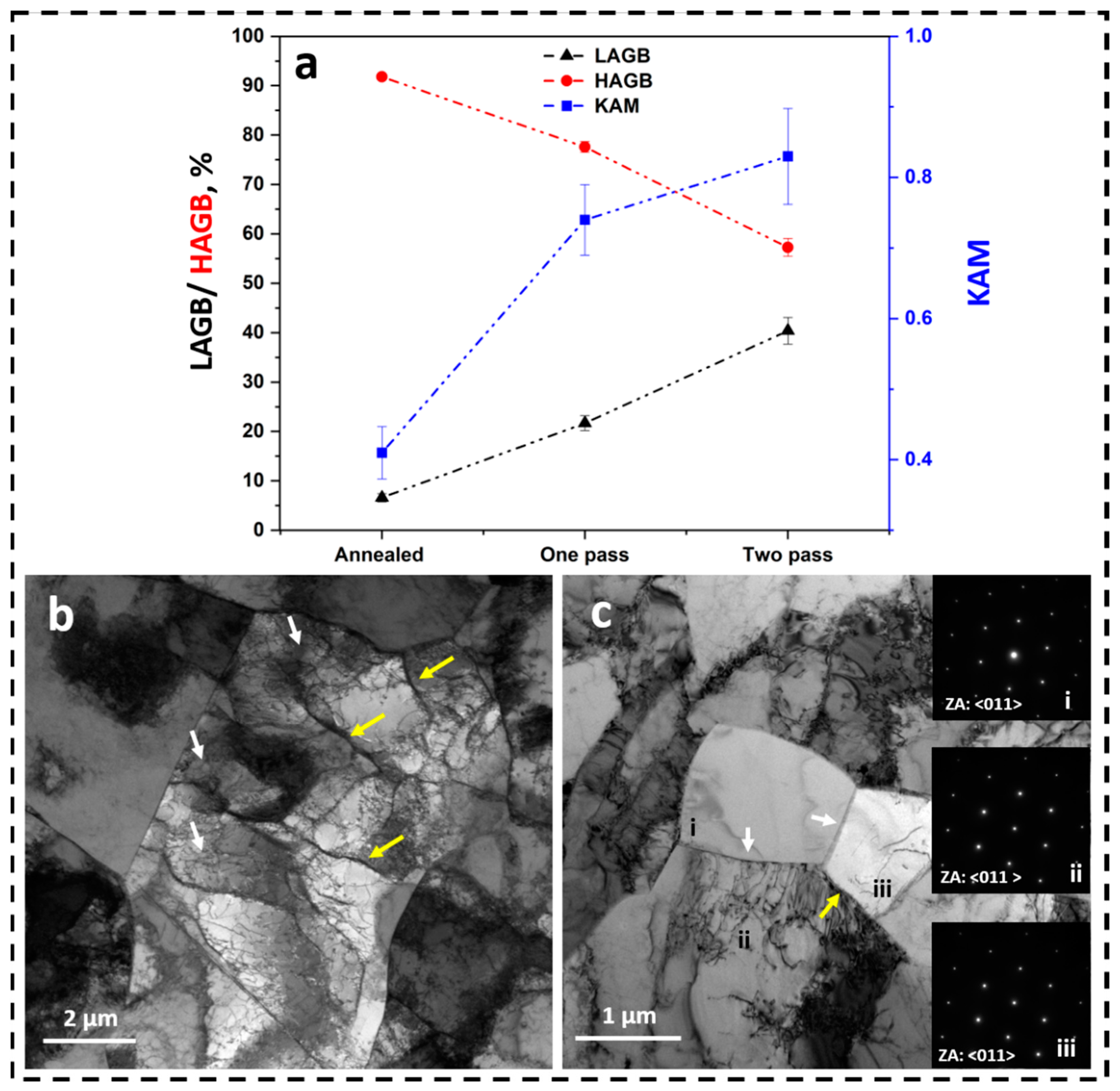
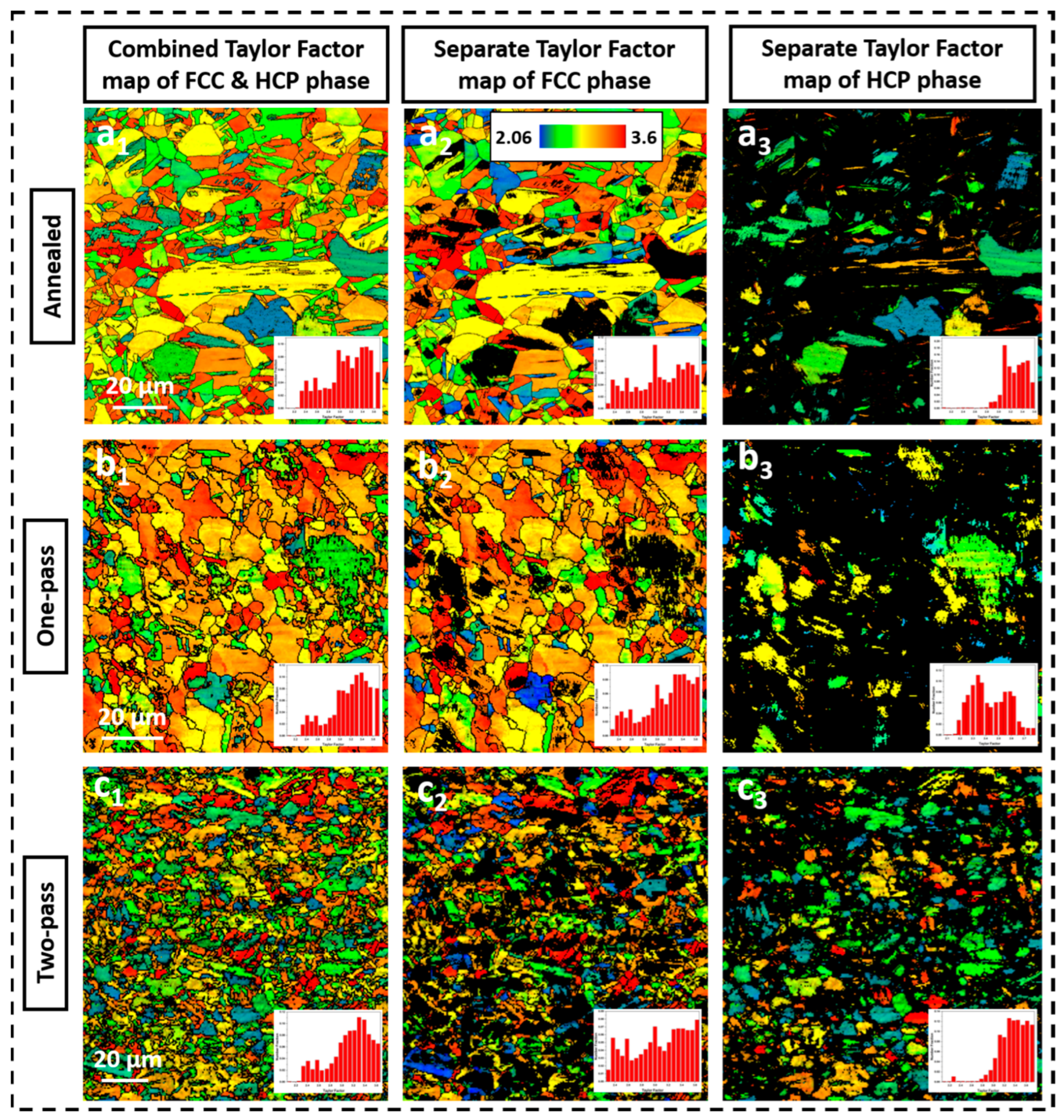
- Severe plastic deformation during FSP results in a strain induced FCC-to-HCP transformation. The amount of deformation induced HCP phase in the microstructure increases with an increase in the number of FSP passes.
- The evolution of the dual-phase microstructure into a fully martensitic microstructure during tensile testing of annealed and FSPed samples indicates strain induced martensitic transformation is the dominant mode for plasticity.
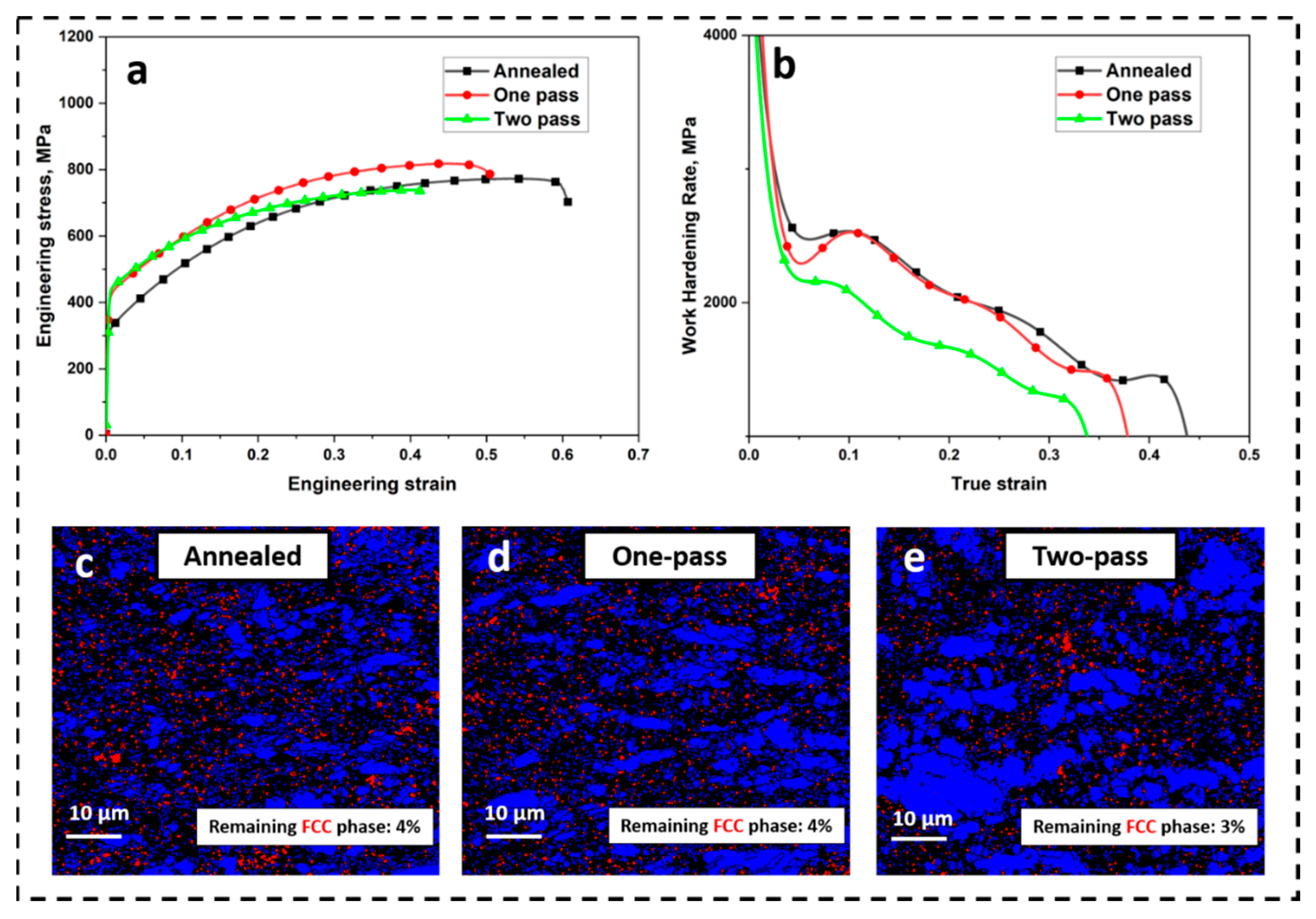
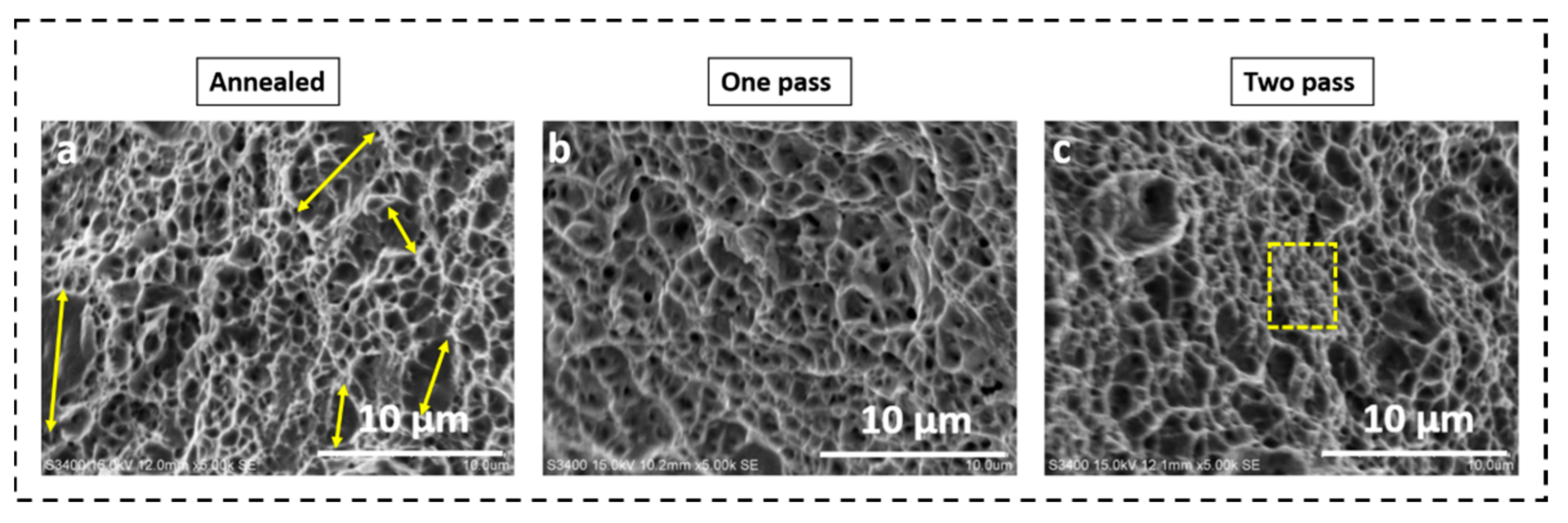
- Compared to the annealed sample, the samples subjected to one-pass and two-pass FSP showed 90% and 100% increase in yield strength and 12% and 28% decrease in ductility, respectively.
- One-pass FSPed material exhibits a higher work hardening rate and a higher UTS value, as compared to both annealed and two-pass FSPed material. This is due to a combination of two factors, viz., a small grain size and a large fraction of metastable FCC phase in the microstructure of the one-pass material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, Z.; Pradeep, K.G.; Deng, Y.; Raabe, D.; Tasan, C.C. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 2016, 534, 227–230. [Google Scholar] [CrossRef] [PubMed]
- Miracle, D.; Majumdar, B.; Wertz, K.; Gorsse, S. New strategies and tests to accelerate discovery and development of multi-principal element structural alloys. Scr. Mater. 2017, 127, 195–200. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Li, Z.; Raabe, D. Strong and Ductile Non-equiatomic High-Entropy Alloys: Design, Processing, Microstructure, and Mechanical Properties. JOM 2017, 69, 2099–2106. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Tasan, C.C.; Springer, H.; Gault, B.; Raabe, D. Interstitial atoms enable joint twinning and transformation induced plasticity in strong and ductile high-entropy alloys. Sci. Rep. 2017, 7, 40704. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shaysultanov, D.; Raimov, K.; Stepanov, N.; Zherebtsov, S. Friction Stir Welding of a TRIP Fe49Mn3Crr10Co10C1 High Entropy Alloy. Metals 2021, 11, 66. [Google Scholar] [CrossRef]
- Nene, S.; Frank, M.; Liu, K.; Sinha, S.; Mishra, R.; McWilliams, B.; Cho, K. Reversed strength-ductility relationship in microstructurally flexible high entropy alloy. Scr. Mater. 2018, 154, 163–167. [Google Scholar] [CrossRef]
- Chen, Y.C.; Fujii, H.; Tsumura, T.; Kitagawa, Y.; Nakata, K.; Ikeuchi, K.; Matsubayashi, K.; Michishita, Y.; Fujiya, Y.; Katoh, J. Friction stir processing of 316L stainless steel plate. Sci. Technol. Weld. Join. 2009, 14, 197–201. [Google Scholar] [CrossRef]
- Rao, A.G.; Ravi, K.R.; Ramakrishnarao, B.; Deshmukh, V.P.; Sharma, A.; Prabhu, N.; Kashyap, B.P. Recrystallization phenomena during friction stir processing of hypereutectic aluminum-silicon alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 1519–1529. [Google Scholar] [CrossRef]
- Mishra, M.K.; Gunasekaran, G.; Rao, A.G.; Kashyap, B.P.; Prabhu, N. Effect of Multipass Friction Stir Processing on Mechanical and Corrosion Behavior of 2507 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 849–860. [Google Scholar] [CrossRef]
- Kumar, N.; Komarasamy, M.; Nelaturu, P.; Tang, Z.; Liaw, P.K.; Mishra, R.S. Friction Stir Processing of a High Entropy Alloy Al0.1CoCrFeNi. Min. Met. Mater. Soc. 2015, 67, 1007–1013. [Google Scholar] [CrossRef]
- Komarasamy, M.; Kumar, N.; Tang, Z.; Mishra, R.; Liaw, P. Effect of microstructure on the deformation mechanism of friction stir-processed Al0.1CoCrFeNi high entropy alloy. Mater. Res. Lett. 2014, 3, 30–34. [Google Scholar] [CrossRef]
- Wang, T.; Shukla, S.; Komarasamy, M.; Liu, K.; Mishra, R.S. Towards heterogeneous Al x CoCrFeNi high entropy alloy via friction stir processing. Mater. Lett. 2019, 236, 472–475. [Google Scholar] [CrossRef]
- Li, N.; Jia, C.-L.; Wang, Z.-W.; Wu, L.-H.; Ni, D.-R.; Li, Z.-K.; Fu, H.-M.; Xue, P.; Xiao, B.-L.; Ma, Z.-Y.; et al. Achieving a High–Strength CoCrFeNiCu High–Entropy Alloy with an Ultrafine–Grained Structure via Friction Stir Processing. Acta Metall. Sin. Engl. Lett. 2020, 33, 947–956. [Google Scholar] [CrossRef]
- Liu, K.; Nene, S.S.; Frank, M.; Mishra, R.S. Effect of Strain Rate on Deformation Response of Metastable High Entropy Alloys Upon Friction Stir Processing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 5043–5048. [Google Scholar] [CrossRef]
- Sittiho, A.; Bhattacharyya, M.; Graves, J.; Nene, S.S.; Mishra, R.S.; Charit, I. Friction stir processing of a high entropy alloy Fe42Co10Cr15Mn28Si5 with transformative characteristics: Microstructure and mechanical properties. Mater. Today Commun. 2021, 28, 102635. [Google Scholar] [CrossRef]
- Nene, S.S.; Liu, K.; Frank, M.; Mishra, R.S.; Brennan, R.E.; Cho, K.C.; Li, Z.; Raabe, D. Enhanced strength and ductility in a friction stir processing engineered dual phase high entropy alloy. Sci. Rep. 2017, 7, 16167. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Raabe, D. Influence of compositional inhomogeneity on mechanical behavior of an interstitial dual-phase high-entropy alloy. Mater. Chem. Phys. 2018, 210, 29–36. [Google Scholar] [CrossRef]
- Su, J.; Raabe, D.; Li, Z. Hierarchical microstructure design to tune the mechanical behavior of an interstitial TRIP-TWIP high-entropy alloy. Acta Mater. 2018, 163, 40–54. [Google Scholar] [CrossRef]
- Muribwathoho, O.; Mabuwa, S.; Msomi, V. Review on Multi-Pass Friction Stir Processing of Aluminium Alloys. Preprint 2020. [Google Scholar] [CrossRef]
- Luo, X.; Cao, G.; Zhang, W.; Qiu, C.; Zhang, D. Ductility improvement of an AZ61 magnesium alloy through two-pass submerged friction stir processing. Materials 2017, 10, 253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bauri, R.; Yadav, D.; Suhas, G. Effect of friction stir processing (FSP) on microstructure and properties of Al-TiC in situ composite. Mater. Sci. Eng. A 2011, 528, 4732–4739. [Google Scholar] [CrossRef]
- Li, Z.; Tasan, C.C.; Pradeep, K.G.; Raabe, D. A TRIP-assisted dual-phase high-entropy alloy: Grain size and phase fraction effects on deformation behavior. Acta Mater. 2017, 131, 323–335. [Google Scholar] [CrossRef]
- Hu, G.; Zeng, L.; Du, H.; Wang, Q.; Fan, Z.; Liu, X. Combined effects of solute drag and Zener pinning on grain growth of a NiCoCr medium-entropy alloy. Intermetallics 2021, 136, 107271. [Google Scholar] [CrossRef]
- Liu, K.; Nene, S.S.; Frank, M.; Sinha, S.; Mishra, R.S. Metastability-assisted fatigue behavior in a friction stir processed dual-phase high entropy alloy. Mater. Res. Lett. 2018, 6, 613–619. [Google Scholar] [CrossRef] [Green Version]
- Moustafa, E. Effect of multi-pass friction stir processing on mechanical properties for AA2024/Al2O3 nanocomposites. Materials 2017, 10, 1053. [Google Scholar] [CrossRef] [Green Version]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of Aluminum Alloy 6082. J. Mater. Process. Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Mishra, M.; Rao, A.; Balasundar, I.; Kashyap, B.; Prabhu, N. On the microstructure evolution in friction stir processed 2507 super duplex stainless steel and its effect on tensile behaviour at ambient and elevated temperatures. Mater. Sci. Eng. A 2018, 719, 82–92. [Google Scholar] [CrossRef]
- Xue, P.; Wang, B.; An, X.; Ni, D.; Xiao, B.; Ma, Z. Improved cyclic softening behavior of ultrafine-grained Cu with high microstructural stability. Scr. Mater. 2019, 166, 10–14. [Google Scholar] [CrossRef]
- Zhu, S.; Yan, D.; Gan, K.; Lu, W.; Li, Z. Awakening the metastability of an interstitial high entropy alloy via severe deformation. Scr. Mater. 2021, 191, 96–100. [Google Scholar] [CrossRef]
- Nene, S.S.; Frank, M.; Liu, K.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Extremely high strength and work hardening ability in a metastable high entropy alloy. Sci. Rep. 2018, 8, 9920. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Muñoz, J.A.; Bolmaro, R.E.; Jorge, A.M.; Zhilyaev, A.; Cabrera, J.M. Prediction of Generation of High- and Low-Angle Grain Boundaries (HAGB and LAGB) During Severe Plastic Deformation. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 4674–4684. [Google Scholar] [CrossRef]
- Azadmanjiri, J.; Berndt, C.C.; Kapoor, A.; Wen, C. Development of Surface Nano-Crystallization in Alloys by Surface Mechanical Attrition Treatment (SMAT). Crit. Rev. Solid State Mater. Sci. 2015, 40, 164–181. [Google Scholar] [CrossRef]
- Starink, M.; Wang, S. A model for the yield strength of overaged Al-Zn-Mg-Cu alloys. Acta Mater. 2003, 51, 5131–5150. [Google Scholar] [CrossRef] [Green Version]
- Electron Backscatter Diffraction (EBSD) Analysis of Cracking in Polycrystalline Materials. Technical Note. AMETEK Mater. Anal. Div. 2015, pp. 85–90. Available online: https://www.academia.edu/41845100/Electron_Backscatter_Diffraction_in_Materials_Science_Second_Edition (accessed on 25 November 2022).
- Huo, S.H.; Qian, M.; Schaffer, G.B.; Crossin, E. Fundamentals of Aluminium Metallurgy: Production, Processing and Applications; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Sinha, S.; Mirshams, R.A.; Wang, T.; Nene, S.S.; Frank, M.; Liu, K.; Mishra, R.S. Nanoindentation behavior of high entropy alloys with transformation-induced plasticity. Sci. Rep. 2019, 9, 6639. [Google Scholar] [CrossRef] [Green Version]
- He, Z.; Jia, N.; Ma, D.; Yan, H.; Li, Z.; Raabe, D. Joint contribution of transformation and twinning to the high strength-ductility combination of a FeMnCoCr high entropy alloy at cryogenic temperatures. Mater. Sci. Eng. A 2019, 759, 437–447. [Google Scholar] [CrossRef]
- Sun, S.; Li, D.; Yang, C.; Fu, L.; Kong, D.; Lu, Y.; Guo, Y.; Liu, D.; Guan, P.; Zhang, Z.; et al. Direct Atomic-Scale Observation of Ultrasmall Ag Nanowires that Exhibit fcc, bcc, and hcp Structures under Bending. Phys. Rev. Lett. 2022, 128, 015701. [Google Scholar] [CrossRef]
- Bain, E.C. The Nature of Martensite. Trans. AIME 1924, 70, 25–35. [Google Scholar]
- Han, J.; Thomas, S.L.; Srolovitz, D.J. Grain-boundary kinetics: A unified approach. Prog. Mater. Sci. 2018, 98, 386–476. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Zhang, Y.; Zeng, Z.; Zhou, H.; He, J.; Liu, P.; Chen, M.; Han, J.; Srolovitz, D.J.; Teng, J.; et al. Tracking the sliding of grain boundaries at the atomic scale. Science 2022, 375, 1261–1265. [Google Scholar] [CrossRef]
- NaghiZadeh, M.; Mirzadeh, H. Effects of Grain Size on Mechanical Properties and Work-Hardening Behavior of AISI 304 Austenitic Stainless Steel. Steel Res. Int. 2019, 90, 1–9. [Google Scholar] [CrossRef]
- Zehetbauer, M.J.; Zhu, Y.T. (Eds.) Bulk Nanostructured Materials; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Dieter, G.E.; Bacon, D. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Shen, Y.; Qiu, L.; Sun, X.; Zuo, L.; Liaw, P.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef] [Green Version]
- Chiang, J.; Lawrence, B.; Boyd, J.; Pilkey, A. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool material | W-La2O3 |
| Plate thickness | 5 mm |
| Tool rotation speed | 800 rpm |
| Tool traverse speed | 50 mm/min |
| Shoulder dia. | 22 mm |
| Pin dia. | 14 mm |
| Pin length | 4 mm |
| Fe | Mn | Co | Cr | C | |
|---|---|---|---|---|---|
| Wt.% | 49 ± 0.94 | 30 ± 0.80 | 9 ± 0.28 | 10 ± 0.64 | 0.11 ± 0 |
| At.% | 48 ± 0.93 | 30 ± 0.45 | 9 ± 0.47 | 10 ± 0.67 | 0.51 ± 0 |
| Yield Strength, MPa | Ultimate Tensile Strength, MPa | Elongation, % | Strain-Hardening Exponent, n | |
|---|---|---|---|---|
| Annealed | 291 ± 23 | 710 ± 30 | 63% ± 3 | 0.36 |
| One-pass | 415 ± 9 | 818 ± 18 | 55% ± 4 | 0.38 |
| Two-pass | 437 ± 21 | 768 ± 21 | 45% ± 7 | 0.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meena, N.; Rao, A.G.; Dommeti, S.G.; Prabhu, N. Effect of Multi-Pass Friction Stir Processing on Microstructure and Mechanical Properties of a Metastable Dual-Phase High Entropy Alloy. Lubricants 2023, 11, 2. https://doi.org/10.3390/lubricants11010002
Meena N, Rao AG, Dommeti SG, Prabhu N. Effect of Multi-Pass Friction Stir Processing on Microstructure and Mechanical Properties of a Metastable Dual-Phase High Entropy Alloy. Lubricants. 2023; 11(1):2. https://doi.org/10.3390/lubricants11010002
Chicago/Turabian StyleMeena, Neelam, Ardula Gourav Rao, Satya Gowtam Dommeti, and Nithyanand Prabhu. 2023. "Effect of Multi-Pass Friction Stir Processing on Microstructure and Mechanical Properties of a Metastable Dual-Phase High Entropy Alloy" Lubricants 11, no. 1: 2. https://doi.org/10.3390/lubricants11010002