Performance of MQL and Nano-MQL Lubrication in Machining ER7 Steel for Train Wheel Applications

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
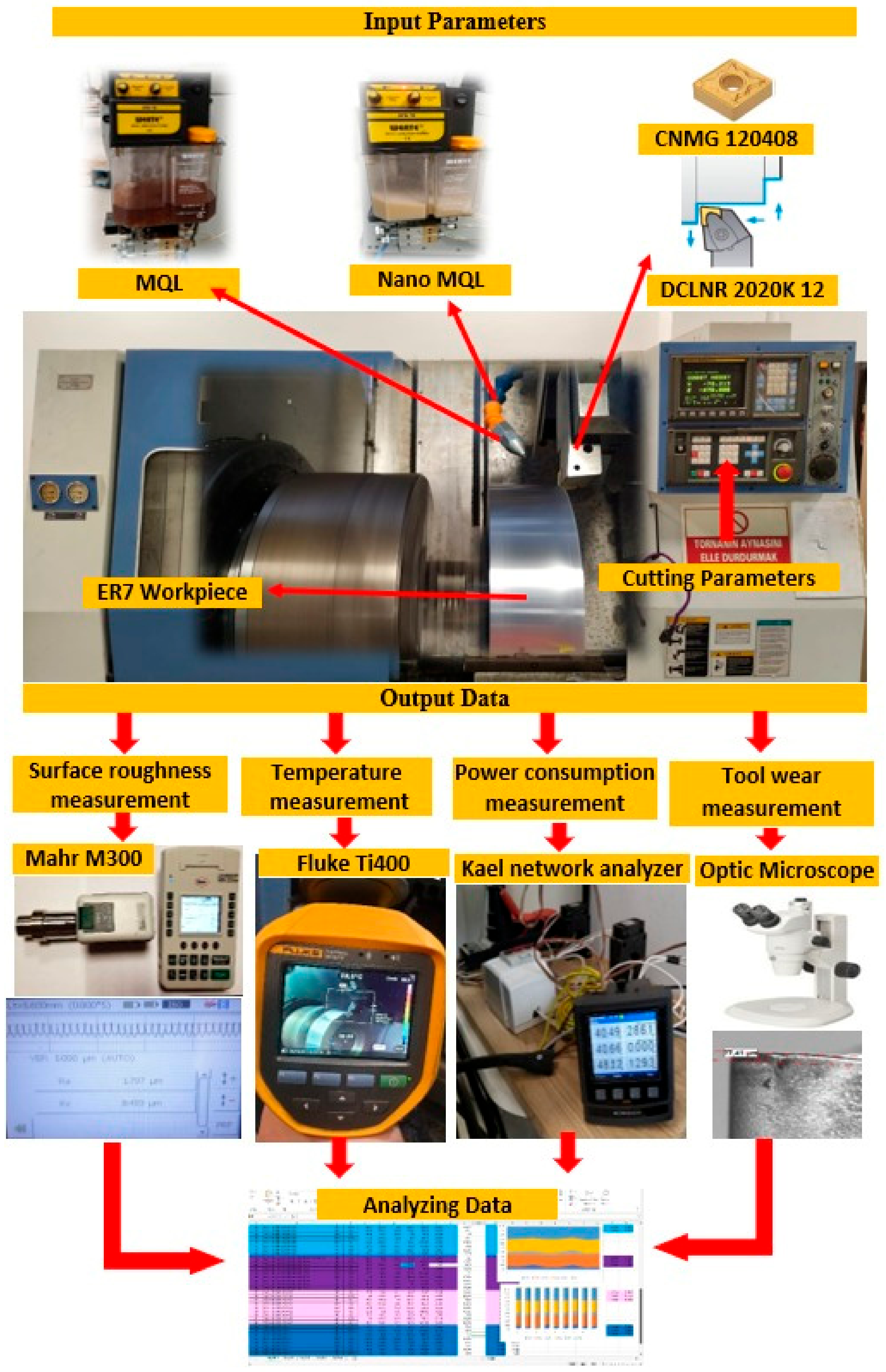
2. Materials and Methods
3. Results and Discussion
3.1. Preliminary Experiments
3.2. MQL and Nano-MQL Experiments Analysis
4. Conclusions
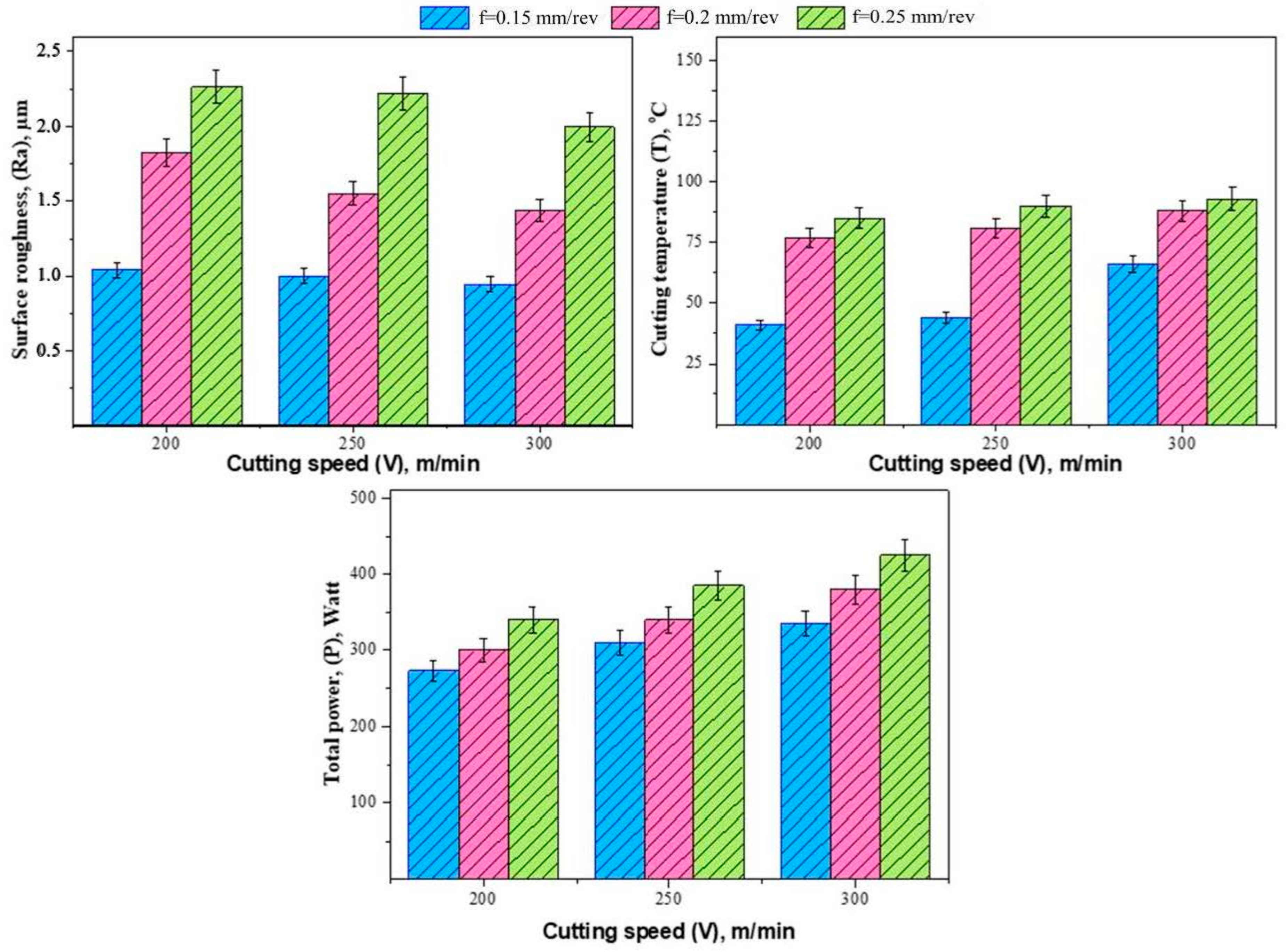
- It is seen that there is a decrease in Ra values depending on the increasing cutting speed, while, on the contrary, it exhibits an increase in cutting temperature and energy consumption. The feed rate caused an increase in all machining outputs depending on its increasing values.
- Preliminary experiments show that the best surface roughness values, the optimum parameter values, are obtained at 300 m/min and 0.15 mm/rev. The error value was obtained as 0.915%.
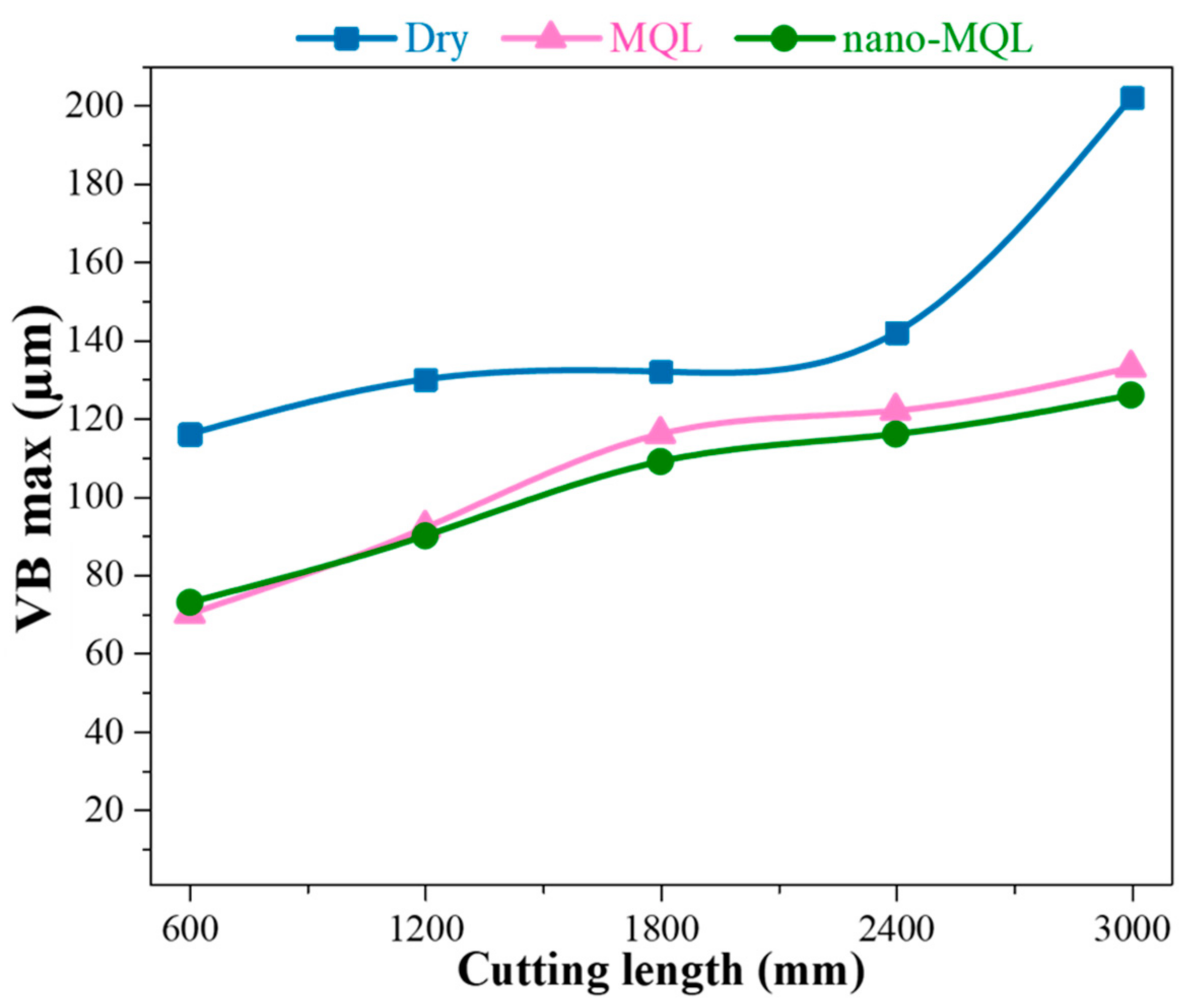
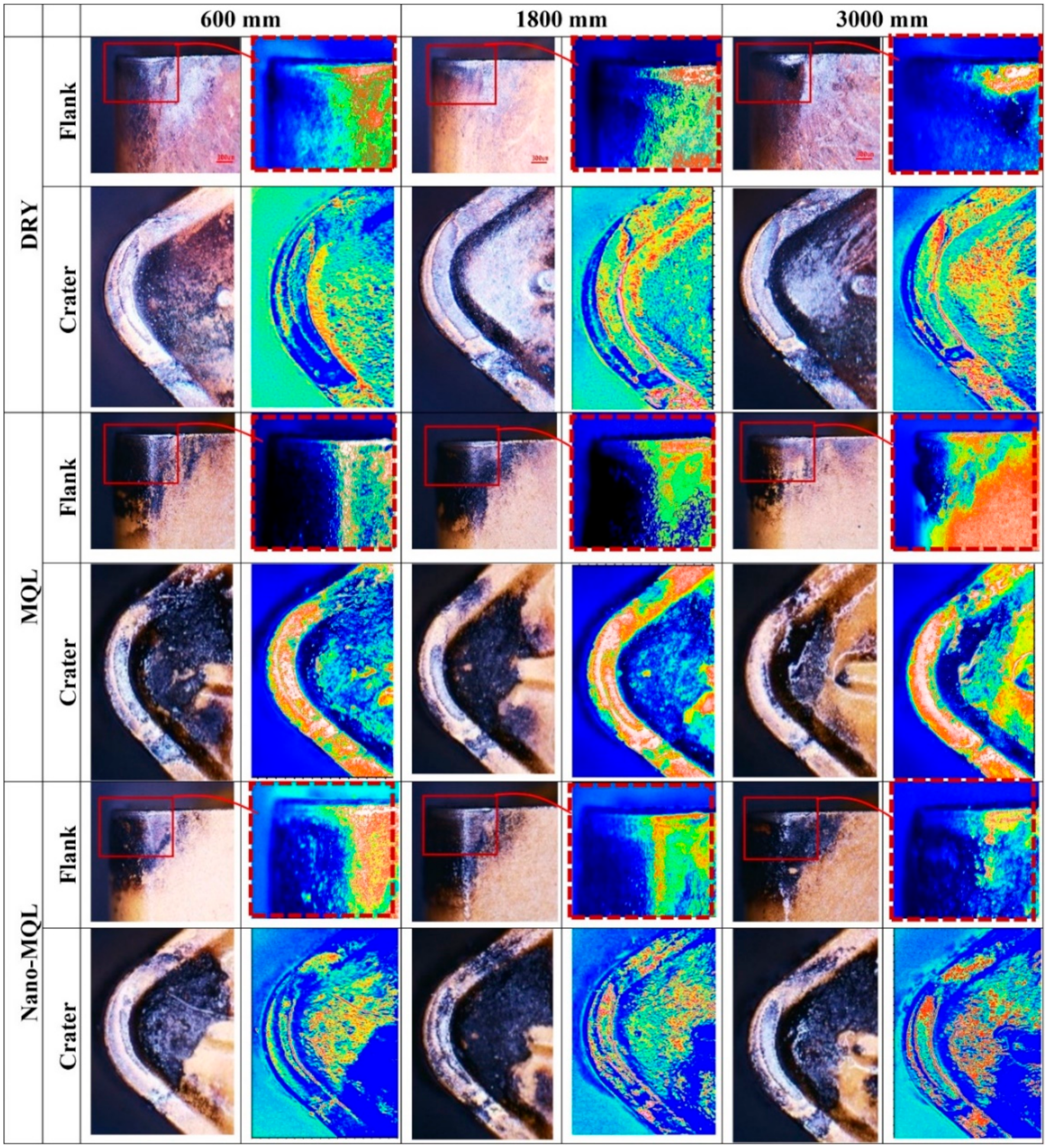
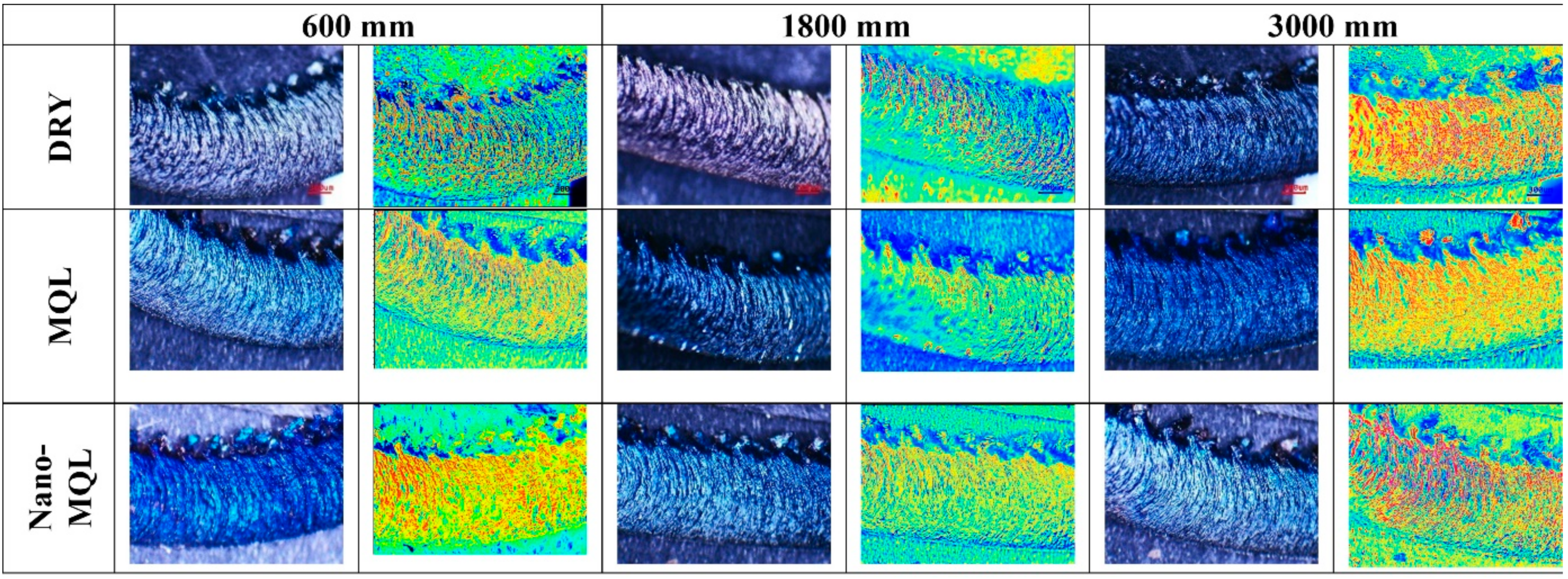
- The highest values of VB were obtained in dry machining conditions at all machining lengths. When the VB value was compared with other applications, considering the last stage (3000 mm), it outperformed MQL and nano-MQL implementations by approximately 34.1% and 37.6%, respectively.
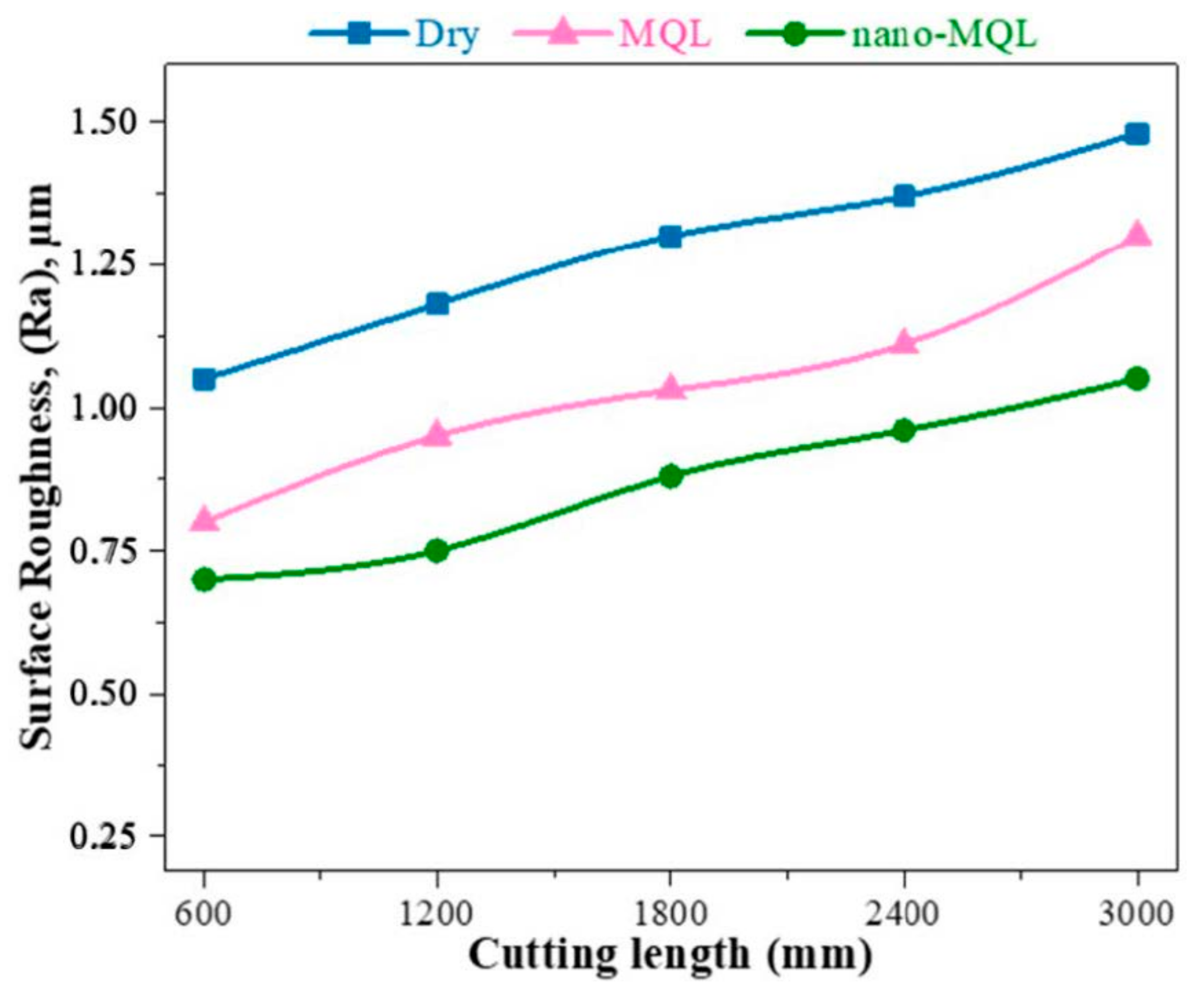
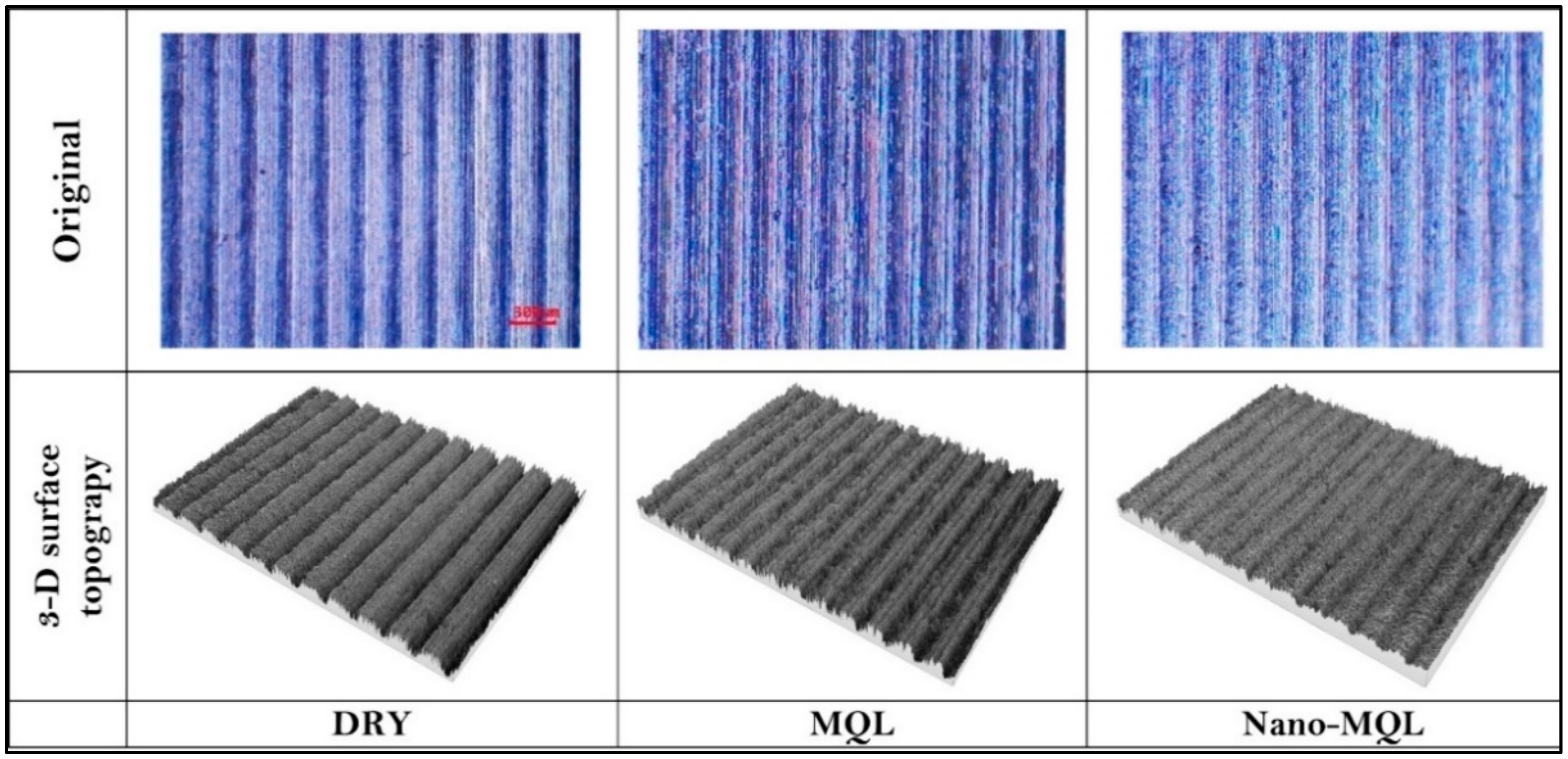
- It is clear that the lubrication methods have a significant impact on obtaining better surface quality when compared to the dry machining conditions. In the first stage (600 mm) measurements, the highest Ra value was obtained as 1.05 µm under dry machining conditions. Compared to the same conditions, the result obtained with MQL was approximately 24% lower, and the result obtained with nano-MQL was approximately 34% lower.
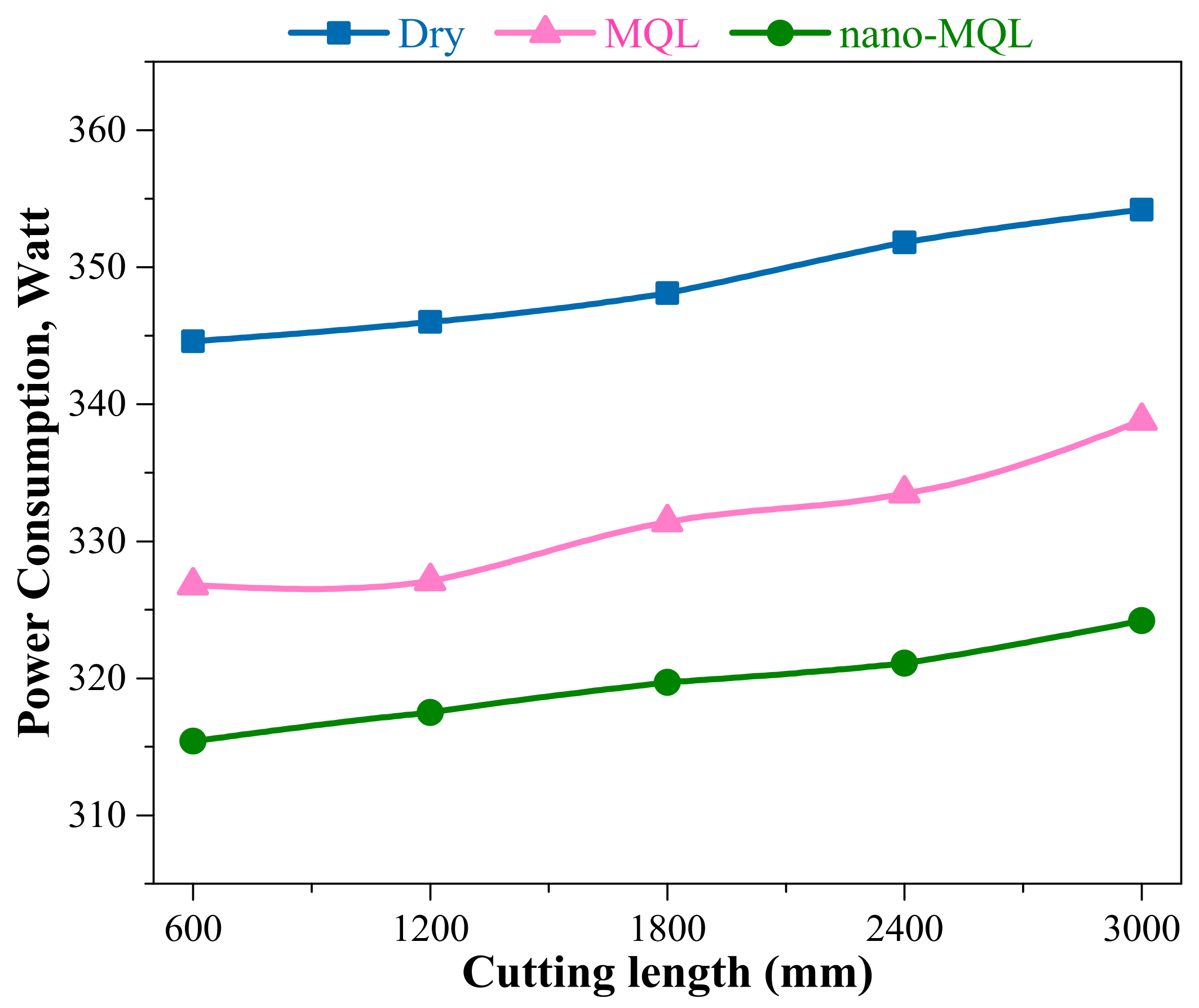
- The highest power consumption for each stage occurred under dry machining conditions. Since the sum of the powers obtained for each length is taken into account, it has been calculated that there is approximately 5.3% and 10.2% lower power consumption in the experiments performed with MQL and nano-MQL, respectively.
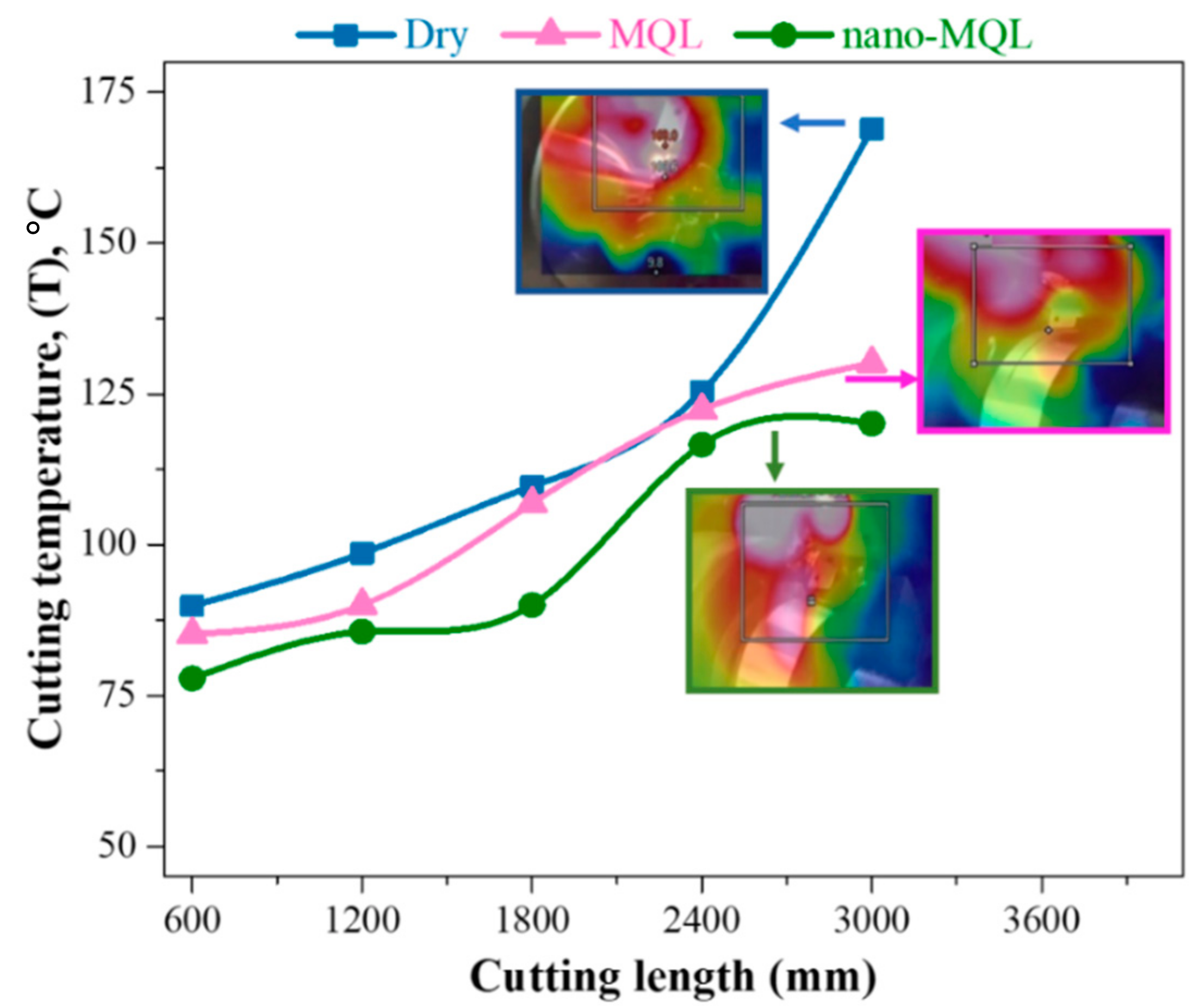
- The highest temperatures were measured under dry cutting conditions, as expected. Based on the first stage (600 mm) measurements, the highest temperature value was measured as approximately 90 °C in dry cutting conditions. For MQL, the measurement taken at the same stage was 5% lower, while for nano-MQL this rate was approximately 14% lower.
- It is anticipated that this study will be useful to research and development centers in the machining and railway industries, particularly those focusing on improving cooling technologies in the machining of railway components.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hu, Y.; Zhou, L.; Ding, H.H.; Lewis, R.; Liu, Q.Y.; Guo, J.; Wang, W.J. Microstructure evolution of railway pearlitic wheel steels under rolling-sliding contact loading. Tribol. Int. 2021, 154, 106685. [Google Scholar] [CrossRef]
- Minicucci, D.J.; Fonseca, S.T.; Boas, R.L.V.; Goldenstein, H.; Mei, P.R. Development of Niobium Microalloyed Steel for Railway Wheel with Pearlitic Bainitic Microstructure. Mater. Res. 2019, 22, e20190324. [Google Scholar] [CrossRef]
- Molyneux-Berry, P.; Davis, C.; Bevan, A. The Influence of Wheel/Rail Contact Conditions on the Microstructure and Hardness of Railway Wheels. Sci. World J. 2014, 2014, 209752. [Google Scholar] [CrossRef] [PubMed]
- Akay, M.E.; Ridvanogullari, A. Optimisation of machining parameters of train wheel for shrink-fit application by considering surface roughness and chip morphology parameters. Eng. Sci. Technol. Int. J. 2020, 23, 1194–1207. [Google Scholar] [CrossRef]
- Hu, Y.; Watson, M.; Maiorino, M.; Liang, Z.; Wang, W.; Ding, H.; Lewis, R.; Meli, E.; Rindi, A.; Liu, Q.Y.; et al. Experimental study on wear properties of wheel and rail materials with different hardness values. Wear 2021, 477, 203831. [Google Scholar] [CrossRef]
- Hu, Y.; Zhou, L.; Ding, H.H.; Tan, G.X.; Lewis, R.; Liu, Q.Y.; Guo, J.; Wang, W.J. Investigation on wear and rolling contact fatigue of wheel-rail materials under various wheel/rail hardness ratio and creepage conditions. Tribol. Int. 2020, 143, 106091. [Google Scholar] [CrossRef]
- Mazzù, A.; Ghidini, A.; Provezza, L.; Petrogalli, C.; Faccoli, M. Study of the damage induced by thermomechanical load in ER7 tread braked railway wheels. Procedia Struct. Integr. 2019, 18, 170–182. [Google Scholar] [CrossRef]
- Giȩtka, T.; Ciechacki, K. Modeling of Railway Wheels Made of Austempered Ductile Iron. Arch. Metall. Mater. 2016, 61, 1833–1838. [Google Scholar] [CrossRef]
- Ding, H.; Mu, X.; Zhu, Y.; Yang, W.; Xiao, Q.; Wang, W.; Liu, Q.; Guo, J.; Zhou, Z. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488–489, 204174. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Ngamkhanong, C.; Lim, C.H. Damage and failure modes of railway prestressed concrete sleepers with holes/web openings subject to impact loading conditions. Eng. Struct. 2018, 176, 840–848. [Google Scholar] [CrossRef] [Green Version]
- Walia, M.S.; Vernersson, T.; Lundén, R.; Blennow, F.; Meinel, M. Temperatures and wear at railway tread braking: Field experiments and simulations. Wear 2019, 440–441, 203086. [Google Scholar] [CrossRef]
- Yurtkuran, H.; Korkmaz, M.E.; Günay, M. Modelling and optimization of the surface roughness in high speed hard turning with coated and uncoated CBN insert. Gazi Univ. J. Sci. 2016, 29, 987–995. [Google Scholar]
- Erden, M.A.; Yaşar, N.; Korkmaz, M.E.; Ayvacı, B.; Nimel Sworna Ross, K.; Mia, M. Investigation of microstructure, mechanical and machinability properties of Mo-added steel produced by powder metallurgy method. Int. J. Adv. Manuf. Technol. 2021, 114, 2811–2827. [Google Scholar] [CrossRef]
- Liang, Q.; Zhang, D.; Wu, W.; Zou, K. Methods and Research for Multi-Component Cutting Force Sensing Devices and Approaches in Machining. Sensors 2016, 16, 1926. [Google Scholar] [CrossRef] [Green Version]
- Ross, N.S.; Mia, M.; Anwar, S.; Manimaran, G.; Saleh, M.; Ahmad, S. A hybrid approach of cooling lubrication for sustainable and optimized machining of Ni-based industrial alloy. J. Clean. Prod. 2021, 321, 128987. [Google Scholar] [CrossRef]
- Ross, N.S.; Gopinath, C.; Nagarajan, S.; Gupta, M.K.; Shanmugam, R.; Kumar, M.S.; Boy, M.; Korkmaz, M.E. Impact of hybrid cooling approach on milling and surface morphological characteristics of Nimonic 80A alloy. J. Manuf. Process. 2022, 73, 428–439. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P. Chetan Comparative analysis of dry, flood, MQL and cryogenic CO2 techniques during the machining of 15-5-PH SS alloy. Tribol. Int. 2020, 146, 106196. [Google Scholar] [CrossRef]
- Baldin, V.; Rosa Ribeiro da Silva, L.; Houck, C.F.; Gelamo, R.V.; Machado, Á.R. Effect of Graphene Addition in Cutting Fluids Applied by MQL in End Milling of AISI 1045 Steel. Lubricants 2021, 9, 70. [Google Scholar] [CrossRef]
- Sampaio, M.A.; Machado, Á.R.; Laurindo, C.A.H.; Torres, R.D.; Amorim, F.L. Influence of minimum quantity of lubrication (MQL) when turning hardened SAE 1045 steel: A comparison with dry machining. Int. J. Adv. Manuf. Technol. 2018, 98, 959–968. [Google Scholar] [CrossRef]
- Danish, M.; Gupta, M.K.; Rubaiee, S.; Ahmed, A.; Korkmaz, M.E. Influence of hybrid Cryo-MQL lubri-cooling strategy on the machining and tribological characteristics of Inconel 718. Tribol. Int. 2021, 163, 107178. [Google Scholar] [CrossRef]
- Abrão, B.S.; Pereira, M.F.; da Silva, L.R.; Machado, Á.R.; Gelamo, R.V.; de Freitas, F.M.; Mia, M.; da Silva, R.B. Improvements of the MQL Cooling-Lubrication Condition by the Addition of Multilayer Graphene Platelets in Peripheral Grinding of SAE 52100 Steel. Lubricants 2021, 9, 79. [Google Scholar] [CrossRef]
- Obikawa, T.; Kamata, Y.; Shinozuka, J. High-speed grooving with applying MQL. Int. J. Mach. Tools Manuf. 2006, 46, 1854–1861. [Google Scholar] [CrossRef]
- Diniz, A.E.; Ferreira, J.R.; Filho, F.T. Influence of refrigeration/lubrication condition on SAE 52100 hardened steel turning at several cutting speeds. Int. J. Mach. Tools Manuf. 2003, 43, 317–326. [Google Scholar] [CrossRef]
- Dhar, N.R.; Islam, M.W.; Islam, S.; Mithu, M.A.H. The influence of minimum quantity of lubrication (MQL) on cutting temperature, chip and dimensional accuracy in turning AISI-1040 steel. J. Mater. Process. Technol. 2006, 171, 93–99. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Singh, G.; Królczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; Sarikaya, M.; Pusavec, F. Energy consumption and ecological analysis of sustainable and conventional cutting fluid strategies in machining 15–5 PHSS. Sustain. Mater. Technol. 2022, 32, e00416. [Google Scholar] [CrossRef]
- Sen, B.; Gupta, M.K.; Mia, M.; Pimenov, D.Y.; Mikołajczyk, T. Performance Assessment of Minimum Quantity Castor-Palm Oil Mixtures in Hard-Milling Operation. Materials 2021, 14, 198. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Vats, P.; Pimenov, D.Y.; Giasin, K.; Chuchala, D. Study of a Multicriterion Decision-Making Approach to the MQL Turning of AISI 304 Steel Using Hybrid Nanocutting Fluid. Materials 2021, 14, 7207. [Google Scholar] [CrossRef]
- Gupta, M.K.; Khan, A.M.; Song, Q.; Liu, Z.; Khalid, Q.S.; Jamil, M.; Kuntoğlu, M.; Usca, Ü.A.; Sarıkaya, M.; Pimenov, D.Y. A review on conventional and advanced minimum quantity lubrication approaches on performance measures of grinding process. Int. J. Adv. Manuf. Technol. 2021, 117, 729–750. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Do, I.; Kwon, P. A tribological study of vegetable oil enhanced by nano-platelets and implication in MQL machining. Int. J. Precis. Eng. Manuf. 2012, 13, 1077–1083. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Performances of different eco-friendly nanofluid lubricants in the milling of Inconel X-750 superalloy. Tribol. Int. 2019, 137, 180–192. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- Kim, J.S.; Kim, J.W.; Kim, Y.C.; Lee, S.W. Experimental Study on Environmentally-Friendly Micro End-Milling Process of Ti-6Al-4V Using Nanofluid Minimum Quantity Lubrication With Chilly Gas. In AIn International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2016. [Google Scholar]
- Wang, Y.; Li, C.; Zhang, Y.; Yang, M.; Li, B.; Dong, L.; Wang, J. Processing Characteristics of Vegetable Oil-based Nanofluid MQL for Grinding Different Workpiece Materials. Int. J. Precis. Eng. and Manuf.-Green Technol. 2018, 5, 327–339. [Google Scholar] [CrossRef]
- Sarkar, J. A critical review on convective heat transfer correlations of nanofluids. Renew. Sustain. Energy Rev. 2011, 15, 3271–3277. [Google Scholar] [CrossRef]
- Pandey, K.; Datta, S. Chapter Eight—Machinability study of Inconel 825 superalloy under nanofluid MQL: Application of sunflower oil as a base cutting fluid with MWCNTs and nano-Al2O3 as additives. In Sustainable Manufacturing and Design; Kumar, K., Zindani, D., Davim, P., Eds.; Woodhead Publishing: Sawston, UK, 2021; pp. 151–197. ISBN 978-0-12-822124-2. [Google Scholar]
- Chetan; Ghosh, S.; Rao, P.V. Comparison between sustainable cryogenic techniques and nano-MQL cooling mode in turning of nickel-based alloy. J. Clean. Prod. 2019, 231, 1036–1049. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Günay, M. Experimental and Statistical Analysis on Machinability of Nimonic80A Superalloy with PVD Coated Carbide. Sigma J. Eng. Nat. Sci. 2018, 36, 1141–1152. [Google Scholar]
- Țîțu, A.M.; Sandu, A.V.; Pop, A.B.; Țîțu, Ș.; Frățilă, D.N.; Ceocea, C.; Boroiu, A. Design of Experiment in the Milling Process of Aluminum Alloys in the Aerospace Industry. Appl. Sci. 2020, 10, 6951. [Google Scholar] [CrossRef]
- Dyl, T. The designation degree of tool wear after machining of the surface layer of duplex stainless steel. Materials 2021, 14, 6425. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Machining Ti–6Al–4V alloy with cryogenic compressed air cooling. Int. J. Mach. Tools Manuf. 2010, 50, 933–942. [Google Scholar] [CrossRef]
- Mohana Rao, G.; Dilkush, S.; Sudhakar, I.; Anil babu, P. Effect of Cutting Parameters with Dry and MQL Nano Fluids in Turning of EN-36 Steel. Mater. Today Proc. 2021, 41, 1182–1187. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N.M. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Cetin, M.H.; Kabave Kilincarslan, S. Effects of cutting fluids with nano-silver and borax additives on milling performance of aluminium alloys. J. Manuf. Process. 2020, 50, 170–182. [Google Scholar] [CrossRef]
- Kumar Gupta, M.; Boy, M.; Erdi Korkmaz, M.; Yaşar, N.; Günay, M.; Krolczyk, G.M. Measurement and analysis of machining induced tribological characteristics in dual jet minimum quantity lubrication assisted turning of duplex stainless steel. Measurement 2022, 187, 110353. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Boy, M.; Yaşar, N.; Krolczyk, G.M.; Günay, M. Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J. Manuf. Process. 2021, 69, 112–124. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Cr |
|---|---|---|---|---|---|
| 0.52 | 0.80 | 0.40 | 0.015 | 0.020 | 0.30 |
| Ni | Cu | Mo | V | Cr + Ni + Mo | H.ppm |
| 0.30 | 0.30 | 0.080 | 0.060 | 0.50 max | 2.0 max |
| Property | MQL | Nano-MQL |
|---|---|---|
| Density (kg/m3) | 0.9 | 0.92 |
| Kinematic viscosity (mm2/s) @ 40 °C | 5.3 | 2.7 |
| Nanoadditive particles | --- | hBN |
| Nanovolume concentration | --- | 1% |
| Nozzle pressure (bar) | 5.0 | 5.0 |
| Exp. No. | Cutting Speed (V-m/min) | Feed Rate (f-mm/rev) | Surface Roughness (Ra-μm) | Total Power (W) | Temperature (°C) |
|---|---|---|---|---|---|
| 1 | 200 | 0.15 | 1.040 | 273.3 | 41 |
| 2 | 200 | 0.2 | 1.828 | 300.3 | 77 |
| 3 | 200 | 0.25 | 2.264 | 340.3 | 85 |
| 4 | 250 | 0.15 | 0.999 | 310.3 | 44 |
| 5 | 250 | 0.2 | 1.554 | 340.3 | 81 |
| 6 | 250 | 0.25 | 2.168 | 385.3 | 90 |
| 7 | 300 | 0.15 | 0.946 | 335.3 | 66 |
| 8 | 300 | 0.2 | 1.439 | 380.3 | 88 |
| 9 | 300 | 0.25 | 1.996 | 425.3 | 93 |
| Surface Roughness | Cutting Temperature | Power Consumption | ||||
|---|---|---|---|---|---|---|
| Source | p-Value | PCR (%) | p-Value | PCR (%) | p-Value | PCR (%) |
| Cutting Speed—V (m/min) | 0.0310 | 4.485 | 0.022 | 10.597 | 0.00007 | 48.311 |
| Feed Rate—f (mm/rev) | 0.0004 | 94.087 | 0.001 | 74.929 | 0.00007 | 50.463 |
| V×V | 0.8440 | 0.014 | 0.333 | 0.730 | 0.26813 | 0.091 |
| F×f | 0.5500 | 0.138 | 0.025 | 9.723 | 0.11164 | 0.245 |
| V×f | 0.3560 | 0.362 | 0.129 | 2.373 | 0.03008 | 0.744 |
| Error | 0.915 | 1.648 | 0.147 | |||
| Total | 100 | 100 | 100 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Çamlı, K.Y.; Demirsöz, R.; Boy, M.; Korkmaz, M.E.; Yaşar, N.; Giasin, K.; Pimenov, D.Y. Performance of MQL and Nano-MQL Lubrication in Machining ER7 Steel for Train Wheel Applications. Lubricants 2022, 10, 48. https://doi.org/10.3390/lubricants10040048
Çamlı KY, Demirsöz R, Boy M, Korkmaz ME, Yaşar N, Giasin K, Pimenov DY. Performance of MQL and Nano-MQL Lubrication in Machining ER7 Steel for Train Wheel Applications. Lubricants. 2022; 10(4):48. https://doi.org/10.3390/lubricants10040048
Chicago/Turabian StyleÇamlı, Kerem Yavuz, Recep Demirsöz, Mehmet Boy, Mehmet Erdi Korkmaz, Nafiz Yaşar, Khaled Giasin, and Danil Yurievich Pimenov. 2022. "Performance of MQL and Nano-MQL Lubrication in Machining ER7 Steel for Train Wheel Applications" Lubricants 10, no. 4: 48. https://doi.org/10.3390/lubricants10040048