
Behavior of Rotary Ultrasonic Machining of Ceramic Materials at a Wide Range of Cutting Speeds



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Used for the Experiments
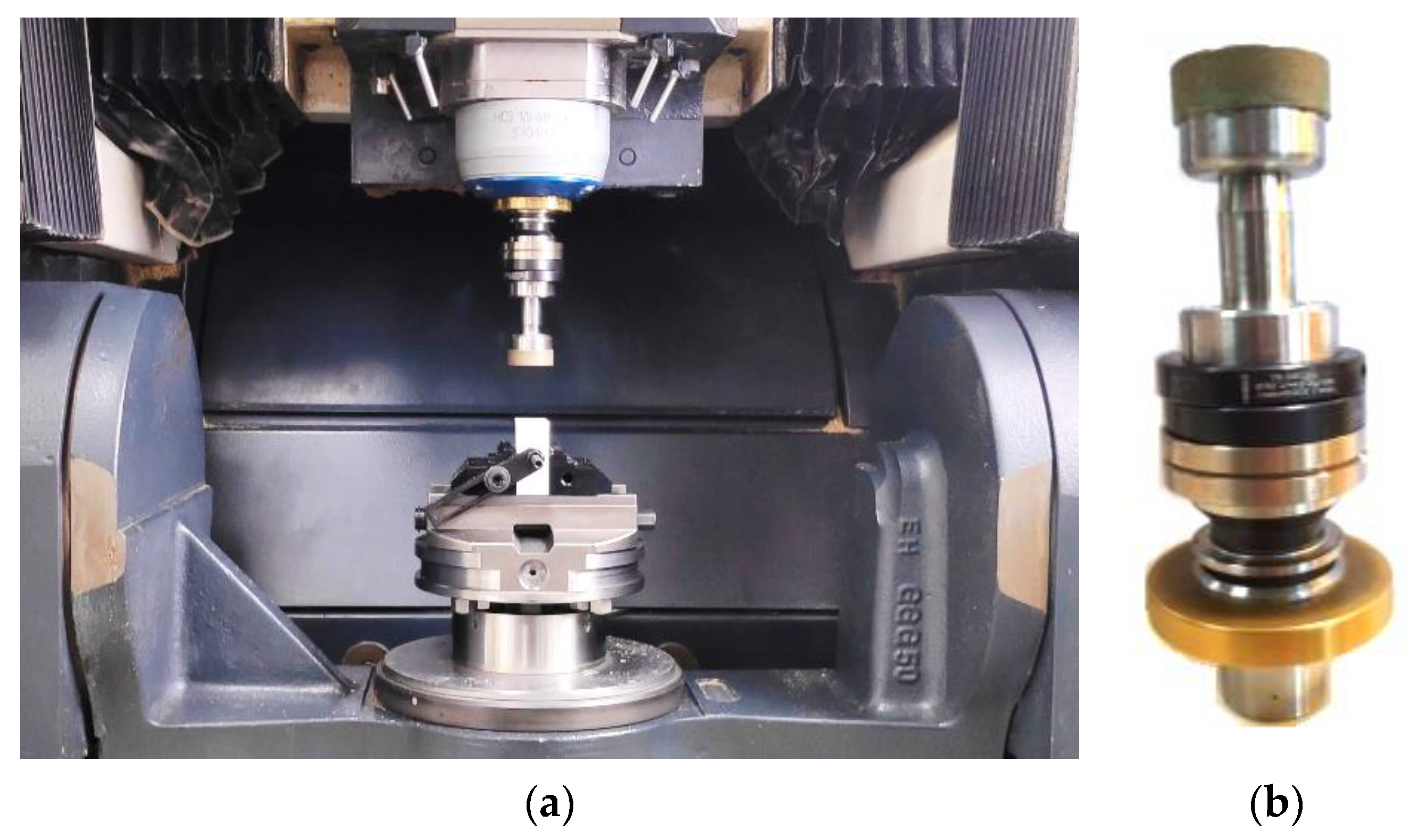
2.2. Devices and Machines Used for the Experiments
2.3. Cutting Conditions and Evaluated Parameters
2.4. Achieved Values of Observed Parameters
3. Results
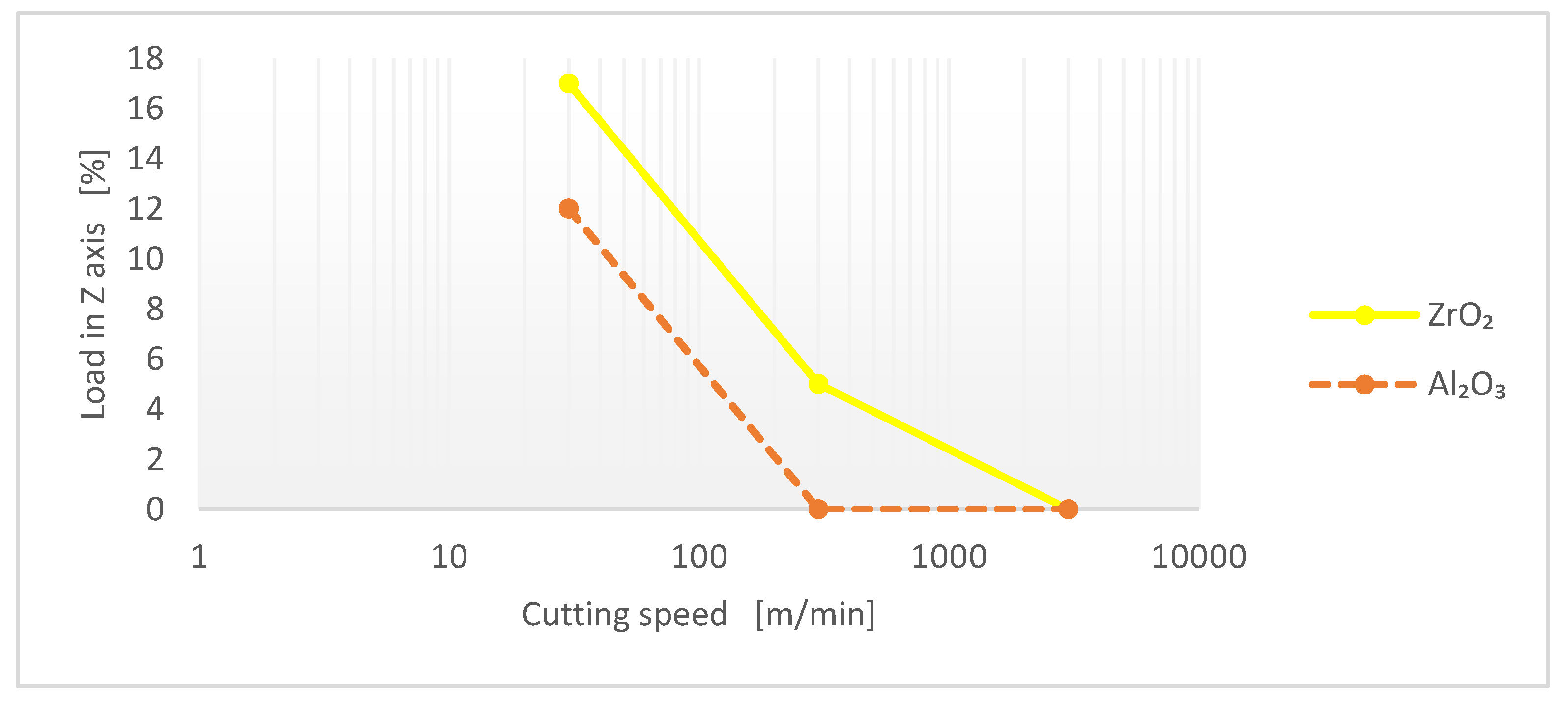
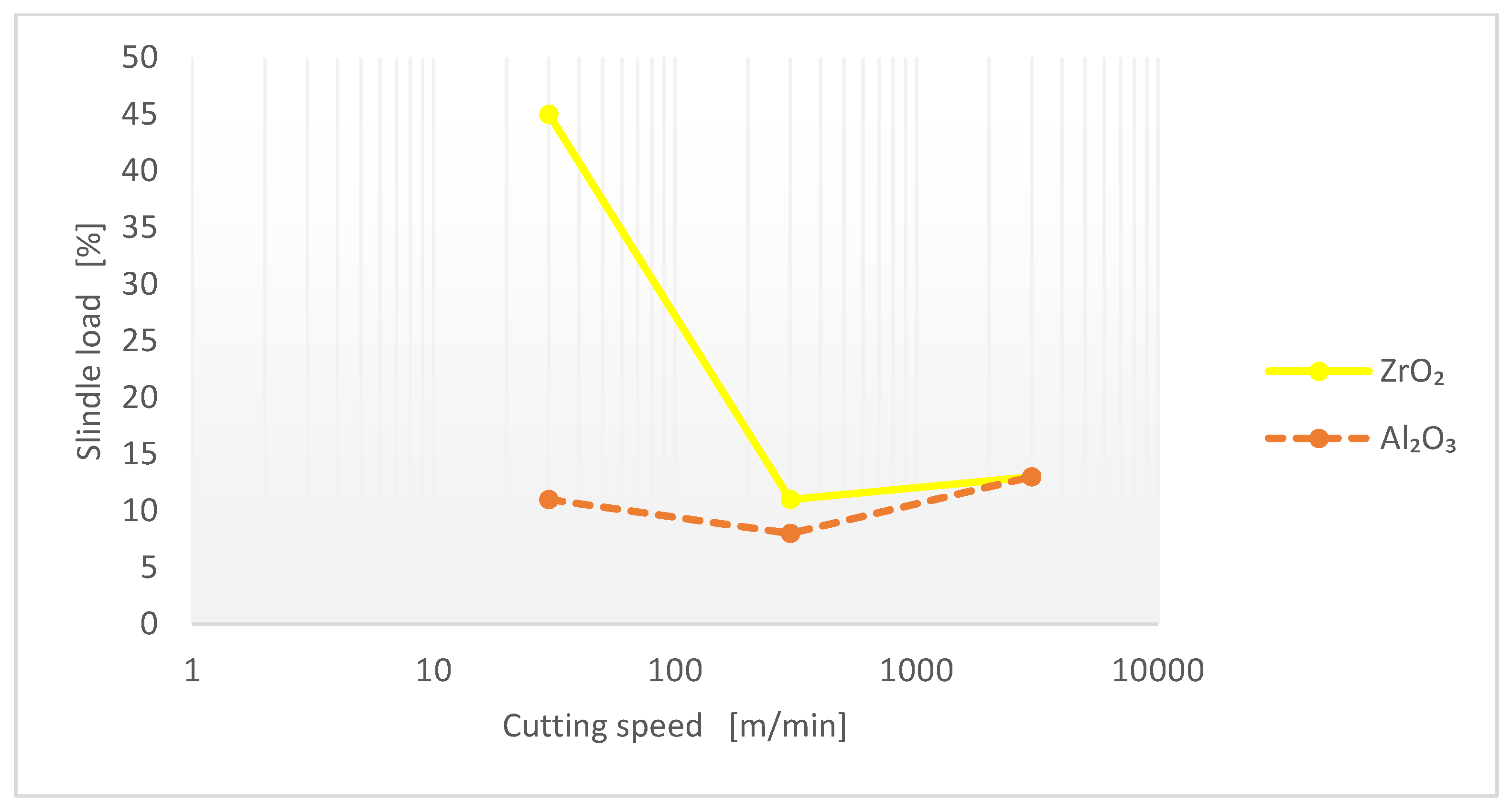
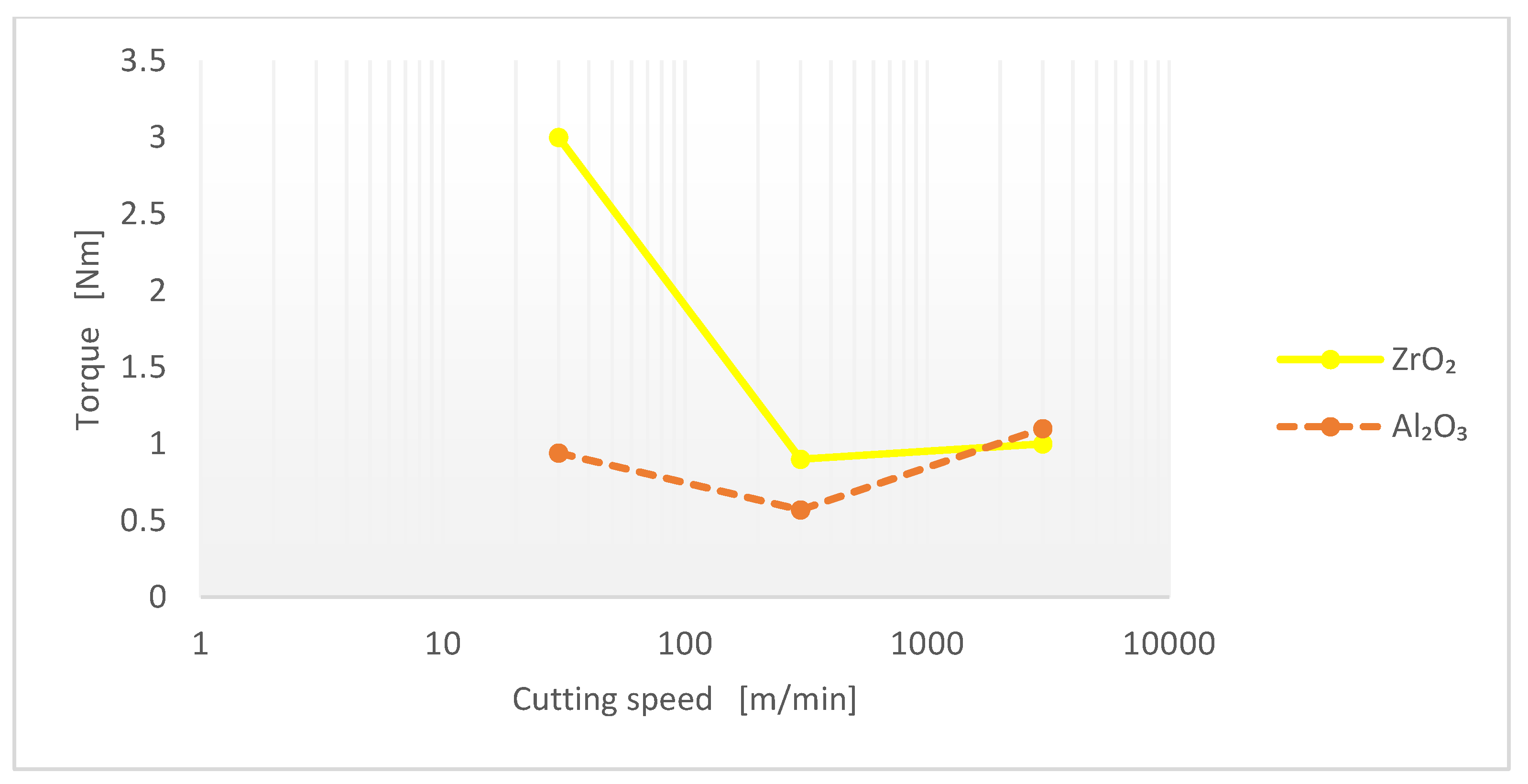
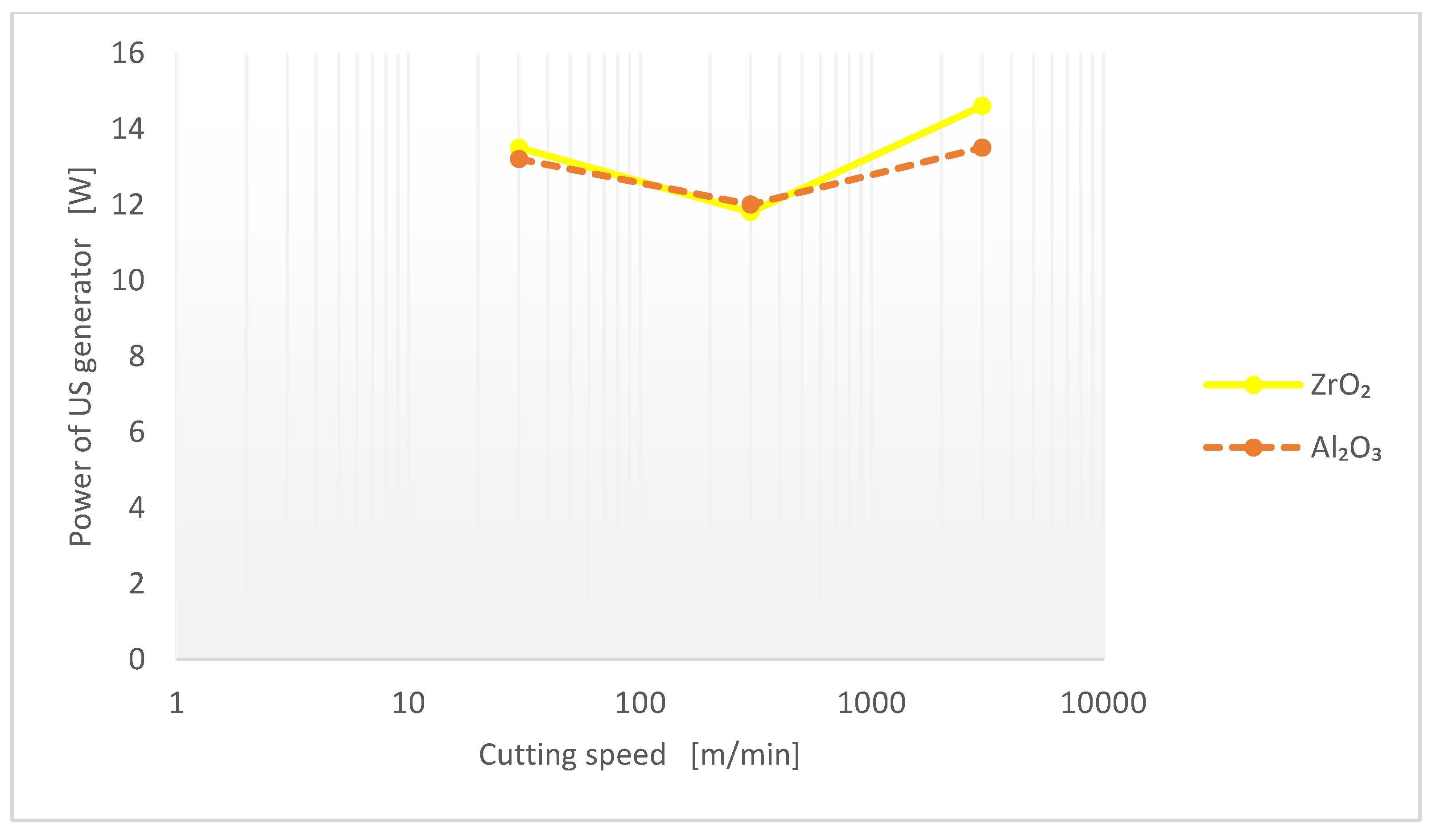
3.1. Machine Loads Behavior
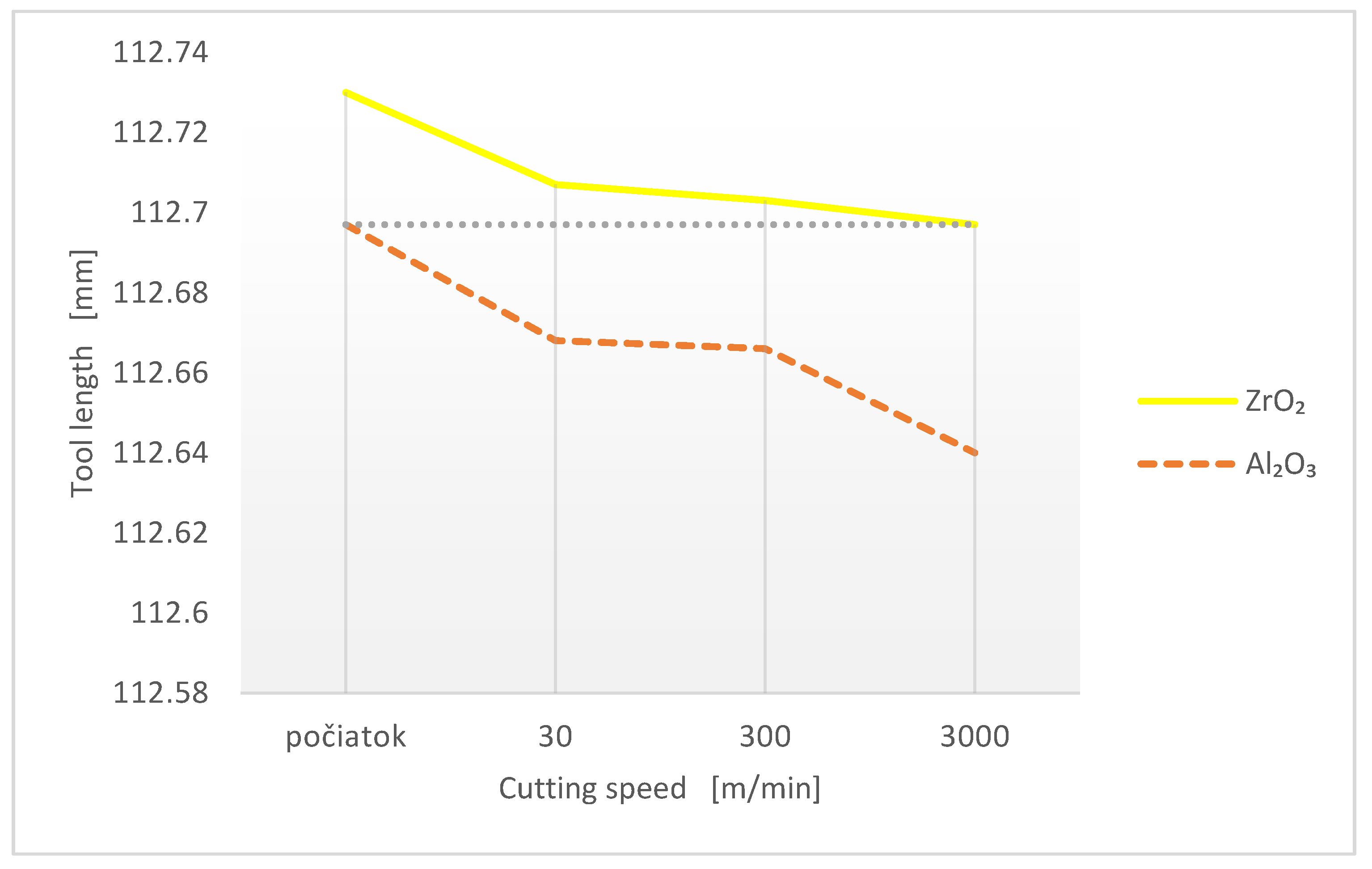
3.2. Tool Wear Behavior
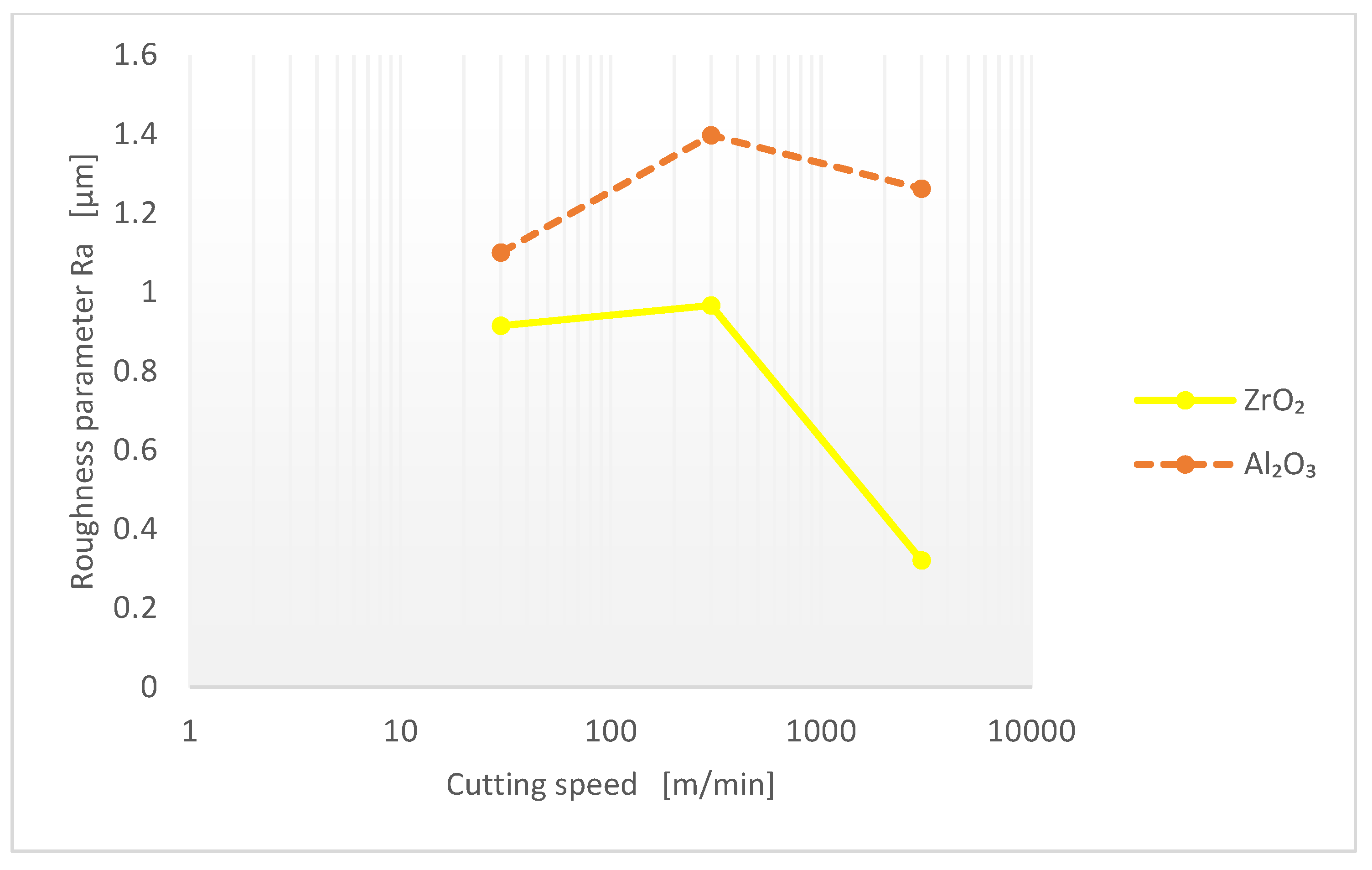
3.3. Surface Roughness Behavior
4. Discussion
5. Conclusions
- High cutting speeds are suitable for rotary ultrasonic machining (RUM) of zirconia. The lowest machine loads and surface roughness, and very low spindle load and torque and tool wear were achieved.
- In contrast, low cutting speed (high feed per revolution) is not suitable for this workpiece material. The worst results of all considered parameters were observed.
- Medium (standard) cutting speeds achieve very good results as well—the lowest spindle load and torque and tool wear, low machine loads, and the worst surface roughness (similar to the one achieved at the lowest cutting speed) were reached; however, the value for parameter Ra was under 1 µm, which is still considered a smooth surface.
- Considered as workpiece material, at medium cutting speeds alumina responded almost the same as zirconia—the lowest values of machine loads, spindle load, torque and tool wear, and the highest surface roughness, at a value of 1.4 µm for the Ra parameter (which can still be considered a smooth surface), were reached.
- On the other hand, very high or low cutting speeds do not suit this material. At high cutting speeds, high spindle load and torque occur. High machine loads and tool wear occur at low cutting speeds.
- Medium to high cutting speeds are proper for machining of zirconia ceramics (e.g., 500 to 2000 m/min);
- Medium cutting speeds are proper for machining of alumina ceramics (e.g., 300 to 600 m/min);
- High feed is not suitable for zirconia or alumina.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Celaya, A.; Campa, F.J.; de Lacalle, L.N.L.; Marina, D. The Effects of Ultrasonic Vibration Parameters on Machining Performance in Turning of Mild Steels. Int. Conf. on Advances in Materials and Processing Technologies, PTS ONE AND TWO. AIP Conf. Proc. 2010, 1315, 1139–1144. [Google Scholar]
- Celaya, A.; Pujana, J.; De Lacalle, L.N.L.; Rivero, A.; Campa, F.J. Improvement of turning and drilling by ultrasonic assistance. In DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2008; pp. 205–2018. [Google Scholar]
- Celaya, A.; de Lacalle, L.N.L.; Campa, F.J.; Lamikiz, A. Ultrasonic Assisted Turning of mild steels. Int. J. Mater. Prod. Technol. 2010, 37, 60–70. [Google Scholar] [CrossRef]
- Maurotto, A.; Roy, A.; Babitsky, V.I.; Silberschmidt, V.V. Analysis of Machinability of Ti- and Ni-Based Alloys. Advanced Materials and Structures IV; Book Series: Solid State Phenomena; Scientific.net: Bäch, Switzerland, 2012; Volume 188, pp. 330–338. [Google Scholar] [CrossRef]
- Li, X.; Meadows, A.; Babitsky, V.; Parkin, R. Experimental analysis on autoresonant control of ultrasonically assisted drilling. Mechatronics 2015, 29, 57–66. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.R.; Lutze, S.; Wretland, A. Effects of ultrasonics-assisted face milling on surface integrity and fatigue life of Ni-Alloy 718. J. Mat. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Kuruc, M. Rotary Ultrasonic Machining. Application for Cutting Edge Preparation; Manufacturing and Surface Engineering; Springer International Publishing: Cham, Switzerland, 2021; 104p, ISBN 978-3-030-67944-6. ISSN 2365-8223. [Google Scholar]
- Kuruc, M. Machine tool loads in rotary ultrasonic machining of alumina, CBN and synthetic diamond. In Proceedings of the 26th DAAAM International Symposium, Zadar, Croatia, 18–25 October 2015; DAAAM International: Vienna, Austria, 2015; pp. 519–523, ISBN 978-3-902734-07-5. [Google Scholar]
- Sentyakov, K.; Peterka, J.; Smirnov, V.; Bozek, P.; Sviatski, V. Modeling of Boring Mandrel Working Process with Vibration Damper. Materials 2020, 13, 1931. [Google Scholar] [CrossRef] [Green Version]
- Kuruc, M.; Zvoncan, M.; Peterka, J. The kinematic approach to edge-chipping in rotary ultrasonic machining of Al2O3 . Mod. Technol. Manuf. (MTeM) 2019, 299, 01012. [Google Scholar] [CrossRef] [Green Version]
- Kuruc, M.; Vopat, T.; Peterka, J. Surface Roughness of Poly-Crystalline Cubic Boron Nitride after Rotary Ultrasonic Machining. In Proceedings of the 25th DAAAM International Symposium on Intelligent Manufacturing and Automation, Vienna, Austria, 26–29 November 2014; pp. 877–884. [Google Scholar] [CrossRef] [Green Version]
- Kuruc, M.; Zvoncan, M.; Peterka, J. Investigation of Ultrasonic Assisted Milling of Aluminum Alloy AlMg4.5Mn. In Proceedings of the 24th DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 23–26 October 2013; pp. 1048–1053. [Google Scholar] [CrossRef] [Green Version]
- Kuruc, M. Machining of Composite Materials by Ultrasonic Assistance. Adv. Sci. Technol. Res. J. 2020, 14, 140–144. [Google Scholar] [CrossRef]
- Pei, Z.; Liu, D.; Cong, W.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar]
- Li, Z.C.; Jiao, Y.; Deines, T.W.; Pei, Z.J.; Treadwell, C. Rotary ultrasonic machining of ceramic matrix composites: Feasibility study and deign experiments. Int. J. Mach. Tools Manuf. 2005, 45, 1402–1411. [Google Scholar] [CrossRef]
- Pei, Z.J.; Wang, Q.; Cong, W.; Gao, H.; Kang, R. Rotary ultrasonic machining of potassium dihydrogen phosphate (KDP) crystal: An experimental investigation on surface roughness. J. Manuf. Process. 2009, 11, 66–73. [Google Scholar]
- Ya, G.; Qin, H.; Yang, S.; Xu, Y. Analysis of the rotary ultrasonic machining mechanism. J. Mater. Process. Technol. 2002, 129, 182–185. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J.; Cai, W.; Shen, H. Investigations on the critical feed rate guaranteeing the effectiveness of rotary ultrasonic machining. Ultrasonics 2017, 74, 81–88. [Google Scholar] [CrossRef]
- Stoll, A.; Neugebauer, R. Ultrasonic application in drilling. J. Mater. Process. Technol. 2004, 149, 633–639. [Google Scholar]
- Singh, R.P.; Singhal, S. Rotary ultrasonic Machining: A review. Mater. Manuf. Process. 2016, 31, 1795–1824. [Google Scholar] [CrossRef]
- Singh, K.J.; Ahuja, I.S. Ultrasonic, chemical-assisted ultrasonic & rotary ultrasonic machining of glass: A review paper. World J. Eng. 2018, 42, WJE-04-2018-0114. [Google Scholar]
- Zhang, C.; Feng, P.; Zheng, S.; Wu, Z.; Yu, D. Experimental investigation of rotary ultrasonic face milling of K9 glass. Adv. Mater. Res. 2011, 230–232, 644–648. [Google Scholar] [CrossRef]
- Zhang, C.; Feng, P.; Pei, Z.J.; Cong, W.L. Rotary ultrasonic machining of sapphire: Feasibility study and designed experiments. Key Eng. Mater. 2014, 589, 523–528. [Google Scholar] [CrossRef]
- Pei, Z.J.; Ferreira, P.M. An experimental investigation of rotary ultrasonic face milling. Int. J. Mach. Tools Manuf. 1999, 39, 1327–1344. [Google Scholar] [CrossRef]
- Abdo, B.; Darwish, S.M.; El-Tamimi, A.M. Parameters optimization of rotary ultrasonic machining of zirconia ceramic for surface roughness using statistical taguchi’s experimental design. Appl. Mech. Mater. 2012, 184, 11–17. [Google Scholar] [CrossRef]
- Gong, H.; Fang, F.Z.; Hu, X.T. Kinematic view of tool life in rotary ultrasonic side milling of hard and brittle materials. Int. J. Mach. Tools Manuf. 2010, 50, 303–307. [Google Scholar] [CrossRef]
- Lv, D.; Tang, Y.; Wang, H.; Huang, Y. Experimental investigations on subsurface damage in rotary ultrasonic machining of glass BK7. Mach. Sci. Technol. 2013, 17, 443–463. [Google Scholar] [CrossRef]
- Pei, Z.J.; Ferreira, P.M.; Kapoor, S.G.; Haselkorn, M. Rotary ultrasonic machining for face milling of ceramics. Int. J. Mach. Tools Manuf. 1995, 35, 1033–1046. [Google Scholar] [CrossRef]
- Liu, J.W.; Baek, D.K.; Ko, T.J. Chipping minimization in drilling ceramic materials with rotary ultrasonic machining. Int. J. Adv. Manuf. Technol. 2014, 72, 1527–1535. [Google Scholar] [CrossRef]
- Churi, N.J.; Pei, Z.J.; Shorter, D.C.; Treadwell, C. Rotary ultrasonic machining of dental ceramics. Int. J. Mach. Mach. Mater. 2009, 6, 270–284. [Google Scholar] [CrossRef]
- Zeng, W.M.; Li, Z.C.; Xu, X.P.; Pei, Z.J.; Liu, J.D.; Pi, J. Experimental investigation of intermittent rotary ultrasonic machining. Key Eng. Mater. 2008, 359, 425–430. [Google Scholar]
- Li, Z.C.; Cai, L.W.; Pei, Z.J.; Treadwell, C. Edge-chipping reduction in rotary ultrasonic machining of ceramics: Finite element analysis and experimental verification. Int. J. Mach. Tools Manuf. 2006, 46, 1469–1477. [Google Scholar] [CrossRef] [Green Version]
- Zeng, W.M.; Li, Z.C.; Pei, Z.J.; Treadwell, C. Experimental observation of tool wear in rotary ultrasonic machining of advanced ceramics. Int. J. Mach. Tools Manuf. 2005, 45, 1468–1473. [Google Scholar] [CrossRef]
- Stevens, R. Introduction to Zirconia; No. 113; Magnesium Elektron Publication: London, UK, 1986. [Google Scholar]
- Greenwood, N.N.; Earnshaw, A. Chemistry of the Elements; Butterworth-Heinemann: Oxford, UK, 1997; ISBN 0-7506-3365-4. [Google Scholar]
- Porter, D.L.; Evans, A.G.; Heuer, A.H. Transformation toughening in PSZ. Acta Met. 1979, 27, 1649. [Google Scholar] [CrossRef]
- Manicone, P.F.; Iommetti, P.R.; Raffaelli, L. An overview of zirconia ceramics: Basic properties and clinical applications. J. Dent. 2007, 35, 819–826. [Google Scholar] [CrossRef] [PubMed]
- Anthony, J.W.; Bideaux, R.A.; Bladh, K.W.; Nichols, M.C. Corundum. In Handbook of Mineralogy III (Halides, Hydroxides, Oxides); Mineralogical Society of America: Chantilly, VA, USA, 1997; ISBN 0962209724. [Google Scholar]
- Gray, T. The Elements; Black Dog & Leventhal: New York City, NY, USA, 2009; p. 240. ISBN 978-80-7391-544-5. [Google Scholar]
- Hudson, L.K.; Misra, C.H.; Perrotta, A.J.; Wefers, K.; Williams, F.S. Aluminum Oxide. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2002. [Google Scholar]
- Uhlmann, E.; Hoyer, A. Surface Finishing of Zirconium Dioxide with Abrasive Brushing Tools. Machines 2020, 8, 89. [Google Scholar] [CrossRef]
- Peterka, J. A new approach to calculating the arithmetical mean deviation of a profile during copy milling. Stroj. Vestn. J. Mech. Eng. 2004, 50, 594–597. [Google Scholar]
- Polakovic, M.; Buransky, I.; Peterka, J. Simulation concept for machined surface roughness and shape deviations prediction. In Proceedings of the Annals of DAAAM for 2008 & Proceedings of the 19th International DAAAM Symposium, Trnava, Slovakia, 22–25 October 2008; Book Series: Annals of DAAAM and Proceedingsp. pp. 1089–1090. [Google Scholar]
- Jurko, J.; Panda, A.; Behun, M. Prediction of a new form of the cutting tool according to achieve the desired surface quality; Book Series Applied Mechanics and Materials. Mater. Mech. Eng. Manuf. 2013, 268–270, 473. [Google Scholar] [CrossRef]
- Peterka, J.; Pokorny, P. Influence of the Lead Angle from the Vertical Axis Milling on Effective Radius of the Cutter. Precis. Mach. VII 2014, 581, 44–49. [Google Scholar] [CrossRef]
- Islam, S.; Yuan, S.; Li, Z. Mathematical modeling and experimental studies on axial drilling load for rotary ultrasonic drilling of C/SiC composites. Int. J. Adv. Manuf. Technol. 2020, 107, 1309–1326. [Google Scholar] [CrossRef]
- Lotfi, M.; Akbari, J. Finite element simulation of ultrasonic-assisted machining: A review. Int. J. Adv. Manuf. Technol. 2021, 115. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Zirconia | Alumina |
|---|---|---|---|
| Thermal expansion | K−1 | 11 × 10−6 | 8.4 × 10−6 |
| Thermal conductivity | W/m.K | 2.5 | 30 |
| Melting point | °C | 2715 | 2072 |
| Density | kg/m−3 | 5680 | 3980 |
| Fracture toughness | MPa.m1/2 | 8 | 4.2 |
| Hardness HV | GPa | 12 | 22 |
| Young’s modulus | GPa | 175 | 375 |
| Parameter | Unit | Value | ||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||
| Cutting speed | m/min | 30 | 300 | 3000 |
| Spindle speed | rpm | 320 | 3200 | 32,000 |
| Feed | mm | 3 | 0.3 | 0.03 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Performance [W] |
|---|---|---|---|---|
| 30 | 17 | 45 | 3.0 | 13.5 |
| 300 | 5 | 11 | 0.9 | 11.8 |
| 3000 | 0 | 13 | 1.0 | 14.6 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Performance [W] |
|---|---|---|---|---|
| 30 | 12 | 11 | 0.94 | 13.2 |
| 300 | 0 | 8 | 0.57 | 12.0 |
| 3000 | 0 | 13 | 1.10 | 13.5 |
| Cutting Speed [m/min] | Cutting Tool Length [mm] | Length Difference [mm] | Grinding Ratio [-] |
| 30 | 112.707 | 0.023 | 76.9 |
| 300 | 112.703 | 0.002 | 408.4 |
| 3000 | 112.697 | 0.006 | 294.7 |
| Cutting Speed [m/min] | Cutting Tool Length [mm] | Length Difference [mm] | Grinding Ratio [-] |
| 30 | 112.668 | 0.029 | 135.5 |
| 300 | 112.666 | 0.002 | 1980.8 |
| 3000 | 112.640 | 0.026 | 151.1 |
| Cutting Speed [m/min] | Ra [µm] | Rq [µm] | Rz [µm] |
|---|---|---|---|
| 30 | 0.915 | 1.205 | 7.280 |
| 300 | 0.966 | 1.083 | 6.612 |
| 3000 | 0.321 | 0.466 | 3.570 |
| Cutting Speed [m/min] | Ra [µm] | Rq [µm] | Rz [µm] |
|---|---|---|---|
| 30 | 1.100 | 1.534 | 11.271 |
| 300 | 1.397 | 2.312 | 18.738 |
| 3000 | 1.262 | 2.433 | 21.188 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Ra [µm] | Tool Wear [µm] |
|---|---|---|---|---|---|
| 30 | 17 | 45 | 3.0 | 0.915 | 23 |
| 300 | 5 | 11 | 0.9 | 0.966 | 4 |
| 3000 | 0 | 13 | 1.0 | 0.321 | 6 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Ra [µm] | Tool Wear [µm] |
|---|---|---|---|---|---|
| 30 | 12 | 11 | 0.94 | 1.100 | 29 |
| 300 | 0 | 8 | 0.57 | 1.397 | 2 |
| 3000 | 0 | 13 | 1.10 | 1.262 | 26 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Ra [µm] | Tool Wear [µm] | Sum [-] |
|---|---|---|---|---|---|---|
| 30 | 1 | 1 | 1 | 0.842 | 1 | 4.842 |
| 300 | −0.421 | −1 | −1 | 1 | −1 | −2.412 |
| 3000 | −1 | −0.882 | −0.905 | −1 | −0.789 | −4.576 |
| Cutting Speed [m/min] | Load in Z Axis [%] | Load of Spindle [%] | Torque [Nm] | Ra [µm] | Tool Wear [µm] | Sum [-] |
|---|---|---|---|---|---|---|
| 30 | 1 | 0.200 | 0.396 | −1 | 1 | 1.596 |
| 300 | −1 | −1 | −1 | 1 | −1 | −3.000 |
| 3000 | −1 | 1 | 1 | 0.091 | 0.778 | 1.869 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuruc, M.; Peterka, J. Behavior of Rotary Ultrasonic Machining of Ceramic Materials at a Wide Range of Cutting Speeds. Machines 2021, 9, 164. https://doi.org/10.3390/machines9080164
Kuruc M, Peterka J. Behavior of Rotary Ultrasonic Machining of Ceramic Materials at a Wide Range of Cutting Speeds. Machines. 2021; 9(8):164. https://doi.org/10.3390/machines9080164
Chicago/Turabian StyleKuruc, Marcel, and Jozef Peterka. 2021. "Behavior of Rotary Ultrasonic Machining of Ceramic Materials at a Wide Range of Cutting Speeds" Machines 9, no. 8: 164. https://doi.org/10.3390/machines9080164