
Application of a New Model Reference Adaptive Control Based on PID Control in CNC Machine Tools


Abstract
:1. Introduction
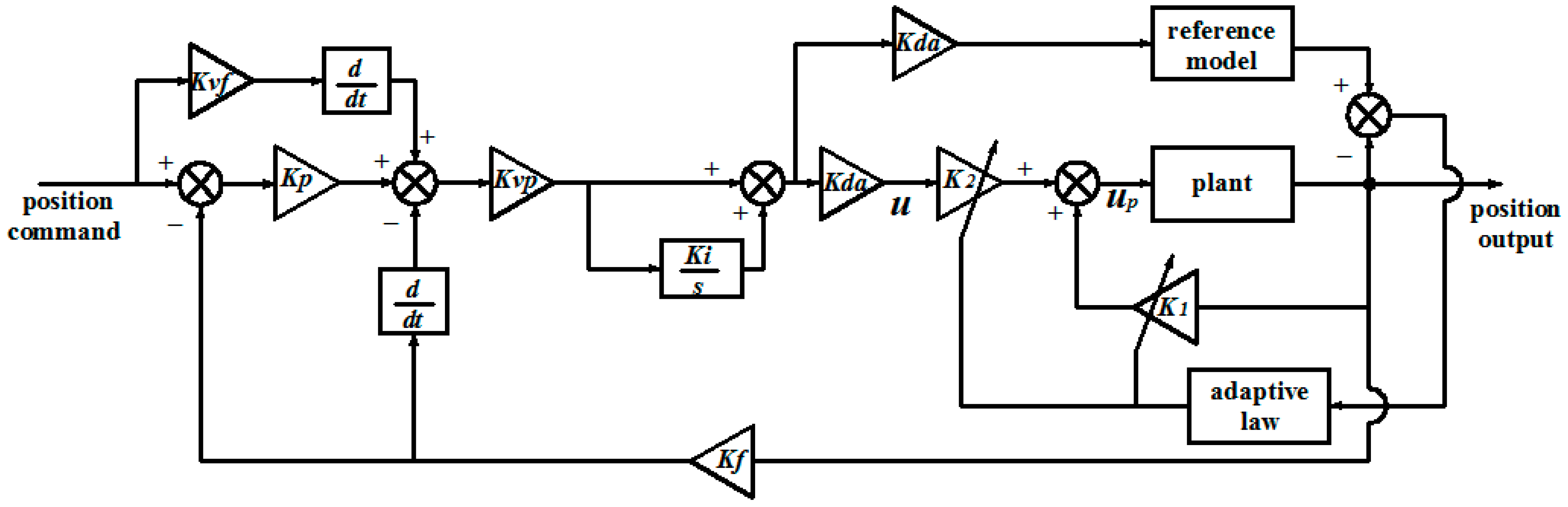
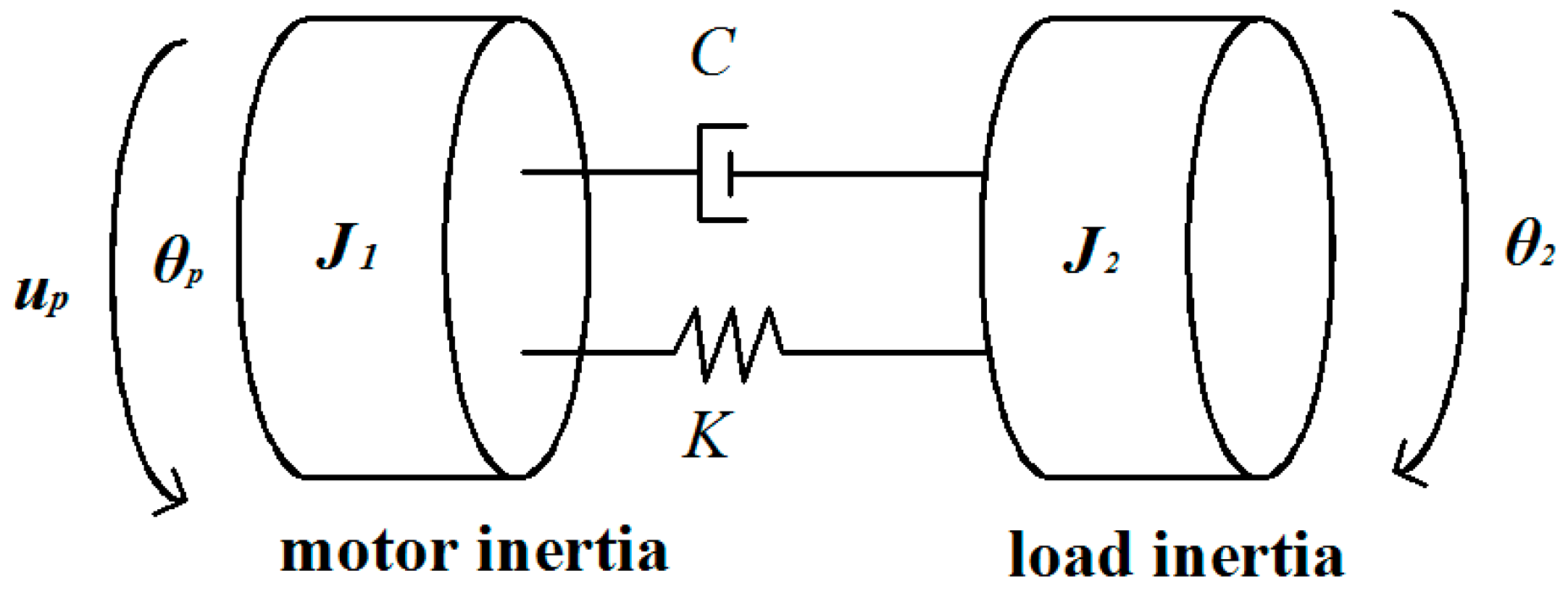
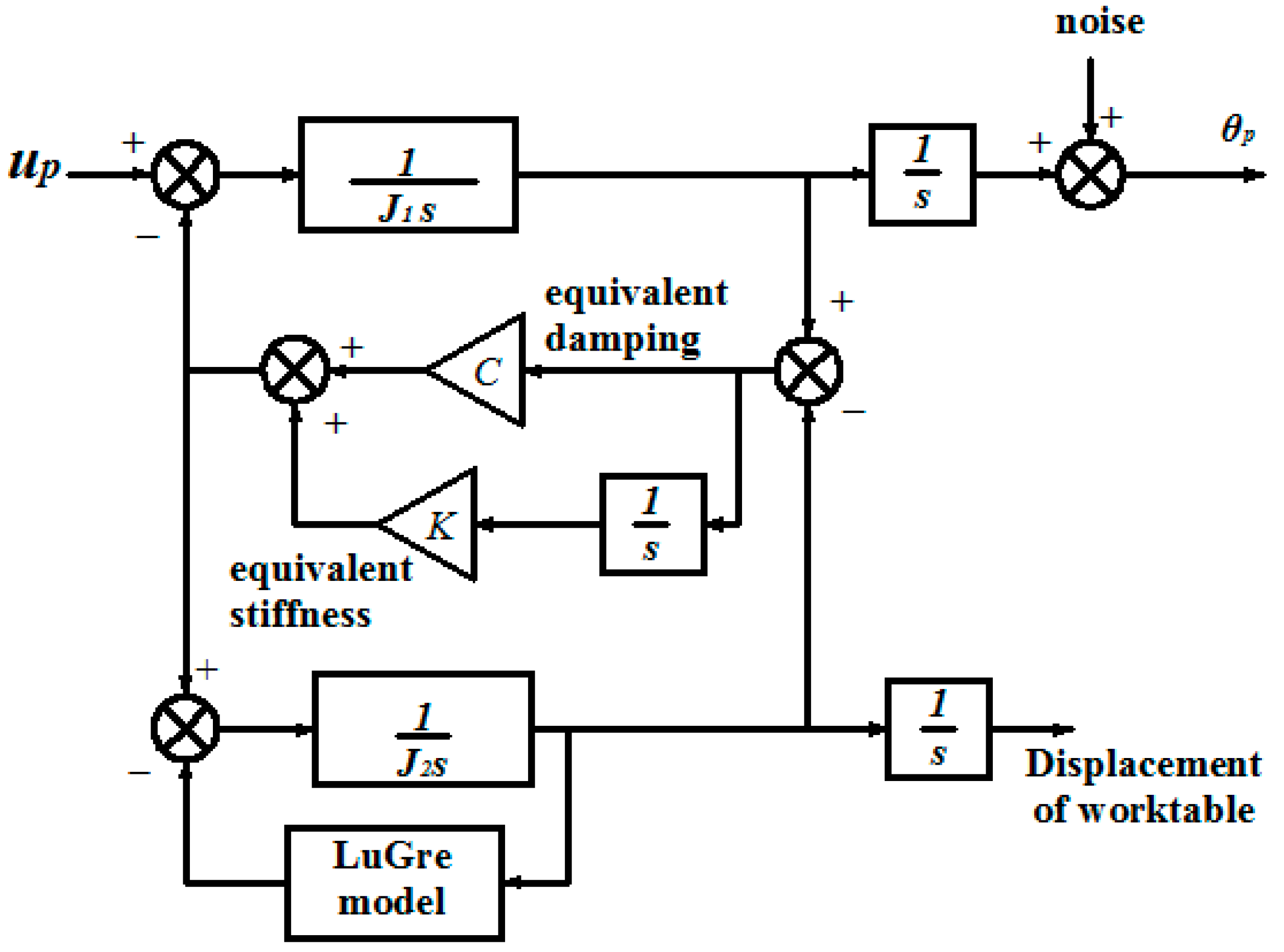
2. Framework of Feed Servo System
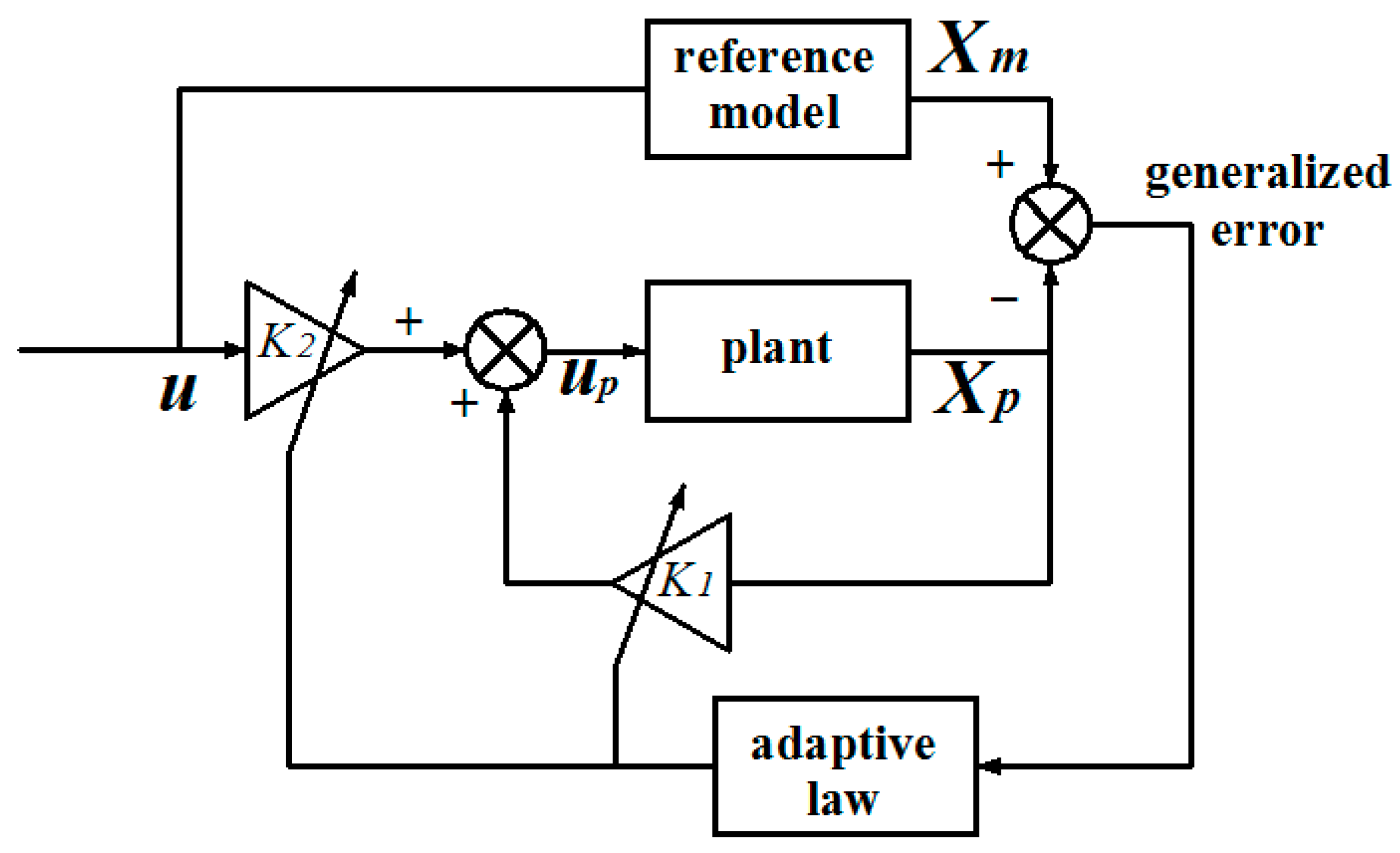
3. Establishment of Adaptive System
3.1. Model Definition and Deduction
3.2. Deduction of Adaptive Law Based on Lyapunov’s Stability Theory
- 1.
- ;
- 2.
- is positive-definite;
- 3.
- seminegative-definite.
4. Simulation Experiment
4.1. Simulation Model
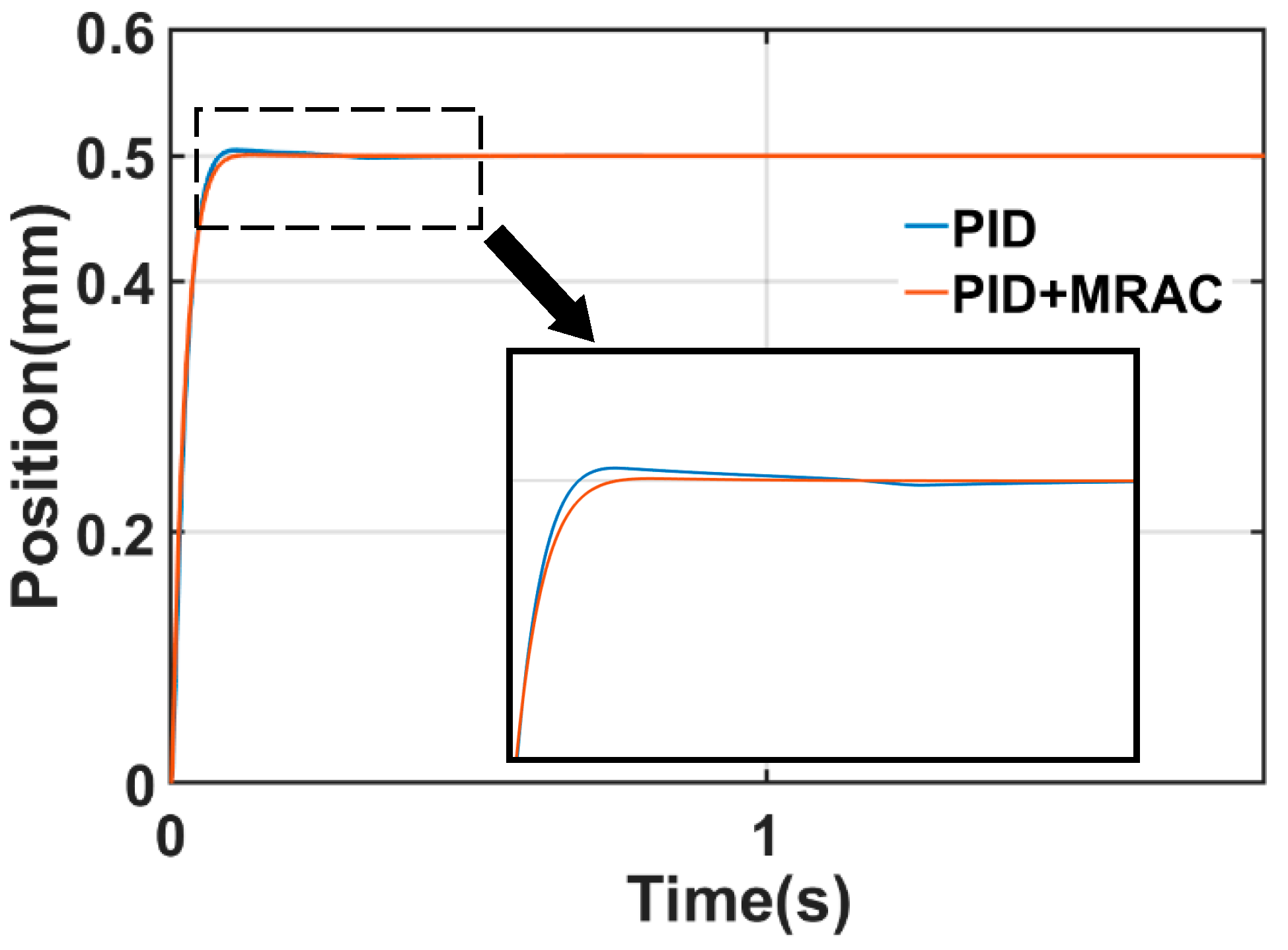
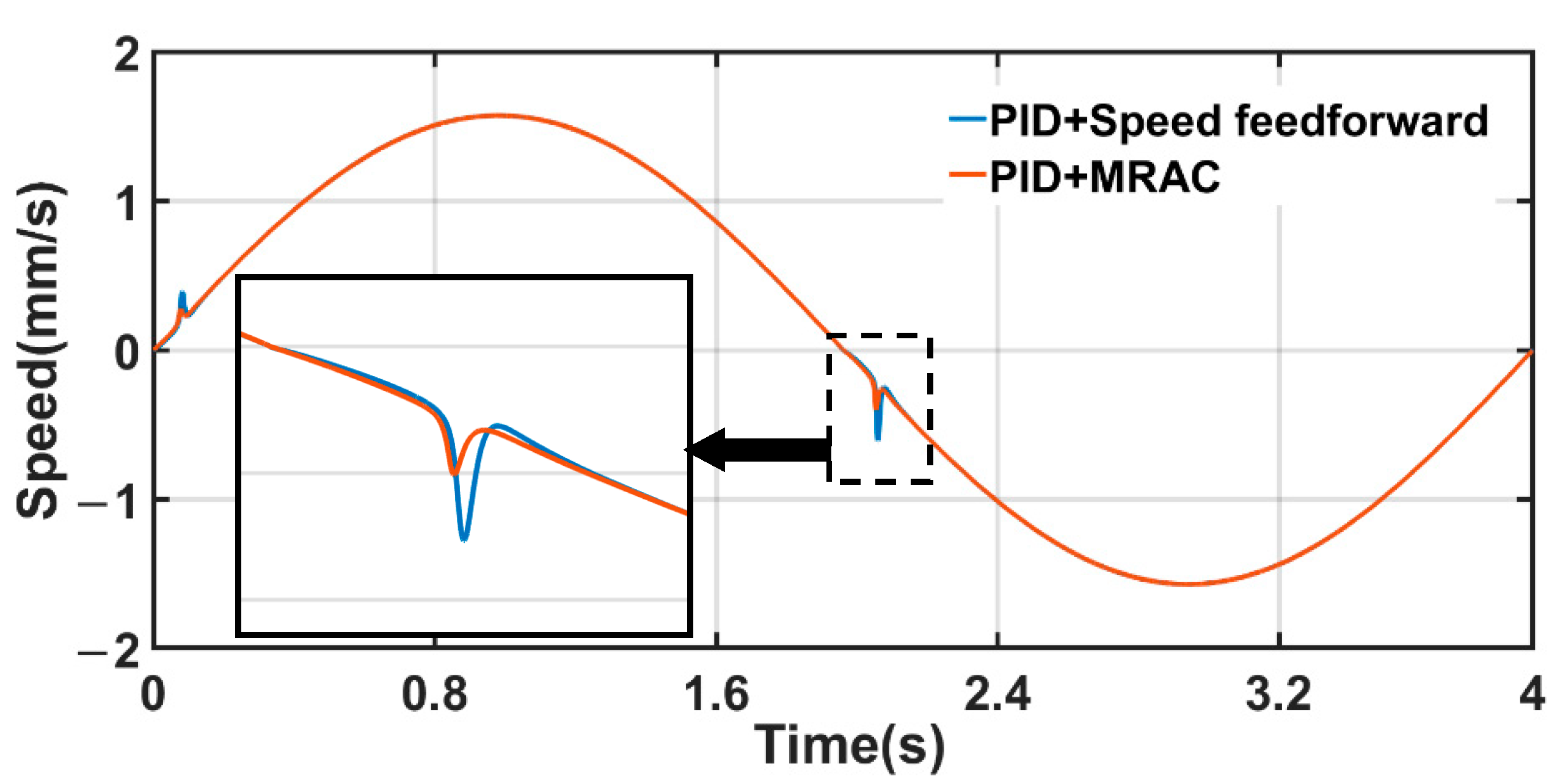
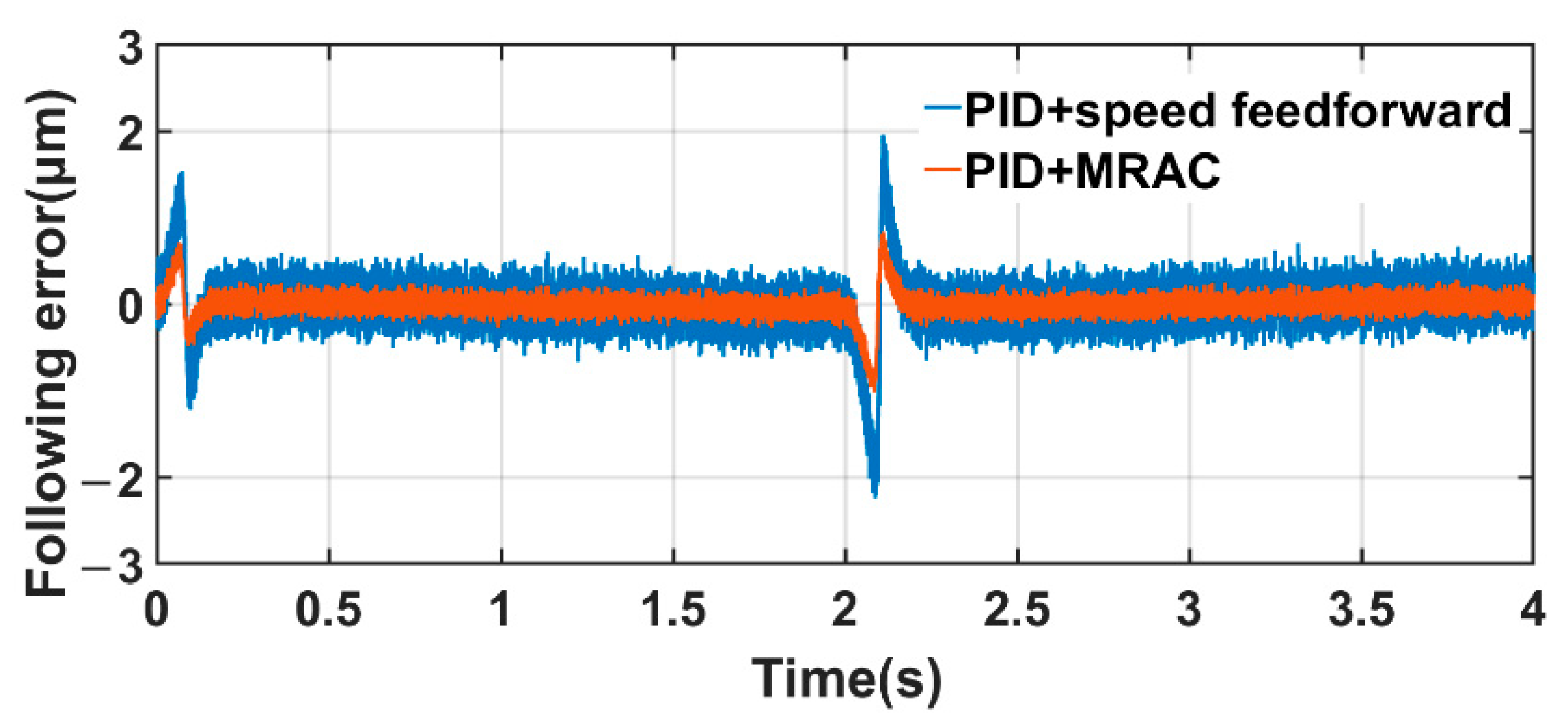
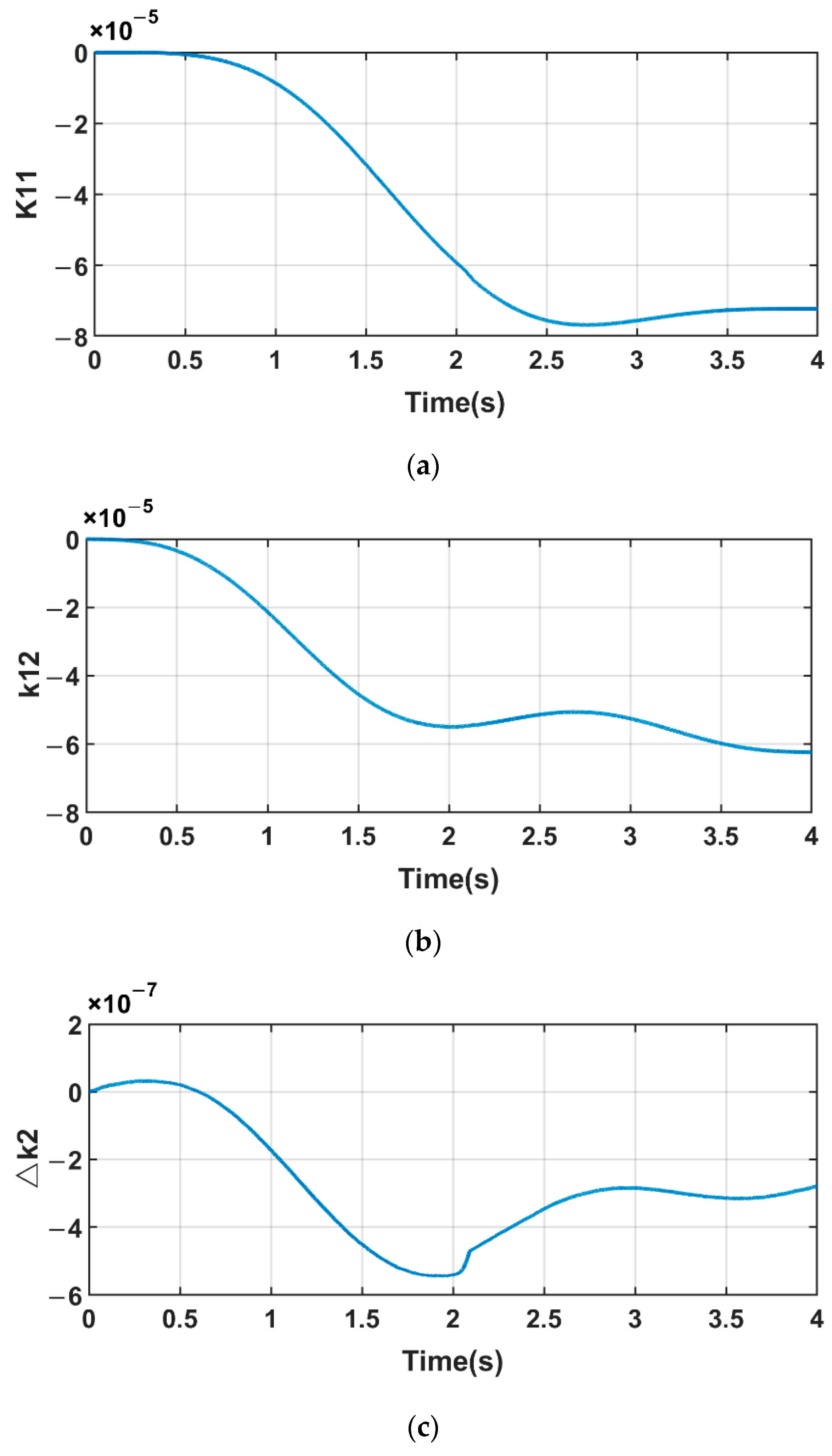
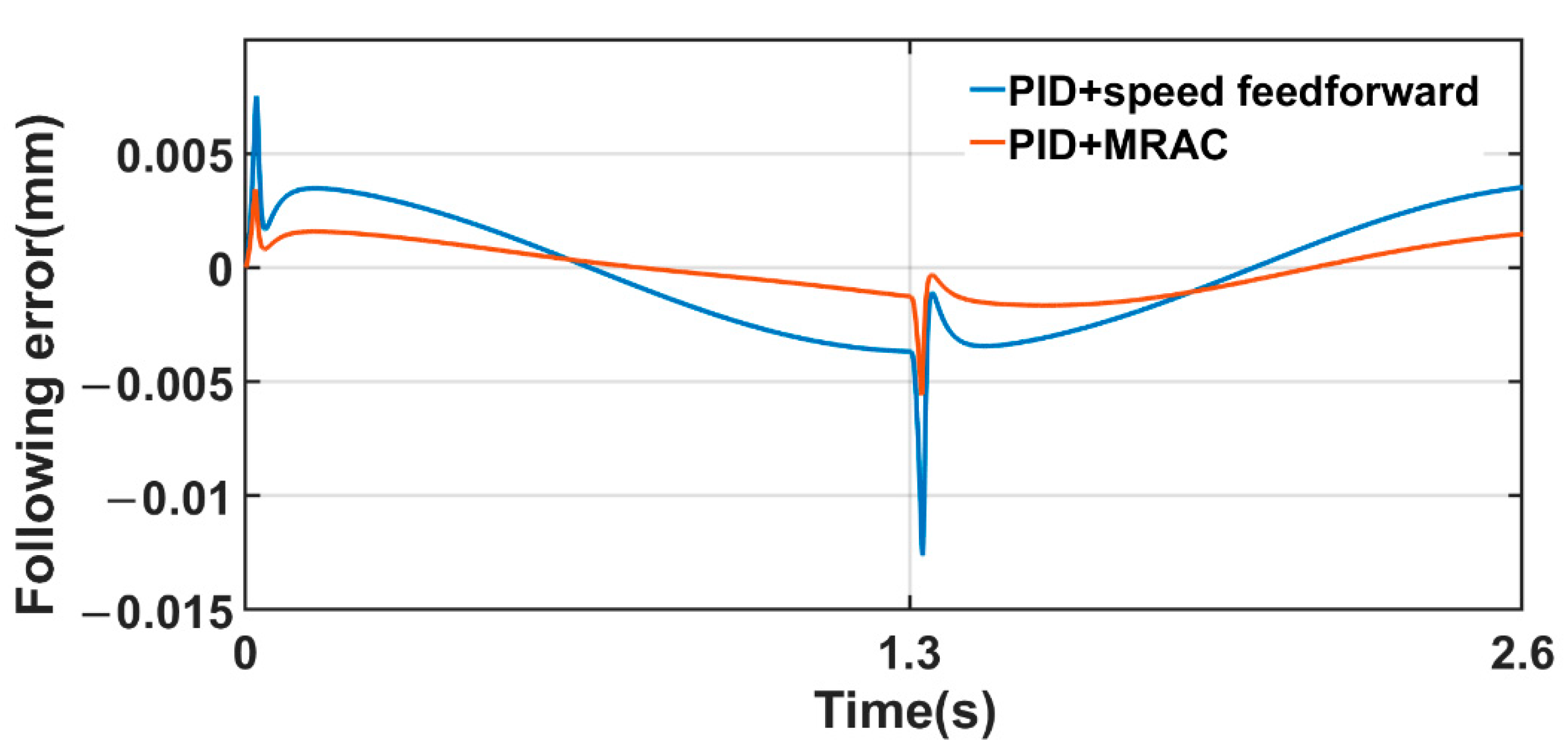
4.2. Simulation Analysis
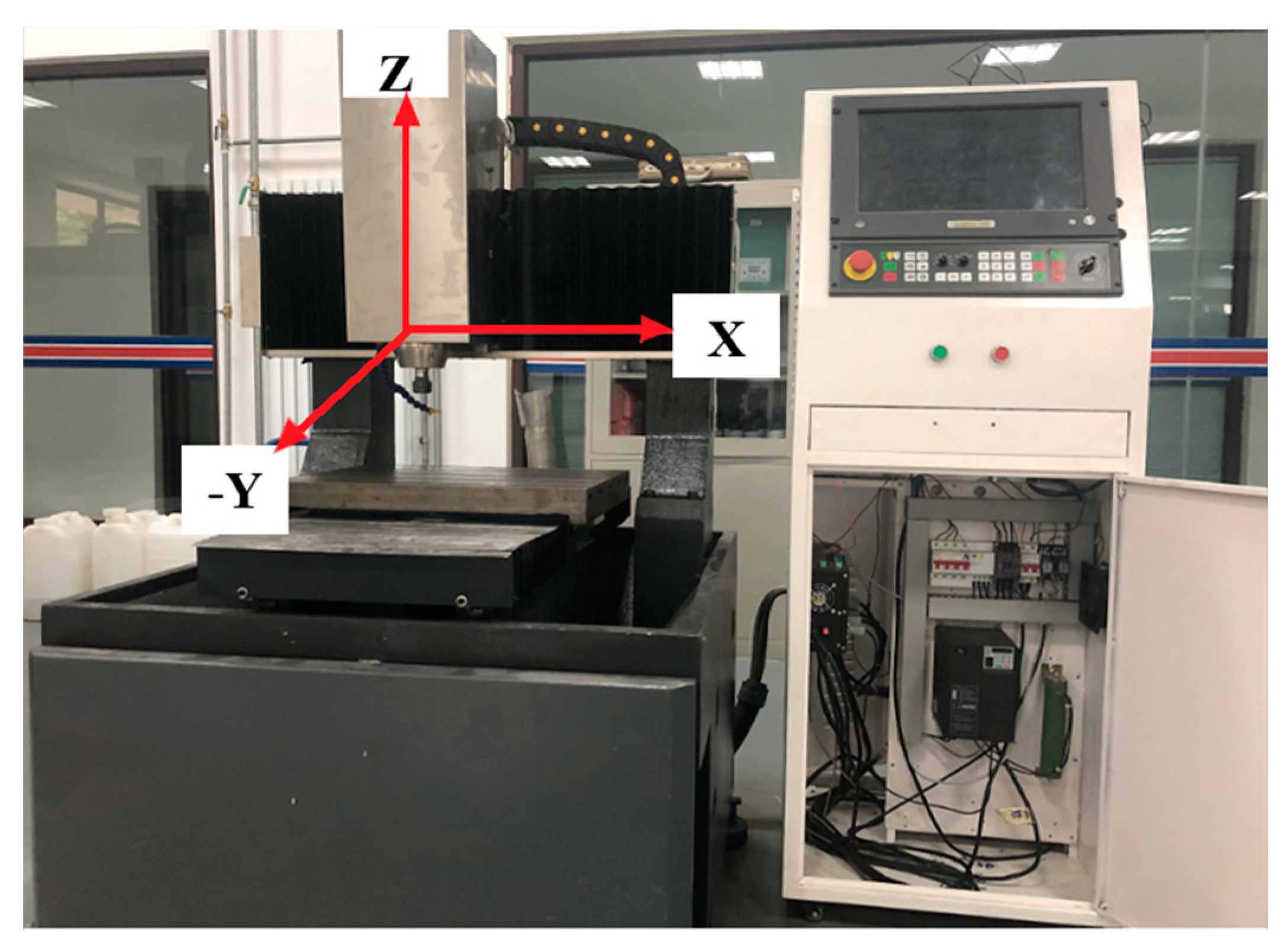
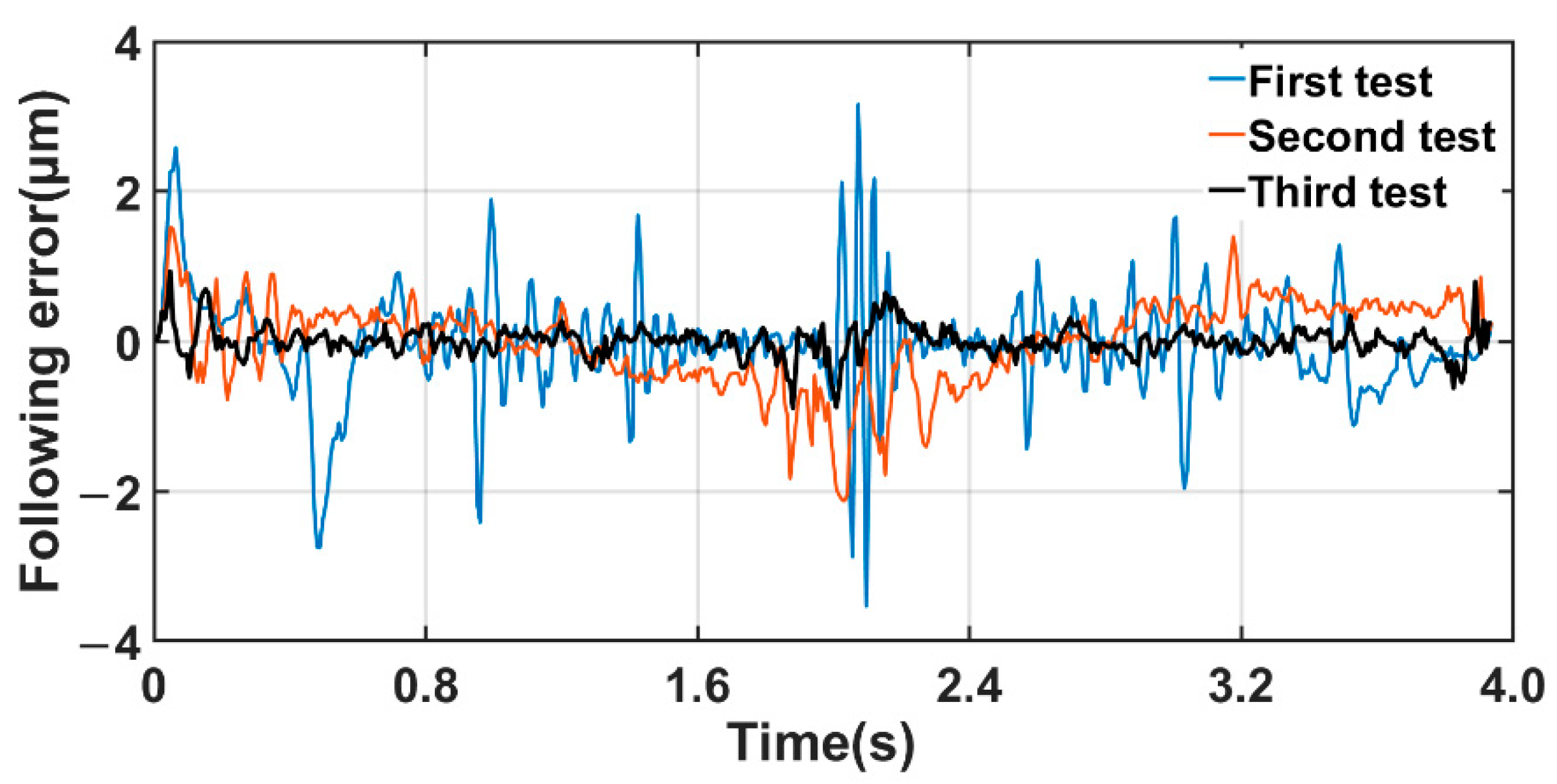
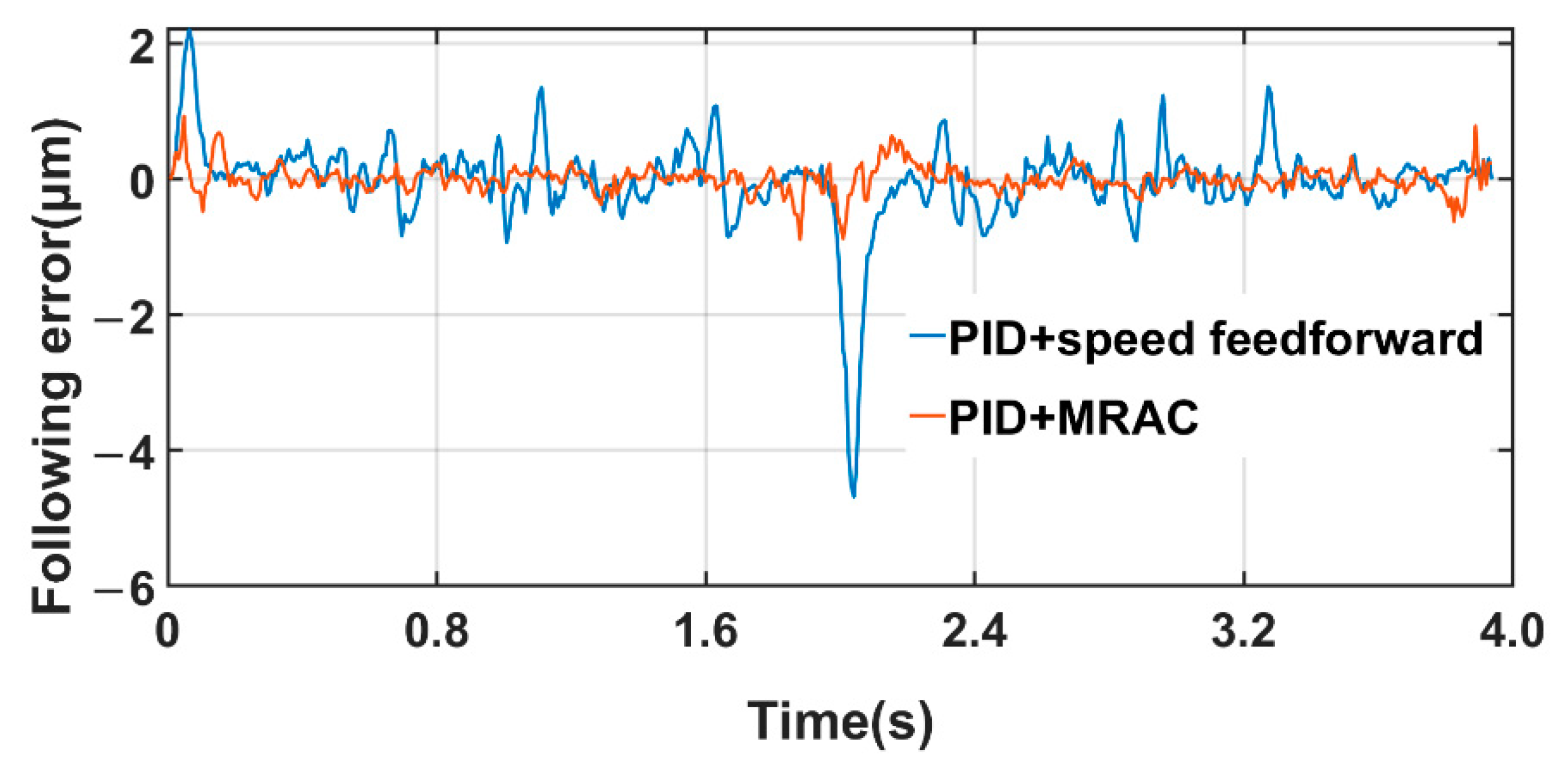
5. Experimental Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.W. Study on Trajectory Error Prediction and Compensation Methods in High Speed Machining. Ph.D. Thesis, Xi’an Jiaotong University, Xi’an, China, 2013. [Google Scholar]
- Huang, X.; Zhao, F.; Mei, X.; Tao, Y.; Tao, T.; Shi, H.; Liu, X. A novel triple-stage friction compensation for a feed system based on electromechanical characteristics. Precis. Eng. 2019, 56, 113–122. [Google Scholar] [CrossRef]
- Keck, A.; Zimmermann, J.; Sawodny, O. Friction parameter identification and compensation using the ElastoPlastic friction model. Mechatronics 2017, 47, 168–182. [Google Scholar] [CrossRef]
- Brock, S.; Łuczak, D.; Nowopolski, K.; Pajchrowski, T.; Zawirski, K. Two Approaches to Speed Control for Multi-Mass System with Variable Mechanical Parameters. IEEE Trans. Ind. Electron. 2017, 64, 3338–3347. [Google Scholar] [CrossRef]
- Wang, W.; Xu, J.; Shen, A. Detection and reduction of middle frequency resonance for an industrial servo. In Proceedings of the 2012 IEEE International Conference on Information Science and Technology, Wuhan, China, 23–25 March 2012; Volume 21, pp. 899–907. [Google Scholar]
- Sun, J.; Wang, C.; Xin, R. Anti-Disturbance Study of Position Servo System Based on Disturbance Observer. IFAC-PapersOnLine 2018, 51, 202–207. [Google Scholar] [CrossRef]
- Whitaker, H.; Yamron, J.; Kezer, A. Design of Model Reference Adaptive Control Systems for Aircraft; MIT Press: Cambridge, MA, USA, 1958. [Google Scholar]
- Zhang, D.; Wei, B. A review on model reference adaptive control of robotic manipulators. Annu. Rev. Control 2017, 43, 188–198. [Google Scholar] [CrossRef]
- Shekhar, A.; Sharma, A. Review of model reference adaptive control. In Proceedings of the 2018 International Conference on Information, Communication, Engineering and Technology (ICICET), Pune, India, 29–31 August 2018. [Google Scholar]
- Koksal, M.; Yenici, F.; Asya, A.N. Position Control of a Permanent Magnet DC Motor by Model Reference Adaptive Control. In Proceedings of the 2007 IEEE International Symposium on Industrial Electronics, Vigo, Spain, 4–7 June 2007. [Google Scholar]
- Guo, L.; Parsa, L. Model Reference Adaptive Control of Five-Phase IPM Motors Based on Neural Network. In Proceedings of the 2011 IEEE International Electric Machines & Drives Conference (IEMDC), Niagara Falls, ON, Canada, 15–18 May 2011. [Google Scholar]
- Abo-Khalil, A.G.; Eltamaly, A.M.; Alsaud, M.S.; Sayed, K.; Alghamdi, A.S. Sensorless control for PMSM using model reference adaptive system. Int. Trans. Electr. Energy 2020, 31, 31. [Google Scholar]
- Gruenwald, B.C.; Yucelen, T.; Muse, J.A. Direct Uncertainty Minimization Framework for System Performance Improvement in Model Reference Adaptive Control. Machines 2017, 5, 9. [Google Scholar] [CrossRef] [Green Version]
- Abdelrahem, M.; Hackl, C.M.; Kennel, R. Limited-Position Set Model-Reference Adaptive Observer for Control of DFIGs without Mechanical Sensors. Machines 2020, 8, 72. [Google Scholar] [CrossRef]
- Crnosija, P.; Ban, Z.; Krishnan, R. Application of model reference adaptive control with signal adaptation to PM brushless DC motor drives. In Proceedings of the 2002 IEEE International Symposium on Industrial Electronics (ISIE), L’Ayuila, Italy, 8–11 July 2002. [Google Scholar]
- Shi, C.; Wang, C. Sensorless Vector Control of Three-Phase Permanent Magnet Synchronous Motor Based on Model Reference Adaptive System. In Proceedings of the 4th International Conference on Control Science and Systems Engineering (ICCSSE), Wuhan, China, 21–23 August 2018. [Google Scholar]
- Nour, M.; Aris, I.; Mariun, N.; Mahmoud, S. Hybrid Model Reference Adaptive Speed Control for Vector Controlled Permanent Magnet Synchronous Motor Drive. In Proceedings of the 2005 International Conference on Power Electronics and Drives Systems, Kuala Lumpur, Malaysia, 28 November–1 December 2005. [Google Scholar]
- Jiang, J.; Zhou, X.; Zhao, W.; Li, W. A model reference adaptive sliding mode control for the position control of permanent magnet synchronous motor. Proc. Inst. Mech. Eng. 2021, 235, 389–399. [Google Scholar] [CrossRef]
- Yao, Z.; Yao, J.; Yao, F.; Xu, Q.; Xu, M.; Deng, W. Model reference adaptive tracking control for hydraulic servo systems with nonlinear neural-networks. ISA Trans. 2020, 100, 396–404. [Google Scholar] [CrossRef] [PubMed]
- Ma, J.; Zhang, R.H. Model Reference Adaptive Neural Sliding Mode Control for Aero-Engine. AASRI Procedia 2012, 3, 508–514. [Google Scholar] [CrossRef]
- Rajesh, R.; Deepa, S.N. Design of direct MRAC augmented with 2 DoF PIDD controller: An application to speed control of a servo plant. J. King Saud Univ. Sci. 2020, 32, 310–320. [Google Scholar] [CrossRef]
- Guo, R.; Chen, J.; Hao, X. Position servo control of a DC electromotor using a hybrid method based on model reference adaptive control (MRAC). In Proceedings of the 2010 International Conference on Computer, Mechatronics, Control and Electronic Engineering, Changchun, China, 24–26 August 2010. [Google Scholar]
- Dey, R.; Jain, S.; Padhy, P. Robust closed loop reference MRAC with PI compensator. IET Control Theory Appl. 2016, 10, 2378–2386. [Google Scholar] [CrossRef]
- Pravika, M.; Jacob, J.; Joseph, K.P. Design of model reference adaptive–PID controller for automated portable duodopa pump in Parkinson’s disease patients. Biomed. Signal Process. Control. 2021, 68, 102590. [Google Scholar]
- Zhang, J.; Ma, X.; Wang, Y.; Zhang, Z.; Wu, X. Application of Model Reference Adaptive PID Control in Magnetic Bearings. Bearing 2017, 4, 35–38. [Google Scholar]
- Zhou, X.; Chao, Y.; Cai, T. A Model Reference Adaptive Control/PID Compound Scheme on Disturbance Rejection for an Aerial Inertially Stabilized Platform. J. Sens. 2016, 2016, 7964727. [Google Scholar] [CrossRef] [Green Version]
- Zafari, Y.; Shoja-Majidabad, S. Sensorless fault-tolerant control of five-phase IPMSMs via model reference adaptive systems. Automatika 2020, 61, 564–573. [Google Scholar] [CrossRef]
- Jung, J.-W.; Leu, V.Q.; Do, T.; Kim, E.-K.; Choi, H.H. Adaptive PID Speed Control Design for Permanent Magnet Synchronous Motor Drives. IEEE Trans. Power Electron. 2014, 30, 900–908. [Google Scholar] [CrossRef]
- Coman, S.; Boldisor, C. Model Reference Aadptive Control for a DC Electrical Drive. Bull. Transilv. Univ. Brasov. Eng. Sci. Ser. 2013, 6, 33–38. [Google Scholar]
- Liu, H.X.; Li, S.H. Speed Control for PMSM Servo System Using Predictive Functional Control and Extended State Observer. IEEE Trans. Ind. Electron. Control Instrum. 2012, 59, 1171–1183. [Google Scholar] [CrossRef]
- Kong, L.Y. Development of System Identification Module for Three Axis Engraving and Milling Machine Based on PMAC. Master’s Thesis, Shandong University of Technology, Zibo, China, 2021. [Google Scholar]
- De Wit, C.C.; Olsson, H.; Astrom, K.; Lischinsky, P. A new model for control of systems with friction. IEEE Trans. Autom. Control 1995, 40, 419–425. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Symbol | Value and Unit |
|---|---|---|
| Motor inertia | 2.85 × 10–4 kg·m2 | |
| Load inertia | 5.12 × 10–5 kg·m2 | |
| Equivalent stiffness | 18.29 N·m/rad | |
| Equivalent damping | 0.064 N·m/rad | |
| Total inertia | 3.36 × 10–4 kg·m2 | |
| Viscous damping | 0.014 N·m·s/rad | |
| Position gain | 0.051 | |
| Speed gain | 2.1 | |
| Integral gain | 0.0146 | |
| Feedback gain | 4,889,200 | |
| Coefficient of digital-to-analog conversion | 3.1 × 10–5 | |
| Speed feedforward gain | 1 | |
| Sampling time | 0.000408 s |
| Name | Symbol | Value and Unit |
|---|---|---|
| Maximal static friction | 0.04263 N/m | |
| Coulomb friction | 0.0091 N/m | |
| Stribeck speed | 0.007353 m/s | |
| Stiffness coefficient | 8.0274 N/m | |
| Damping coefficient | 2.343 N·s/m2 | |
| Viscosity coefficient | 0.02772 N·s/m2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gai, H.; Li, X.; Jiao, F.; Cheng, X.; Yang, X.; Zheng, G. Application of a New Model Reference Adaptive Control Based on PID Control in CNC Machine Tools. Machines 2021, 9, 274. https://doi.org/10.3390/machines9110274
Gai H, Li X, Jiao F, Cheng X, Yang X, Zheng G. Application of a New Model Reference Adaptive Control Based on PID Control in CNC Machine Tools. Machines. 2021; 9(11):274. https://doi.org/10.3390/machines9110274
Chicago/Turabian StyleGai, Hongdong, Xuewei Li, Fangrui Jiao, Xiang Cheng, Xianhai Yang, and Guangming Zheng. 2021. "Application of a New Model Reference Adaptive Control Based on PID Control in CNC Machine Tools" Machines 9, no. 11: 274. https://doi.org/10.3390/machines9110274