2. Materials and Methods
In accordance with the previous study [
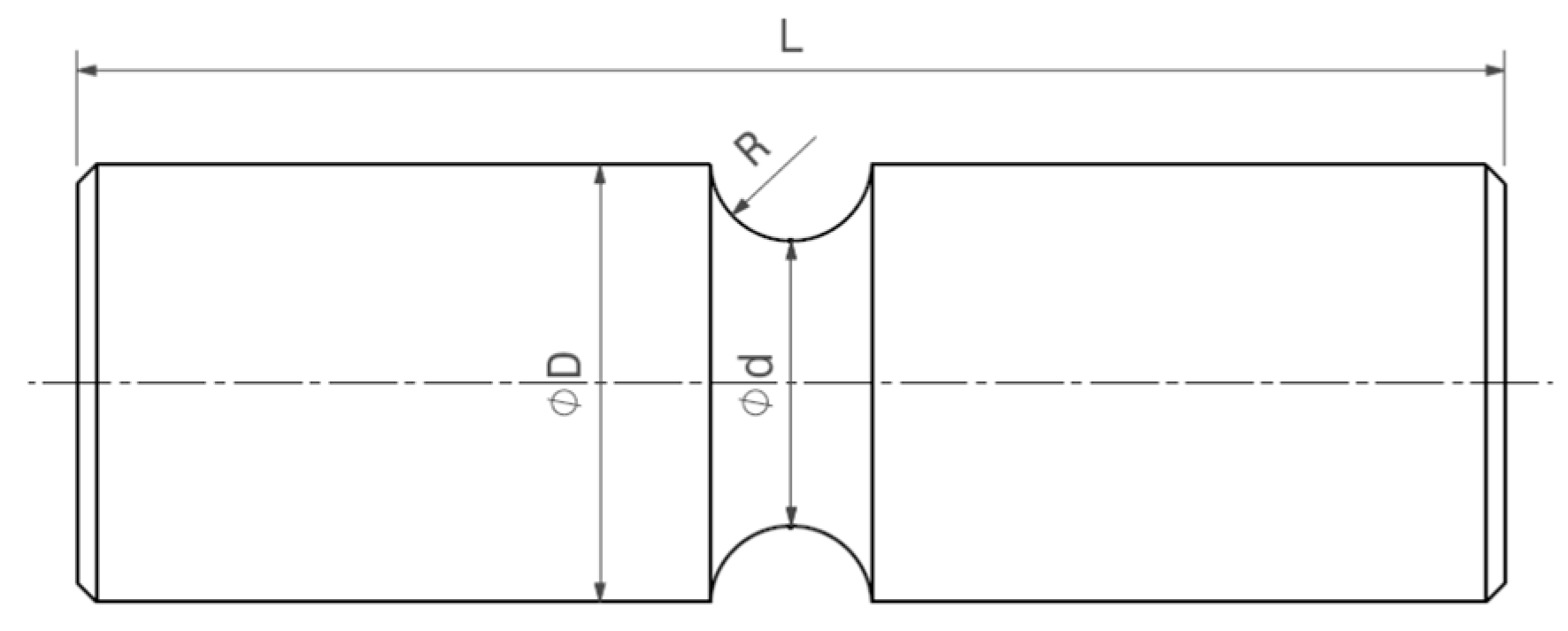
16], the same 50CrMo4 steel was used as base material. The nominal chemical composition was specified as 0.46 to 0.54% C, maximum content of 0.40% Si, 0.50 to 0.80% Mn, 0.90 to 1.20% Cr, and 0.15 to 0.30% Mo by mass. The nominal mechanical properties were defined with 780 MPa as yield strength, and a tensile strength of approximately 1000 MPa, with an elongation of 10% at rupture. The round specimen geometry (
Figure 1) exhibited a diameter of d = 30 mm and a notch, whose radius was designed to representatively cover the local stress distribution in depth, as for the investigated crankshaft in [
16]. Details on the manufacturing of the crankshaft, the extraction of the specimens, the measurements of local properties, as well as fatigue test results for the base material, IH, and IH+StrP condition are provided in [
16,
22,
23].
Induction hardening consists of two parts, inductive heating and subsequent quenching. Thus, the numerical process simulation chain was separated accordingly. Firstly, the inductive heating was performed, utilizing the software Comsol
® [
24]. Thereby, a transient simulation model was built up, invoking moving mesh approach, such that the translation of the induction coils was reproduced correctly. The numerically computed position and time dependent temperature field was then transferred to Sysweld
® [
25], wherewith the simulation of the heat-treatment process was examined. The presented IH process simulation methodology was based on a preliminary work, which is given in [
21,
26]. Beginning with the electro-magnetic-thermal simulation part, selected application studies for the utilized software are presented in [
27,
28]. Further validations of numerical and experimental results are provided in [
29]. The main principle of the incorporated electromagnetic analysis was based on Maxwell’s equations considering the magnetic vector potential by Equation (1) [
30]:
Thereby,
j is the imaginary unit,
ω is the angular frequency,
κ is the electrical conductivity,
ε0 is the permittivity of vacuum,
εr is the relative permittivity,
A is the magnetic vector potential,
µ0 is the permeability in vacuum,
µr is the relative permeability,
B is the magnetic flux density, and
Je is external current density. The resulting induced heat energy is subsequently coupled with a thermal calculation of the heat transfer according to Equation (2):
Herein,
ρ is the material density,
C is the heat capacity,
λ is the thermal conductivity, and
Qind is the induced heat energy. In addition, the heat loss due to convection and radiation was considered in the course of the numerical analysis, details see [
30,
31].
In order to properly conduct the numerical analysis, accurate material properties are of utmost importance. Thereby, selected temperature dependent values for the investigated 50CrMo4 steel are provided in [
32]. In addition, the study in [
32] presents numerous material properties, not only for the electro-magnetic-thermal, but also for the subsequent thermo-metallurgical-mechanical process. Hence, the comprehensive material parameter set used in line with the preliminary works [
21,
26] was mainly gathered on the basis of [
32]. Selected material properties of the steel 50CrMo4 are provided in
Appendix A. Further information on the temperature dependent electro-magnetic material properties for the same material are given in [
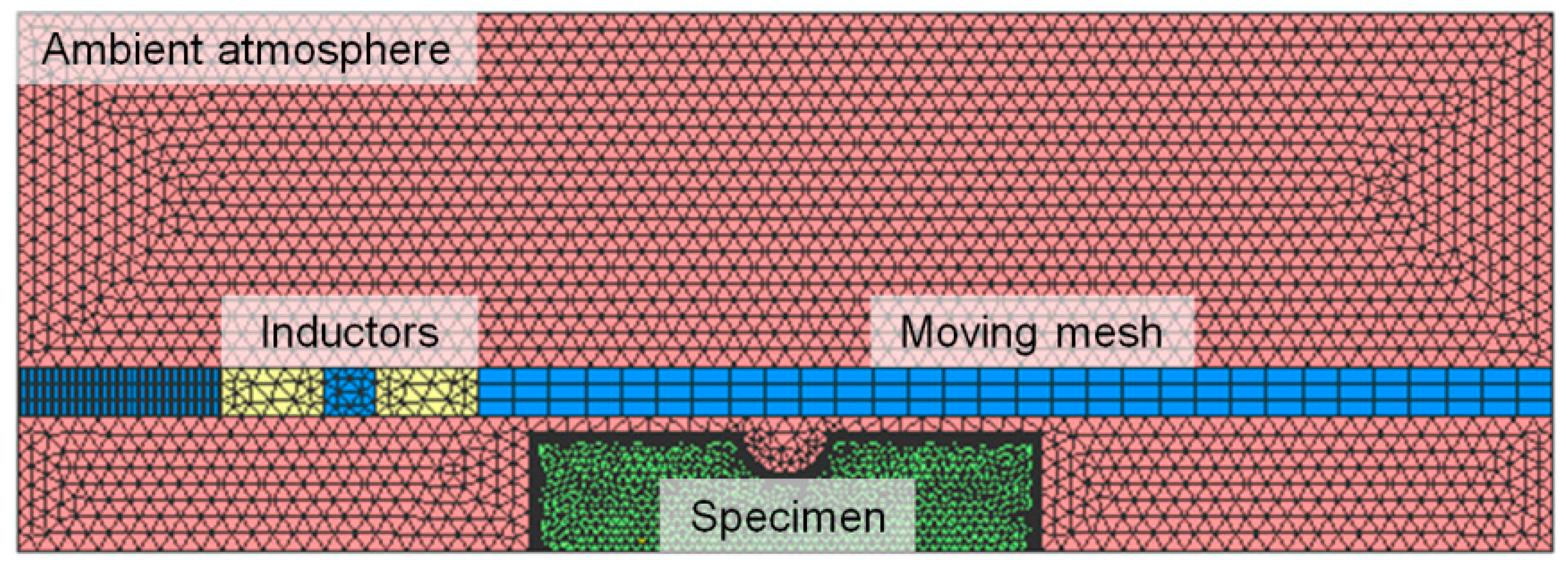
33]. The set-up of the numerical model for the inductive heating process in Comsol
® is depicted in
Figure 2. Due to the axial-symmetric specimen geometry, a two dimensional model was set up. Thereby, the surface layer is modeled with a fine mesh as the current density was mainly localized on the surface region based on the skin effect, which skin depth
δ can be evaluated by Equation (3):
where
f is the frequency of the electric current and
κ is the electrical conductivity depending on the temperature-dependent electric resistance
ρ(
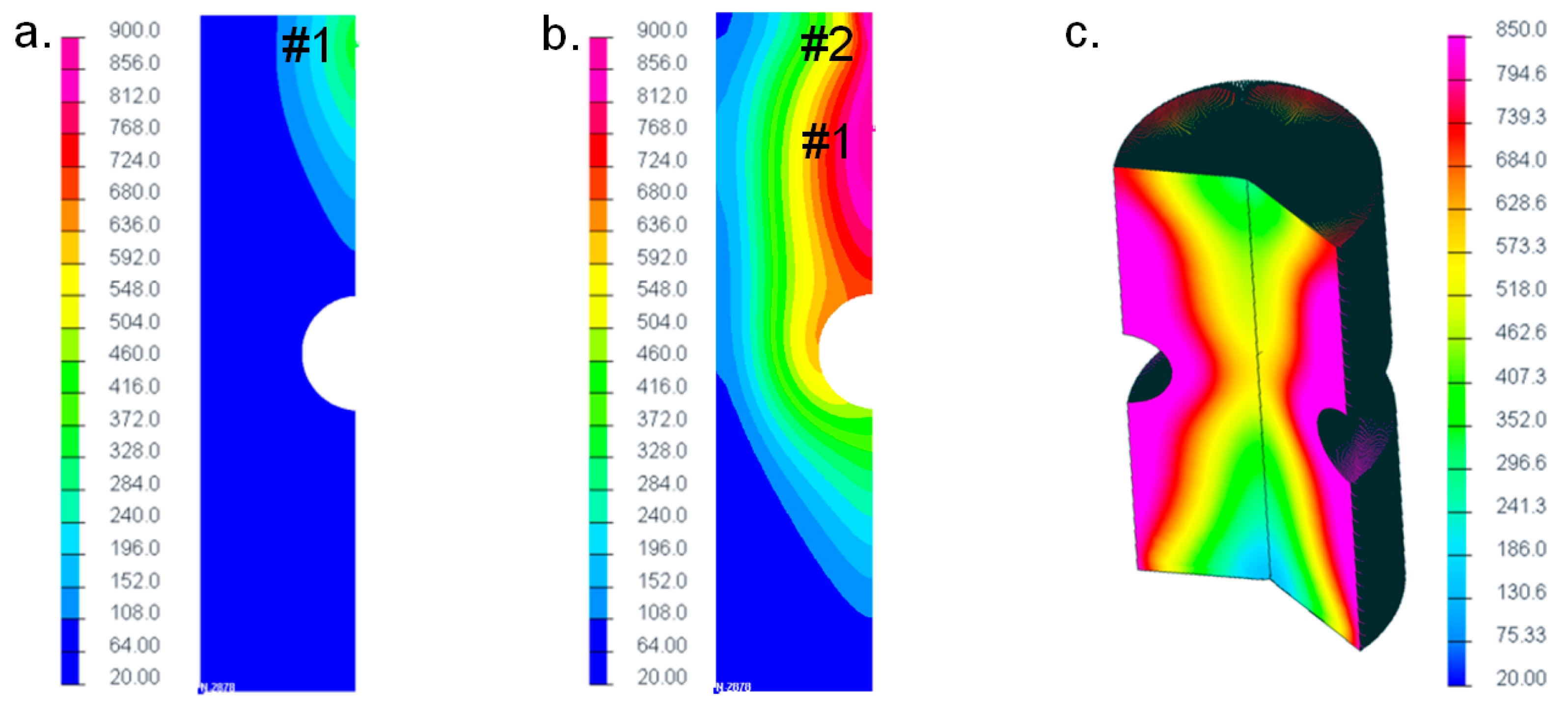
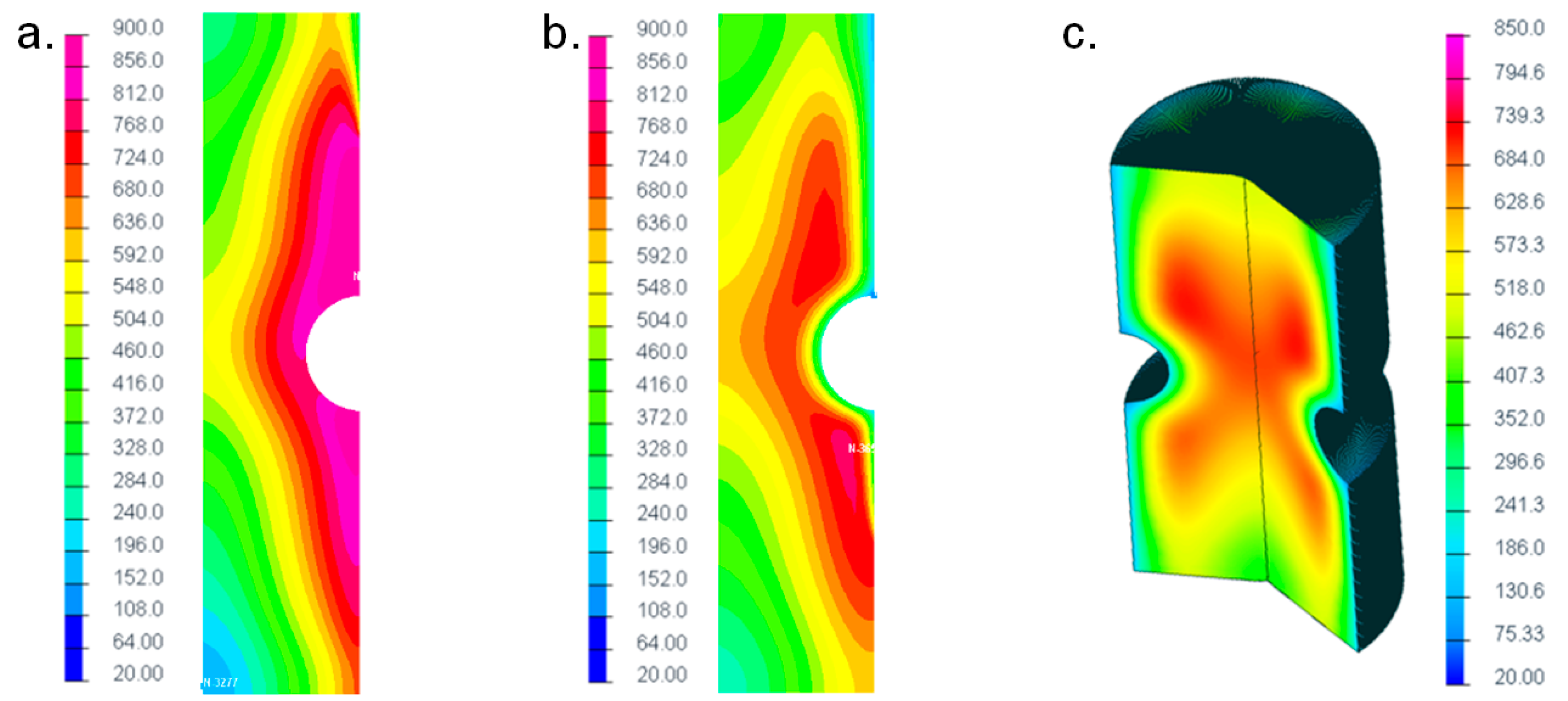
T) of the base material. In accordance to the real inductive heating process, two separate coil inductors exhibiting different current frequencies were modeled. The first coil featured a medium frequency to ensure global heating and the second coil manifested a high frequency. Thus, the electromagnetic skin depth
δ was significantly reduced in respect to the higher frequency to intensify local heating in the surface layer of the specimen, as seen in Equation (3). As the coils were moving along the axis of the specimen, a moving mesh needed to be designed along this path. The ambient atmosphere was defined as air at room temperature, which was also meshed to incorporate heat loss by convection and radiation during inductive heating.
After simulating the inductive heating in Comsol
®, the time-dependent temperature data of each node was transferred utilizing a self developed routine [
26] to the software package Sysweld
®, in order to conduct the numerical analysis of the heat-treatment process. This self-written interface converted the temperature-time distribution for each node of the numerical model, which is the result of the simulation in Comsol
®, to Sysweld
®. Herein, this input data acted as the initial heating step for the thermo-metallurgic-mechanical heat-treatment analysis. As the electro-magnetic properties majorly depended on the actual temperature (see
Appendix A), and not on the actual metallurgical phase of the investigated steel material, this methodology was applicable. The thermo-metallurgic-mechanical simulation in Sysweld
® was performed in accordance to the models provided in the reference manual, see [
34]. Further details on the modeling of the quenching process, in order to evaluate the local phase proportions, as well as hardness, distortion, and residual stress conditions are given in [
34,
35,
36,
37,
38]. Utilizing these models, the residual stress state during, and more importantly, at the end of the IH process was numerically computed, which acts, in addition to the hardness condition, as a significant input for the local fatigue analysis at the final stage of the numerical assessment methodology.
The third part of the manufacturing process simulation was the superimposed mechanical StrP process. Therefore, the resulting local material data by IH was transferred from Sysweld
® to Abaqus
®, in order to perform the mechanical simulation. The numerical model was set up in agreement to the experimental investigations [
16] incorporating a pin, which iteratively impacted the surface at the notched area of the specimen, as seen in
Figure 3. The radius of the pin was comparable to the radius of the notch. The experimental results in [
16] highlighted that the superimposed StrP process did not majorly affect the local microstructure and hardness condition. Nevertheless, the subsequent StrP post-treatment did significantly change the residual stress state in depth, which was also the aim of the numerical analysis of the StrP simulation within this work.
Based on the preceding heat-treatment simulation in Sysweld
®, the local node-dependent residual stress state, including the local IH-affected material behavior in terms of stress-strain data, acts as initial condition for the simulation of the mechanical post-treatment in Abaqus
®. To properly cover hardening effects, a combined isotropic-kinematic hardening model [
39,
40] was invoked for the analysis, as this model has been shown to be applicable for the simulation of similar mechanical post-treatment processes, such as shot peening, for comparable steel materials (see [
41]).
As a final step, the fatigue assessment based on the local strain approach was performed. Thereby, the total strain amplitude
εa was calculated based on the cyclic stress-strain relationship by Ramberg-Osgood [
42], considering the linear-elastic stress amplitude
σa, the Young’s modulus
E, the cyclic strength coefficient
K′, and the cyclic strain hardening exponent
n′, as seen in Equation (4):
As mentioned, the numerically evaluated residual stress state due to the IH and StrP process was considered as a mean stress
σm on the basis of the damage parameter
PSWT by Smith, Watson, and Topper [
43], as seen in Equation (5):
The final fatigue assessment evaluating the number of load-cycles
N until cyclic failure was performed applying the strain-life model by Manson [
44], Coffin [
45], and Basquin [
46] involving the fatigue strength coefficient
σ‘f, the fatigue strength exponent
b, the fatigue ductility coefficient
ε‘f, and the fatigue ductility exponent
c, as seen in Equation (6):
The material parameters
K′,
n′,
σ′
f,
ε′
f,
b, and
c, which were mandatory to perform the fatigue assessment, could be either determined based on low-cycle fatigue tests or by an estimation based on the unified material law (UML), introduced by Bäumel and Seeger [
47]. As the original UML was focused on mild steels, an extension for high-strength steels is given in [
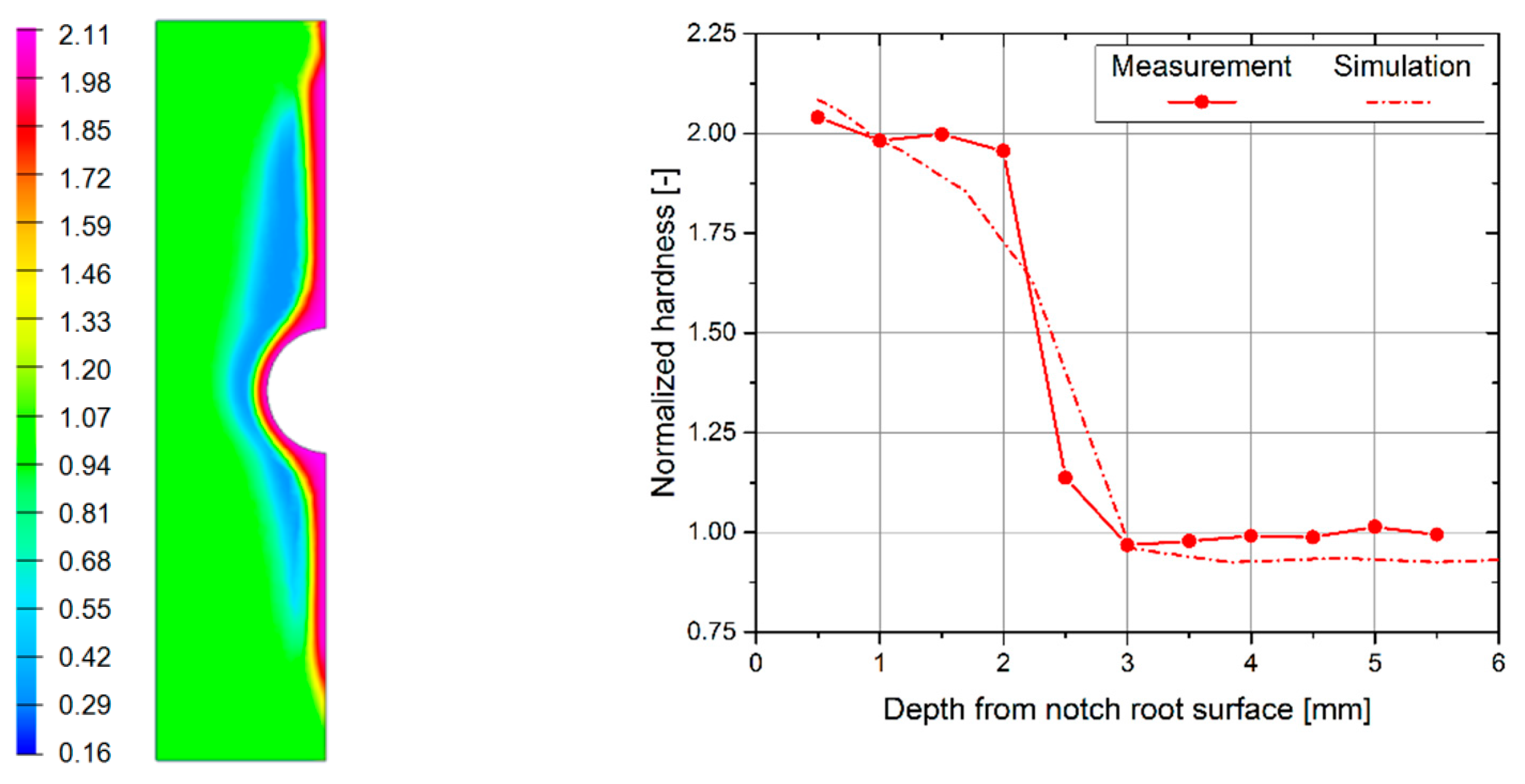
48]. In both cases, the parameter evaluation mostly depends on the ultimate tensile strength (UTS). As the local Vicker’s hardness value (HV) was numerically computed by the manufacturing process simulation, the UTS could be estimated based on a suggestion in [
49] for steels, as seen in Equation (7):
Hence, the above presented material parameters were not constant within the fatigue analysis, but depended on the local hardness condition. As observed within the fatigue tests using the IH and IH+StrP specimens, the crack initiation origin was located either right at the very surface, or within the bulk material at the transition from the hardened surface layer to the core region. For simplification, the hardness values were determined for these two points, whereat two material parameter sets were utilized in the course of the fatigue assessment. As low-cycle fatigue test results for the IH hardened material layer were available, wherein the values were in line with the ones based on the estimation from UML, this material data set was used. As no low-cycle fatigue tests were performed for the core region, the estimation based on the local Vicker’s hardness was applied.
4. Discussion
Within this section, details of the experimental, numerical, and fatigue assessment results are given. First,
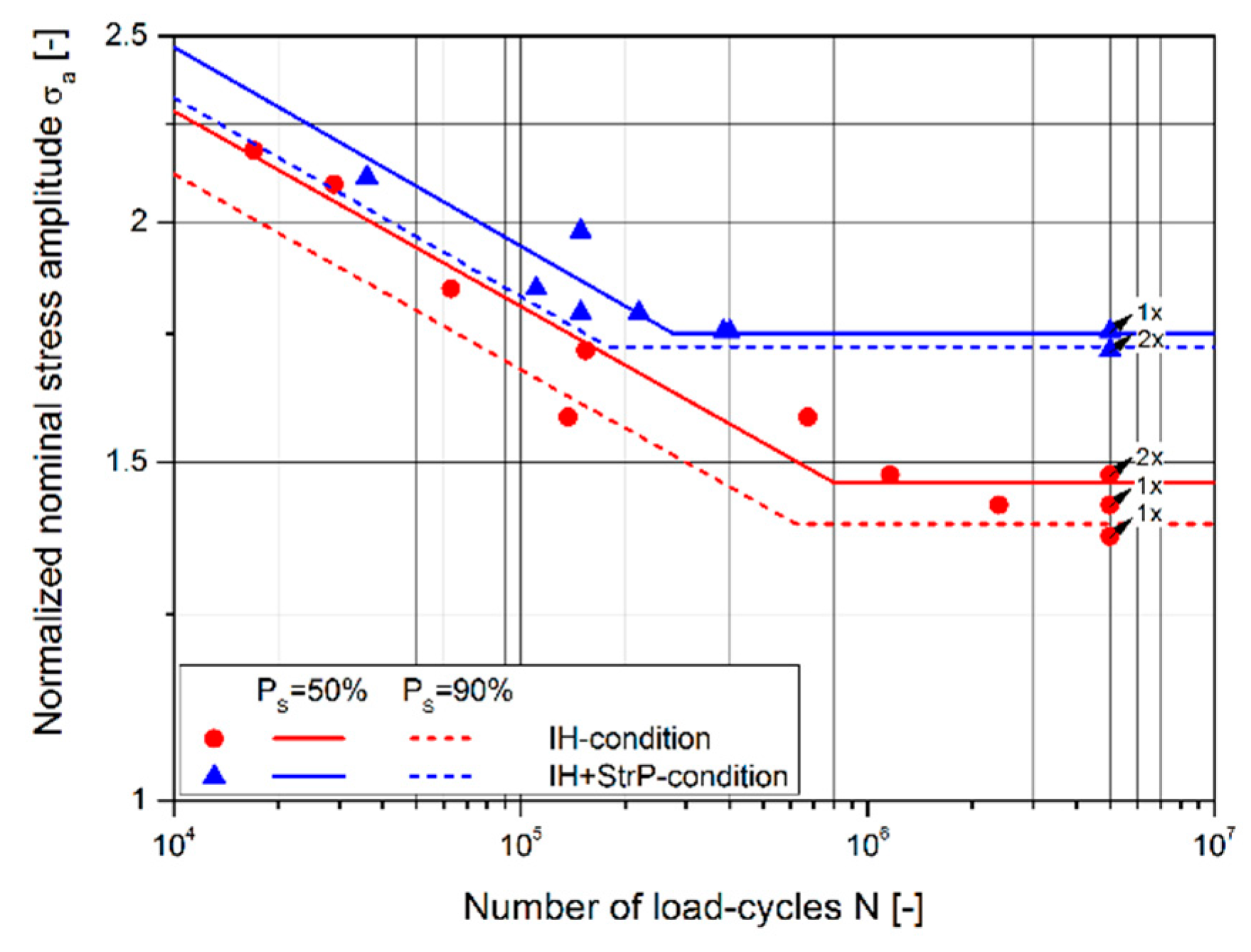
Table 1 presents the statistically evaluated parameters of the S/N-curves based on the fatigue test results. As mentioned, the results were normalized with the statistically evaluated nominal fatigue strength amplitude for the base material (BM), at a number of 5e6 load-cycles and a survival probability of P
S = 50%. It is shown that the normalized fatigue strength amplitude at 5e6 load-cycles was majorly elevated, by 46%, due to the IH, and by as much as 75% due to IH+StrP compared to the BM state. In addition, the number of load-cycles at the transition knee point
NT were reduced, which contributed to the beneficial effect of the post-treatment processes. No significant change of the slope within the finite life region was evaluated for IH+StrP compared to IH, concluding that the StrP was most effective within the long life fatigue region at 5e6 load-cycles.
As shown in [
16], extensive residual stress investigations for the IH and IH+StrP condition were performed applying the X-ray diffraction technique. The results were taken as a basis for validating the numerical results of the manufacturing process simulation within this paper.
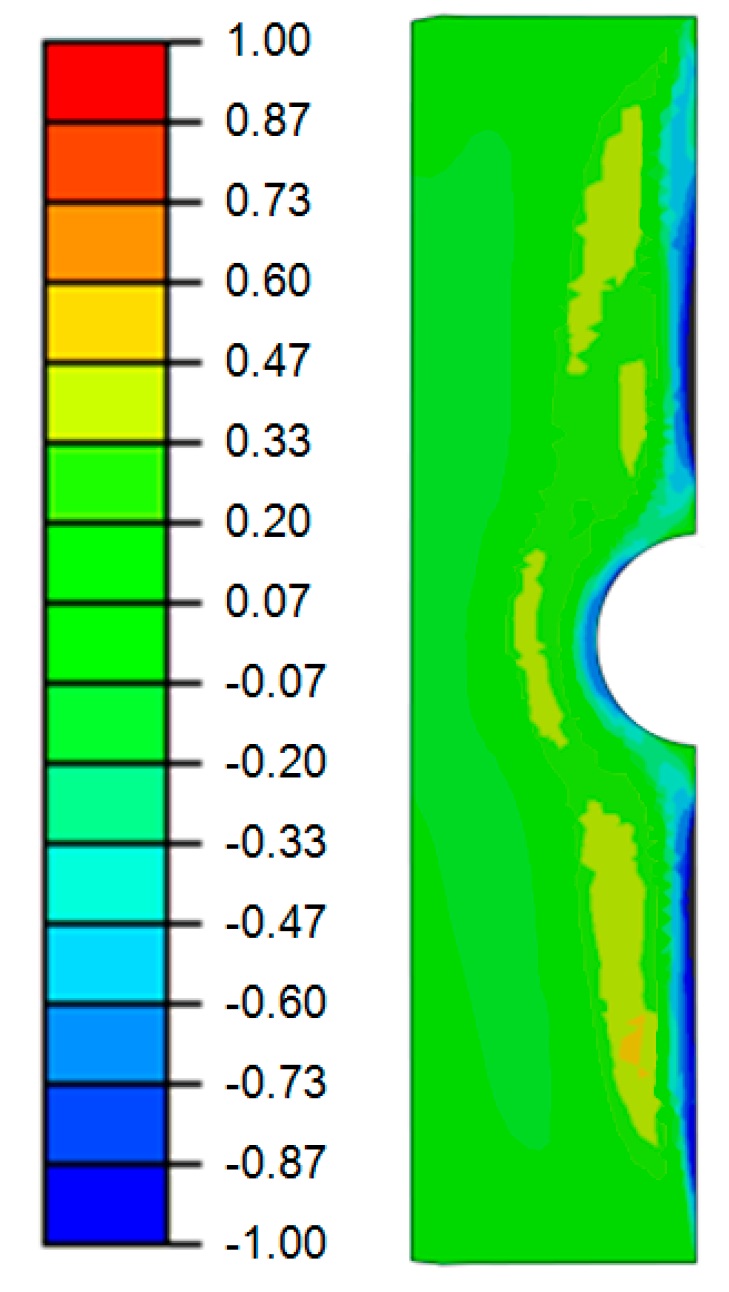
Table 2 provides a comparison of the measured and numerically computed axial residual stresses due to IH, at the surface and in depth, at the transition from the hardened surface layer to the core material. As previously mentioned, the stress values were normalized with the yield strength of the BM, which was evaluated based on quasi-static tensile tests [
23]. It is shown that the simulation led to a normalized residual stress at the surface of −0.55, which was only about two percent different to the measurement result and hence, validates the applicability of the numerical simulation. In depth, a tensile stress value of +0.20 was computed, which could not be compared to the measurements, as electro-chemical polishing is not applicable exceeding a depth of about two to three millimeters.
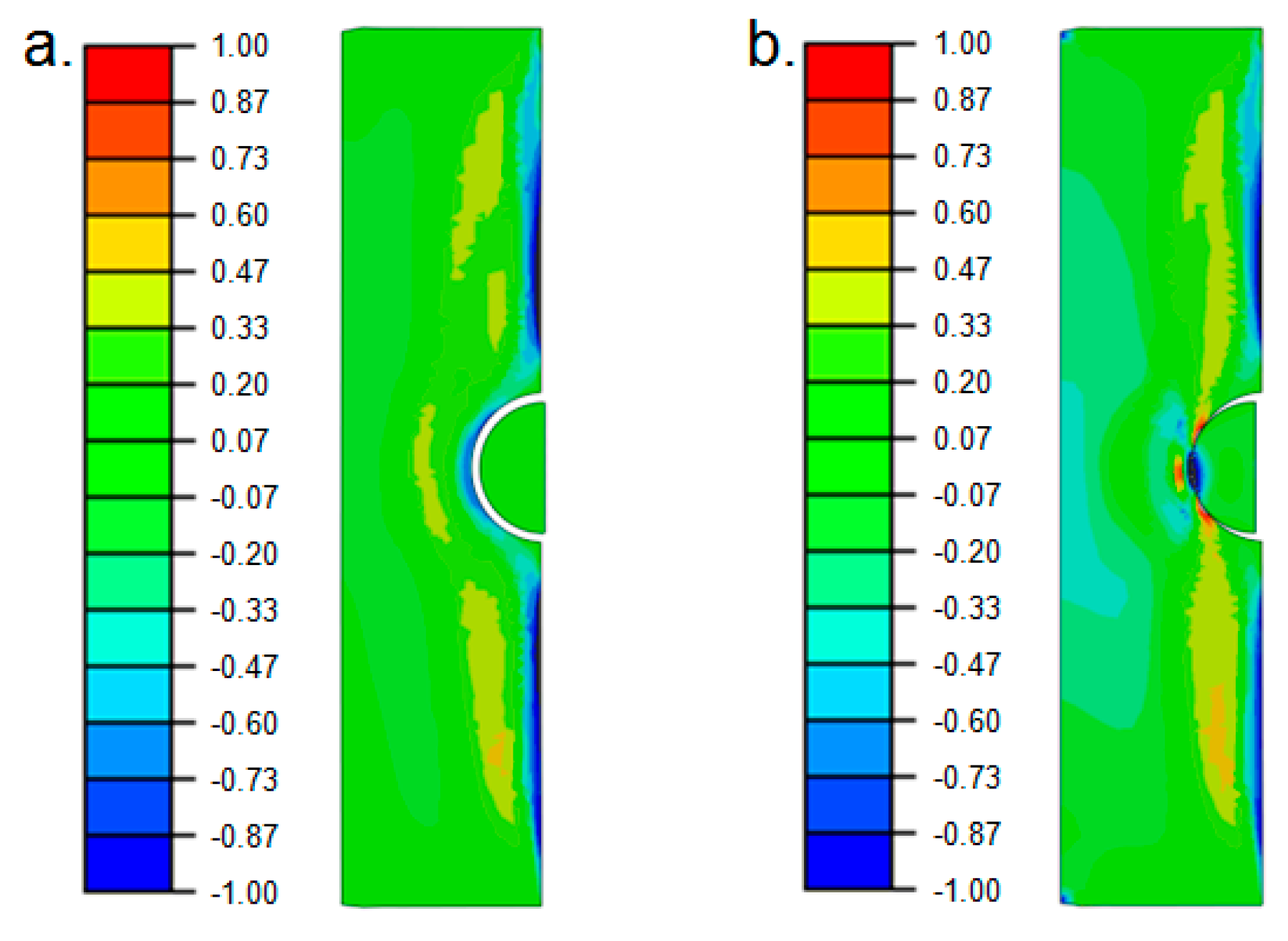
Table 3 demonstrates a comparison of the measured and numerically computed von Mises residual stresses due to IH+StrP, at the surface and in depth, at the transition from the hardened surface layer to the core material. As described, in [
16], it has been revealed that the superimposed StrP process affects not only the axial, but also the residual stress state in a tangential direction. Hence, to compare this distinctive multiaxial stress state, the von Mises equivalent stress was invoked. It was shown that again the numerical manufacturing process simulation agreed well with the X-ray measurements, revealing a similar difference of only about one percent. On the contrary to the IH condition, compressive residual stresses of −0.24 were computed in depth, which proved the beneficial effect of the superimposed StrP post-treatment. However, due to the aforementioned limitations by the electro-chemical polishing process, X-ray measurements could not be performed in this depth. In addition to the previously shown local hardness condition, whereby also sound agreement between the measurements and simulation was achieved, it can be summarized that the presented simulation approach is a practical way to numerically assess the local residual stress state of induction hardened and mechanically post-treated steel components.
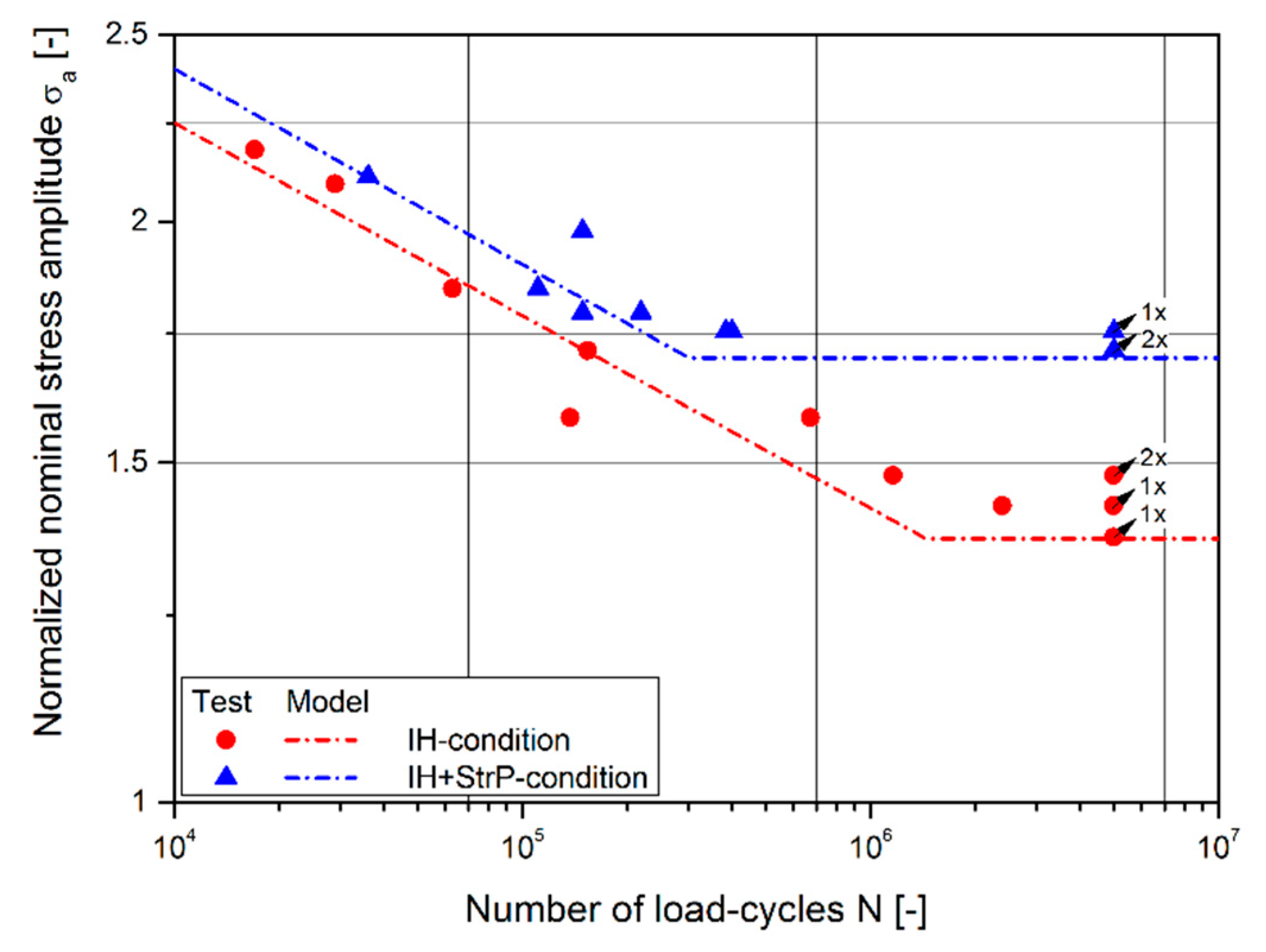
The results of the final fatigue assessment based on the local strain approach utilizing the local hardness as well as residual stress state based on the simulation as input parameter is presented in
Table 4. Therein, the long life fatigue strength amplitude at 5e6 load-cycles evaluated by the model and the fatigue tests is compared. The results of the experiments are given for a survival probability of P
S = 90%, considering a conservative fatigue assessment. It is shown that in both cases IH, as well as IH+StrP condition, the fatigue model is capable of estimating the experimental results. For both conditions, the deviation of the model to the experiments was only between one and two percent, which validates the applicability of the presented numerical fatigue assessment.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





