1. Introduction
Their high structural strength-to-weight ratio makes fiber-reinforced plastics (FRP) increasingly popular in the aircraft and automotive industries, medical and sports equipment manufacturing and other lightweight applications. In FRP production, fibers with high strength, such as carbon, glass or aramid fibers, are embedded in a moldable polymer matrix, which is responsible for introducing external forces into the fibers, protecting them from environmental influences and securing the component geometry, which is most often shell-shaped [
1,
2]. Basic manufacturing steps are the shaping of the desired geometry, impregnation of the fibers with matrix, consolidation and curing/solidification, followed by eventual post-processing [
1]. Thermoset matrix materials, such as reactive epoxy resins, are converted into a solid through chemical crosslinking, forming a three-dimensional network [
2]. In contrast, thermoplastic polymers do not exhibit chemical crosslinking and can therefore be softened and reshaped with the aid of heat [
3]. Either, the final component geometry and the composite material are produced at the same time using dry fibers and an initially separate matrix, or semi-finished products, fibers already impregnated with a matrix (prepregs), are used [
3]. In the case of thermoplastic polymers, two-dimensional fully impregnated and consolidated solid organo sheets are a common semi-finished product, which need to be heated before forming [
4].
A common manufacturing processes for composites with thermoset polymer is resin transfer molding (RTM), where dry reinforcements are cut, preformed and placed in a heated mold. After closing the mold, low viscosity resin is injected and the part is cured [
1]. Thermoplastic prepregs, including heated organo sheets, are often thermoformed into shape using two heated molds [
1]. Various similar forming processes exist for thermoset and thermoplastic prepregs, such as vacuum bagging, diaphragm forming or autoclave processes, using just one mold [
1]. Automated Tape Laying (ATL) or Automated Fiber Placement (AFP) can be used to automatically place the prepregs on the usually large and simply curved molds [
5]. A manual manufacturing process for smaller series is hand-layup, where dry textiles are placed on an open mold surface, before thermoset resin is applied and compacted with a roller [
1,
6].
All of the conventional manufacturing processes presented require at least one mold, whose design and fabrication are time-consuming and costly. Consequently, they are not economically applicable for small batch sizes such as in prototyping or individualized product production [
7], which is in conflict with the general trends of higher variant diversity and increasing cost pressure. Therefore, realization of a flexible, automated and dieless forming process for FRP production would be beneficial [
7,
8].
To approach this, we will first highlight the most relevant existing approaches on flexible and dieless forming of shell-shaped FRP components. Subsequently, we analyze process requirements, define processing functions and develop possible solutions for dieless forming of different FRP material combinations. The proposed processes are rated according to their theoretic feasibility and the most promising ones practically investigated in basic experiments. Thus, the general applicability of the process ideas can be evaluated and discussed and the paper closed with an outlook.
2. Related Work
To reduce tooling efforts, rapid tooling, flexible molds and completely dieless processes can be distinguished. The former includes indirect mold production, meaning the generation of a positive form or pre-mold, for example, through additive manufacturing and subsequently replicating the mold through metal or resin casting, hand-layup or similar [
9,
10]. Examples of direct rapid tooling processes are rapid machining or additive manufacturing of metal or polymer molds [
11,
12], as well as the generation of metal molds through incremental sheet-forming (ISF) [
13,
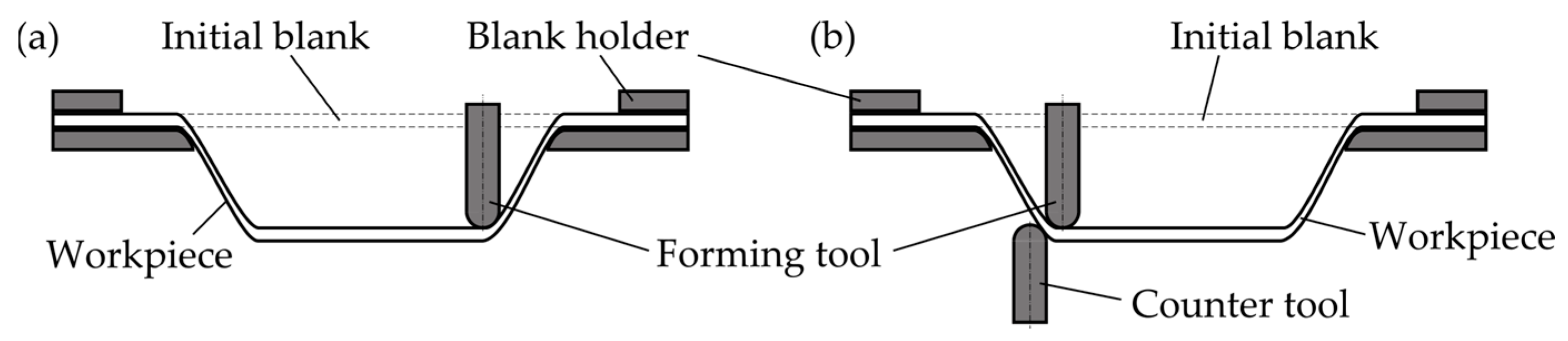
14]. ISF is an established process for dieless forming of metal sheets, in which one or two simple forming tools, usually hemispherical tool tips, are moved by CNC machines or robots along the surface of a fixedly clamped sheet, introducing strains and progressively forming the material. By changing the tool path, the process can be quickly adapted to new part shapes, enabling cost-effective production of small series. Different process variants, depicted in
Figure 1, include single-point incremental forming (SPIF), with just one standard tool, and double-sided incremental forming (DSIF) using two tools, one on each side of the sheet [
15,
16].
An example of a flexible mold is multi-point forming, where an array of individually length-adjustable pins, covered by a smoothening diaphragm, constitutes a tool with variable geometry [
17,
18]. Going more into the direction of dieless forming, Miller et al. [
19] used an array of individually adjustable rollers, and Strong and Hauwiller [
20] used a modular press to form long endless-fiber reinforced organo sheets with varying cross-sections, heating only a certain length of the sheet for local forming. Cedeno-Campos et al. [
21] demonstrated local curing of thermoset prepregs, applying pressure and heat by a small punch, without forming the material.
Over the last years, multiple approaches were made to directly apply incremental sheet-forming to fiber-reinforced plastics. Fiorotto et al. [
14] investigated the forming of a woven thermoset prepreg, stating that plastic deformation was not possible and resin would be removed from the laminate by the tool. Thus, they used a vacuum bag to apply the prepreg to a metal diaphragm, separated by a nylon peel ply, in order to protect the laminate surface and maintain the deformation during SPIF. Xiao et al. [
22] added a die to the setup which was placed under the clamped sheet, realizing a hybrid, or two-point, incremental forming process.
Since incremental forming of thermoplastic sheets has been successfully demonstrated [
15,
23], more research is concerned with ISF of fiber-reinforced thermoplastics (FRTP). Using a SPIF-like setup, Ikari et al. [
24] formed short-fiber reinforced organo sheets with a round tool tip by locally heating the thermoplastic with an infrared spot heater and pressing the tool into the sheet to the target z-coordinate, in each x-y-coordinate. Defects occurred and the resulting shape accuracy needed to be improved. Also, Conte et al. [
25], Torres et al. [
26] and Bagheri et al. [
27] found that direct application of ISF to short-FRTP is challenging, as formability decreases with higher fiber volume content, and cracks occurred at relatively small forming depths. Therefore, Conte et al. [
25] and Ambrogio et al. [
28] superimposed an aluminum dummy sheet on the organo sheet, which prevented direct contact of tools and FRTP and aided in more successfully forming the FRP. From below, the organo sheet was heated for formability.
Al-Obaidi et al. [
29] and Emami et al. [
30] introduced a second metal sheet, which was placed on the lower side of an unidirectional endless-FRTP sheet, to homogenize global hot air heating of the matrix and limit its outflow in molten state. Teflon layers were introduced between the FRTP and the upper and lower support sheets to reduce adhesion. However, due to the high tensile strength and limited strain of the reinforcement fibers, the effect of stretching underlying conventional metal SPIF is not applicable for endless-FRTP [
14,
19]. Thus, fiber breakage occurs when fibers cannot be sufficiently drawn in to the forming area, due to clamping or high fiber volume content [
29,
30,
31]. To prevent this, Conte et al. [
32] recently proposed to press an unidirectional long-fiber reinforced thermoplastic sheet onto a clamped metal sheet by fluidic pressure, simultaneously using the fluid as a homogenous heating source as introduced by [
26]. As an FE simulation showed, the metal and organo sheets could be then simultaneously formed by SPIF [
32]. After similar considerations, Al-Obaidi et al. [
33], as well as Hou et al. [
31], sandwiched woven FRTP between two metal and Teflon layers, however, not clamping the organo sheet, but leaving it freely movable between the support. Defects, such as wrinkles, occurred, especially with higher wall angles, as the fiber movement was not determinate and the main draping mechanisms of woven textiles were not considered.
3. Process Analysis
As it can be seen from the described state of the art, dieless forming of endless-FRP is not a trivial undertaking, as local deformation of the textile is only possible through fiber movement in adjacent regions, while already generated shapes should be maintained. Metallic support sheets can aid in this; however, under deformation mechanisms, which are very different to endless-FRP. Therefore, the aim of this research is to conceptualize and evaluate new processes for the dieless forming and production of endless-FRP. Thereby, only one or two reusable standard tools for local deformation, and possibly some low-cost auxiliary material, should be used in a setup enabling automated forming, similar to ISF. This work will focus on woven fabrics, which offer a high level of tailorable reinforcing properties and comparably good drapability [
6]. However, some of the concepts deduced in the following might also be applicable for other reinforcement textile fabrics.
3.1. Materials
As reinforcement fiber material, research will focus on glass and carbon fibers, however, disregarding differences within the material groups at this first concept stage. Instead, we assume inextensibility and sufficient drapability of both material categories, electric conductivity of carbon fibers, and light transmissibility of glass fibers. The developed concepts may also be applicable for other fiber materials with similar properties.
Similarly, three categories of matrix materials are considered. While thermoset polymers are mostly provided as resins with comparably low viscosity, curable, for example, through initialization by heat or UV-light, thermoplastics are usually solid at room temperature, and have to be heated for processing [
34]. A combination of both are hybrid matrices or bindered systems, where a thermoplastic binder is applied to the fibers, for example, in the form of polymer powder, before thermoset impregnation. In a heated state, the bindered fabric can be deformed, while, in a cooled state, the binder aids in fixating a 3D preform [
34].
Different types of semi-finished products are available to combine reinforcement fibers and polymer matrices. Starting with an initially separate woven textile and matrix, full drapability of the fabric is assured. However, efforts are necessary to fully impregnate the fibers, which is especially cumbersome in the case of thermoplastic polymer matrices, due to their high viscosity [
1]. This problem can be addressed by reducing the length of the flow paths necessary for full impregnation, which is targeted by hybrid weaves or woven commingled yarns [
35]. Here, reinforcement and thermoplastic fibers are used as warp and weft tows, or mixed in individual yarns, respectively [
36], maintaining good drapability. A very similar approach is semi-impregnation of textiles with thermoplastic matrices, for example, through powder deposition and melting [
35]. However, depending on the degree of impregnation, drapability at room temperature can be very limited, requiring heating to achieve formability. This trend reaches its maximum in fully impregnated and consolidated rigid organo sheets. In contrast, fabrics pre-impregnated with thermoset resin are still well-formable, however tacky, and only processable for a limited time to prevent premature polymerization [
34].
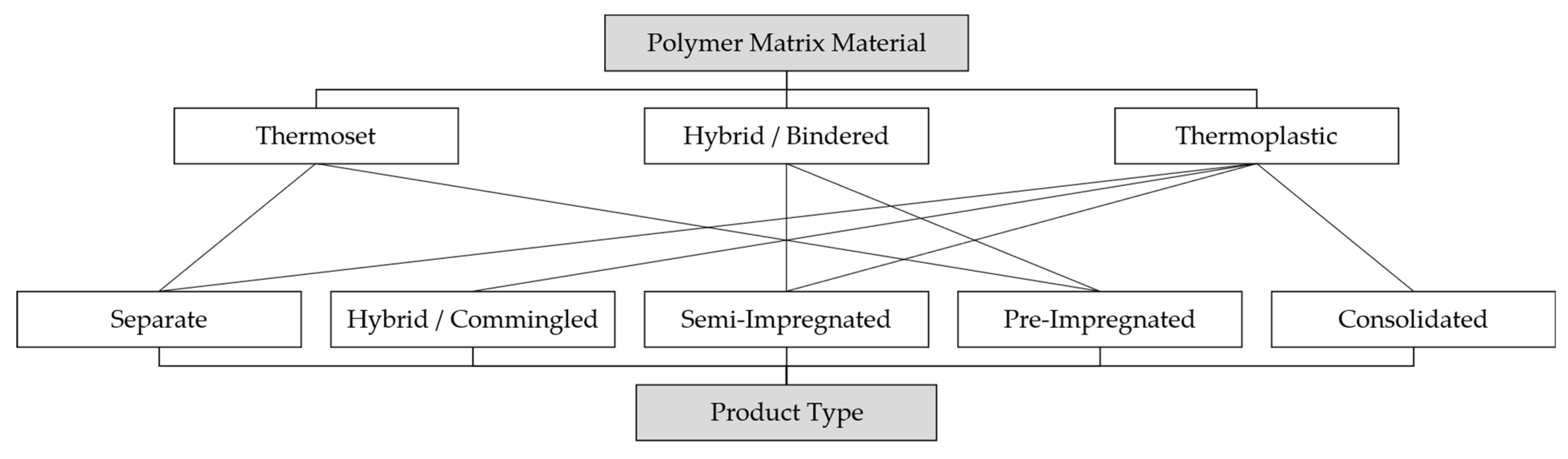
Figure 2 provides an overview of the considered matrix materials and the various mentioned product types. Links between them indicate the availability of a material and product type combination.
3.2. Draping Strategy
To form flat fabric into a three-dimensional shape, bending and shearing of the woven fibers as the main draping mechanisms need to be accomplished. Thereby, singly curved shapes only require fiber bending, while doubly curved shapes require shearing the initially rectangular warp and weft yarns as an in-plane deformation mechanism [
37]. A kinematic draping simulation is a simple way to determine the final alignment of the fibers and their shear angles in a desired geometry, as well as the optimal starting point and initial fiber orientations [
38]. Although classic fabric draping is essentially a “local” process of gradually laying down the FRP onto a mold, “globally” introducing shear into the fabric by pulling on its edge can be used to aid in suppressing wrinkles [
39].
In a dieless process with as few tools as possible, a purely “local” draping approach is desirable. Thereby, the sequence of local draping operations is critical. Therefore, in [
40], we developed a draping strategy for dieless forming of woven fibers, taking into account the shear distribution as primary sequencing criterion. Building upon the results of a kinematic draping simulation, areas are formed in order of ascending shear angle. The reason for this is that achieving a desired out-of-plane deformation (bending) seems considerably easier than generating a certain amount of in-plane deformation (shear). Furthermore, locally shearing a fabric will also introduce shear in surrounding areas, which is hardly reversible [
40].
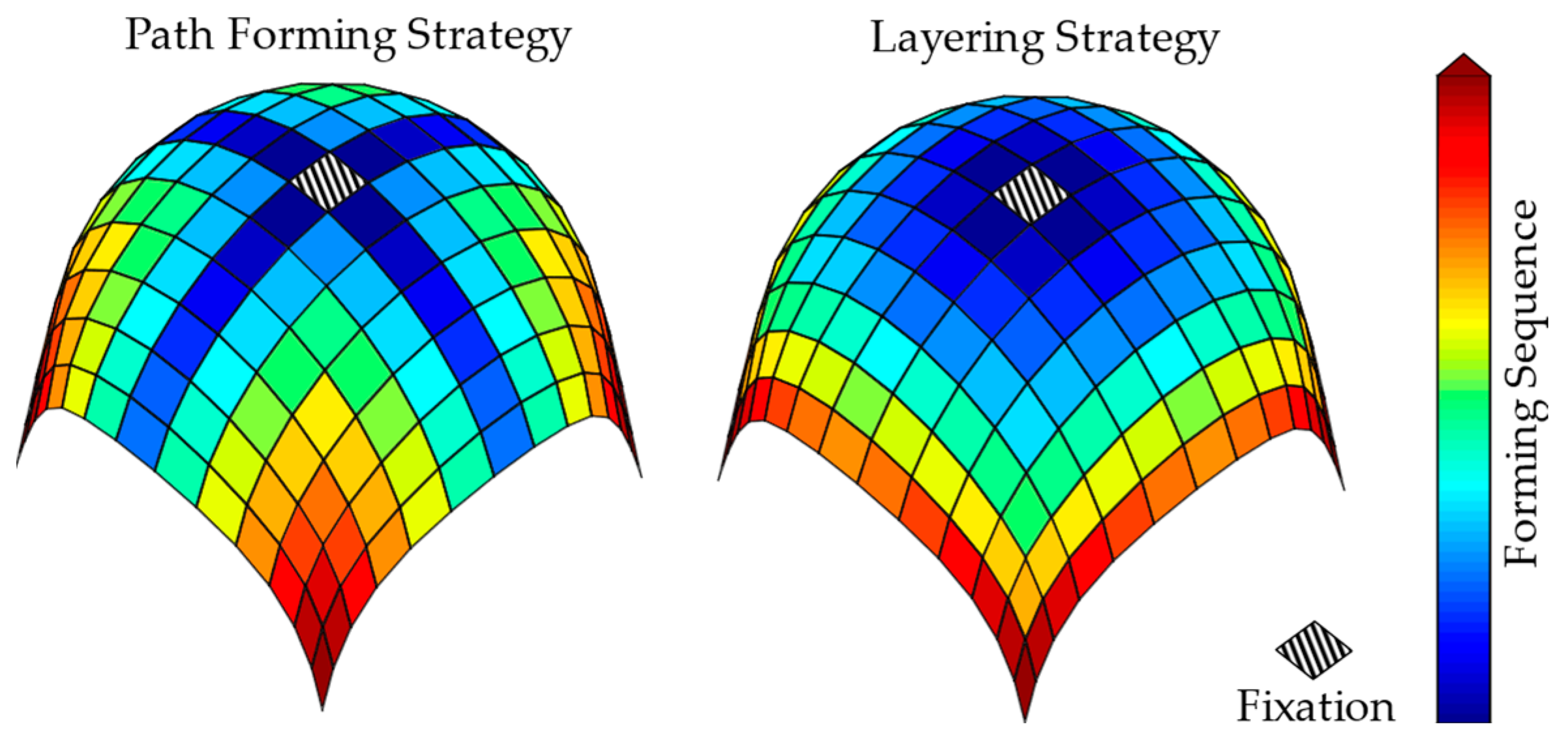
Two different principles were considered, as depicted in
Figure 3. Either, forming is conducted in paths following the fiber orientations from a rigid starting point until the edge of the fabric, or the desired geometry is sliced in layers, within which the forming is sequenced in order of ascending shear [
40].
In both approaches, bending the fibers is used for the introduction of shear as to eliminate the necessity of pulling on the fabric to introduce tension for in-plane deformation. Instead, as bending warp and weft yarns in the same direction will reduce the distance between their node points, compressive stresses are introduced in-plane into the area between them, which are relieved by deformation, such as shearing [
40].
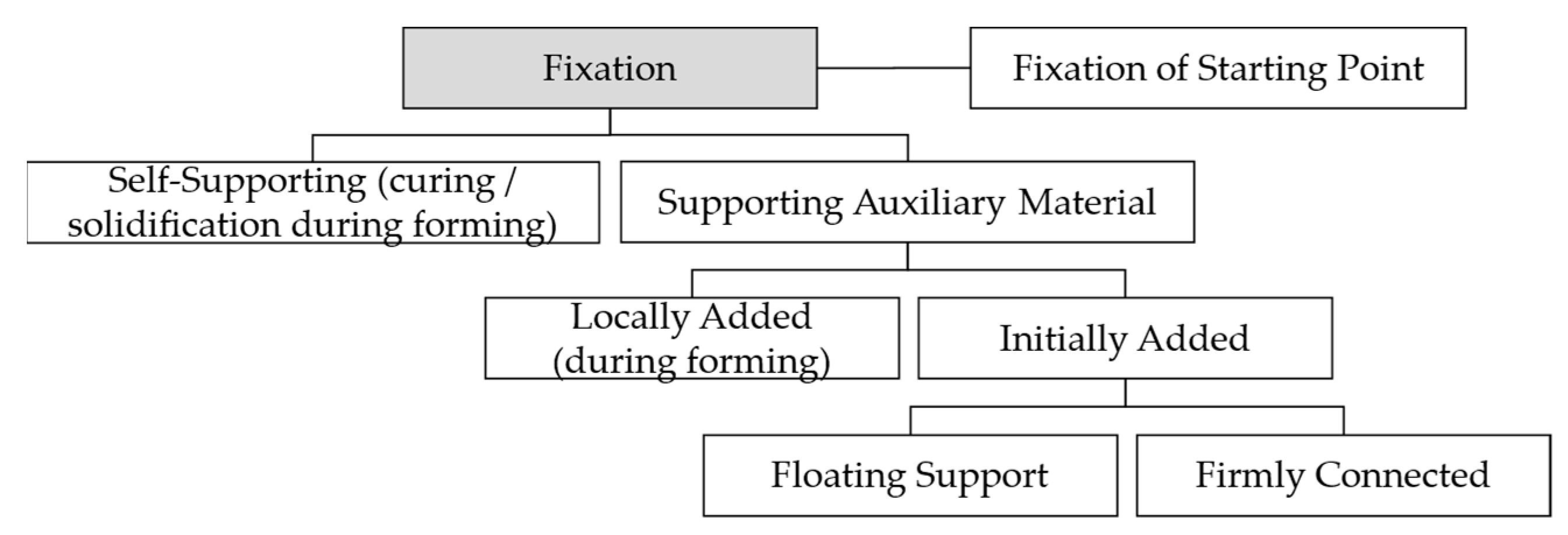
3.3. Fixation of the Fabric
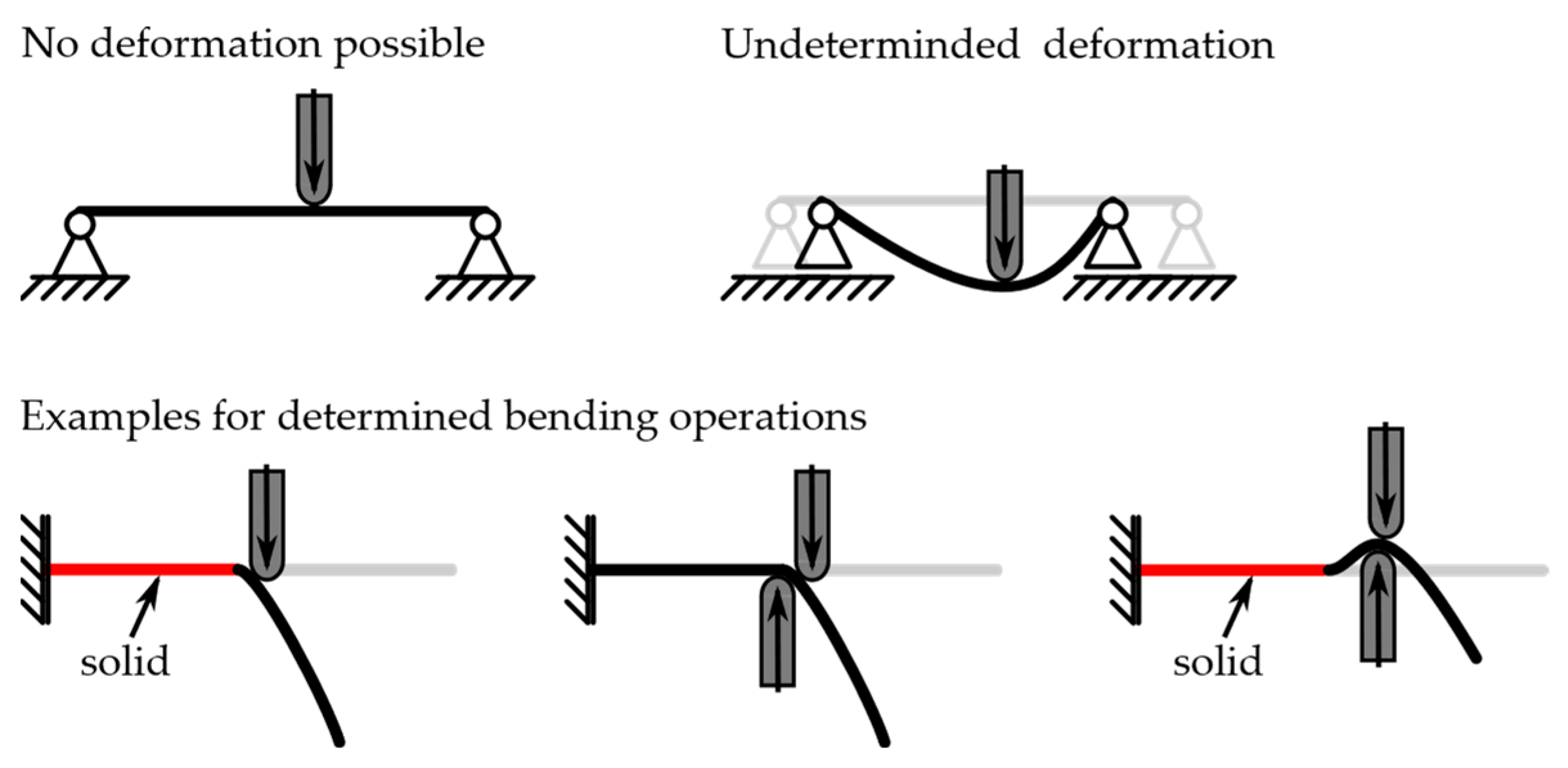
As mentioned above and depicted in
Figure 4, a straight endless fiber cannot be deformed in between two fixedly clamped points, this including fixed solid or cured sections. On the other hand, using only a floating bearing of the fabric makes the draping process undetermined, as fibers could freely move in possibly undesired ways. Therefore, each bending operation, as described above, should take place between a fixed point or area of the respective tow and a free or floatingly supported edge. Thereby, the main desired deformation is introduced between the working point of the tool(s) and the fixation, while the remainder of the tow will undergo the necessary movement to enable this deformation, as visible in
Figure 4. Due to the warp/weft-intersections, all crossing tows of the deforming yarn also need to be movable.
Both developed draping strategies comply with these prerequisites. Primarily, the starting point of the forming sequence, as emerged from the draping simulation, needs to be secured. For stability and realization of the clamping, e.g., through mechanical elements, the FRP must already be cured or solidified in this point. Due to the gradual approach, areas to be formed next are always adjacent to an already formed section. To maintain the shape and prevent redeformation during subsequent forming steps, a forming operation must include curing or solidification of the forming zone. Therefore, the solid processed area grows with each step, while the fixation of the starting point supports the formed material to a certain extent.
Alternatively, a supporting auxiliary material can be introduced to maintain the shape of flexible fabric, which is formed, but not yet cured or solidified. It could either be locally added in the process, or supporting the whole fabric from the outset. In that case, the auxiliary material must be able to selectively plasticly deform. Depending on the deformation behavior of this material, it can be either firmly connected to the whole fabric, or both must be able to slide on each other. In the latter case, at least the starting point of the draping needs to be firmly connected to the auxiliary material for determined draping. A feasible auxiliary material could be metal wire mesh, as it possesses the same deformation mechanisms as woven textiles, which are bending and shear [
41].
The described alternatives for fixation are mapped in
Figure 5.
Usage of a supporting material, or possibly additional clamping, could be especially required for highly flexible dry fabrics, in order to prevent unpredictable or undesirable draping when only fixed in the starting point. If the same happens to a pre-impregnated thermoset, it could stick onto itself, due to its tackiness. Owing to the lower flexibility of thermoplastic fibers, hybrid or commingled weaves are less likely to deform extremely undesirably when fixed. Semi-impregnated, and especially fully consolidated, thermoplastic FRPs are even better clampable at room temperature.
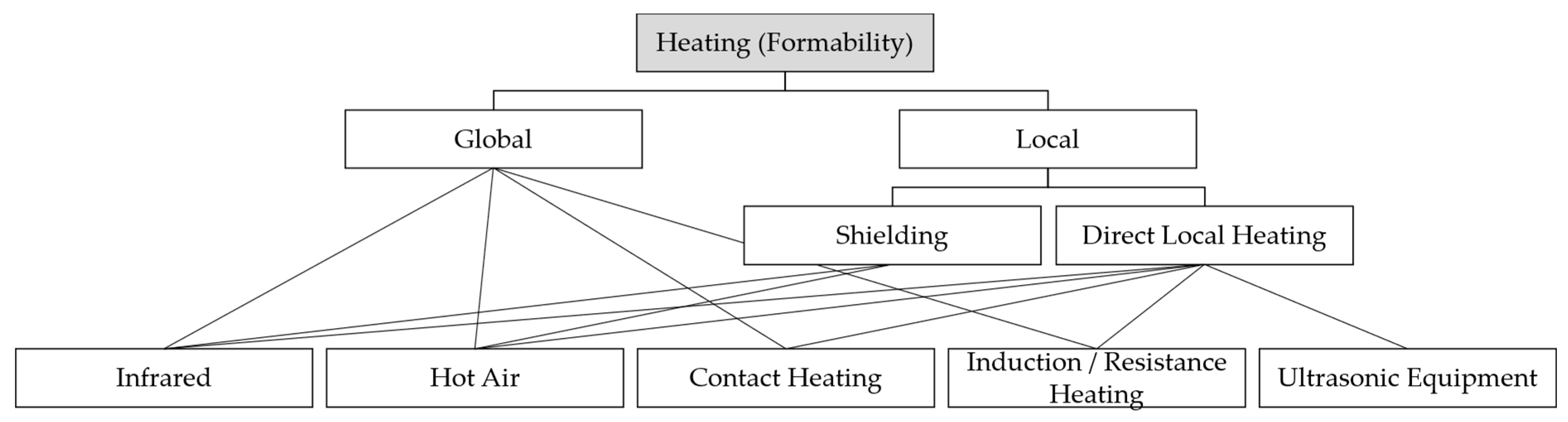
3.4. Acquiring Formability of Solid Matrix Material
A disadvantage of the solidity of many semi-impregnated, and all fully consolidated, thermoplastics is the necessity to heat them above glass-transition- or melting-temperature in order to allow deformation of the fabric. Thereby, if no support is used, already formed areas need to remain cold and solid, while others need to be hot and formable. As apparent from the draping strategy and the explanations above, the first forming operations require a major area of the sheet to be heated, while those areas are getting smaller during the process. Due to the fact that the first forming operations divide the sheet into individually drapable sections, the path-forming strategy is favorable in those cases.
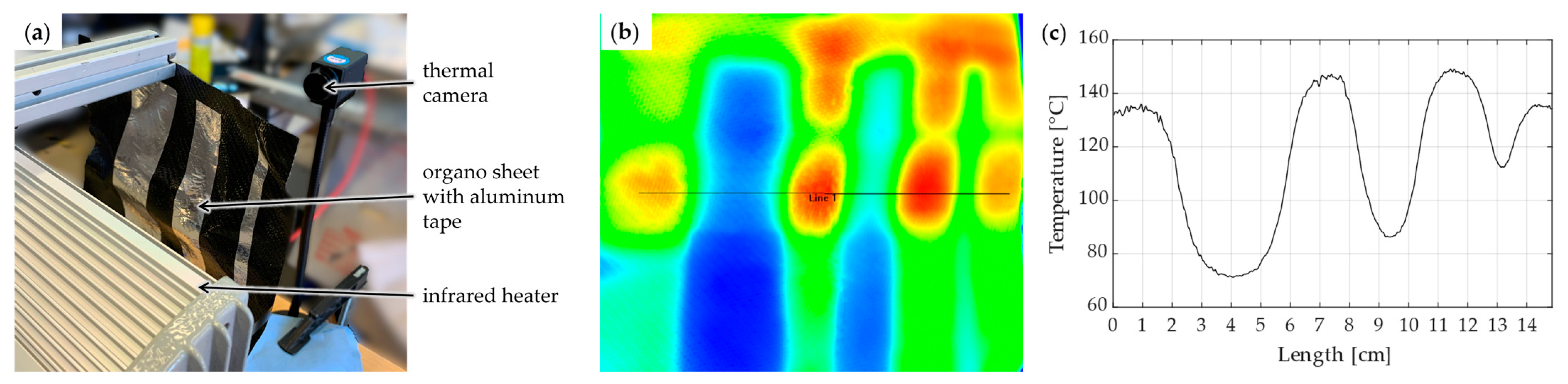
Targeted heating of a delimited area changing in size through each forming step could be realized by multiple different heat sources, including electrical heating with contacting elements or heat guns, gas torches, infrared heating and laser light sources, as well as ultrasonic elements. For electrically conductive carbon fibers, induction heating or direct resistance heating could be feasible as well. In order to localize heating of bigger heat sources, variable shielding could be used. This is especially feasible for infrared sources, as reflective material, such as aluminum adhesive film, could be applied to the areas of the sheet which should not be heated.
Figure 6 gives an overview of the described alternatives for global and local heating.
3.5. Forming Tools and Machines
Due to the flexibility of the fabric, two standard forming tools will be necessary in most cases, one on each side of the fabric. This is in order to support the textile against gravity, as well as the forming force from the other side, and to enable deformation in concave and convex directions without the need to reclamp the material. According to the forming strategy, the tools do not need to directly introduce tension into the fabric by pulling a fixed point. However, if support material with elastic-plastic deformation behavior, such as metal wire mesh, is used, the mesh needs to be bent sufficiently as to compensate for the elastic recovery.
For highest flexibility, the tools could be each guided by an industrial robot. However, cartesian machines would also be feasible if no tilting of the tool axis is required. Mounting the fabric fixture on a rotary positioner can facilitate accessibility for the tools.
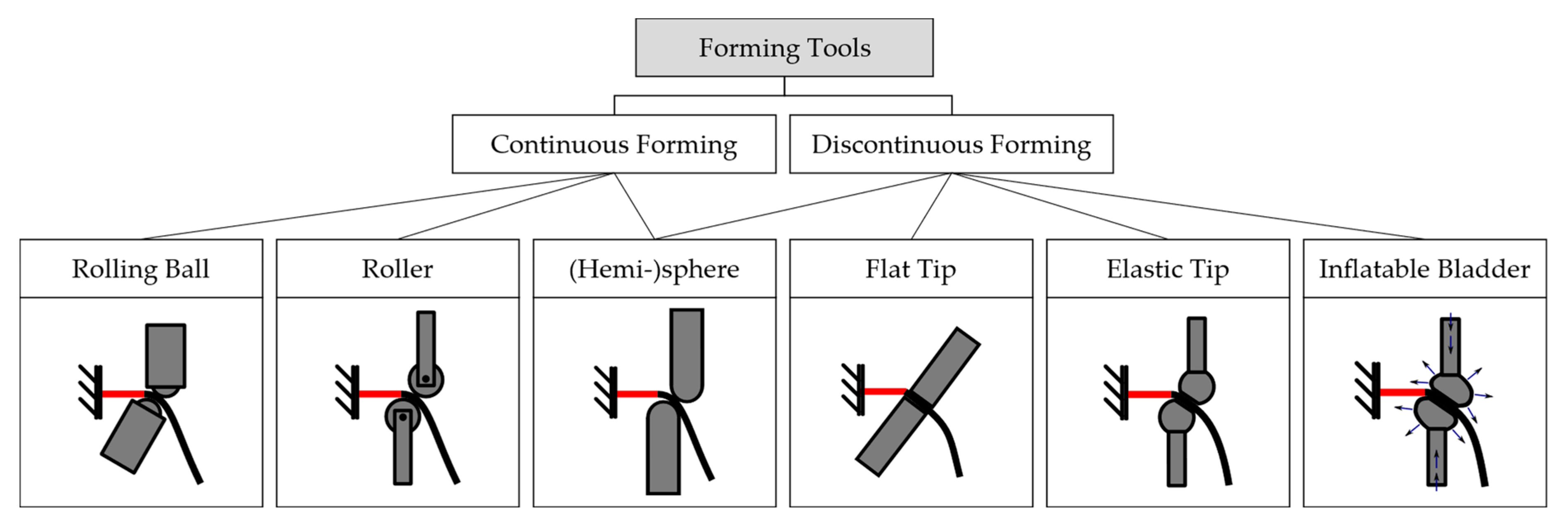
The higher the degree of symmetry of the tool tips, the more advantageous it is for the accessibility and positioning. Therefore, tool tips could be hemispherical, rotating balls, rollers or similar. The radius of the tool tip defines the minimal formable edge radius of the part. Some processes, however, require the introduction of pressure into the composite for impregnation and consolidation (see below), which could also be realized by the tools. Therefore, elastic tools, flat tool tips or inflatable bladders might also be considered, in order to enlarge the pressurized area.
Depending on the tools, the forming can be continuous, for example, using rotatable tool tips, minimizing process time and friction, or discontinuous, for example, when adding one individual pressed area after another is required, moving the tools to the next forming point while not in contact with the part. Both concepts and their associated tool variants are depicted in
Figure 7.
3.6. Impregnation and Consolidation
Separate, commingled and semi-impregnated materials require the (further) impregnation of the fibers with thermoset or thermoplastic matrices, meaning the wetting of all fibers. As explained above, this is especially challenging for thermoplastic polymers, which must first be heated above melting temperature, and yet have high viscosity, thus, likely deforming fibers or tows instead of fully wetting them during impregnation. The process is easier with shorter flow paths [
36], so that the handling or transferring of a molten thermoplastic to a pre-heated fabric should be avoided.
During consolidation, pressure is applied on the composite to remove voids out of the matrix, set the correct fiber volume content and improve the surface quality of the part [
36]. Higher matrix viscosity requires higher pressure for full impregnation and consolidation [
42], which needs to be maintained for a certain time, especially in the case of thermoplastic matrices. Even pre-consolidated organo sheets benefit from the application of a certain pressure, as they tend to de-consolidate when heated above melting temperature for a specific time [
43].
As explained above, the required pressing force could be generated by the handling devices and introduced into the fabric by the tools, locally consolidating the material in each forming step. This is comparable to the concept of in situ consolidation of thermoplastic matrices during automated layup processes, where heaters and compacting elements are used to locally consolidate the laid tapes [
42]. Similar to acquiring formability (
Section 3.4), different heat sources, such as contacting elements, infrared sources, lasers or ultrasonic heating, are feasible for impregnation and consolidation purposes. However, to produce a more homogenous part, full impregnation and consolidation using a global approach, for example, in a vacuum or autoclave setup, might be required in a separate processing step. In this case, an auxiliary material would be necessary to ensure that the formed shape of the part is maintained. This could be a simultaneously formed wire mesh, but also a negative mold that is rapidly molded from the dielessly formed component.
Figure 8 presents the described impregnation and consolidation alternatives.
3.7. Curing or Solidification
Finally, thermoset polymers need to be cured and thermoplastics solidified to produce a solid part. Whether this process takes place locally while forming or globally in a final production step, or both, depends on the exact processing routes as discussed above.
Thermoplastic polymers solidify through cooling at ambient air or forced cooling through cold air flow or contacting elements, preferably under pressure, to maintain consolidation. Thermosets cure through chemical crosslinking, which, depending on the resin, can be initiated thermally or by UV-radiation. The latter process, called photopolymerization, is significantly faster, produces less styrene emissions and allows processing at atmospheric conditions, as well as easier resin handling [
44]. Localized selective photopolymerization of pre-impregnated fabric could be enabled by a laser, while local impregnation also allows the usage of a conventional UV-light source. However, as carbon fibers block UV-light, this process would only allow glass fibers or additional thermo-curing, e.g., in a second processing step, would be necessary [
44].
The variants for curing and solidification are visualized in
Figure 9.
3.8. Allocation and Evaluation of the Processing Functions
As elaborated, not all processing functions described above need to be realized for each of the different material types of
Figure 2. Therefore, an allocation of processing functions to the material types is shown in
Table 1. Additionally, a rating of the feasibility of performing a processing step on a material type from 1 (feasible) to 4 (hardly feasible) is introduced. Voids in the table indicate that a material type does not require a certain processing step, which corresponds to a rating of 0. The summed rating for each material type represents its unfeasibility. Consequently, the material types “dry fabric and thermoset”, “pre-impregnated thermoset”, “commingled thermoplastic” and “consolidated organo sheet” show highest feasibility and should be further considered and evaluated for dieless forming.
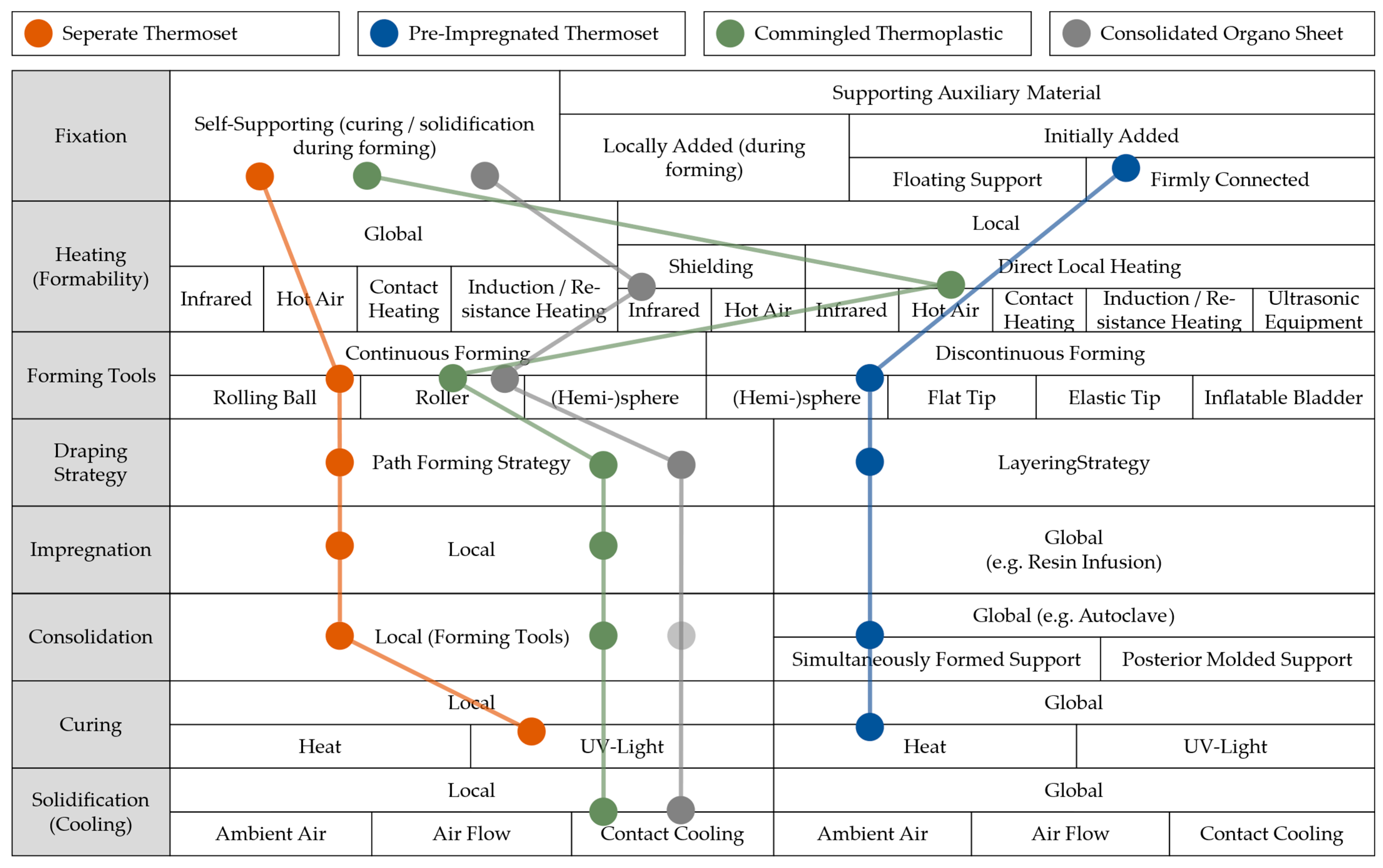
3.9. Process Route Conceptualization
In order to find possible processing routes for the four selected material types, the material types must be linked to the variants of the relevant process steps presented in
Section 3.2,
Section 3.3,
Section 3.4,
Section 3.5,
Section 3.6 and
Section 3.7. A morphological box, shown in
Figure 10, is suitable for this purpose. As a multitude of different combinations seem feasible, only one processing route per material type is marked in the figure for simplicity. An example concept sketch of a setup for dieless forming of commingled thermoplastic fabric is depicted in
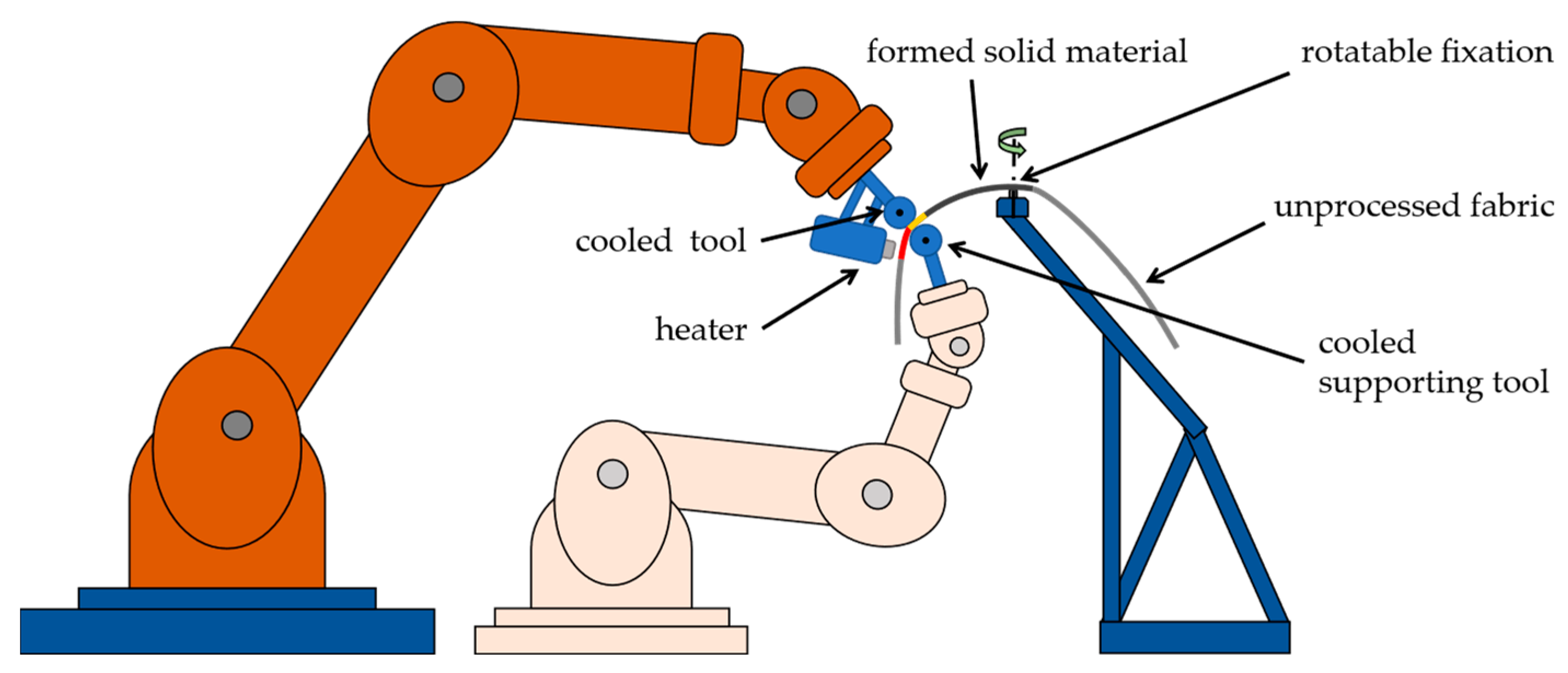
Figure 11. Thereby, the woven fabric is clamped in the starting point on a rotatable fixation. For local impregnation, hot air heating is implemented, with a heat gun attached to the upper forming tool. Two cooled rollers, each guided by an industrial robot, are used for continuous forming according to the path-forming strategy. At the same time, the rollers consolidate and solidify the impregnated fibers, so that the processed fabric is self-supporting.
5. Discussion and Outlook
A potential way to lower costs, save time and decrease the effort required for producing prototypes, single parts and small batches of fiber-reinforced plastics is to realize dieless forming with basic standard tools controlled by handling devices, such as industrial robots. With the aim of advancing research in this field, a systematic functional analysis was conducted to find and evaluate processing methods for different material and product type combinations. Options for fixation, acquiring formability, forming, impregnation, consolidation, curing and solidification were discussed for eight different categories of woven FRP semi-finished products, including dry fabric to be impregnated with thermoset matrix, fabric pre-impregnated with thermoset, woven commingled thermoplastic and reinforcement fiber yarns, as well as consolidated thermoplastic organo sheets. Those four product types were rated most feasible for dieless forming through theoretic considerations and thus further elaborated by finding possible processing routes in a morphological box. Although many different process combinations are possible and worth investigating, focus was laid on:
local forming, impregnation and photopolymerization of thermoset resin;
dieless forming of thermoset prepreg, together with metal wire mesh support material and subsequent global curing;
local forming, impregnation, consolidation and solidification of thermoplastic commingled yarn fabric;
targeted infrared heating through aluminum tape shielding, local forming and solidification of organo sheets.
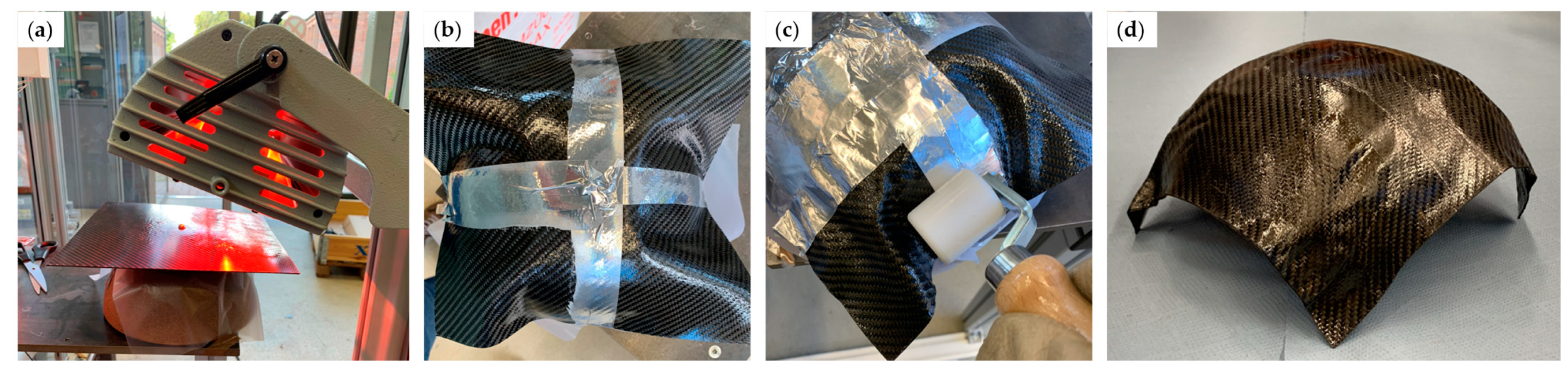
These processing routes were investigated in basic forming experiments using first 2D or 3D tools, before increasing complexity and reverting to manually guided “1D” tools for dieless forming, including rolling balls, rollers and hemispherical tool tips. Although each experiment was repeated only once and all tests were carried out by hand, strictly following the developed draping strategies, the desired qualitative results were generated. These were to prove the general functionality of the envisioned processes and to gain insight into general material behaviors, important processing parameters and requirements for further development.
The main challenge of local forming is the maintaining of already formed shapes while allowing drapability of remaining areas. Therefore, one of the key findings of the experiments is that local thermoset curing (1), metal wire mesh support (2), local thermoplastic impregnation and solidification (3), as well as aluminum tape shielding (4) were able to provide sufficient stability to formed areas and thus met this requirement. However, clear differences in overall process capabilities could be observed:
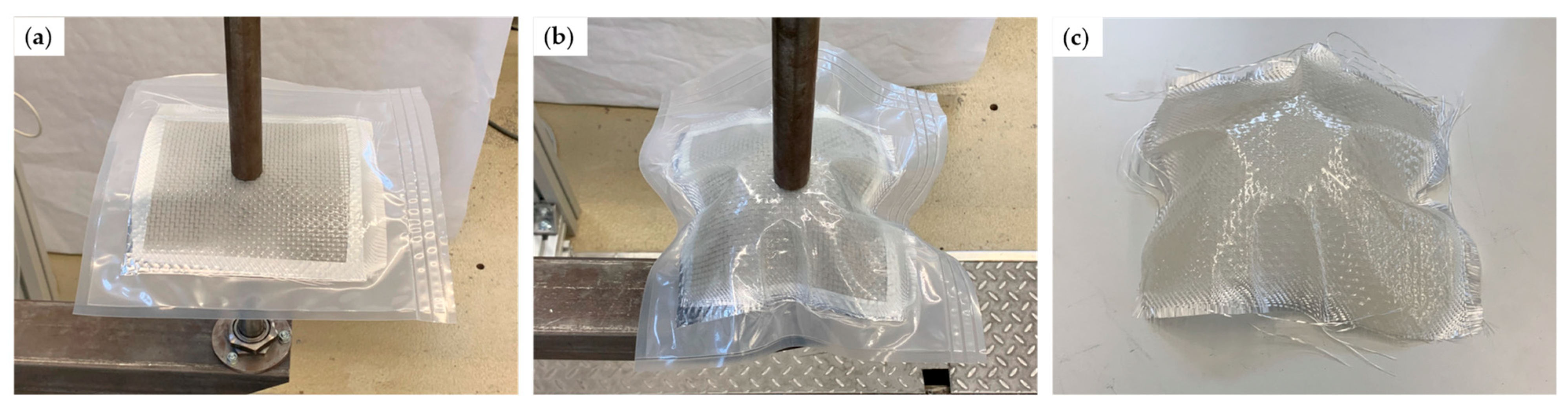
Although laser-based UV-radiation provides a good means of rapid local curing, the high-viscosity resin wetted unwanted areas of the fabric, which were then cured, due to light conductivity of the used glass fibers. Thereby, undefined geometries were captured and tools in contact with this respective resin adhered to the surface, all in all deteriorating shape accuracy and part quality. Furthermore, danger of the laser radiation and toxicity of the resin requires high safety measures, and photopolymerization is not suitable for carbon FRPs.
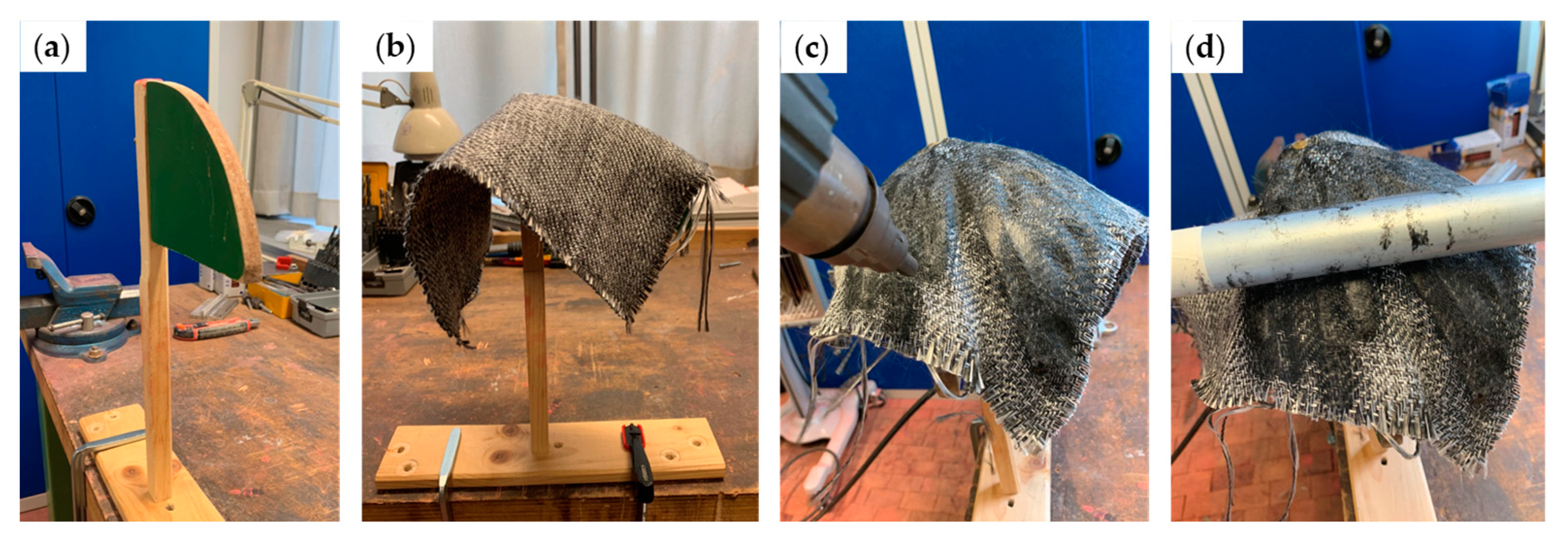
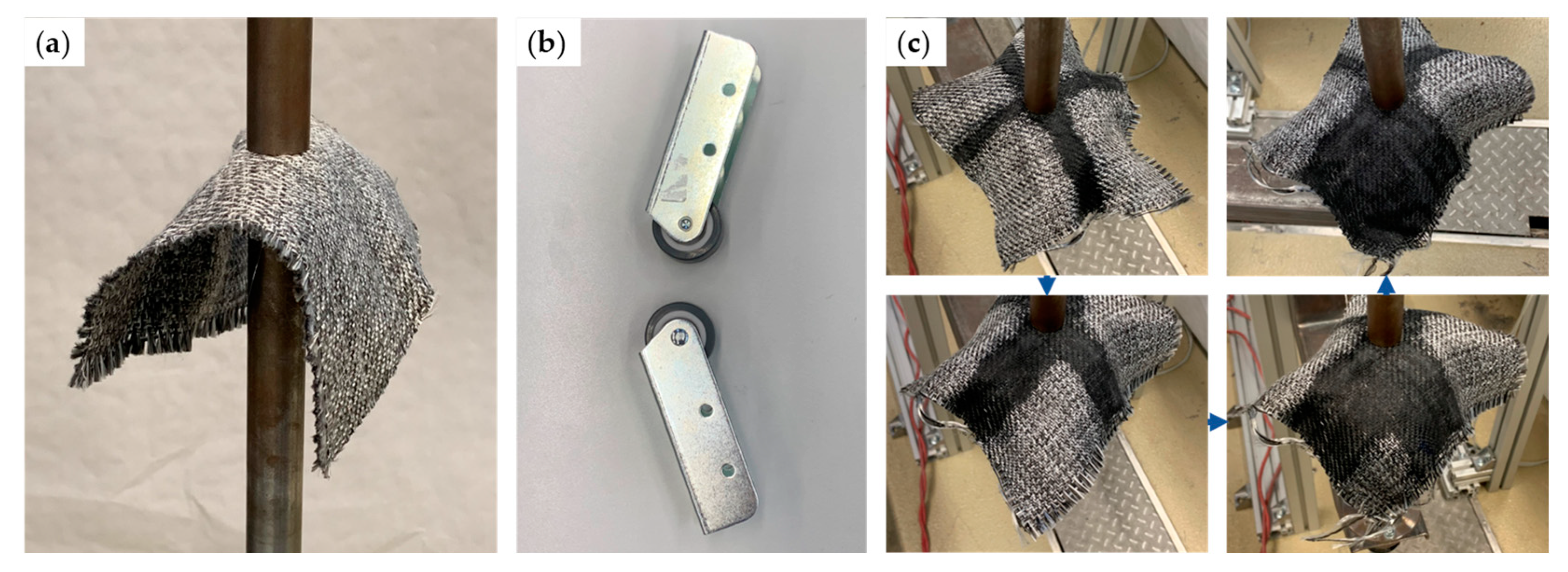
Metal wire mesh is a well-suitable support material as it possesses the same draping mechanisms as woven fibers, but can be plasticly deformed. However, to transfer this deformation to the fiber fabric, a temporary bond between the two materials needs to be established. While later soluble adhesive seems to be most feasible according to the experimental results, a flexible and stretchable vacuum bag enclosing the layup could ensure sufficient contact pressure and simultaneously aid in consolidation. Just like the vacuum bag, a smoothing sheet preventing imprints of the wire mesh on the final part needs to be able to shear together with the fibers and wires. Another option would be to functionally and structurally integrate metal wires and FRP, similar to the composite in [
46], or FRP with lightning protection in aerospace applications [
47].
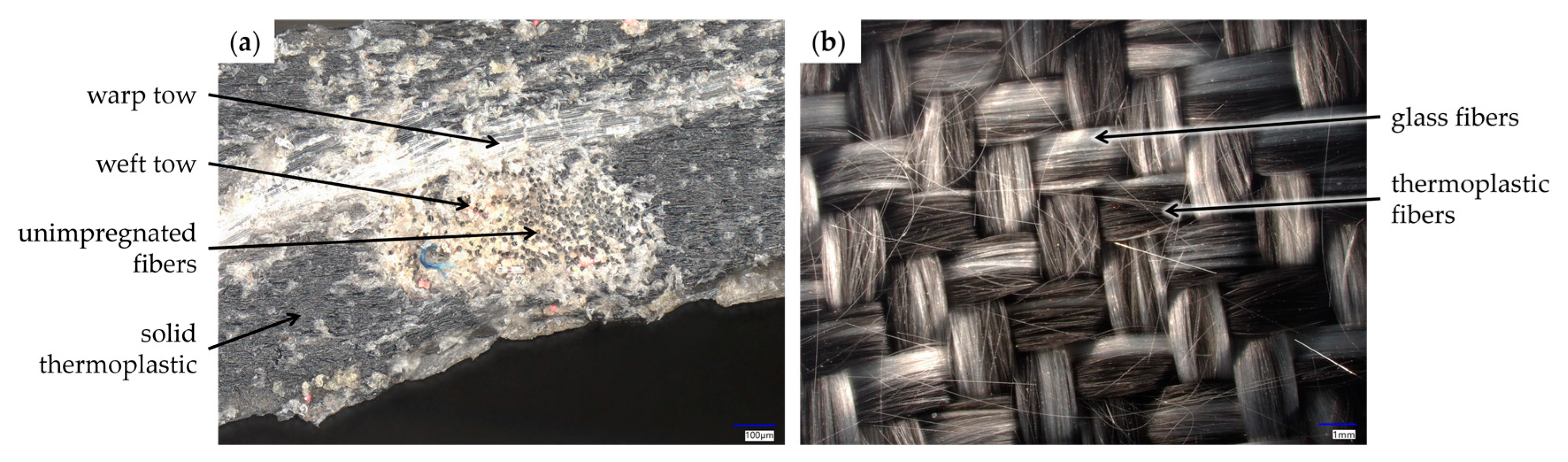
Commingled thermoplastic-forming benefits from good drapability of the woven fibers, while local impregnation and consolidation proved challenging. On the one hand, heating for impregnation must be more localized than achievable with the setup used, while on the other hand, the pressed area might be too small, and pressing duration too short, to achieve a sufficient degree of impregnation and consolidation in a reasonable process time. Although not the focus of this work, initial investigations of internal component quality were conducted, cutting a pressed area and examining the cross section under a video microscope (Keyence, Osaka, Japan). As shown in
Figure 22a, individual glass fiber tows are still visible, whose inner fibers are not impregnated with thermoplastic. However, as a microscope image of the untreated surface of the commingled yarn fabric in
Figure 22b shows, the degree of intermingling of individual fibers is already quite low in the initial state, with rather individual glass fiber and thermoplastic yarns alongside each other. Still, further investigations on different heating and tooling options and materials, as well as process windows for local impregnation and consolidation, are necessary to determine whether further global impregnation and consolidation might be required as a post-processing step.
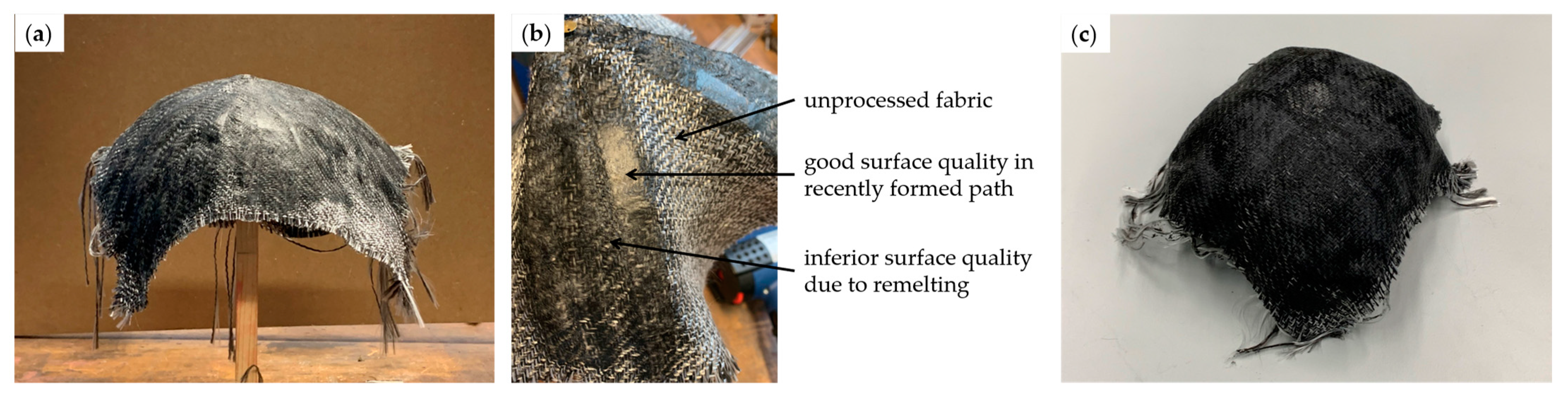
Finally, consolidated thermoplastic organo sheets provide high stability in clamped and cold areas, and are advantageous regarding final part quality when carefully formed and not de-consolidated. To avoid multiple repeated heating, as conducted in the experiments, which can have negative effects on material properties, direct application of the shielding aluminum tape by the forming tool rollers would be beneficial. Additionally, infrared heating needs to be improved to allow uniform local heating not only of a flat sheet, but also of areas which already have been deformed. It then has to be investigated if drapability of the heated areas is sufficient for a successful application of the path-forming strategy, which was not yet the case in the conducted trials.
All in all, commingled thermoplastic forming, as well as metal wire mesh-supported forming, proved to be the overall most feasible options of dieless FRP production, best uniting stability of formed areas and drapability of to-be-deformed areas. A combination of both approaches seams feasible as well, as local impregnation and solidification of commingled fabric during wire mesh-supported forming would again increase the stability of formed areas. Similarly, the wire mesh would allow global impregnation, consolidation and solidification, for example, in a vacuum setup, after forming. As presented in [
41], metal mesh support can be used for organo sheet-forming as well, with possibilities to realize electrical resistance heating through the wires.
Building upon this fundamental study, further research is necessary on the deformation behavior of the different material combinations, including the development of simulation capabilities, in order to automatically generate appropriate forming paths and the determination of forming limits. These are influenced, not only by the tool geometries, limiting the minimum radius of part features, but also by the plastic deformation limit of eventual support material and the shearability of the woven fibers using the developed draping strategy. However, geometric forming limits introduced by the mold itself, such as problems with undercuts or undesired adhesion of fabric to the mold, could be eliminated in a dieless process. Regarding the technical implementation, further studies on forming tools and heating options can be conducted. Last, but not least, systematic and quantitative investigations on achievable part qualities are necessary. These include microscopic investigations, as touched upon above, to determine internal part qualities, such as the degree of impregnation, porosity, crystallinity and fiber volume content, as well as studies on mechanical properties and shape accuracies. To enable these assessments, technical implementations of the processes with automated handling devices, providing repeatable quality, need to be realized.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}