
Melt Pool Monitoring and X-ray Computed Tomography-Informed Characterisation of Laser Powder Bed Additively Manufactured Silver–Diamond Composites



Abstract
:1. Introduction
2. Material and Methods
2.1. Laser Powder Bed Fusion (L-PBF)
2.2. Melt Pool Monitoring
2.3. Density and Pore Defect Analysis
X-ray Computed Tomography (xCT)
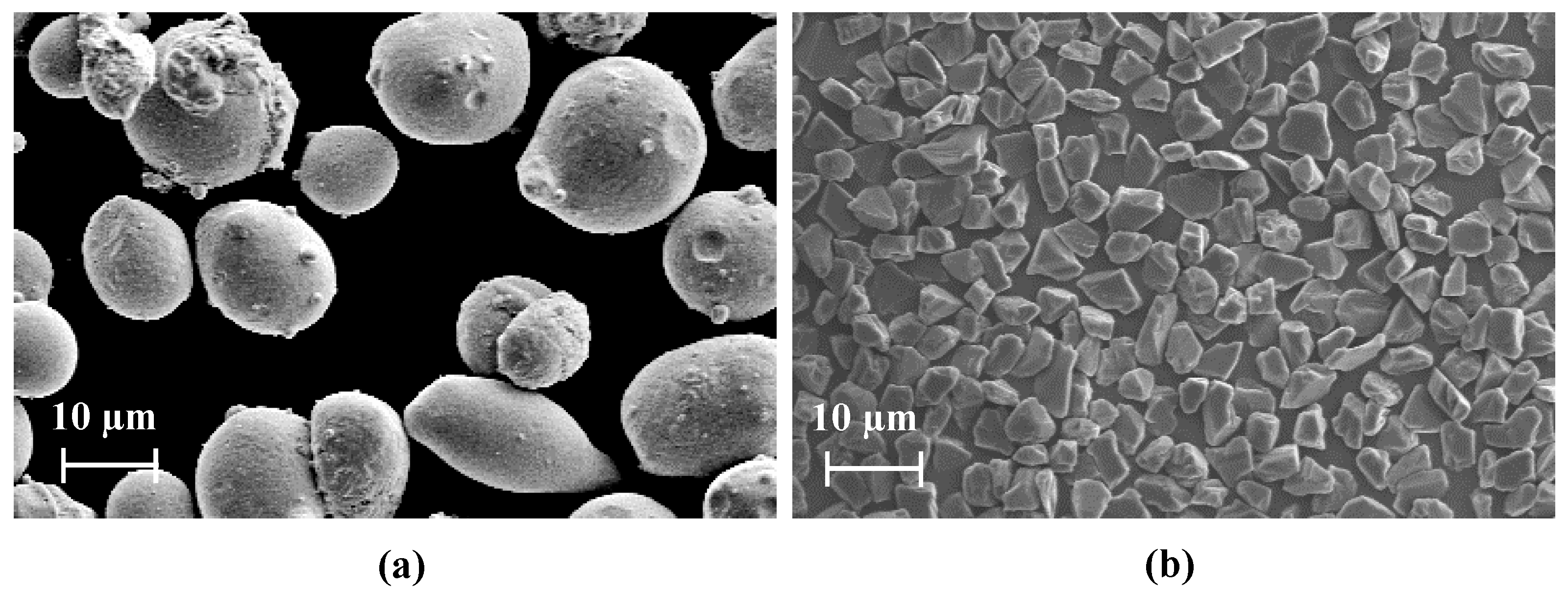
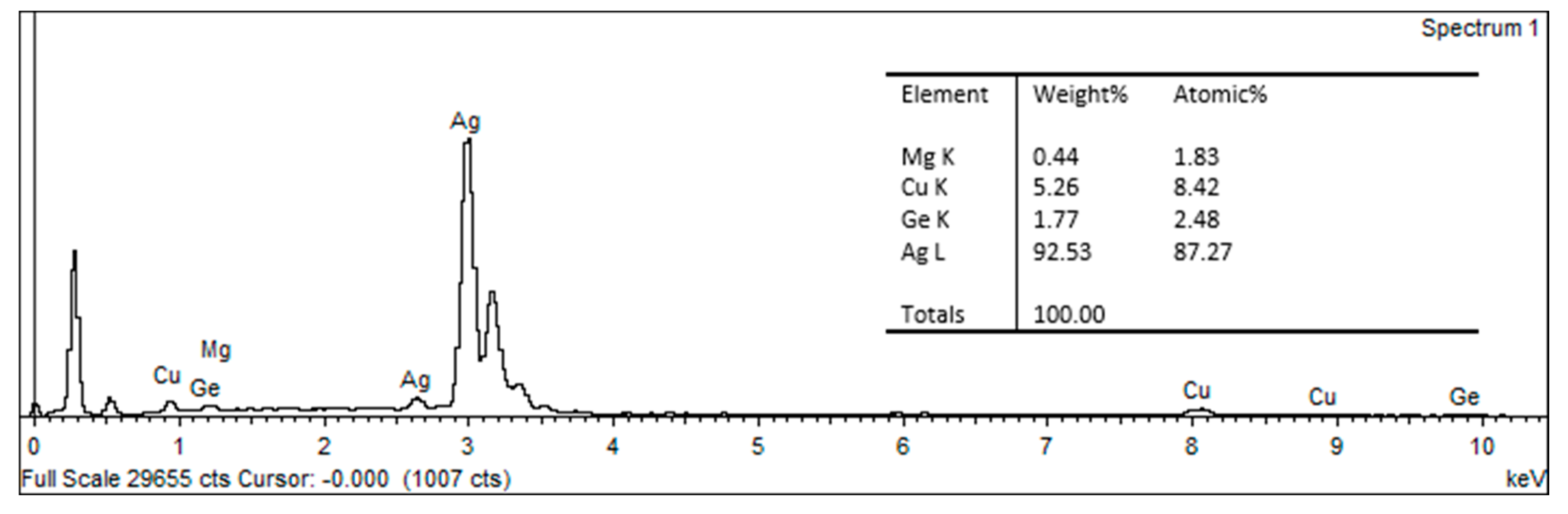
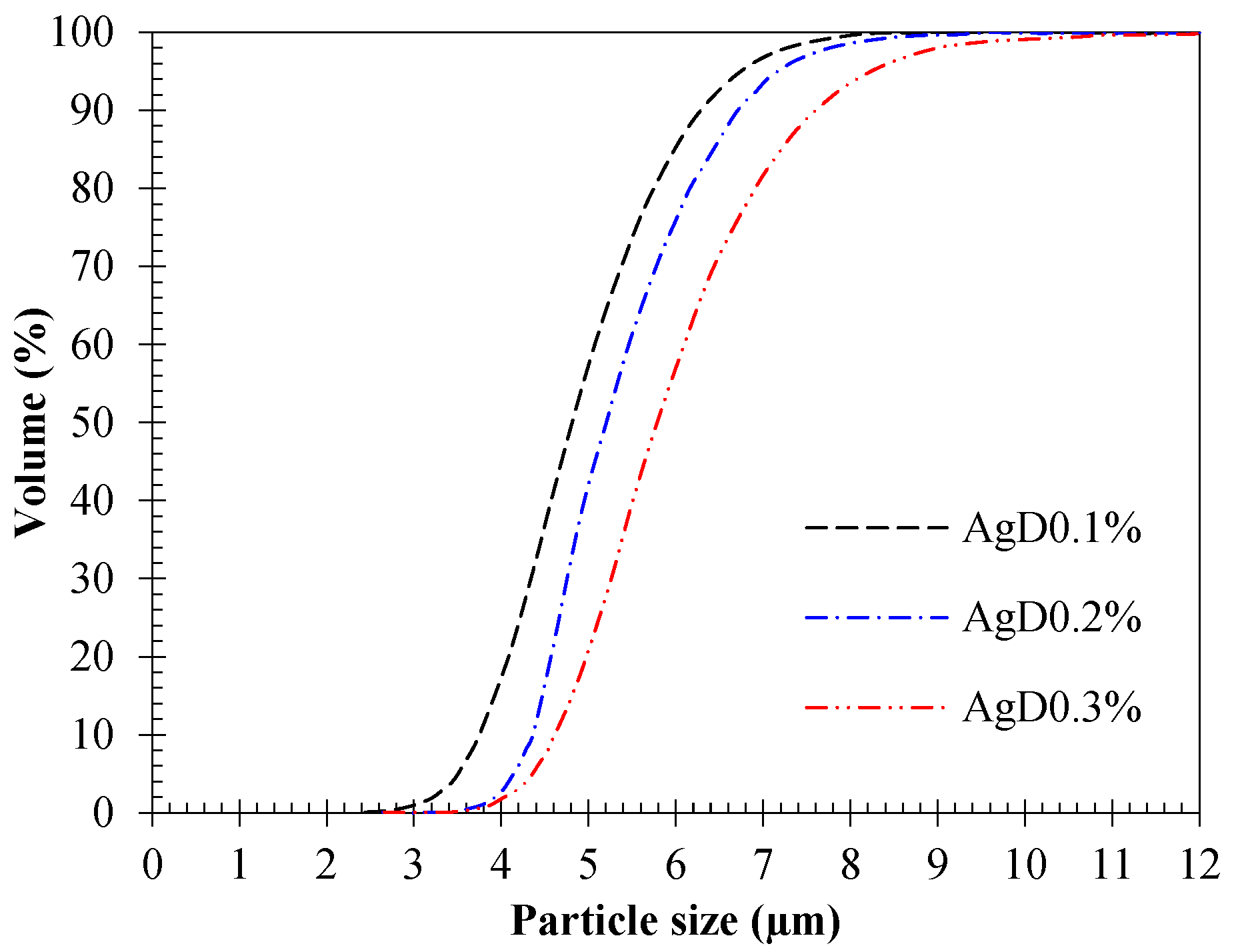
2.4. Powder Characterisation
3. Results and Discussion
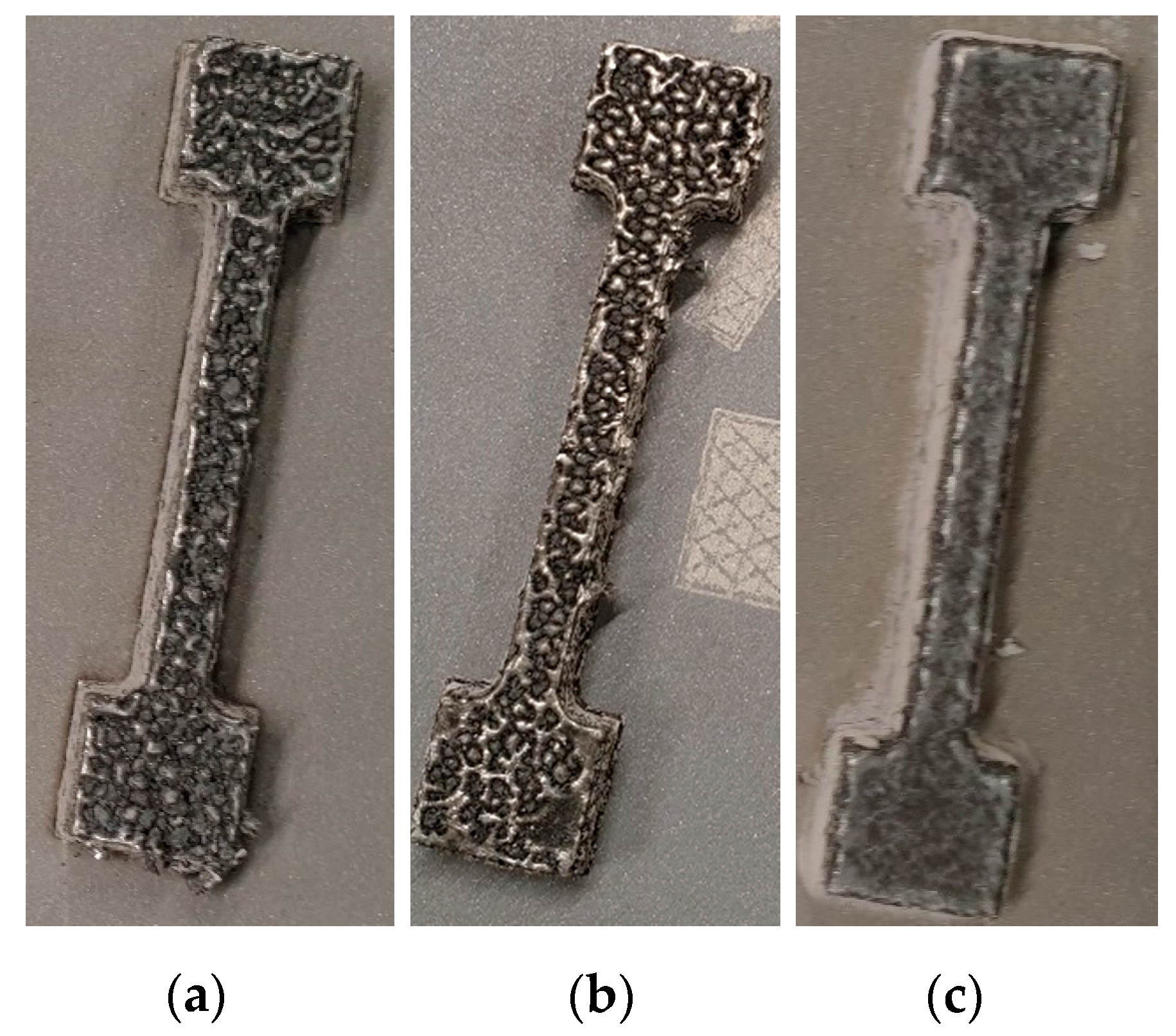
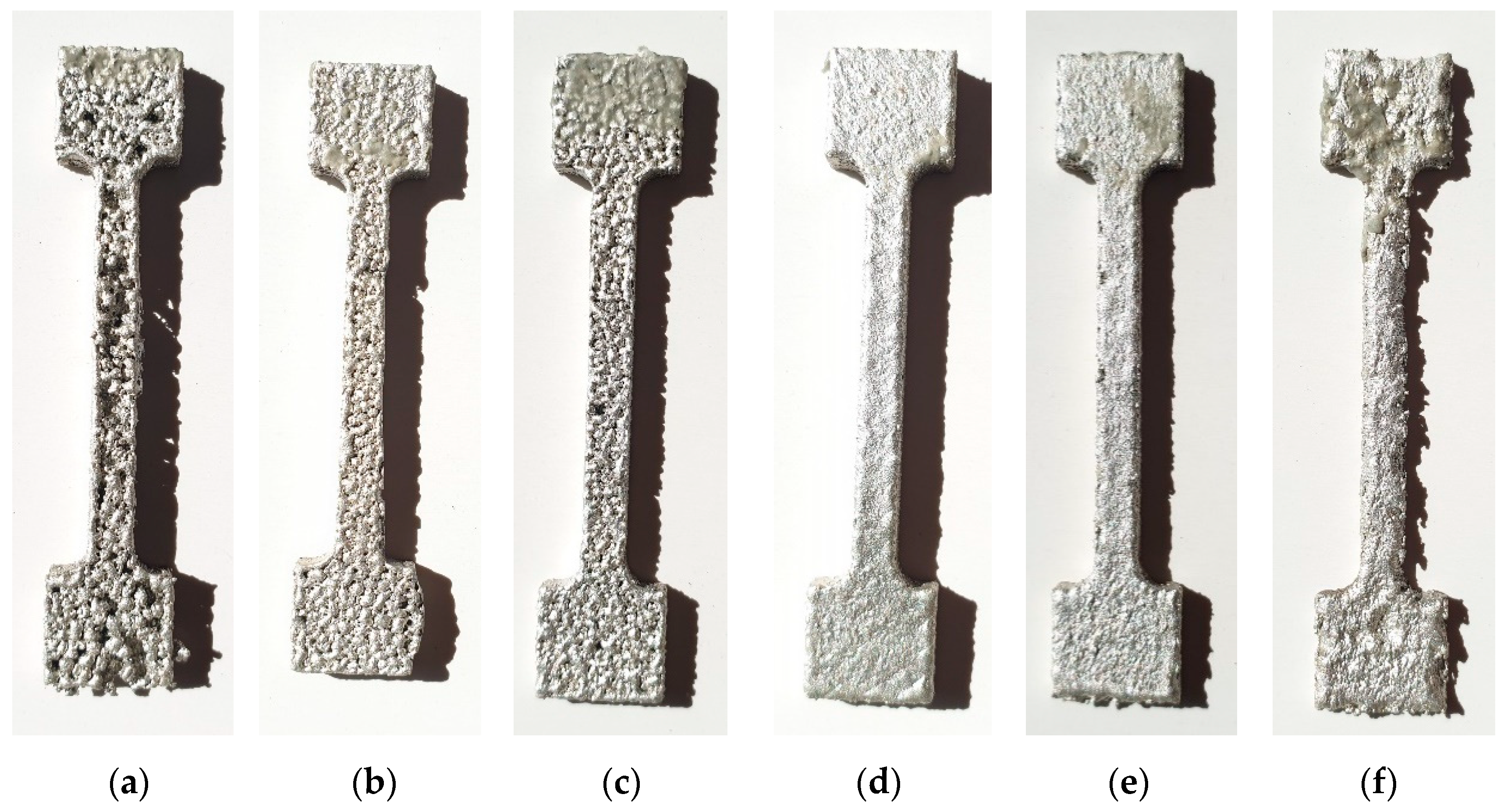
3.1. L-PBF Sample Fabrication
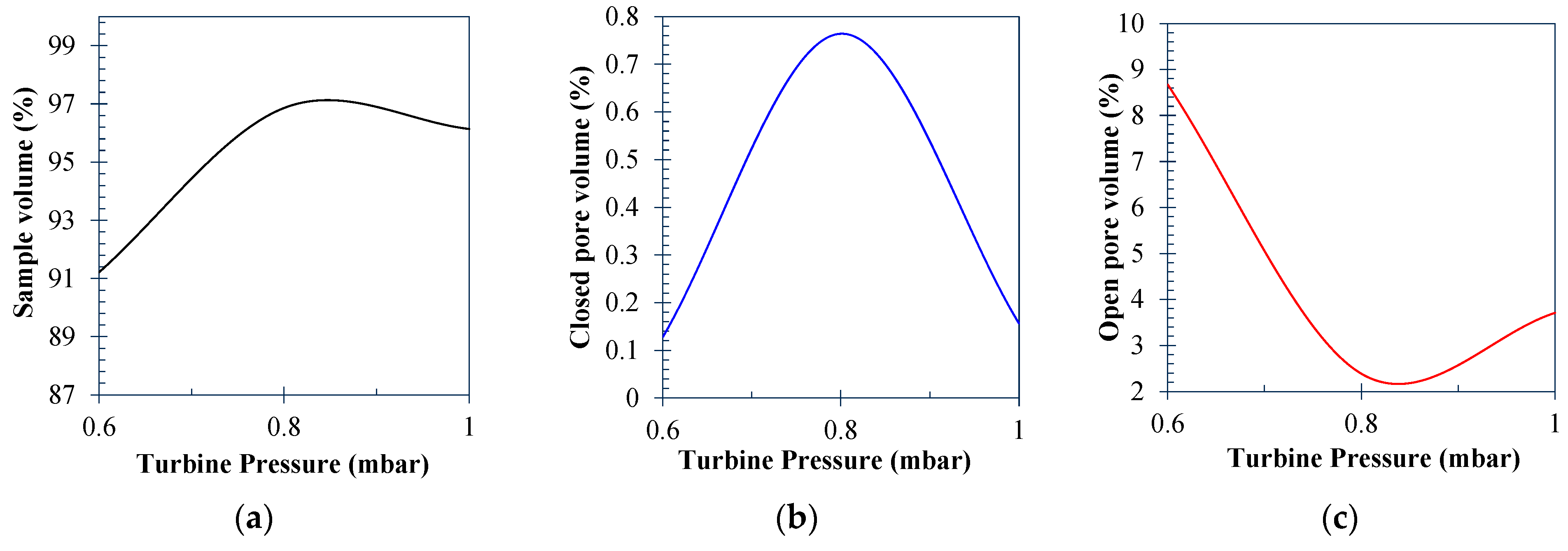
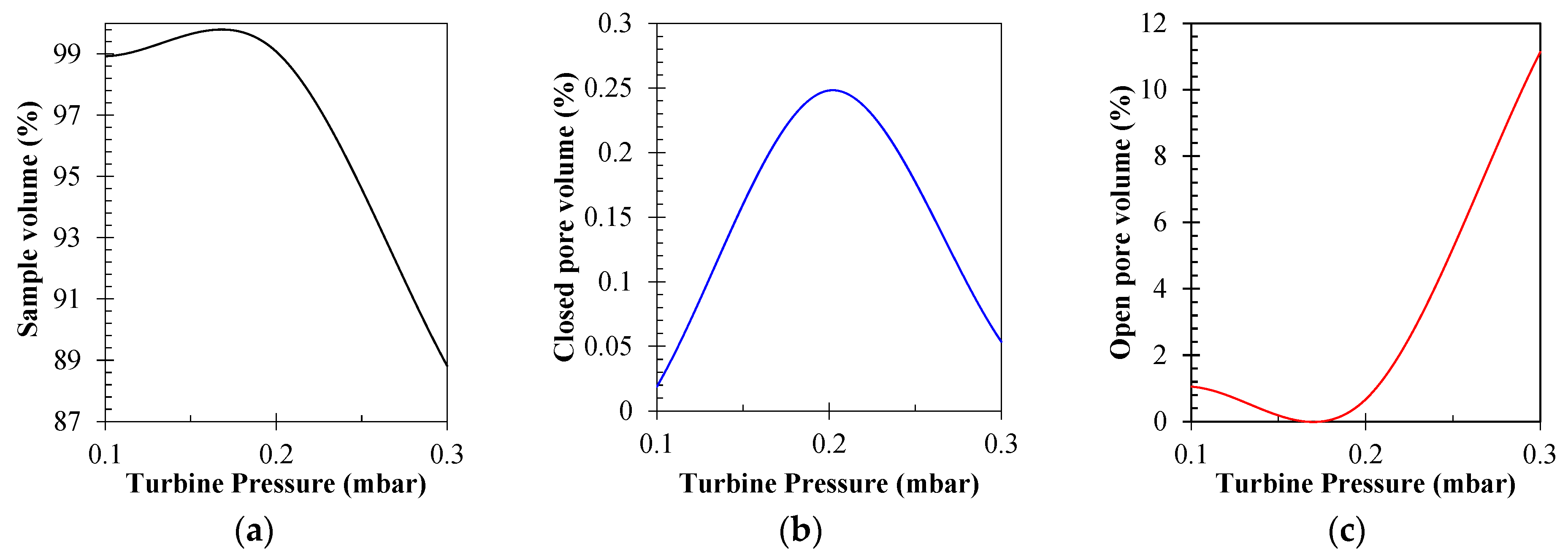
3.1.1. L-PBF Turbine Pressure Optimisation
3.1.2. L-PBF Scan Speed Optimisation
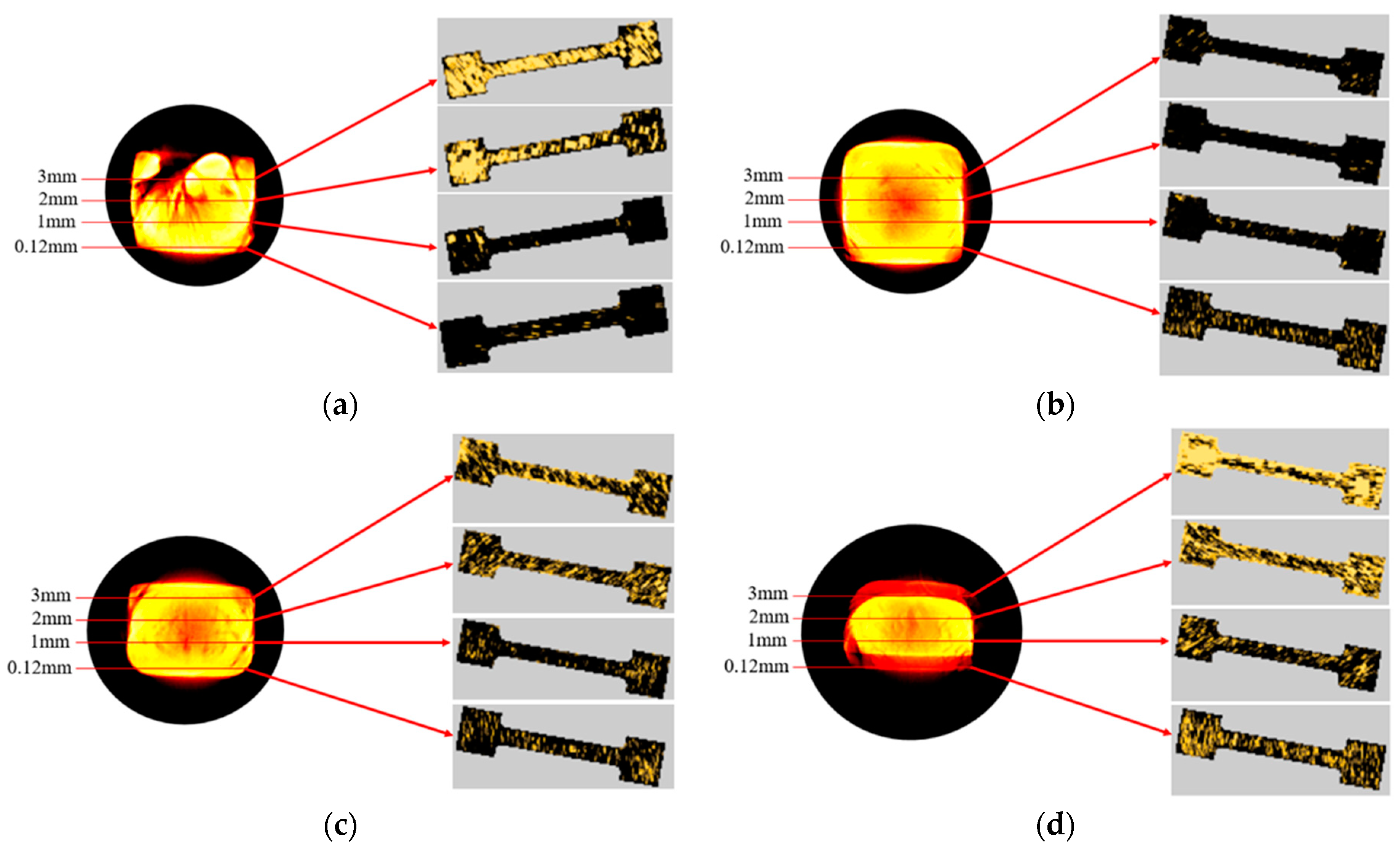
3.2. In-Process Melt Pool Monitoring
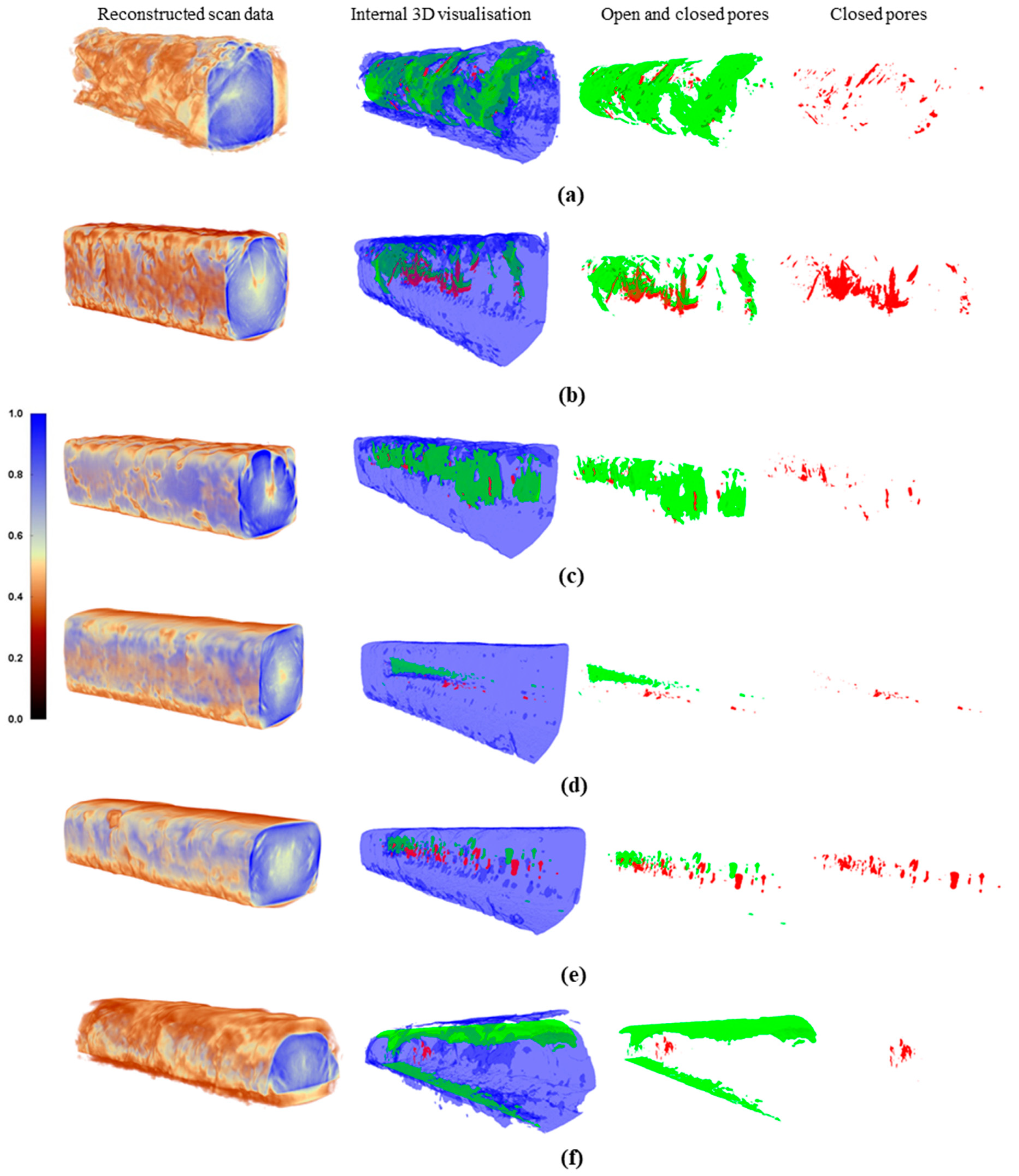
3.3. X-ray Computed Tomography and 3D Visualisation
3.4. xCT Porosity Defect Analysis
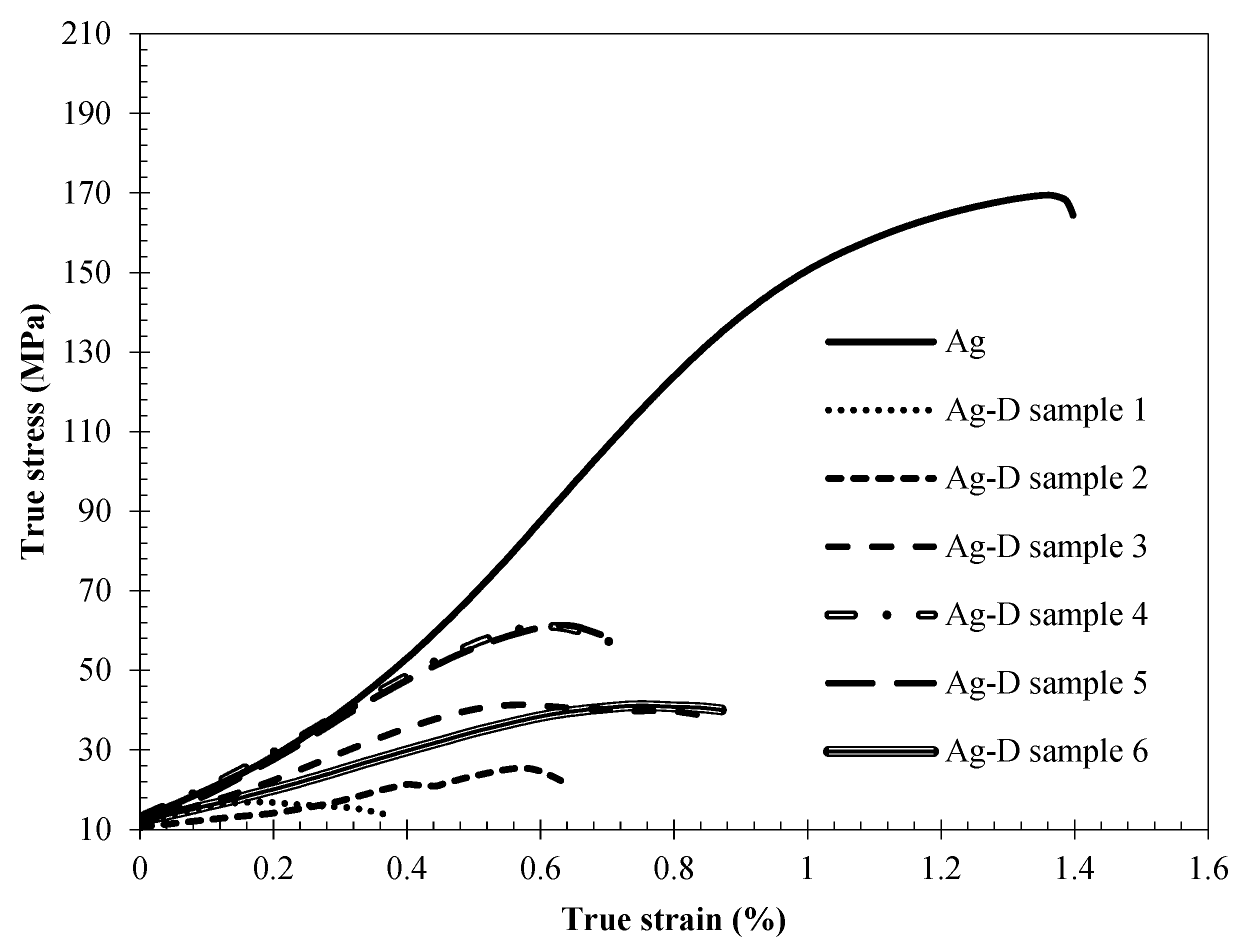
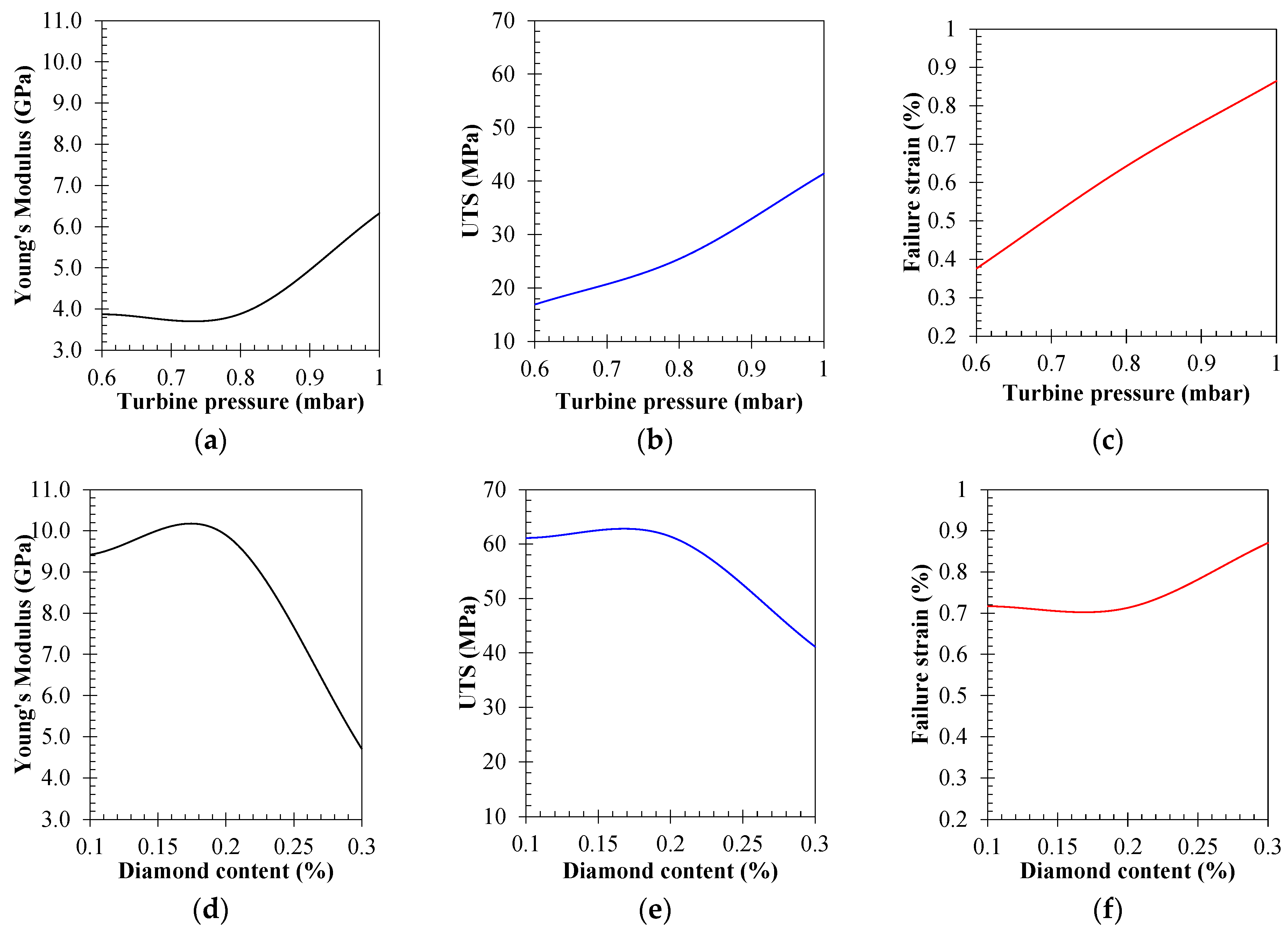
3.5. Mechanical Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bradley, D. Every silver-lined solar cell. Mater. Today 2009, 12, 10. [Google Scholar] [CrossRef]
- Bradley, D. Silver nanowires, at a stretch. Mater. Today 2012, 15, 361. [Google Scholar] [CrossRef]
- Maharubin, S.; Hu, Y.; Sooriyaarachchi, D.; Cong, W.; Tan, G.Z. Laser engineered net shaping of antimicrobial and biocompatible titanium-silver alloys. Mater. Sci. Eng. C 2019, 105, 110059. [Google Scholar] [CrossRef] [PubMed]
- van Hengel, I.A.; Riool, M.; Fratila-Apachitei, L.E.; Witte-Bouma, J.; Farrell, E.; Zadpoor, A.A.; Zaat, S.A.; Apachitei, I. Selective laser melting porous metallic implants with immobilized silver nanoparticles kill and prevent biofilm formation by methicillin-resistant Staphylococcus aureus. Biomaterials 2017, 140, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Bonilla-Gameros, L.; Chevallier, P.; Sarkissian, A.; Mantovani, D. Silver-based antibacterial strategies for healthcare-associated infections: Processes, challenges, and regulations. An integrated review. Nanomed. Nanotechnol. Biol. Med. 2020, 24, 102142. [Google Scholar] [CrossRef] [PubMed]
- Gohar, G.A.; Manzoor, T.; Shah, A.N. Investigation of thermal and mechanical properties of Cu-Al alloys with silver addition prepared by powder metallurgy. J. Alloys Compd. 2018, 735, 802–812. [Google Scholar] [CrossRef]
- Yang, K.-H.; Narayan, R.J. Biocompatibility and functionalization of diamond for neural applications. Curr. Opin. Biomed. Eng. 2019, 10, 60–68. [Google Scholar] [CrossRef]
- Mashali, F.; Languri, E.M.; Davidson, J.; Kerns, D.; Johnson, W.; Nawaz, K.; Cunningham, G. Thermo-physical properties of diamond nanofluids: A review. Int. J. Heat Mass Transf. 2019, 129, 1123–1135. [Google Scholar] [CrossRef]
- Tyagi, A.; Walia, R.; Murtaza, Q.; Pandey, S.M.; Tyagi, P.K.; Bajaj, B. A critical review of diamond like carbon coating for wear resistance applications. Int. J. Refract. Met. Hard Mater. 2018, 78, 107–122. [Google Scholar] [CrossRef]
- Stoupin, S. Novel diamond X-ray crystal optics for synchrotrons and X-ray free-electron lasers. Diam. Relat. Mater. 2014, 49, 39–47. [Google Scholar] [CrossRef]
- Element, C.; Technologies, S. Diamond Handbook Element6. Available online: https://e6cvd.com/media/wysiwyg/pdf/Element_Six_CVD_Diamond_handbook_2022.pdf (accessed on 2 September 2023).
- Taylor, S.L. An Investigation of the Mechanical and Physical Properties of Copper-Silver Alloys and the Use of These Alloys in Pre-Columbian America. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2013. [Google Scholar]
- Xie, Z.; Guo, H.; Zhang, X.; Huang, S. Enhancing thermal conductivity of Diamond/Cu composites by regulating distribution of bimodal diamond particles. Diam. Relat. Mater. 2019, 100, 107564. [Google Scholar] [CrossRef]
- Constantin, L.; Kraiem, N.; Wu, Z.; Cui, B.; Battaglia, J.-L.; Garnier, C.; Silvain, J.-F.; Lu, Y.F. Manufacturing of complex diamond-based composite structures via laser powder-bed fusion. Addit. Manuf. 2021, 40, 101927. [Google Scholar] [CrossRef]
- Constantin, L.; Fan, L.; Pontoreau, M.; Wang, F.; Cui, B.; Battaglia, J.-L.; Silvain, J.-F.; Lu, Y.F. Additive manufacturing of copper/diamond composites for thermal management applications. Manuf. Lett. 2020, 24, 61–66. [Google Scholar] [CrossRef]
- Jhong, Y.-S.; Tseng, H.-T.; Lin, S.-J. Diamond/Ag-Ti composites with high thermal conductivity and excellent thermal cycling performance fabricated by pressureless sintering. J. Alloys Compd. 2019, 801, 589–595. [Google Scholar] [CrossRef]
- Xu, T.; Wu, L.; Yu, Y.; Li, W.; Zhi, J. Synthesis and characterization of diamond–silver composite with anti-bacterial property. Mater. Lett. 2014, 114, 92–95. [Google Scholar] [CrossRef]
- Hutsch, T.; Schubert, T.; Weißgärber, T.; Kieback, B. Silver/diamond composite material—Powder metallurgical route and thermo-physical properties. Key Eng. Mater. 2017, 742, 151–157. [Google Scholar] [CrossRef]
- Nakagawa, H.; Miseki, Y.; Akoshima, M. Gas adsorption, thermal and structural properties of sinters made of fine silver powder for ultra-low-temperature heat exchangers. Cryogenics 2019, 102, 1–8. [Google Scholar] [CrossRef]
- Faqir, M.; Batten, T.; Mrotzek, T.; Knippscheer, S.; Massiot, M.; Buchta, M.; Blanck, H.; Rochette, S.; Vendier, O.; Kuball, M. Improved thermal management for GaN power electronics: Silver diamond composite packages. Microelectron. Reliab. 2012, 52, 3022–3025. [Google Scholar] [CrossRef]
- Lan, W.-C.; Ou, S.-F.; Lin, M.-H.; Ou, K.-L.; Tsai, M.-Y. Development of silver-containing diamond-like carbon for biomedical applications. Part I: Microstructure characteristics, mechanical properties and antibacterial mechanisms. Ceram. Int. 2013, 39, 4099–4104. [Google Scholar] [CrossRef]
- Lee, M.-T.; Chung, C.-Y.; Yen, S.-C.; Lu, C.-L.; Lin, S.-J. High thermal conductive diamond/Ag–Ti composites fabricated by low-cost cold pressing and vacuum liquid sintering techniques. Diam. Relat. Mater. 2014, 44, 95–99. [Google Scholar] [CrossRef]
- Lee, M.-T.; Fu, M.-H.; Wu, J.-L.; Chung, C.-Y.; Lin, S.-J. Thermal properties of diamond/Ag composites fabricated by eletroless silver plating. Diam. Relat. Mater. 2011, 20, 130–133. [Google Scholar] [CrossRef]
- Gan, J.; Gao, H.; Wen, S.; Zhou, Y.; Tan, S.; Duan, L. Simulation, forming process and mechanical property of Cu-Sn-Ti/diamond composites fabricated by selective laser melting. Int. J. Refract. Met. Hard Mater. 2019, 87, 105144. [Google Scholar] [CrossRef]
- Ma, Y.; Ji, G.; Li, X.P.; Chen, C.Y.; Tan, Z.Q.; Addad, A.; Li, Z.Q.; Sercombe, T.B.; Kruth, J.P. On the study of tailorable interface structure in a diamond/Al12Si composite processed by selective laser melting. Materialia 2019, 5, 100242. [Google Scholar] [CrossRef]
- Munsch, M.; Schmidt-Lehr, M.; Wycisk, E. Additive Manufacturing New Metal Technologies. AM Power Insights 2020, 6. Available online: https://ampower.eu/insights/new-metal-technologies/ (accessed on 2 September 2023).
- Robinson, J.; Stanford, M.; Arjunan, A. Correlation between selective laser melting parameters, pore defects and tensile properties of 99.9% silver. Mater. Today Commun. 2020, 25, 101550. [Google Scholar] [CrossRef]
- Fieres, J.; Schumann, P.; Reinhart, C. Predicting failure in additively manufactured parts using X-ray computed tomography and simulation. Procedia Eng. 2018, 213, 69–78. [Google Scholar] [CrossRef]
- Ortega, N.; Martínez, S.; Cerrillo, I.; Lamikiz, A.; Ukar, E. Computed tomography approach to quality control of the Inconel 718 components obtained by additive manufacturing (SLM). Procedia Manuf. 2017, 13, 116–123. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Robinson, J.; Stanford, M.; Arjunan, A. Stable formation of powder bed laser fused 99.9% silver. Mater. Today Commun. 2020, 24, 101195. [Google Scholar] [CrossRef]
- Robinson, J.; Arjunan, A.; Stanford, M.; Lyall, I.; Williams, C. Effect of silver addition in copper-silver alloys fabricated by laser powder bed fusion in situ alloying. J. Alloys Compd. 2021, 857, 157561. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Sun, D.; Gu, D.; Lin, K.; Ma, J.; Chen, W.; Huang, J.; Sun, X.; Chu, M. Selective laser melting of titanium parts: Influence of laser process parameters on macro- and microstructures and tensile property. Powder Technol. 2019, 342, 371–379. [Google Scholar] [CrossRef]
- Su, X.; Yang, Y. Research on track overlapping during Selective Laser Melting of powders. J. Mater. Process. Technol. 2012, 212, 2074–2079. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Olakanmi, E.O.T.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Prog. Addit. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef]
- Cheng, B.; Lydon, J.; Cooper, K.; Cole, V.; Northrop, P.; Chou, K. Melt pool sensing and size analysis in laser powder-bed metal additive manufacturing. J. Manuf. Process. 2018, 32, 744–753. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Ali, U.; Keshavarzkermani, A.; Mahmoodkhani, Y.; Marzbanrad, E.; Toyserkani, E. On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2019, 37, 11–20. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, S.; Shin, Y.C. In-Process monitoring of porosity during laser additive manufacturing process. Addit. Manuf. 2019, 28, 497–505. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scan Speed (mm/s) | Hatch Distance (mm) | Layer Thickness (µm) | Turbine (mbar) |
|---|---|---|---|---|
| 370 | 400 | 0.14 | 30 | 0.60 |
| Sample | Diamond Content (wt.%) | Scan Speed (mm/s) | Turbine (mbar) |
|---|---|---|---|
| 1 | 0.1 | 400 | 0.60 |
| 2 | 0.1 | 400 | 0.80 |
| 3 | 0.1 | 400 | 1.0 |
| 4 | 0.1 | 200 | 1.0 |
| 5 | 0.2 | 200 | 1.0 |
| 6 | 0.3 | 200 | 1.0 |
| Sample Name | D10 (µm) | D50 (µm) | D90 (µm) |
|---|---|---|---|
| Ag-D0.1% | 3.7 | 4.8 | 5.2 |
| Ag-D0.2% | 4.3 | 5.1 | 6.7 |
| Ag-D0.3% | 4.6 | 5.9 | 7.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Robinson, J.; Arafat, A.; Vance, A.; Arjunan, A.; Baroutaji, A. Melt Pool Monitoring and X-ray Computed Tomography-Informed Characterisation of Laser Powder Bed Additively Manufactured Silver–Diamond Composites. Machines 2023, 11, 1037. https://doi.org/10.3390/machines11121037
Robinson J, Arafat A, Vance A, Arjunan A, Baroutaji A. Melt Pool Monitoring and X-ray Computed Tomography-Informed Characterisation of Laser Powder Bed Additively Manufactured Silver–Diamond Composites. Machines. 2023; 11(12):1037. https://doi.org/10.3390/machines11121037
Chicago/Turabian StyleRobinson, John, Abul Arafat, Aaron Vance, Arun Arjunan, and Ahmad Baroutaji. 2023. "Melt Pool Monitoring and X-ray Computed Tomography-Informed Characterisation of Laser Powder Bed Additively Manufactured Silver–Diamond Composites" Machines 11, no. 12: 1037. https://doi.org/10.3390/machines11121037