
A Parameter Optimization Method for Chatter Stability in Five-Axis Milling
Abstract
:1. Introduction
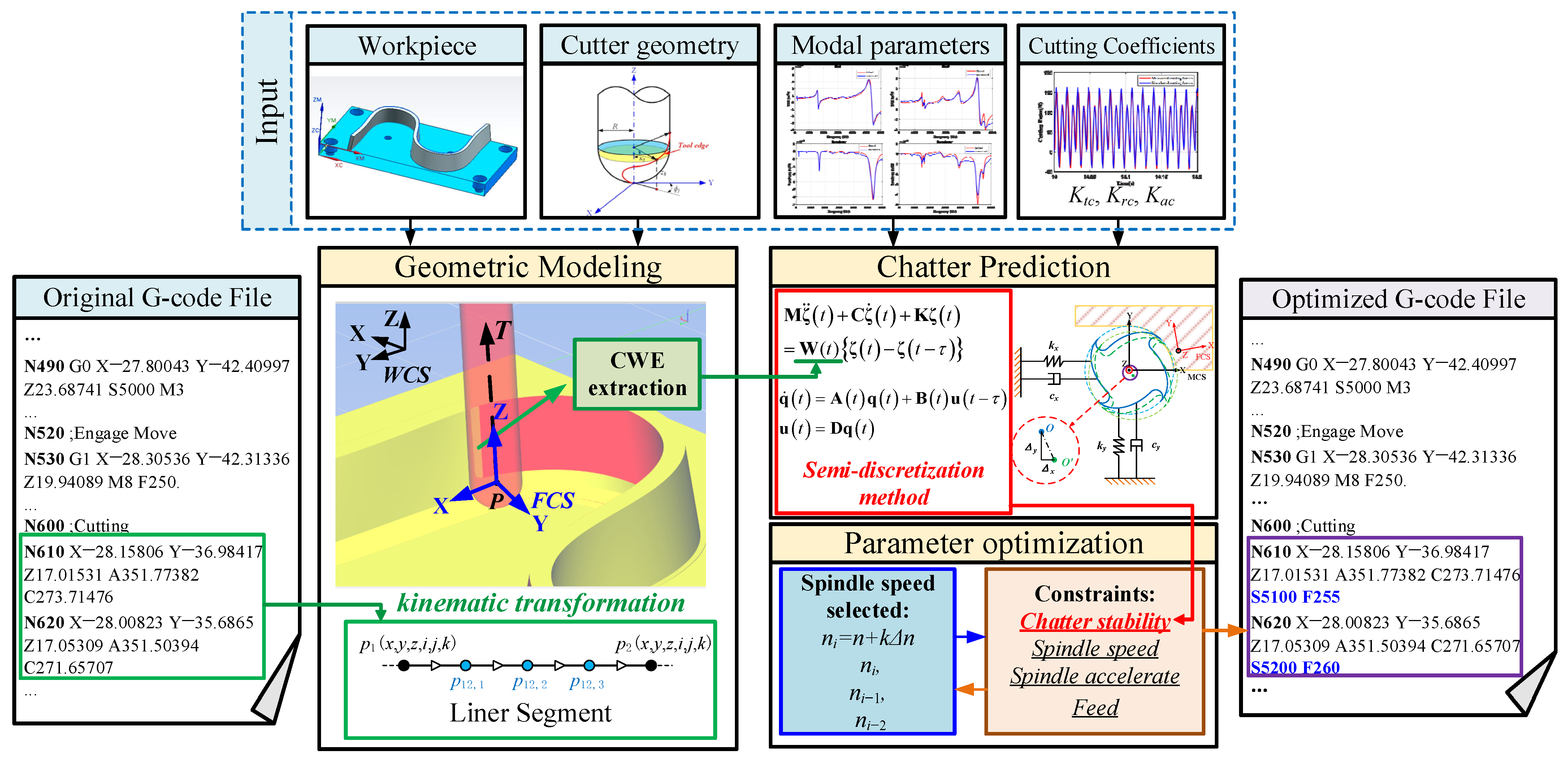
2. The Chatter-Free Parameter Optimization Approach in Five-Axis Milling
- Offline simulation ensures sufficient calculation time;
- Predicting optimization with constraints makes the machining process more operable and more reliable;
- This rolling optimization strategy takes the machining condition along the whole tool path into consideration.
3. Dynamic Milling Force and Kinematic Transformation
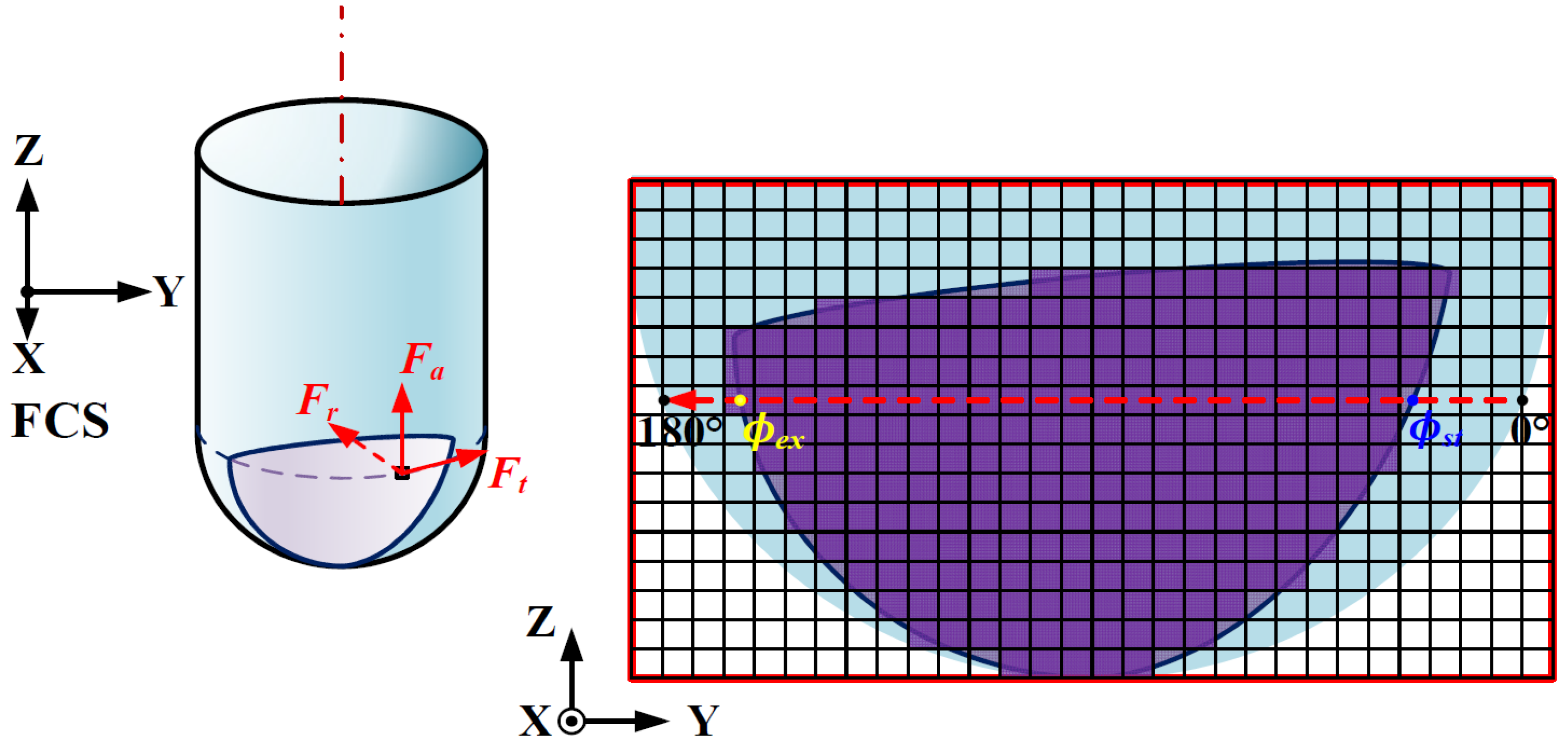
3.1. Dynamic Milling Force Model
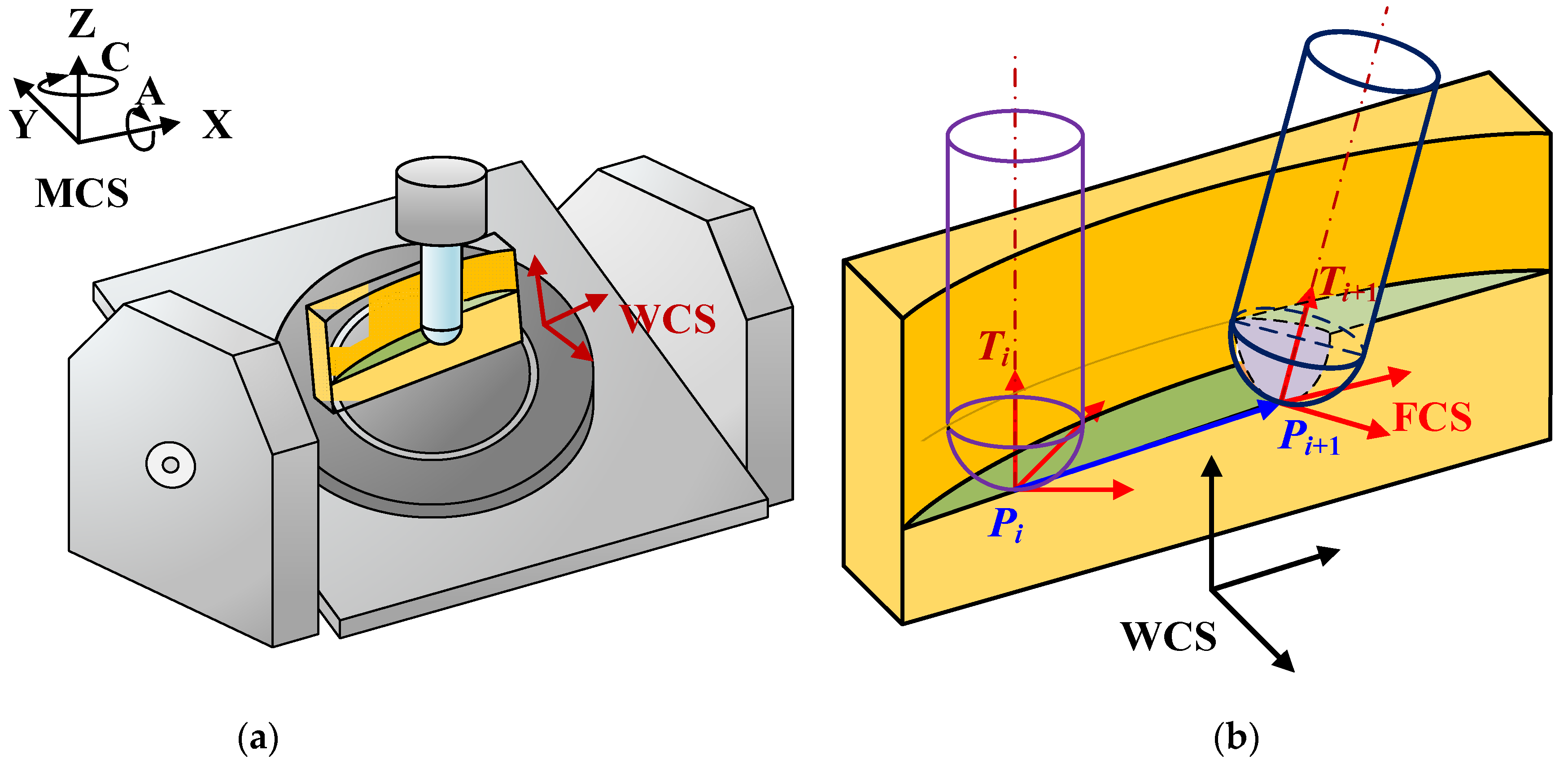
3.2. Transformations to the Machine Coordinate
4. Chatter Stability Prediction for Five-Axis Milling
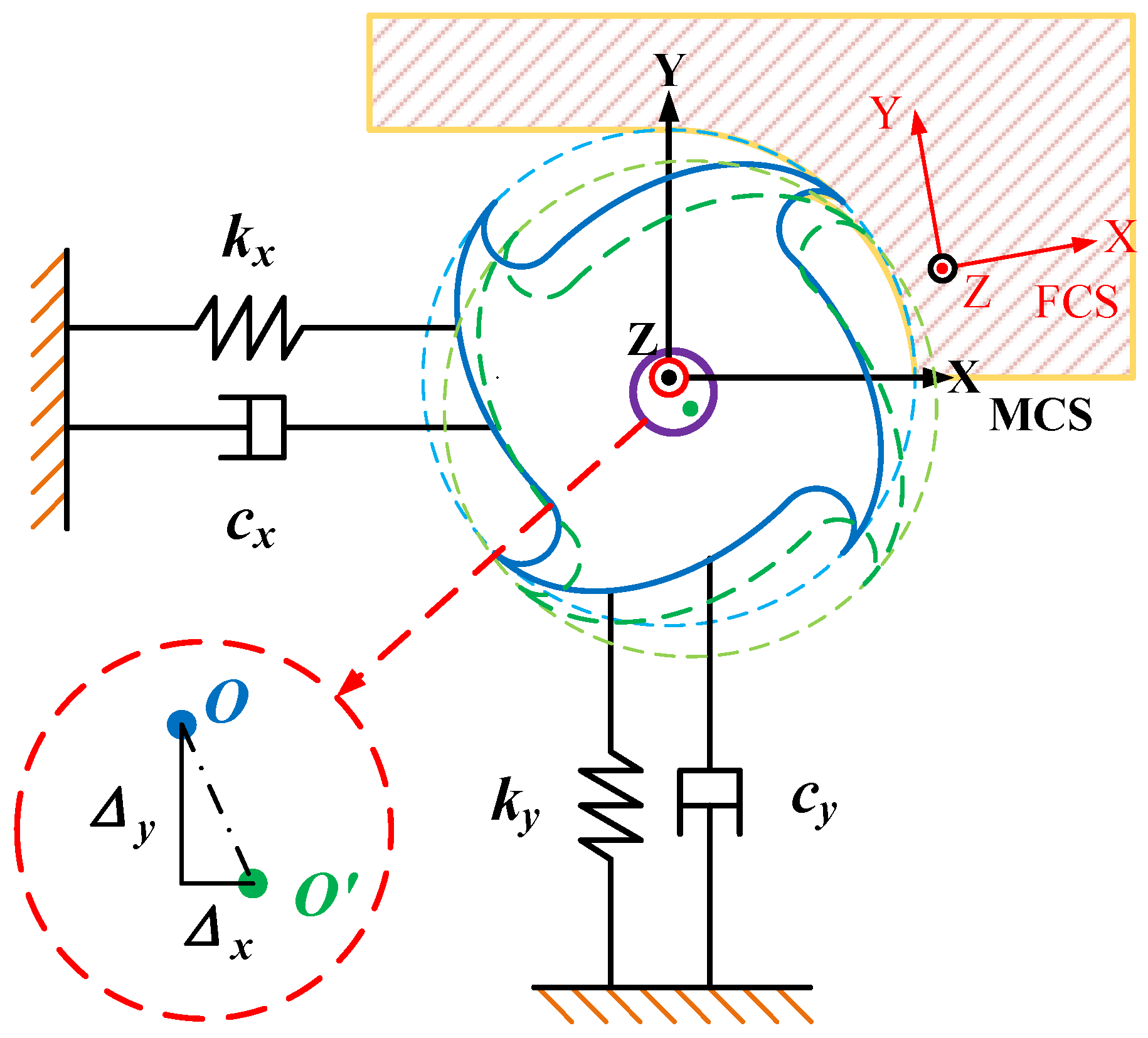
4.1. Chatter Stability Prediction Model
4.2. Multi-Frequency Analysis for Chatter Stability
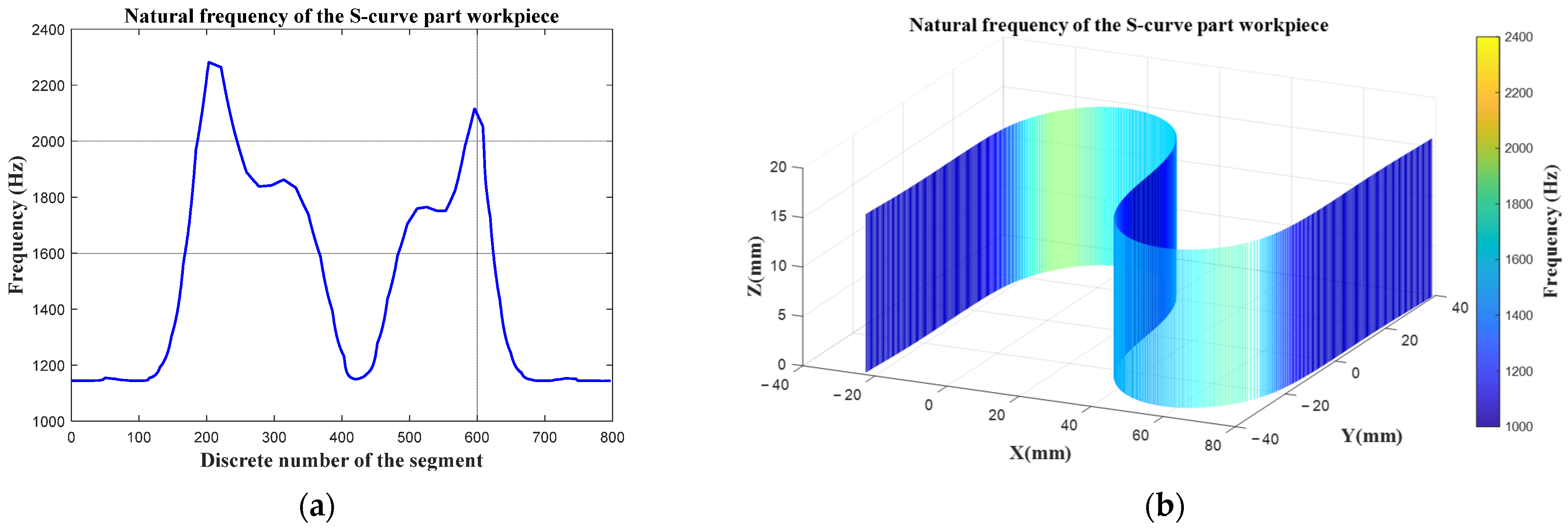
4.3. The Coupling Effect of the Workpiece Stiffness
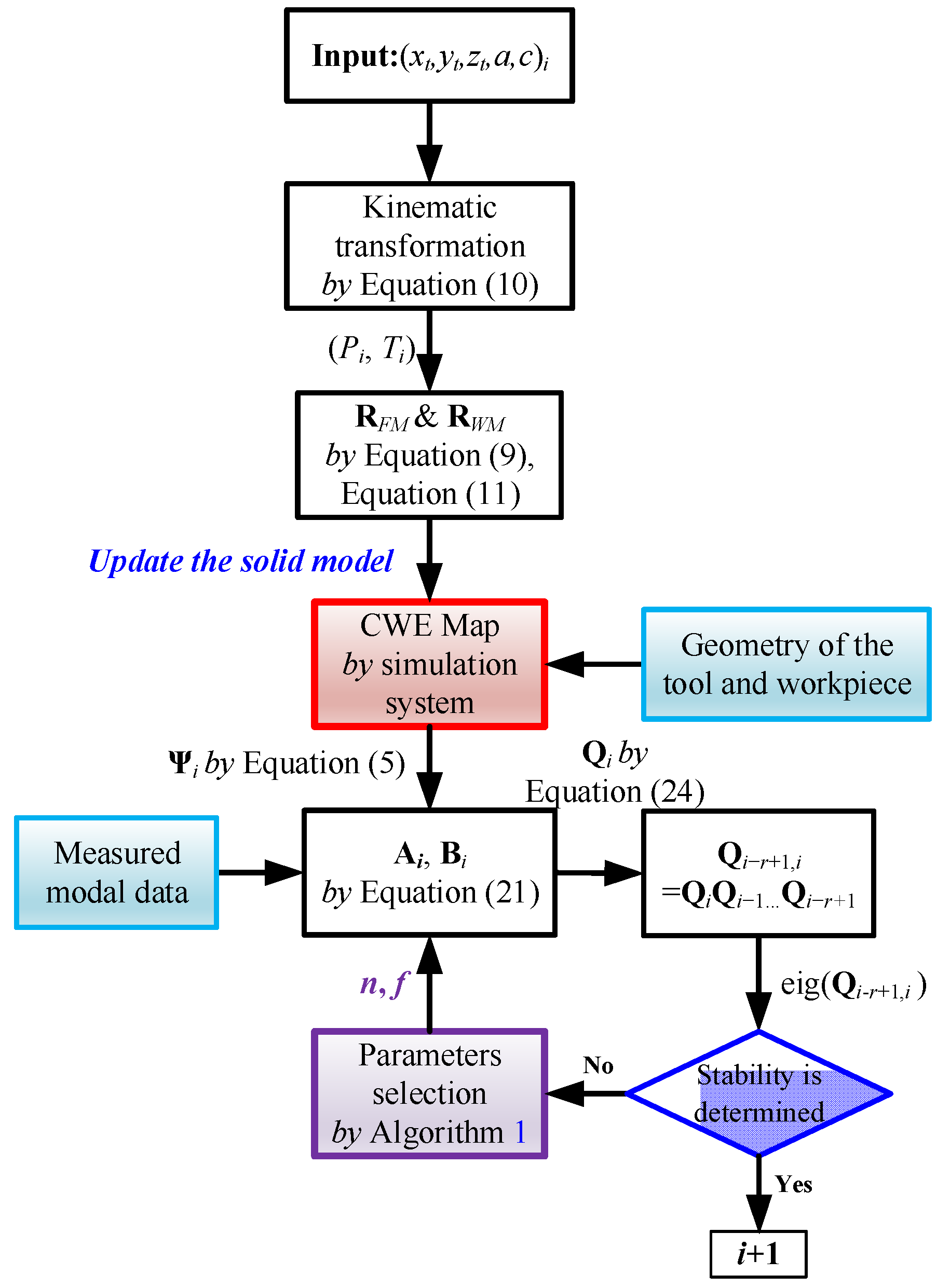
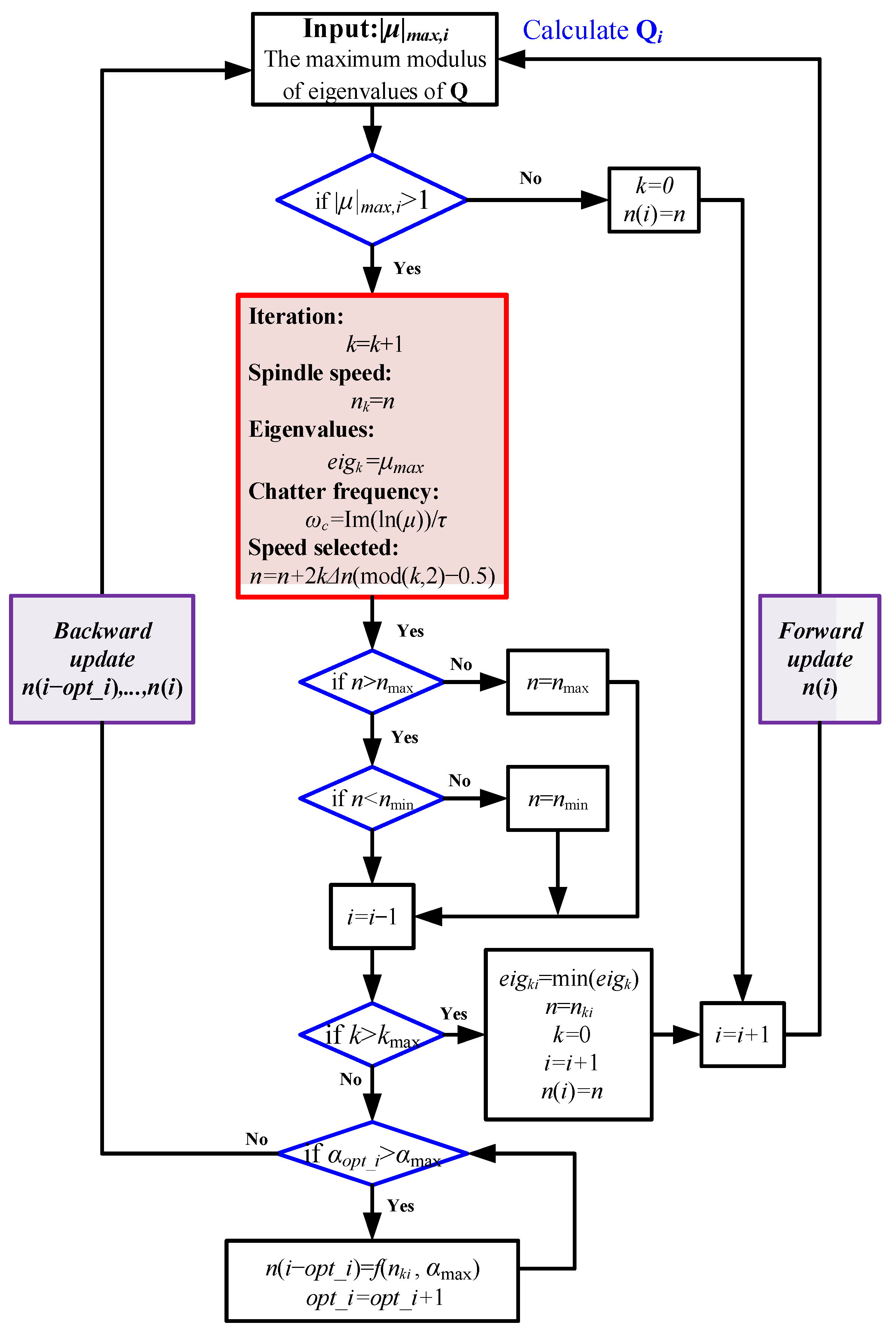
5. Parameter Optimization for Chatter Stability
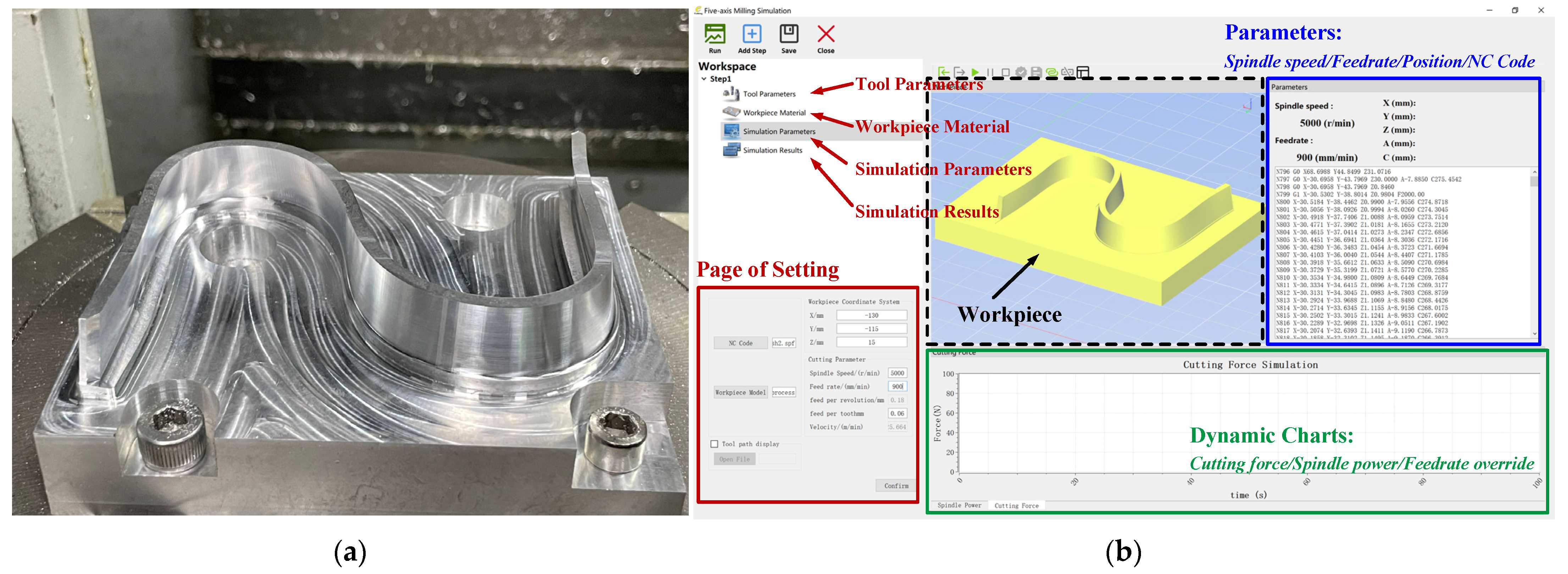
6. Simulation and Experimental Verification
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, L.; Liu, C. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal Process. 2020, 143, 106840. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Altintas, Y.; Weck, M. Chatter Stability of Metal Cutting and Grinding. CIRP Ann. 2004, 53, 619–642. [Google Scholar] [CrossRef]
- Kardes, N.; Altintas, Y. Mechanics and Dynamics of the Circular Milling Process. J. Manuf. Sci. Eng. 2006, 129, 21–31. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi Frequency Solution of Chatter Stability for Low Immersion Milling. J. Manuf. Sci. Eng. 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Ozturk, E.; Budak, E. Dynamics and Stability of Five-Axis Ball-End Milling. J. Manuf. Sci. Eng. 2010, 132, 021003. [Google Scholar] [CrossRef]
- Bayly, P.V.; Mann, B.P.; Schmitz, T.L.; Peters, D.A.; Stepan, G.; Insperger, T. Effects of Radial Immersion and Cutting Direction on Chatter Instability in End-Milling. In Proceedings of the ASME 2002 International Mechanical Engineering Congress and Exposition, New Orleans, LA, USA, 17–22 November 2002; pp. 351–363. [Google Scholar]
- Bayly, P.V.; Halley, J.E.; Mann, B.P.; Davies, M.A. Stability of Interrupted Cutting by Temporal Finite Element Analysis. J. Manuf. Sci. Eng. 2003, 125, 220–225. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G.; Bayly, P.V.; Mann, B.P. Multiple chatter frequencies in milling processes. J. Sound Vib. 2003, 262, 333–345. [Google Scholar] [CrossRef]
- Insperger, T.; Mann, B.P.; Stépán, G.; Bayly, P.V. Stability of up-milling and down-milling, part 1: Alternative analytical methods. Int. J. Mach. Tools Manuf. 2003, 43, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Seguy, S.; Insperger, T.; Arnaud, L.; Dessein, G.; Peigné, G. On the stability of high-speed milling with spindle speed variation. Int. J. Adv. Manuf. Technol. 2010, 48, 883–895. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, W. Chatter suppression analysis in milling process with variable spindle speed based on the reconstructed semi-discretization method. Int. J. Adv. Manuf. Technol. 2019, 105, 2021–2037. [Google Scholar] [CrossRef]
- Gao, J.; Altintas, Y. Chatter stability of synchronized elliptical vibration assisted milling. CIRP J. Manuf. Sci. Technol. 2020, 28, 76–86. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Zhang, X.; Xiong, C.; Ding, Y.; Ding, H. Prediction of chatter stability in high speed milling using the numerical differentiation method. Int. J. Adv. Manuf. Technol. 2017, 89, 2535–2544. [Google Scholar] [CrossRef]
- Pour, M.; Torabizadeh, M.A. Improved prediction of stability lobes in milling process using time series analysis. J. Intell. Manuf. 2016, 27, 665–677. [Google Scholar] [CrossRef]
- Comak, A.; Budak, E. Modeling dynamics and stability of variable pitch and helix milling tools for development of a design method to maximize chatter stability. Precis. Eng. 2017, 47, 459–468. [Google Scholar] [CrossRef]
- Ozkirimli, O.; Tunc, L.T.; Budak, E. Generalized model for dynamics and stability of multi-axis milling with complex tool geometries. J. Mater. Process. Technol. 2016, 238, 446–458. [Google Scholar] [CrossRef]
- Guo, M.; Wei, Z.; Wang, M.; Li, S.; Wang, J.; Liu, S. Modal parameter identification of general cutter based on milling stability theory. J. Intell. Manuf. 2021, 32, 221–235. [Google Scholar] [CrossRef]
- Li, W.; Wang, L.; Yu, G. Chatter prediction in flank milling of thin-walled parts considering force-induced deformation. Mech. Syst. Signal Process. 2022, 165, 108314. [Google Scholar] [CrossRef]
- Sun, Y.; Jiang, S. Predictive modeling of chatter stability considering force-induced deformation effect in milling thin-walled parts. Int. J. Mach. Tools Manuf. 2018, 135, 38–52. [Google Scholar] [CrossRef]
- Eto, J.; Hayasaka, T.; Shamoto, E. Proposal of novel chatter-free milling strategy utilizing extraordinarily numerous flute endmill and high-speed high-power machine tool. Precis. Eng. 2023, 80, 95–103. [Google Scholar] [CrossRef]
- Pelayo, G.U. Modelling of static and dynamic milling forces in inclined operations with circle-segment end mills. Precis. Eng. 2019, 56, 123–135. [Google Scholar] [CrossRef]
- Sun, C.; Altintas, Y. Chatter free tool orientations in 5-axis ball-end milling. Int. J. Mach. Tools Manuf. 2016, 106, 89–97. [Google Scholar] [CrossRef]
- Ma, J.; Zhang, D.; Liu, Y.; Wu, B.; Luo, M. Tool posture dependent chatter suppression in five-axis milling of thin-walled workpiece with ball-end cutter. Int. J. Adv. Manuf. Technol. 2017, 91, 287–299. [Google Scholar] [CrossRef]
- Lu, Y.; Ding, Y.; Zhu, L. Dynamics and Stability Prediction of Five-Axis Flat-End Milling. J. Manuf. Sci. Eng. 2017, 139, 061015. [Google Scholar] [CrossRef]
- Dai, Y.; Li, H.; Wei, Z.; Zhang, H. Chatter stability prediction for five-axis ball end milling with precise integration method. J. Manuf. Process. 2018, 32, 20–31. [Google Scholar] [CrossRef]
- Li, J.; Kilic, Z.M.; Altintas, Y. General Cutting Dynamics Model for Five-Axis Ball-End Milling Operations. J. Manuf. Sci. Eng. 2020, 142, 121003. [Google Scholar] [CrossRef]
- Zhan, D.; Jiang, S.; Niu, J.; Sun, Y. Dynamics modeling and stability analysis of five-axis ball-end milling system with variable pitch tools. Int. J. Mech. Sci. 2020, 182, 105774. [Google Scholar] [CrossRef]
- Zhan, D.; Li, S.; Jiang, S.; Sun, Y. Optimal pitch angles determination of ball-end cutter for improving five-axis milling stability. J. Manuf. Process. 2022, 84, 832–846. [Google Scholar] [CrossRef]
- Budak, E.; Tekeli, A. Maximizing Chatter Free Material Removal Rate in Milling through Optimal Selection of Axial and Radial Depth of Cut Pairs. CIRP Ann. 2005, 54, 353–356. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Virtual cutting and optimization of three-axis milling processes. Int. J. Mach. Tools Manuf. 2008, 48, 1063–1071. [Google Scholar] [CrossRef]
- Wu, P.; He, Y.; Li, Y.; He, J.; Liu, X.; Wang, Y. Multi-objective optimisation of machining process parameters using deep learning-based data-driven genetic algorithm and TOPSIS. J. Manuf. Syst. 2022, 64, 40–52. [Google Scholar] [CrossRef]
- Zhang, X.; Ding, H. Note on a novel method for machining parameters optimization in a chatter-free milling process. Int. J. Mach. Tools Manuf. 2013, 72, 11–15. [Google Scholar] [CrossRef]
- Ringgaard, K.; Mohammadi, Y.; Merrild, C.; Balling, O.; Ahmadi, K. Optimization of material removal rate in milling of thin-walled structures using penalty cost function. Int. J. Mach. Tools Manuf. 2019, 145, 103430. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, R.; Li, X.; Cheng, X.; Zheng, G.; Meng, J. A tool path generation method based on smooth machine rotary angle and tilt angle in five-axis surface machining with torus cutters. Int. J. Adv. Manuf. Technol. 2020, 107, 4261–4271. [Google Scholar] [CrossRef]
- An, S.; Cheng, Y.; Liu, X.; Li, M.; Shi, L. Research on Cutter Location Optimization of Tapered Ball End Mill Finish Flank Milling Ruled Surface Blade. Key Eng. Mater. 2013, 589–590, 421–426. [Google Scholar] [CrossRef]
- Sun, S.; Sun, Y.; Xu, J.; Lee, Y.-S. Iso-Planar Feed Vector-Fields-Based Streamline Tool Path Generation for Five-Axis Compound Surface Machining with Torus-End Cutters. J. Manuf. Sci. Eng. 2018, 140, 071013. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.-J.; Chen, Z.-T.; Xu, R.-F.; Li, X. Optimal barrel cutter selection for the CNC machining of blisk. Comput. Aided Des. 2014, 53, 36–45. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Murthy, P.B.G.S.N. Modeling and optimization of tool vibration and surface roughness in boring of steel using RSM, ANN and SVM. J. Intell. Manuf. 2018, 29, 1533–1543. [Google Scholar] [CrossRef]
- Unver, H.O.; Sener, B. A novel transfer learning framework for chatter detection using convolutional neural networks. J. Intell. Manuf. 2021, 1–20. [Google Scholar] [CrossRef]
- Mishra, R.; Singh, B. An ensemble approach to maximize metal removal rate for chatter free milling. J. Comput. Sci. 2022, 59, 101567. [Google Scholar] [CrossRef]
- Li, G.; Du, S.; Huang, D.; Zhao, C.; Deng, Y. Dynamics Modeling-Based Optimization of Process Parameters in Face Milling of Workpieces with Discontinuous Surfaces. J. Manuf. Sci. Eng. 2019, 141, 101009. [Google Scholar] [CrossRef]
- Mokhtari, A.; Jalili, M.M.; Mazidi, A. Optimization of different parameters related to milling tools to maximize the allowable cutting depth for chatter-free machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 230–241. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, X.; Yan, R.; Chen, X.; Cao, H. Multi harmonic spindle speed variation for milling chatter suppression and parameters optimization. Precis. Eng. 2019, 55, 268–274. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Ferry, W.B.; Altintas, Y. Virtual Five-Axis Flank Milling of Jet Engine Impellers—Part I: Mechanics of Five-Axis Flank Milling. J. Manuf. Sci. Eng. 2008, 130, 011005. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G. Semi-discretization. In Semi-Discretization for Time-Delay Systems: Stability and Engineering Applications; Springer New York: New York, NY, USA, 2011; pp. 39–71. [Google Scholar]
- Yang, Y.; Zhang, W.-H.; Ma, Y.-C.; Wan, M.; Dang, X.-B. An efficient decomposition-condensation method for chatter prediction in milling large-scale thin-walled structures. Mech. Syst. Signal Process. 2019, 121, 58–76. [Google Scholar] [CrossRef]
- Altintas, Y.; Kersting, P.; Biermann, D.; Budak, E.; Denkena, B.; Lazoglu, I. Virtual process systems for part machining operations. CIRP Ann. 2014, 63, 585–605. [Google Scholar] [CrossRef]
- Si, H.; Wang, L.; Zhang, J.; Liu, Z. A solid-discrete-based method for extracting the cutter-workpiece engagement in five-axis flank milling. Int. J. Adv. Manuf. Technol. 2018, 94, 3641–3653. [Google Scholar] [CrossRef]
- Pi, S.; Liu, Q.; Liu, Q. A novel dynamic contour error estimation and control in high-speed CNC. Int. J. Adv. Manuf. Technol. 2018, 96, 547–560. [Google Scholar] [CrossRef]
- Tong, X.; Liu, Q.; Pi, S.; Xiao, Y. Real-time machining data application and service based on IMT digital twin. J. Intell. Manuf. 2020, 31, 1113–1132. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode Direction | Mode | Natural Frequency fn(Hz) | Damping Ratio ξ | Stiffness k (N/m) |
|---|---|---|---|---|
| x | 1 | 1602 | 0.02311 | 8.4395 × 106 |
| 2 | 2631 | 0.06811 | 2.4281 × 107 | |
| 3 | 3413 | 0.04044 | 4.3693 × 107 | |
| 4 | 5331 | 0.02848 | 2.7526 × 106 | |
| y | 1 | 1470 | 0.01519 | 2.4049 × 107 |
| 2 | 1632 | 0.01162 | 4.4599 × 107 | |
| 3 | 2804 | 0.04717 | 5.1011 × 107 | |
| 4 | 3878 | 0.03086 | 1.3455 × 107 | |
| 5 | 5116 | 0.02083 | 5.0825 × 106 | |
| 6 | 5490 | 0.01179 | 2.2921 × 107 |
| Kt (N/mm2) | Kr (N/mm2) | Ka (N/mm2) |
| 796.1 | 168.8 | 222.0 |
| Density ρ (kg/m3) | Modulus E (N/m2) | Length L (mm) | Height h (mm) |
|---|---|---|---|
| 2700 | 6.89 × 1010 | 16 | 2.2 |
| Parameters | Value |
|---|---|
| Step of sampling segment p | 60 |
| Discrete axial cut depth dz | 0.5 mm |
| Discrete immersion angle dϕ | 6 degrees |
| Maximum iteration kmax | 10 |
| Speed step size Δn | 200 r/min |
| Maximum spindle acceleration αmax | 1800 r/(min/s) |
| Minimum spindle speed nmin | 2000 r/min |
| Maximum spindle speed nmax | 8000 r/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, X.; Liu, Q.; Wang, L.; Sun, P. A Parameter Optimization Method for Chatter Stability in Five-Axis Milling. Machines 2023, 11, 79. https://doi.org/10.3390/machines11010079
Tong X, Liu Q, Wang L, Sun P. A Parameter Optimization Method for Chatter Stability in Five-Axis Milling. Machines. 2023; 11(1):79. https://doi.org/10.3390/machines11010079
Chicago/Turabian StyleTong, Xin, Qiang Liu, Liuquan Wang, and Pengpeng Sun. 2023. "A Parameter Optimization Method for Chatter Stability in Five-Axis Milling" Machines 11, no. 1: 79. https://doi.org/10.3390/machines11010079