This section discusses the results of the enhancement of the control chart pattern in terms of recognition.
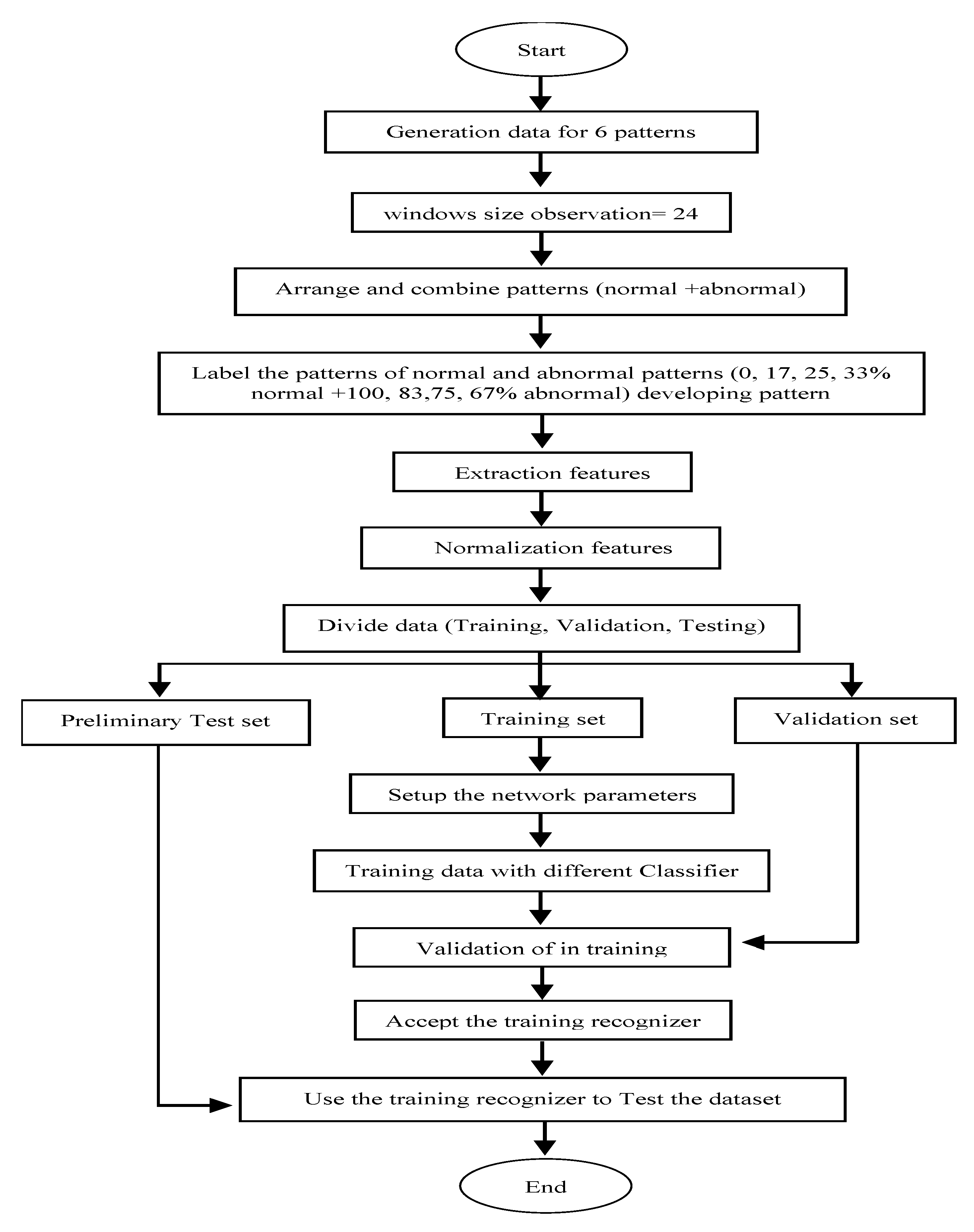
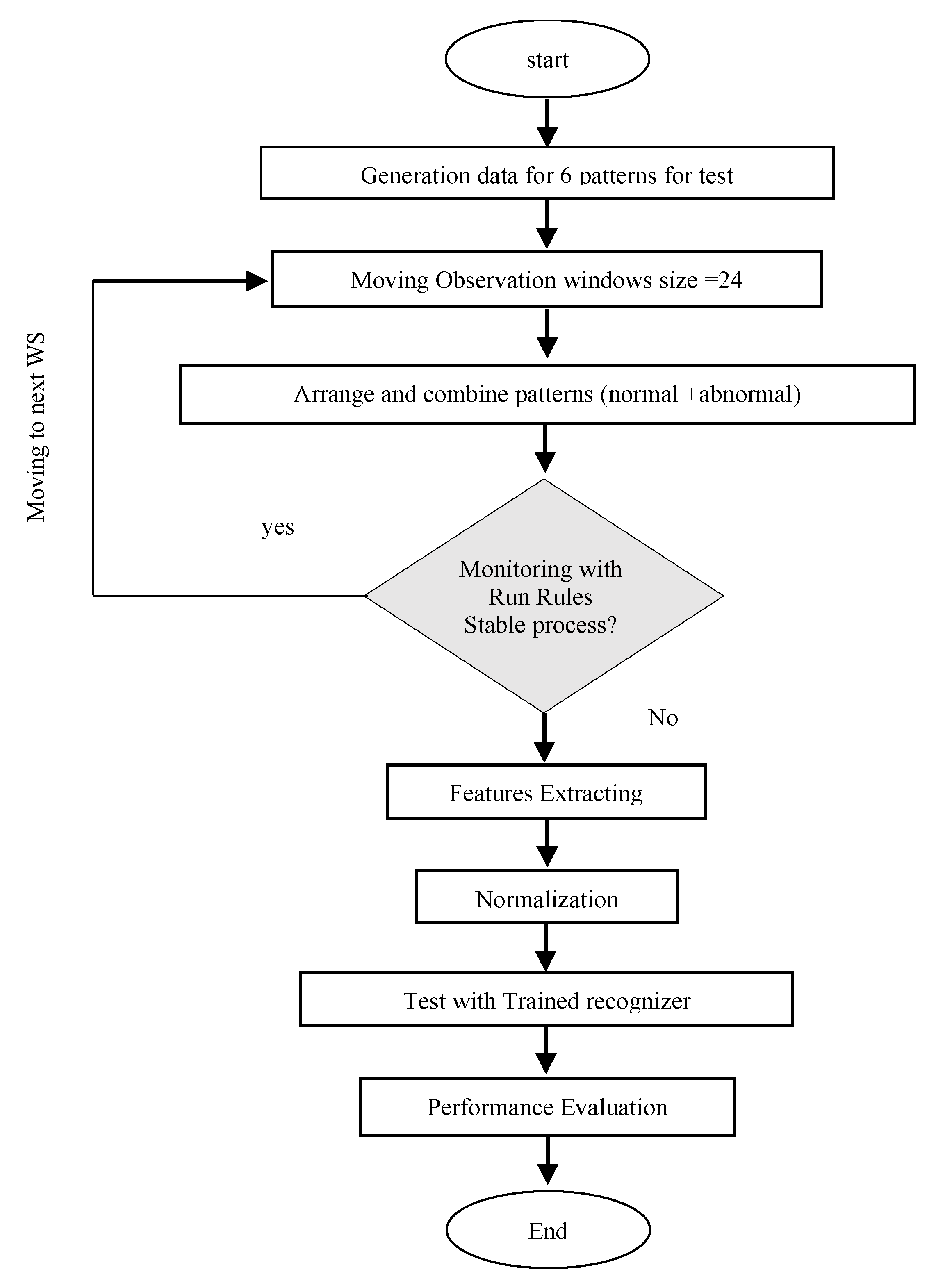
3.4. Results of Developing Patterns with Ensemble Classifier (Proposed Approach)
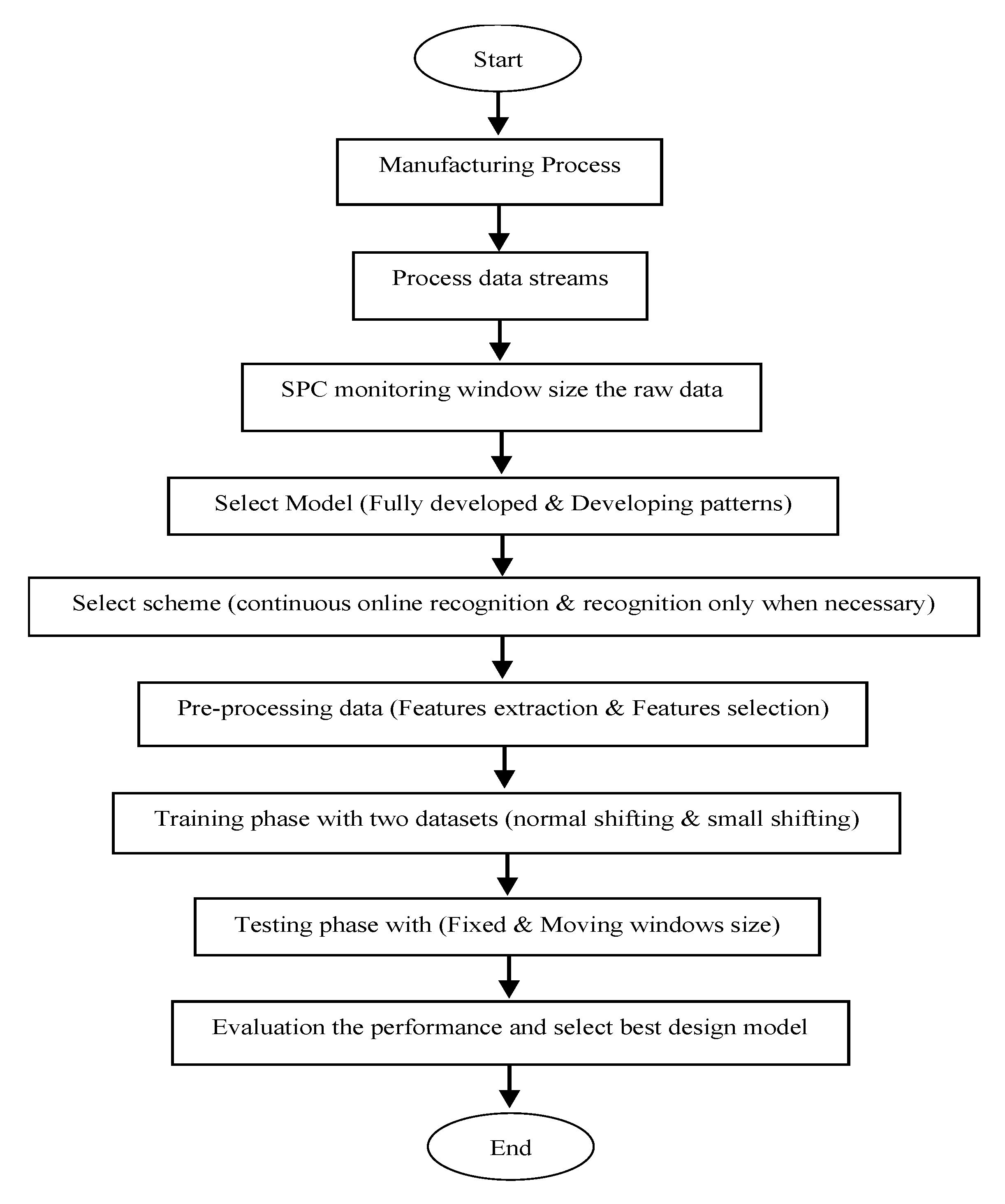
This study uses four different percentages of window size for abnormal patterns in the training data (100%, 83%, 75%, and 67%); each training dataset was evaluated to determine the optimal training data, which resulted in greater accuracy in the test phase.
Case 1: Training data as 100% abnormal + 0% normal (0 normal point + 24 abnormal points) from point (31:54). In the first instance, this study identified the abnormal patterns in the same manner as in the prior case; all abnormal points were labeled as abnormal. As stated in
Table 8, they were trained as full abnormal points from point 31 to point 60.
Six feature selections were used to apply the results of all the classification algorithms. This study compared two datasets, normal shift and small shift. All classifiers had acceptable identification accuracy for detecting a normal pattern (stable process), as observed. This benefit was implemented during the process of monitoring the run rules.
In the normal range for the mean shift dataset, the decision tree classifier had only 71% accuracy in spotting abnormal patterns for the cycle pattern. For the increasing trend, only 21% of inaccurate recognitions were correct, compared to 40% for normal and 39% for cycle. The poor accuracy on the downward trend was just 6%, compared to 59% for incorrect cycle recognition and 35% for normal recognition. For the increasing trend, the upper shift pattern yielded 87% correct recognition and 13% incorrect recognition. For the decreasing trend, the downshift pattern had 82% correct recognition and 18% incorrect recognition.
Table 9 shows that the overall rate of correct recognition is 61.16%. As demonstrated in
Table 10, the ANN classifier has 81.50% correct recognition. As indicated in
Table 11, the Linear Support Vector Machine classifier has a correct identification rate of 95.16%. As demonstrated in
Table 12, the Gaussian Support Vector machine classifier has a 97.5% correct identification rate. According to
Table 13, the KNN-5 classifier has an accurate identification rate of 91.83%. As indicated in
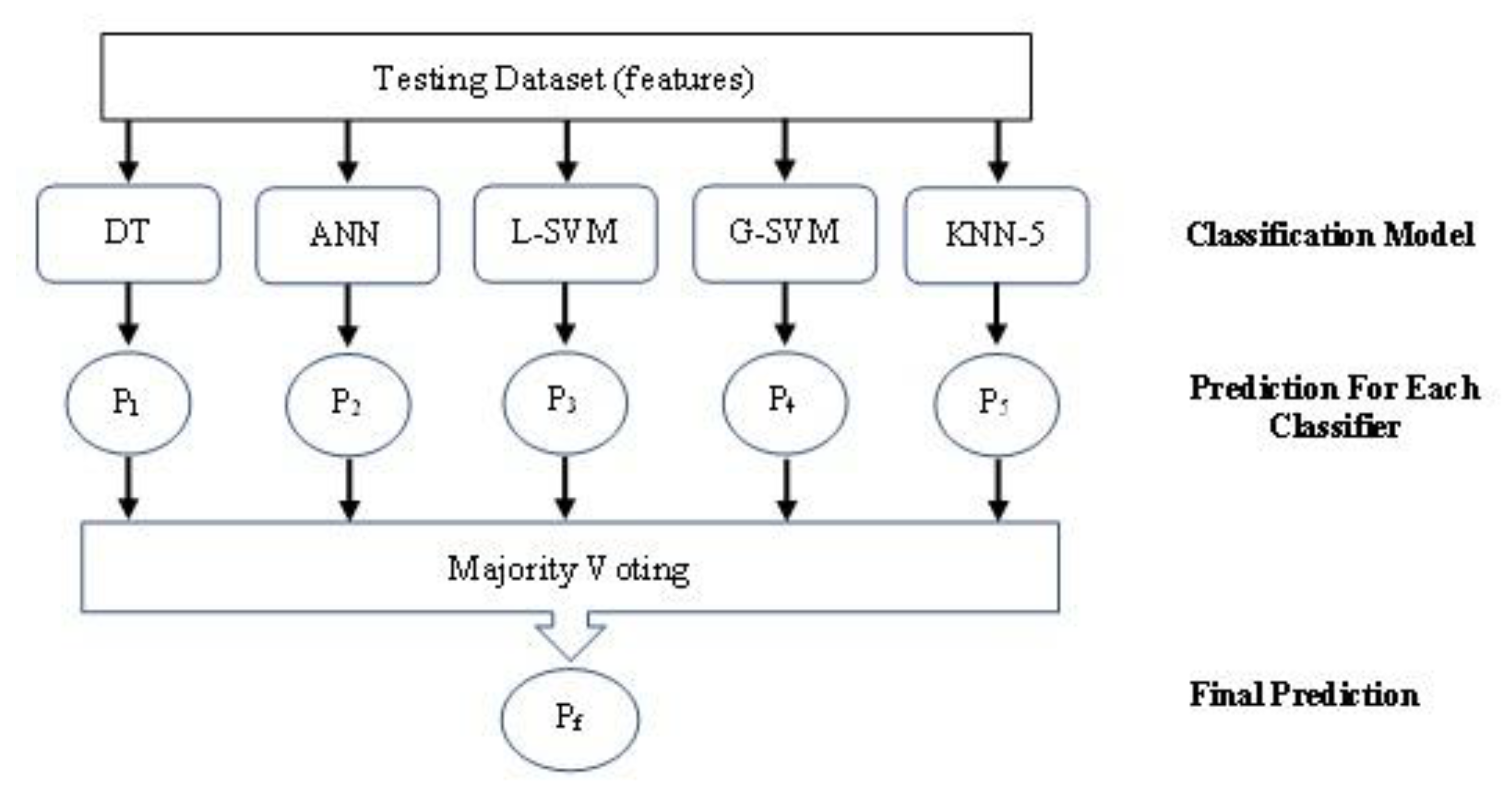
Table 14, when the ensemble principle with majority voting was applied to these five distinct classifiers, decision-making improved, achieving a 99.55% accuracy level for each pattern.
For the small range mean shift dataset, this study indicates that all classifiers detect a normal pattern (stable process) with high identification accuracy. The accuracy of the decision tree classifier in detecting abnormal patterns for cycle pattern recognition is 100%. For the increasing trend, only 25% of respondents correctly identified it, while 68% misidentified it as an upper shift and 7% as a cycle. In addition, 57% of inaccurate recognitions were as a downshift, 14% of incorrect recognitions were as a cycle, and 5% were as normal, contributing to the low accuracy of the downward trend, which stands at just 24%. The normal and cycle recognition rates for the upwards shift pattern are 12% accurate recognition and 68% and 20% wrong recognition, respectively. In addition, the recognition rate for the downshift pattern is 7% correct, 73% incorrect as normal, and 20% incorrect as cycle. The correct recognition rate is 44.50% overall, as indicated in
Table 15. According to
Table 16, the ANN classifier has an 84.16% correct recognition rate. According to
Table 17, the Linear Support Vector Machine classifier has a 92% correct recognition rate. According to
Table 18, the Gaussian Support Vector machine classifier has a correct identification rate of 93.83%. According to
Table 19, the KNN-5 classifier has an accurate identification rate of 91.83%. As indicated in
Table 20, the ensemble principle with majority voting was applied to the five distinct classifiers, resulting in improved decision-making; a 99.14% accuracy level was achieved for each pattern.
In addition to calculating the ARL1 for each classifier, the results permit a comparison between the normal and small shift datasets. This study identifies superior accuracy of the five Gaussian Support Vector Machine classifiers for normal and small shifts, with 97.5 and 93.83%, respectively. On the other hand, the decision tree classifier is only able to achieve accuracy of 61.32 and 44.50%, respectively, on the normal and small shift databases. The respective ensemble recognition accuracy for the two datasets is 99.55 and 99.14%. This implies that several classifiers are superior to a single classifier as the first phase (ANN-MLP classifier) in the first model (Fully developed patterns), as the decision-making process is dependent on multiple classifiers. In addition, the accuracy increased when the run rules were implemented, from 99.05% and 98.37% for the normal shift and small shift, respectively, in the first model to 99.55% and 99.14% in the second model.
Table 21 shows that the ARL1 improves from 14.34 to 13.96 with the new strategy utilized in the training phase.
Case 2: In this instance, the size of the window is divided into training data as 83% abnormal + 17% normal (4 nor + 20 abnormal) from point (27:50). This study categorized 83% of the abnormal patterns during the window size (24 points) as abnormal and 17% as normal in this instance. As indicated in
Table 22, all abnormal patterns (20 points abnormal versus 4 points normal) have been categorized as abnormal.
On the normal shift dataset, it is evident that the ensemble classifier has a 100% recognition accuracy for identifying normal patterns (stable process). This benefit is implemented during the run rules monitoring process. The accuracy of the decision tree classifier in spotting abnormal patterns for cycle pattern proper recognition is 96%, while it incorrectly labels just 3% as normal and 1% as an increasing trend. The increasing trend has a correct recognition rate of 66%; when incorrect, it identifies 32% as a cycle and 2% as normal. The accuracy of the decreasing trend is only 55% accurate, with 41% inaccurately recognized as normal and 4% as a cycle. As an ascending pattern, the upper shift pattern has a correct identification rate of 69% and an inaccurate recognition rate of 31%. In addition, 69% of those who recognize the downshift pattern correctly and 31% incorrectly do so as a decreasing trend. The decision tree has been enhanced from Case 1. As indicated in
Table 23, the correct recognition rate was 75.83%, compared to 61.16% in Case 1. According to
Table 24, the ANN classifier has 75.16% correct recognition. As demonstrated in
Table 25, the Linear Support Vector Machine classifier has 91% accurate recognition. As indicated in
Table 26, the Gaussian Support Vector machine classifier has a correct identification rate of 93.83%. The KNN-5 classifier has 90.33% correct recognition, as shown in
Table 27. The ensemble classifier has higher accuracy, achieving 99.07%, as shown in
Table 28.
For the small shift dataset, the decision tree classifier recognizes abnormal patterns for cycle pattern recognition with high accuracy. The increasing trend has 66% correct recognition in Case 2, compared to 25% in Case 1; 28% are incorrectly identified as a cycle and 6% as an upward shift. The recognition accuracy for the decreasing trend pattern is 64%, while it was only 24% in Case 1; 30% recognize it as a downshift, while 57% incorrectly identified it as a downshift in Case 1. With only 4% correct recognition for downshift and 86% incorrect recognition as cycle pattern, 6% as IT, and 4% as normal, the upper shift pattern has a low degree of accuracy. The downshift pattern has an identification rate of 21% correct, 74% incorrect as normal, 3% as a cycle, and 2% as a decreasing trend. The overall correct recognition rate is 59%, while in Case 1 it was 44.50%, as shown in
Table 29. The ANN classifier has 81.33% correct recognition, as shown in
Table 30. However, the Linear Support Vector Machine classifier has 90.66% correct recognition, as shown in
Table 31. As indicated in
Table 32, the Gaussian Support Vector machine classifier has a correct identification rate of 93.83%, which is the same as in Case 1 irrespective of the training data used. According to
Table 33, the KNN-5 classifier has an accurate identification rate of 80.83%. As demonstrated in
Table 34, the ensemble classifier achieves a higher accuracy of 98.2% for each pattern.
For normal and small shifts, the accuracy of these five classifiers in the Gaussian Support Vector Machine classifier is 96% and 95.83%, respectively, compared to 97.5% and 93.83% in Case 1. The decision tree classifier improved from 61.32% and 44.50% for normal and small shifts in Case 1 to 75.83% and 59%, respectively. On both datasets, the ensemble classifier has a correct recognition rate of 99.07% and 98.2%, respectively. As shown in
Table 35, with the ensemble classifier the ARL1 improved in Case 2 compared to Case 1, from 13.13 and 13.96 to 12.63 and 13.09 for the normal and small shift databases, respectively.
Case 3: Data collected during training were interpreted as follows: 75% abnormal and 25% normal (6 nor + 18 abnormal) from point (25:48). In this case, the abnormal patterns that occurred within the window size of 24 points were labeled as 75% abnormal and 25% normal. This indicates that the study categorized all of the abnormal patterns (18 points classified as abnormal and 6 points classified as normal) and labeled them as abnormal, as indicated in
Table 36.
The accuracy of the decision tree classifier in recognizing abnormal patterns for cycle pattern accurate recognition is high at 82%, and it incorrectly labels only 14% as normal and 4% as an increasing trend. The IT pattern has 92% correct recognition, compared to 66% in Case 2, 7% incorrect recognition as cycle, compared to 32% in Case 2, and 1% as normal. The poor recognition rate for the DT pattern is just 66%, compared to 55% for Case 2; 33% of incorrect identifications are as normal and only 1% as cycle. The recognition rate for the upwards shift pattern is 74%, compared to 69% in Case 2, and 26% of incorrect recognitions are as an IT. In addition, the DS pattern has 85% correct recognition, compared to 69% in Case 2. Moreover, 15% of incorrect recognitions are as a DT pattern. The decision tree is improved from Case 2. The overall correct recognition is 83.16%, when it was 75.83% in Case 2, as shown in
Table 37. The ANN classifier has 73.50% correct recognition, as shown in
Table 38. The Linear Support Vector Machine classifier has 81.16% correct recognition, as shown in
Table 39. The Gaussian Support Vector machine classifier has 94.50% correct recognition, an improvement from Case 2 at 93.83%, as shown in
Table 40. The KNN-5 classifier improves from Case 2 as well, from 90.33% to 92.50% correct recognition, as shown in
Table 41. Finally, the Ensemble classifier has higher accuracy at 98%, as shown in
Table 42.
The decision tree classifier has a high level of accuracy when it comes to recognizing abnormal patterns for the small shift dataset, with a correct recognition rate of 97% for the cycle pattern and a rate of 3% for incorrect detection as normal. For an increased trend, correct recognition is at 62%, while incorrect recognition is at 28% as a cycle pattern, and normal recognition is at 2%. The accuracy of identifying a decreasing trend increased to 87% from 64% in Case 1, with 4% of incorrect recognitions as a cycle, and 2% as normal. For the upwards shift pattern, the correct recognition accuracy increases to 49% from 4% in Case 2, while the incorrect recognition rate decreases to 27% as a cycle pattern, 22% as an increasing trend, and 2% as normal. The downshift pattern is improved as well, from 21% correct recognition in Case 2 to 35%, with 62% of incorrect recognitions being as a decreasing trend, 2% as normal, and 1% as cycle. Previously, it had a correct recognition of just 21% in Case 2. As can be seen in
Table 43, the total correct recognition is 71.66, when in Case 2 it was equal to 59% and in Case 1 to 44.50%. According to
Table 44, the ANN classifier has a recognition accuracy rate of 77.66%.
Table 45 reveals that the Linear Support Vector Machine classifier achieves a recognition accuracy of 71.83%. According to
Table 46, the Gaussian Support Vector machine classifier has a correct recognition rate of 83.33%. According to
Table 47, the KNN-5 classifier improves from an incorrect recognition rate of 80.83% in Case 2 to a rate of 82.33%. According to the data presented in
Table 48, the ensemble classifier achieves a high accuracy of 97.95%.
Additionally, the ARL1 for each classifier is calculated. The greater accuracy of these five classifiers in the Gaussian Support Vector Machine classifier is 94% for the normal shift database and 92.05% for the small shift database. The respective normal and small shift classification increases from 75.83% and 59% in Case 2 to 83.16 and 71.66. For both datasets, the ensemble classifier achieves 97.95% correct recognition. With the ensemble classifier, the ARL1 improves in Case 3 compared to Case 2, as shown in
Table 49, from 12.63 and 13.09 to 12.04 and 12.52 for the normal and small shift databases, respectively.
Case 4: Training data as 67% abnormal + 33% normal (8 normal points + 16 abnormal points) from point (23:46). In this case, the study labeled the abnormal patterns during the window size (24 points) as 67% abnormal and 33% normal. That means that the study labeled all abnormal patterns (16 points abnormal with 8 points normal) and labeled them as abnormal patterns during labeling, as shown in
Table 50.
For the normal shift dataset, it is clear that all the classifiers have recognition accuracy of 100% when detecting a normal pattern (stable process). The decision tree classifier has good recognition accuracy for abnormal patterns, with a cycle pattern correct recognition rate of 75%; when wrong, it classifies 20%as normal and 5% as an IT pattern. The increasing trend pattern has 64% correct recognition, and for incorrect recognitions 32% are as a cycle and 4% as normal. The accuracy in the DT pattern is poor, with just 51% correct recognition; 48% of incorrect recognitions are as normal and 1% as a cycle. The upwards shift pattern improves from 74% correct recognition in Case 3 to 82%, and all 18% of incorrect recognitions are as an increasing trend. Likewise, the downward shift pattern has 82% correct recognition, with 17% of incorrect recognitions as a decreasing trend and 1% as normal. The overall correct recognition is 75.66%, as shown in
Table 51. The ANN classifier improves from 73.50% correct recognition in Case 3 to 86.33%, as shown in
Table 52. The Linear Support Vector Machine classifier achieves 79% correct recognition, as shown in
Table 53. The Gaussian Support Vector machine classifier has 95.16% correct recognition, improving from 94.50% in Case 3 and 93.83% in Case 2, as shown in
Table 54. The KNN-5 classifier has 88% correct recognition, as shown in
Table 55. the ensemble classifier achieves a high accuracy of 98.32%, as shown in
Table 56.
For the small shift dataset, the decision tree classifier has good accuracy in recognizing the abnormal patterns for cycle patterns, with correct recognition of 94%; of incorrect recognitions, 3% are as an increasing trend and 3% as normal. For increasing trend patterns, recognition improves from 62% in Case 3 to 76%, with 10% of incorrect recognitions as normal, 7% as cycle patterns, and 7% as upwards shifts. The accuracy of the DT pattern is 74%. Moreover, 18% of incorrect recognitions are as normal, 7% as downshifts, and 1% as cycles. The upwards shift pattern has 47% correct recognition, with 47% of incorrect recognitions as an increasing trend, 5% as a cycle pattern, and 1% as normal. The downshift pattern improves from 35% correct recognition in Case 3 to 56%, with 34% of incorrect recognitions as a decreasing trend, 7% as a cycle, and 3% as normal. The overall correct recognition is 74.50%; in Case 3 it was 71.66%, in Case 2 it was 59%, and in Case 1 it was 44.50%, as shown in
Table 57. The ANN classifier improves from 77.66% correct recognition in Case 3 to 85%, as shown in
Table 58. The Linear Support Vector Machine classifier has 67.5% correct recognition, as shown in
Table 59. The Gaussian Support Vector machine classifier improves from 83.33% correct recognition in Case 3 to 85.66%, as shown in
Table 60. The KNN-5 classifier has 97% correct recognition, as shown in
Table 61. The ensemble classifier achieves high accuracy of 97.03% for each pattern, as shown in
Table 62.
The highest accuracy of these five classifiers is the Gaussian Support Vector machine classifier, with 95.16% and 85.66% for the normal and small shift datasets, respectively. The ensemble accuracy is 98.32% and 97.03% correct recognition for the normal and small shift ranges, respectively. The ARL1 is improved in Case 4 compared to Case 3, from 12.04 and 12.52 to 11.65 and 11.94 for the normal and small shift databases, respectively, with the results for the ensemble classifier shown in
Table 63.
The current study is compared with, Lu, Wang [
2], who proposed an approach with dynamic observation window sizes (OWS) to study the different cutting parameters, implementing four different classifier algorithms. The shift range in their study was just (1.5–2.5 sigma), a different range than that in the present study, which used a normal shift range of (1.5–2.8 sigma) and small shift range of less than (1.5 sigma) with five different classifier algorithms and an ensemble classifier.
We note here that it is very clear that the previous study has a drawback with normal pattern recognition, as the present work achieves 98.32% recognition on all pattern classes with the ensemble classifier. The maximum recognition accuracy for the previous work, with Gaussian-SVM, is 95.6%, while this study the same classifier achieves 95.16%. However, the ensemble classifier has 98.32% recognition accuracy. The comparison of this study with [
2] for a normal shift range is shown in
Table 64.
In detail, they combined their two OWS for improved recognition accuracy. The highest recognition accuracy they were able to reach with Gaussian-SVM was 95.6%. This study investigated four cases for different training datasets with five different classifier algorithms and ensemble classifiers with (MV) techniques. The highest recognition accuracy is 99.55%, achieved with the ensemble classifier, as shown in
Table 65.
This approach was compared to others used in earlier studies to recognize control chart patterns with small change variation. The results of the present study indicate that the ensemble classifier has greater recognition accuracy in CCPR, attaining 99.55% and 99.14%, respectively, when using a normal shift range and a small shift range.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}