
Effect of Coolant Temperature on the Thermal Compensation of a Machine Tool


Abstract
:1. Introduction
2. Materials and Methods
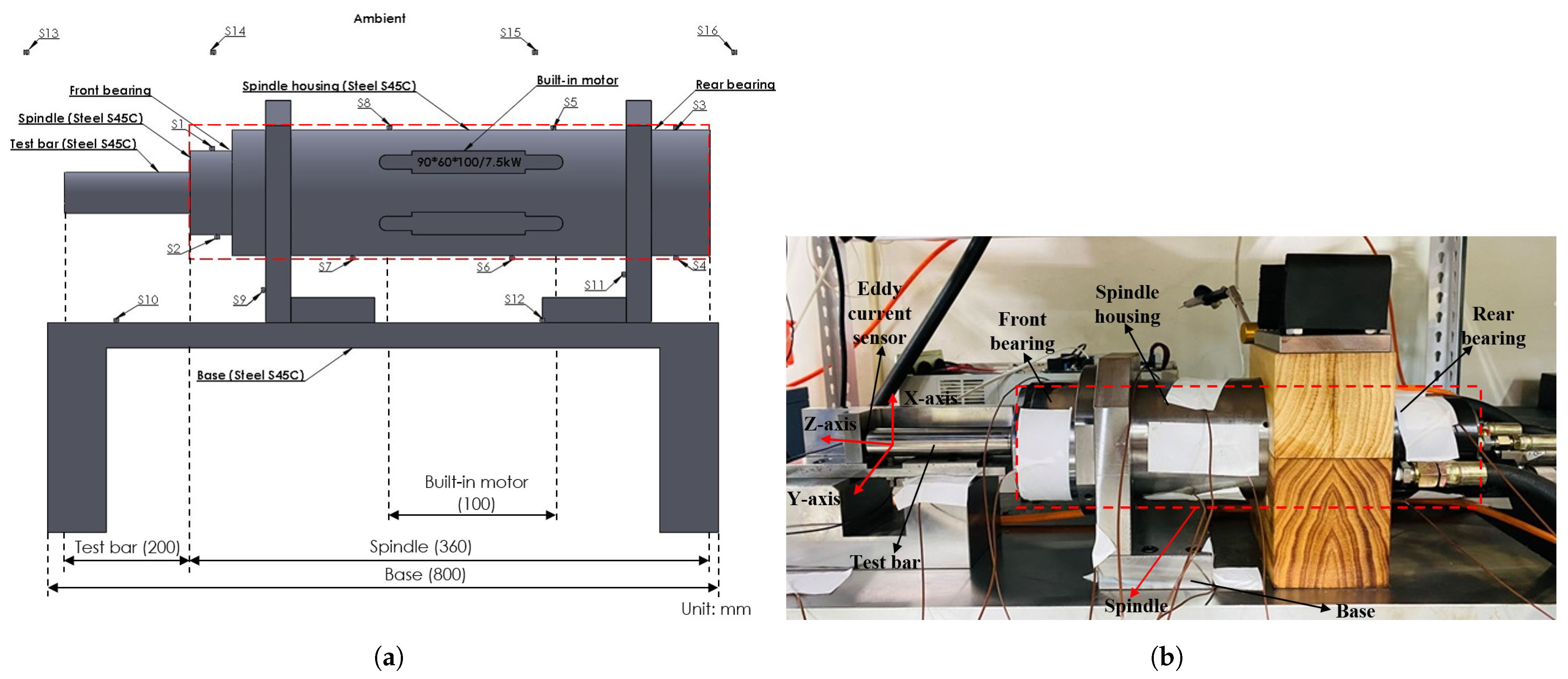
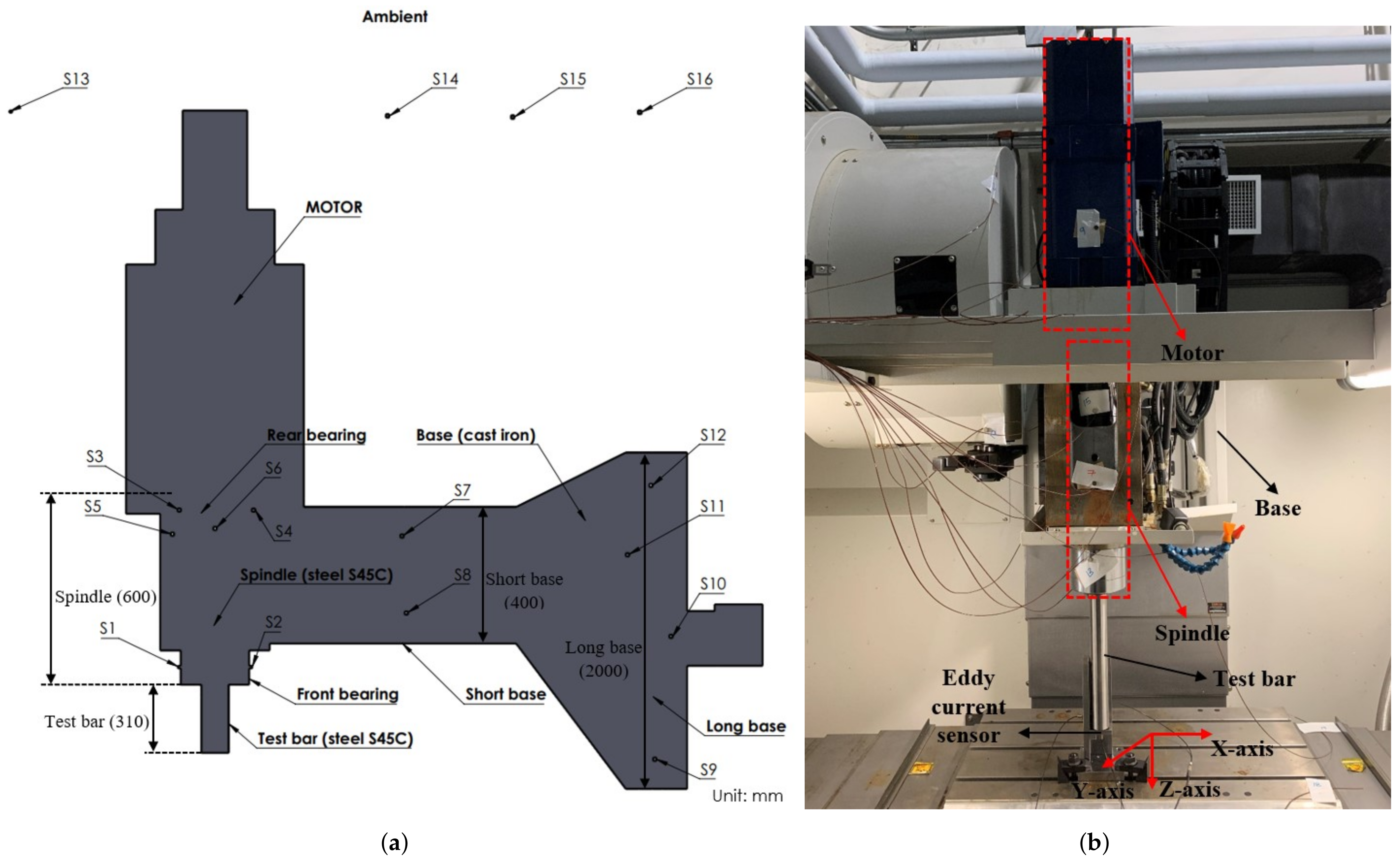
2.1. Experimental Setup
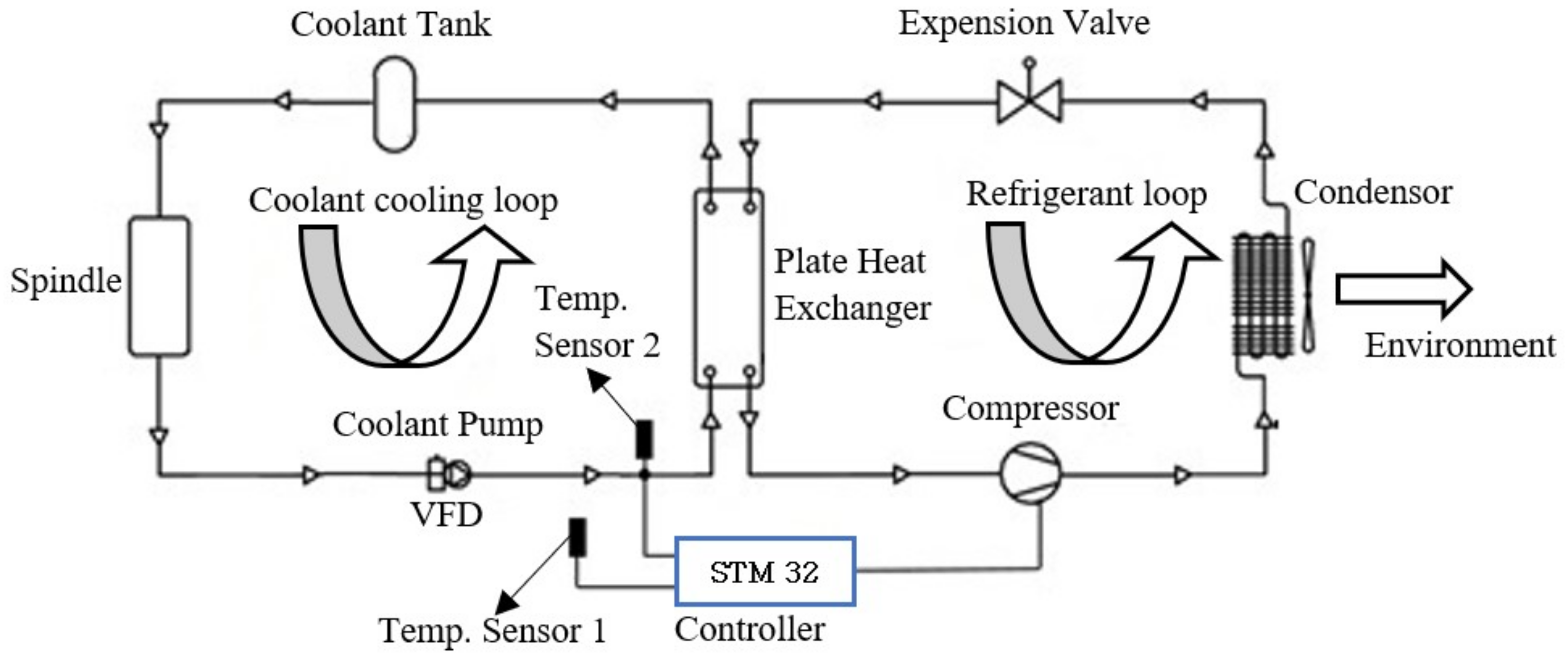
2.2. Refrigeration Cooling System
2.3. Thermal Deformation Analysis
2.3.1. Compensation Model
2.3.2. Multiple Linear Regression (MLR) Model
3. Results and Discussion
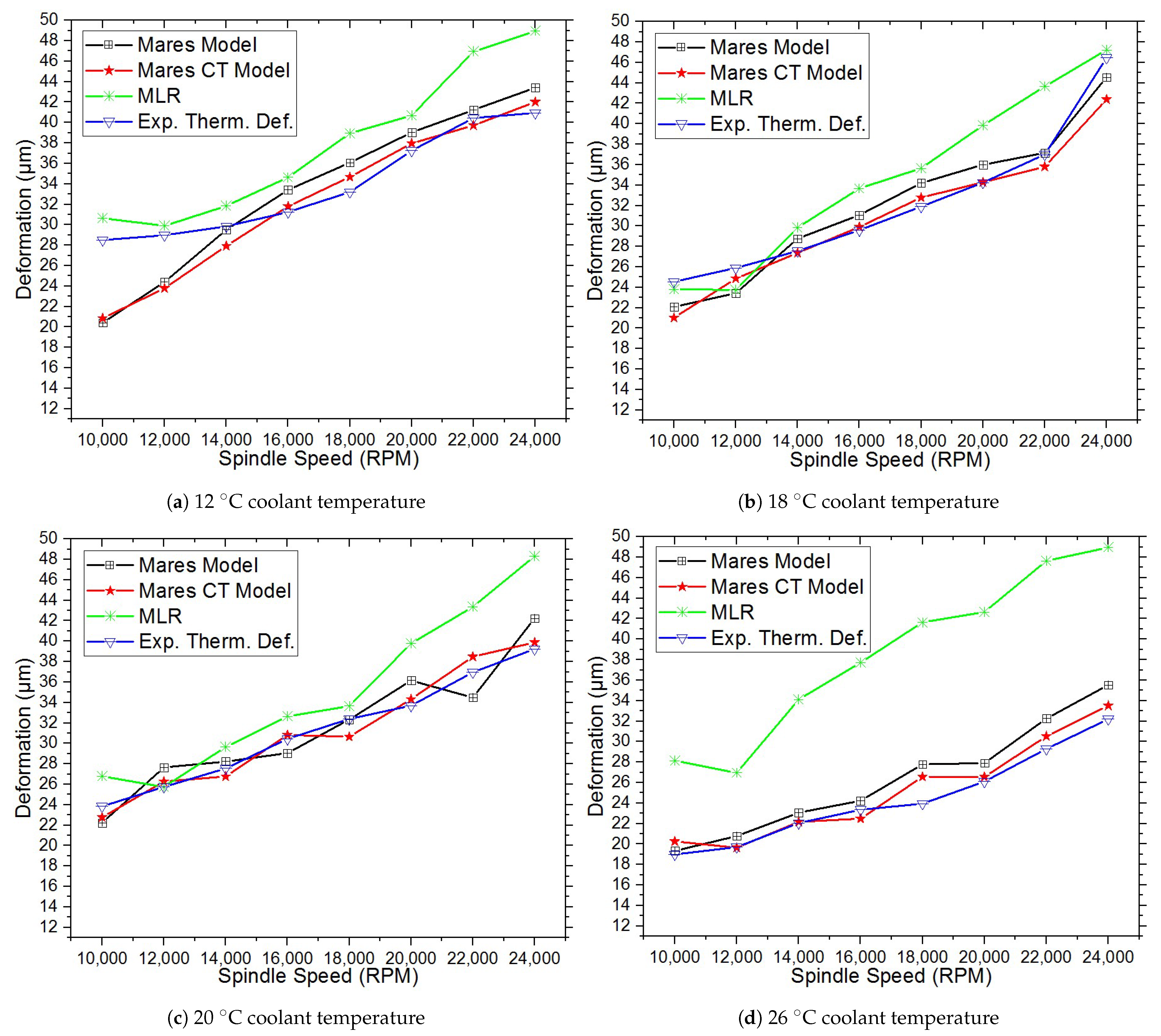
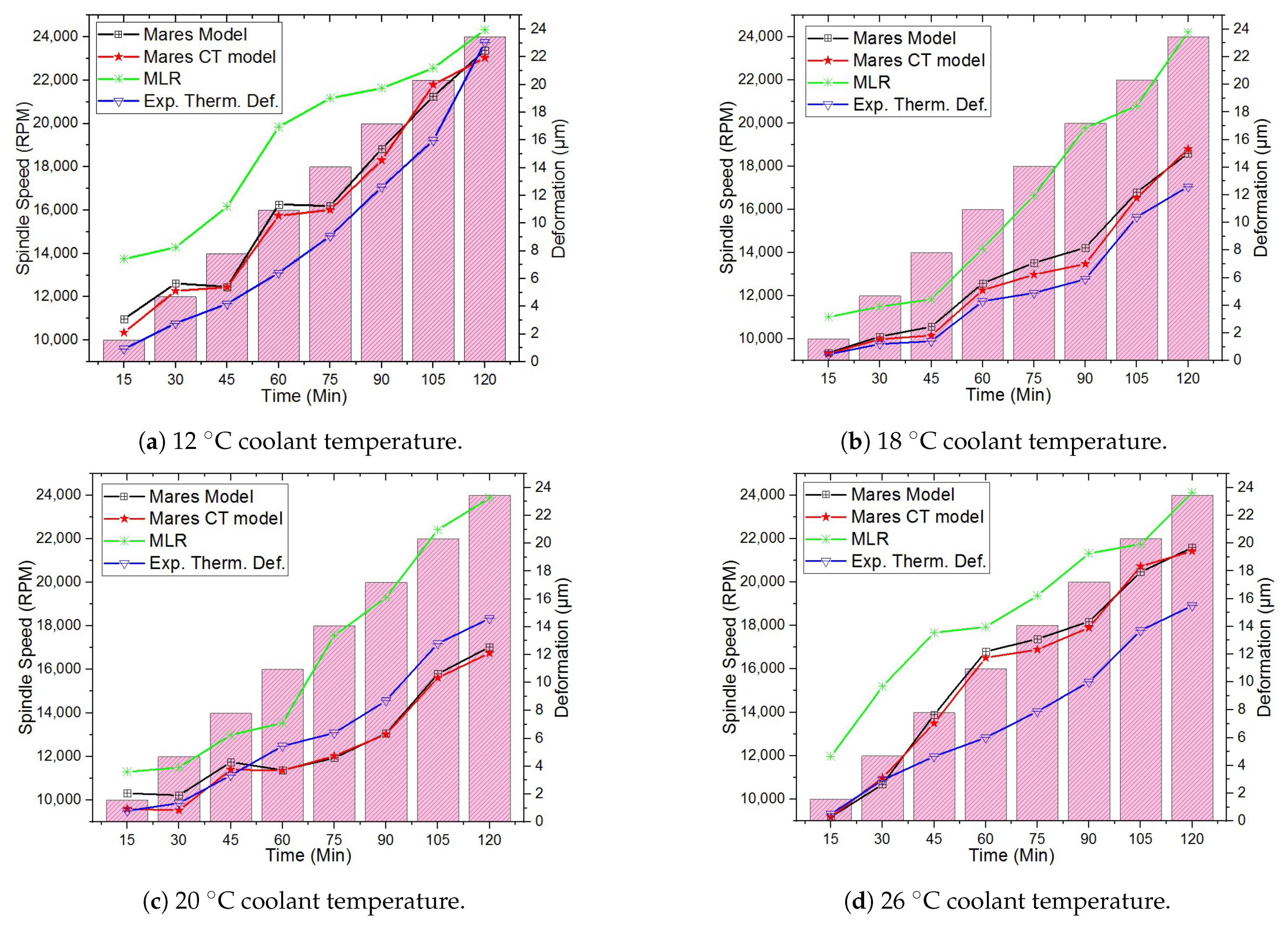
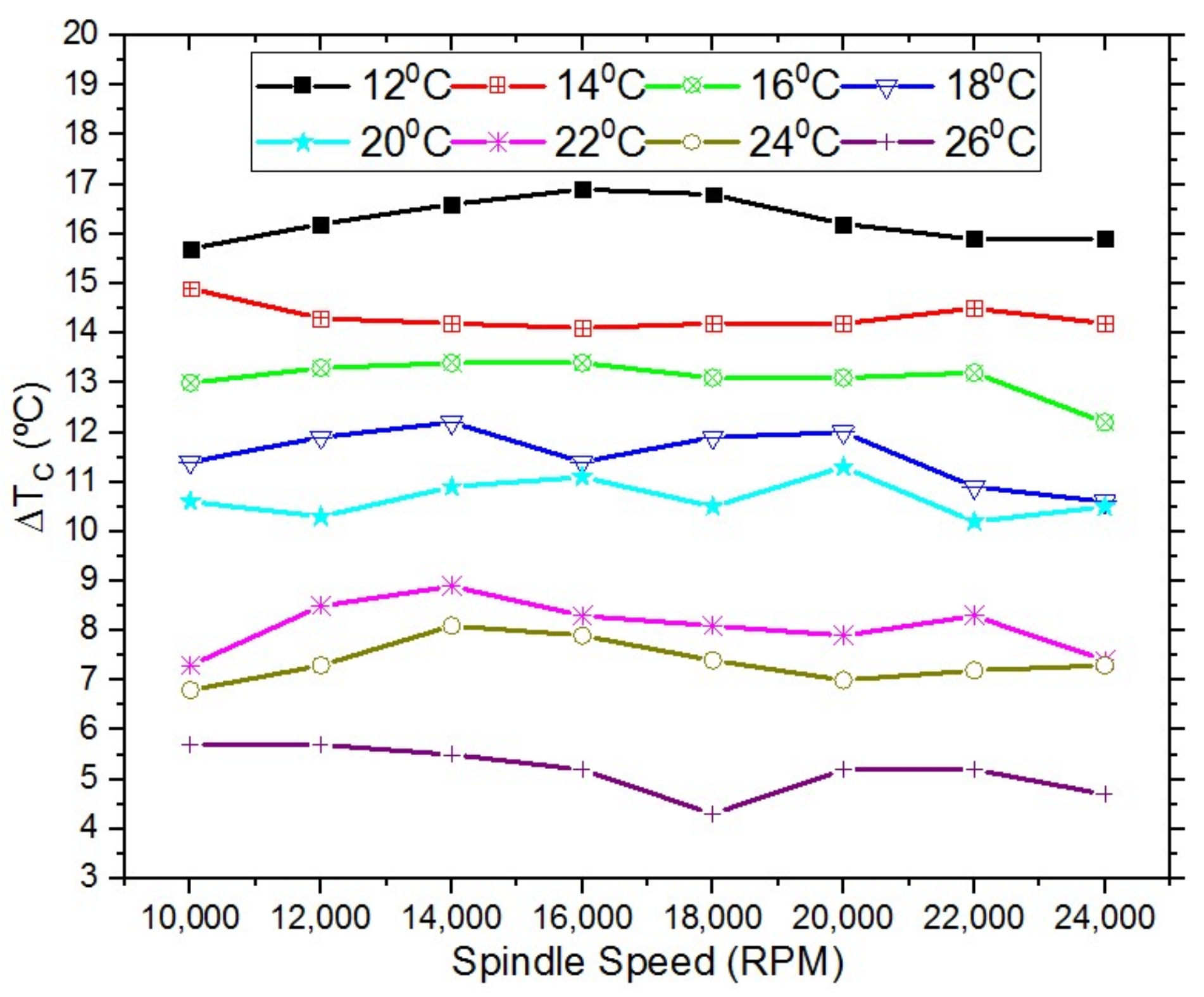
3.1. Effect of the Coolant Temperature on the Standalone Built-In Spindle System
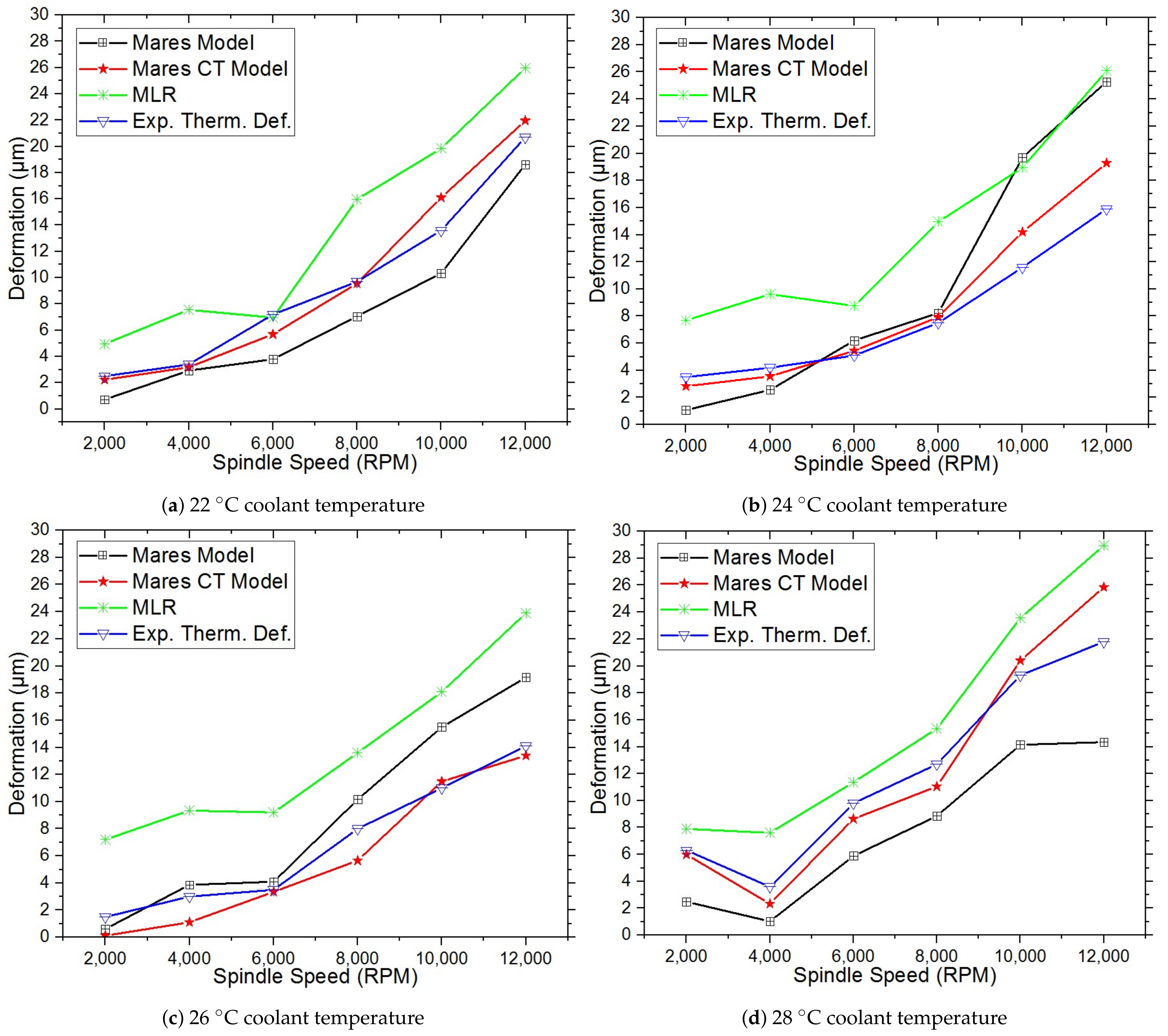
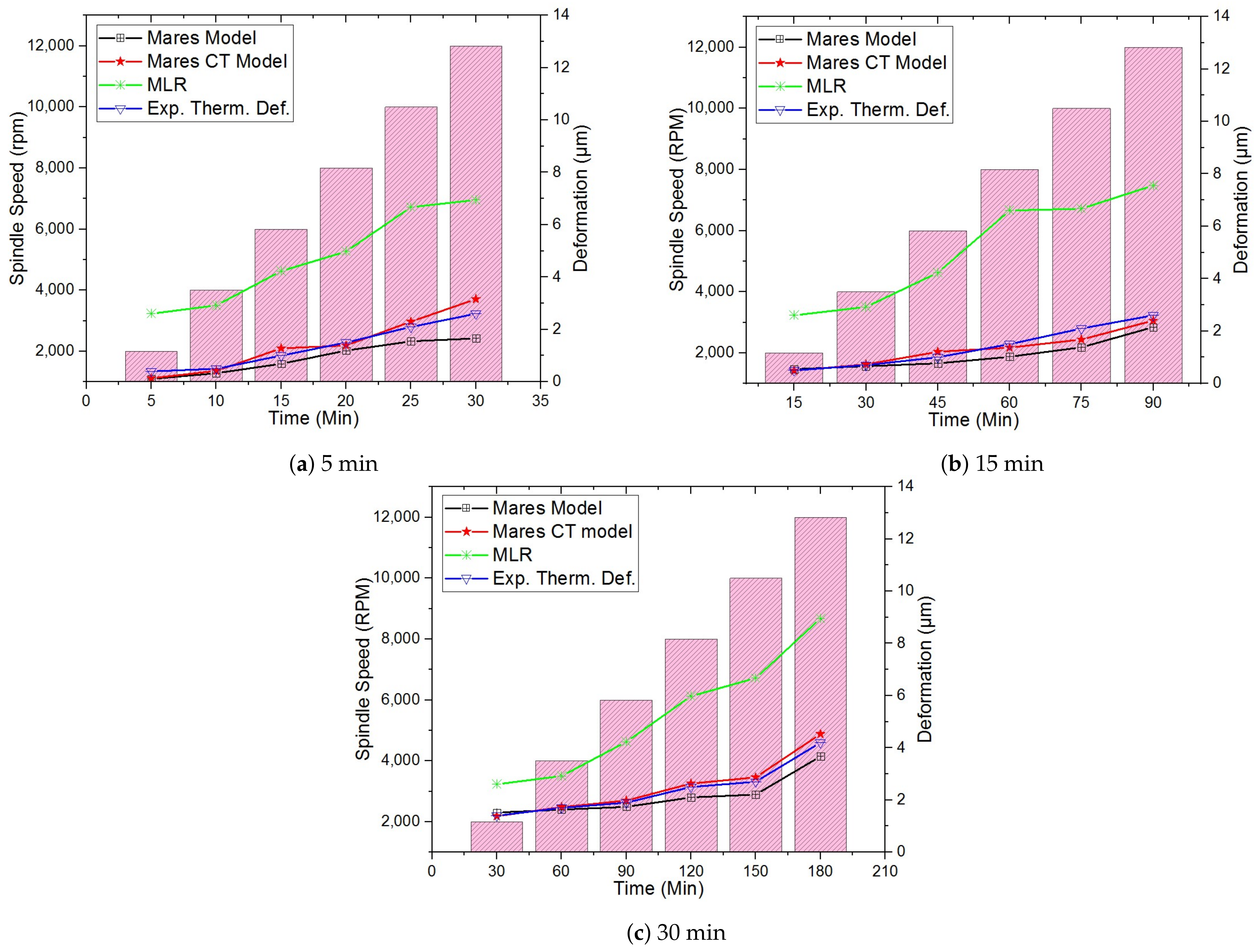
3.2. Effect of Coolant Temperature on CNC Machine with a Direct-Drive Spindle
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, K.Y.; Luo, W.J.; Huang, J.Z.; Chan, Y.C.; Faridah, D. Operational temperature effect on positioning accuracy of a single-axial moving carrier. Appl. Sci. 2017, 7, 420. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Gao, F.; Yan, L. Thermal error characteristic analysis and modeling for machine tools due to time-varying environmental temperature. Precis. Eng. 2017, 47, 231–238. [Google Scholar] [CrossRef]
- Groos, L.; Held, C.; Keller, F.; Wendt, K.; Franke, M.; Gerwien, N. Mapping and compensation of geometric errors of a machine tool at different constant ambient temperatures. Precis. Eng. 2020, 63, 10–17. [Google Scholar] [CrossRef]
- Tachiya, H.; Hirata, H.; Ueno, T.; Kaneko, Y.; Nakagaki, K.; Ishino, Y. Evaluation of and Compensation for Thermal Deformation in a Compact CNC lathe. Int. J. Autom. Technol. 2012, 6, 137–146. [Google Scholar] [CrossRef]
- Grama, S.N.; Mathur, A.; Badhe, A.N. A model-based cooling strategy for motorized spindle to reduce thermal errors. Int. J. Mach. Tools Manuf. 2018, 132, 3–16. [Google Scholar] [CrossRef]
- Denkena, B.; Bergmann, B.; Klemme, H. Cooling of motor spindles—A review. Int. J. Adv. Manuf. Technol. 2020, 110, 3273–3294. [Google Scholar] [CrossRef]
- Li, K.Y.; Luo, W.J.; Yang, M.H.; Hong, X.H.; Luo, S.J.; Chen, C.N. Effect of supply cooling oil temperature in structural cooling channels on the positioning accuracy of machine tools. J. Mech. 2019, 35, 887–900. [Google Scholar] [CrossRef]
- Li, K.Y.; Luo, W.J.; Zeng, Y.R.; Huang, I.H. Increase in Accuracy of a Built-in Spindle by Adaptive Cooling Control with Varied Coolant Volume and Temperature. Sens. Mater. 2020, 32, 3689–3706. [Google Scholar] [CrossRef]
- Li, K.Y.; Luo, W.J.; Hong, X.H.; Wei, S.J.; Tsai, P.H. Enhancement of machining accuracy utilizing varied cooling oil volume for machine tool spindle. IEEE Access 2020, 8, 28988–29003. [Google Scholar] [CrossRef]
- Chiang, W.M.; Luo, W.J.; Wang, F.J. Temperature control scheme using hot-gas bypass for a machine tool oil cooler. J. Mech. Sci. Technol. 2018, 32, 1391. [Google Scholar] [CrossRef]
- Chen, T.C.; Chang, C.J.; Hung, J.P.; Lee, R.M.; Wang, C.C. Real-time compensation for thermal errors of the milling machine. Appl. Sci. 2016, 6, 101. [Google Scholar] [CrossRef] [Green Version]
- Reddy, T.N.; Shanmugaraj, V.; Prakash, V.; Krishna, S.G.; Narendranath, S.; Kumar, P.S. Real-time thermal error compensation module for intelligent Ultra Precision Turning Machine (iUPTM). Procedia Mater. Sci. 2014, 6, 1981–1988. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.C.; Hu, P.C.; Tan, H.L.; Cheng, J.H.; Liu, G.A. Modelling and compensation of thermal deformation for MT based on the real-time data of the CNC system. Procedia Manuf. 2018, 26, 1137–1146. [Google Scholar]
- Li, K.Y.; Liao, M.C.; Maurya, S.N. Linear Axial Error Signal Measurement and Processing Method of a Machine Tool for Accuracy Compensation Improvement. Sens. Mater. 2022, 34, 4137. [Google Scholar]
- Liu, K.; Sun, M.; Zhu, T.; Wu, Y.; Liu, Y. Modeling and compensation for spindle’s radial thermal drift error on a vertical machining center. Int. J. Mach. Tools Manuf. 2016, 105, 58–67. [Google Scholar] [CrossRef]
- Fu, Y.Q.; Gao, W.G.; Yang, J.Y.; Zhang, Q.; Zhang, D.W. Thermal error measurement, modeling and compensation for motorized spindle and the research on compensation effect validation. In Advanced Materials Research; Trans Tech Publications Ltd.: Baech, Switzerland, 2014; Volume 889, pp. 1003–1008. [Google Scholar]
- Li, Y.; Zhao, W.; Wu, W.; Lu, B.; Chen, Y. Thermal error modeling of the spindle based on multiple variables for the precision machine tool. Int. J. Adv. Manuf. Technol. 2014, 72, 1415–1427. [Google Scholar] [CrossRef]
- Yang, H.; Ni, J. Dynamic Modeling for MT Thermal Error Compensation. J. Manuf. Sci. Eng. 2003, 125, 245–254. [Google Scholar] [CrossRef]
- Lin, C.J.; Su, X.Y.; Hu, C.H.; Jian, B.L.; Wu, L.W.; Yau, H.T. A linear regression thermal displacement lathe spindle model. Energies 2020, 13, 949. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.C.; Hung, W.C. Thermal Error Modeling of CNC Machine Tool Spindle Based on Multiple Regression and Features Selection. In Proceedings of the 2021 IEEE 3rd Eurasia Conference on IOT, Communication and Engineering (ECICE), Yunlin, Taiwan, 29–31 October 2021; pp. 583–587. [Google Scholar]
- Yang, J.; Zhang, D.; Feng, B.; Mei, X.; Hu, Z. Thermal-induced errors prediction and compensation for a coordinate boring machine based on time series analysis. Math. Probl. Eng. 2014, 2014, 784218–784231. [Google Scholar] [CrossRef] [Green Version]
- Vyroubal, J. Compensation of machine tool thermal deformation in spindle axis direction based on decomposition method. Precis. Eng. 2012, 36, 121–127. [Google Scholar] [CrossRef]
- Li, Z.; Zhu, B.; Dai, Y.; Zhu, W.; Wang, Q.; Wang, B. Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm. Machines 2021, 9, 286. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, T.; Shen, J.; Dai, J.; Pan, Z.; Deng, X. Thermal Error Compensation of Spindle System of Computer Numerically Controlled Machine Tools Through Experiments and Modeling. Instrum. Mes. Métrologies 2020, 19, 301–309. [Google Scholar] [CrossRef]
- Li, G.; Tang, X.; Li, Z.; Xu, K.; Li, C. The temperature-sensitive point screening for spindle thermal error modeling based on IBGOA-feature selection. Precis. Eng. 2022, 73, 140–152. [Google Scholar] [CrossRef]
- Horejs, O.; Mares, M.; Hornych, J. Real-Time Compensation of Machine Tool Thermal Error Including Cutting Process. J. Mach. Eng. 2015, 15, 5–18. [Google Scholar]
- Mareš, M.; Horejš, O.; Havlík, L. Thermal error compensation of a 5-axis machine tool using indigenous temperature sensors and CNC integrated Python code validated with a machined test piece. Precis. Eng. 2020, 66, 21–30. [Google Scholar] [CrossRef]
- Mareš, M.; Horejš, O. Modelling of cutting process impact on machine tool thermal behaviour based on experimental data. Procedia Cirp 2017, 58, 152–157. [Google Scholar] [CrossRef]
- Mareš, M.; Horejš, O.; Fiala, Š.; Lee, C.; Jeong, S.; Kim, K. Strategy of Milling Center Thermal Error Compensation Using a Transfer Function model and its Validation Outside of Calibration Range. MM Sci. J. 2019, HSM2019, 3156–3163. [Google Scholar] [CrossRef]
- Horejš, O.; Mareš, M.; Mlčoch, A. Smart Sensor for Enhancement of a Multi-Spindle Automatic Lathe Thermal Error Compensation Model. MM Sci. J. 2021, ICTIMT2021, 4706–4712. [Google Scholar] [CrossRef]
- Hsieh, M.C.; Maurya, S.N.; Luo, W.J.; Li, K.Y.; Hao, L.; Bhuyar, P. Coolant Volume Prediction for Spindle Cooler with Adaptive Neuro-fuzzy Inference System Control Method. Sens. Mater. 2022, 34, 2447–2466. [Google Scholar] [CrossRef]
- Luo, W.J.; Chen, K.S.; Yu, C.M.; Hsu, T.H. The fuzzy process quality evaluation model for the stb quality characteristic of machining. Appl. Sci. 2020, 10, 8272. [Google Scholar] [CrossRef]
- Yu, C. M; Luo, W.J; Hsu, T.H; Lai, K.K. Two-tailed fuzzy hypothesis testing for unilateral specification process quality index. Mathematics 2020, 8, 2129. [Google Scholar] [CrossRef]
- Fang, B.; Cheng, M.; Gu, T.; Ye, D. An improved thermal performance modeling for high-speed spindle of machine tool based on thermal contact resistance analysis. Int. J. Adv. Manuf. Technol. 2022, 120, 5259–5268. [Google Scholar] [CrossRef]
- Xiang, S.; Yao, X.; Du, Z.; Yang, J. Dynamic linearization modeling approach for spindle thermal errors of machine tools. Mechatronics 2018, 53, 215–228. [Google Scholar] [CrossRef]
- Liu, T.; Gao, W.; Zhang, D.; Zhang, Y.; Chang, W.; Liang, C.; Tian, Y. Analytical modeling for thermal errors of motorized spindle unit. Int. J. Mach. Tools Manuf. 2017, 112, 53–70. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.; Liu, Y.; Sun, M.; Li, X.; Wu, Y. Spindle axial thermal growth modeling and compensation on CNC turning machines. Int. J. Adv. Manuf. Technol. 2016, 87, 2285–2292. [Google Scholar] [CrossRef]
- Reddy, T.N.; Shanmugaraj, V.; Vinod, P.; Krishna, S.G. Real-time thermal error compensation strategy for precision machine tools. Mater. Today Proc. 2020, 22, 2386–2396. [Google Scholar] [CrossRef]
- Ma, C.; Liu, J.; Wang, S. Thermal error compensation of linear axis with fixed-fixed installation. Int. J. Mech. Sci. 2020, 175, 105531. [Google Scholar] [CrossRef]
- De-xing, Z.; Weifang, C. Effect of a cooling unit on high-speed motorized spindle temperature with a scaling factor. Int. J. Adv. Manuf. Technol. 2022, 120, 2559–2572. [Google Scholar] [CrossRef]
- Kaulagi, M.N.; Sonawane, H.A. Thermal network-based compensation model for a vertical machining center subjected to ambient temperature fluctuations. Int. J. Adv. Manuf. Technol. 2022, 1–22. [Google Scholar] [CrossRef]
- Liu, Y.C.; Li, K.Y.; Tsai, Y.C. Spindle thermal error prediction based on LSTM deep learning for a CNC machine tool. Appl. Sci. 2021, 11, 5444. [Google Scholar] [CrossRef]
- Kine, S.; McClintock, F. Describing uncertainties in single-sample experiments. Mech. Eng. 1953, 75, 3–8. [Google Scholar]
- Zeybek, M. Nash-sutcliffe efficiency approach for quality improvement. J. Appl. Math. Comput. 2018, 2, 496–503. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temp. Sensor | Positions in Standalone Built-In Spindle System | Positions in CNC Machine with a Direct-Drive Spindle |
|---|---|---|
| S1, S2 | Front bearing of spindle | Front bearing of spindle |
| S3, S4 | Rear bearing of spindle | Rear bearing of spindle |
| S5, S6, S7, S8 | Different locations of the motor | Different locations of the short base |
| S9, S10, S11, S12 | Different locations of the base | Different locations of the long base |
| S13, S14, S15, S16 | Different locations in the workshop | Different locations in the workshop |
| Speed (rpm) | Coolant Temperature (C) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | |||
| 10,000 | Exp. therm. def. (m) | 28.5 | 29.4 | 25.05 | 24.55 | 23.85 | 23.45 | 21.1 | 21 | |
| Residual (m) | Mares model | −8.08 | −6.18 | −2.76 | −2.45 | −1.56 | −4.28 | −0.58 | −0.73 | |
| Mares CT model | −7.67 | −7.50 | −2.10 | −3.44 | −1.07 | −5.24 | −0.28 | −1.59 | ||
| AI (%) | 5.10 | −17.58 | 23.83 | −28.72 | 31.53 | −18.35 | 50.91 | −53.59 | ||
| RMSE (m) | 0.41 | 1.32 | 0.66 | 0.99 | 0.49 | 0.96 | 0.30 | 0.86 | ||
| 12,000 | Exp. therm. def. (m) | 28.15 | 26.35 | 29.55 | 25.9 | 25.75 | 22.55 | 22.2 | 19.7 | |
| Residual (m) | Mares model | −3.37 | 3.39 | −3.83 | −2.36 | 1.90 | −2.56 | −1.31 | 1.07 | |
| Mares CT model | −4.31 | 0.09 | −3.61 | −1.04 | 0.63 | −3 | −0.59 | 0.03 | ||
| AI (%) | −21.73 | 97.07 | 5.74 | 55.93 | 66.43 | −14.65 | 54.53 | 96.84 | ||
| RMSE (m) | 0.94 | 3.3 | 0.22 | 1.32 | 1.27 | 0.44 | 0.72 | 1.04 | ||
| 14,000 | Exp. therm. def. (m) | 29.85 | 30.15 | 30.55 | 27.55 | 27.55 | 19.85 | 24.9 | 22.05 | |
| Residual (m) | Mares model | −0.34 | −2.80 | −1.86 | 1.21 | 0.68 | 4.54 | −0.48 | 1.01 | |
| Mares CT model | −1.80 | −4.12 | −2.38 | −0.07 | −0.66 | 3.14 | −0.27 | 0.19 | ||
| AI (%) | −80.72 | −32.00 | 25.64 | 93.62 | 2.27 | 30.87 | 43.25 | 81.12 | ||
| RMSE (m) | 1.46 | 1.32 | 0.52 | 1.14 | 0.02 | 1.4 | 0.21 | 0.82 | ||
| 16,000 | Exp. therm. def. (m) | 31.25 | 33.4 | 27.3 | 29.6 | 30.45 | 23.95 | 25.5 | 23.35 | |
| Residual (m) | Mares model | 2.15 | −0.03 | 3.79 | 1.46 | −1.26 | 4.40 | 4.73 | 0.88 | |
| Mares CT model | 0.67 | −1.19 | 3.08 | 0.39 | 0.38 | 3.16 | 4.07 | −0.73 | ||
| AI (%) | 68.84 | −96.89 | 18.83 | 72.98 | 69.77 | 28.10 | 13.93 | −17.38 | ||
| RMSE (m) | 1.48 | 1.16 | 0.71 | 1.07 | 0.88 | 1.24 | 0.66 | 0.15 | ||
| 18,000 | Exp. therm. def. (m) | 33.2 | 33.35 | 31.1 | 31.9 | 32.4 | 27.35 | 25.05 | 23.2 | |
| Residual (m) | Mares model | 2.88 | 2.35 | 1.31 | 2.30 | −0.05 | 1.8 | 3.26 | 4.59 | |
| Mares CT model | 1.58 | 0.70 | 0.15 | 0.98 | −1.62 | 0.50 | 1.89 | 3.46 | ||
| AI (%) | 44.87 | 70.03 | 88.06 | 57.27 | −96.63 | 71.80 | 42.05 | 24.55 | ||
| RMSE (m) | 1.30 | 1.65 | 1.16 | 1.32 | 1.57 | 1.3 | 1.37 | 1.13 | ||
| 20,000 | Exp. therm. def. (m) | 37.25 | 35.05 | 34.8 | 34.25 | 33.7 | 30 | 27.5 | 26.1 | |
| Residual (m) | Mares model | 1.78 | 2.04 | −0.80 | 1.75 | 2.45 | 1.20 | 3.10 | 1.81 | |
| Mares CT model | 0.79 | 0.34 | 0.29 | 0.15 | 0.77 | −0.08 | 1.89 | 0.46 | ||
| AI (%) | 55.50 | 83.27 | 63.26 | 90.98 | 68.42 | 92.91 | 38.93 | 74.34 | ||
| RMSE (m) | 0.99 | 1.7 | 0.51 | 1.6 | 1.68 | 1.12 | 1.21 | 1.35 | ||
| 22,000 | Exp. therm. def. (m) | 40.45 | 40.3 | 36.5 | 37 | 36.95 | 30.05 | 28.9 | 29.3 | |
| Residual (m) | Mares model | 0.78 | 2.28 | 2.69 | 0.14 | −2.26 | 2.85 | 4.73 | 2.95 | |
| Mares CT model | −0.61 | 0.49 | 1.51 | −1.09 | −1.53 | 1.09 | 2.81 | 1.35 | ||
| AI (%) | 20.99 | 78.36 | 43.91 | −86.51 | 32.30 | 61.61 | 40.62 | 54.03 | ||
| RMSE (m) | 0.17 | 1.79 | 1.18 | 0.95 | 0.73 | 1.76 | 1.92 | 1.6 | ||
| 24,000 | Exp. therm. def. (m) | 40.95 | 42.85 | 42.55 | 46.45 | 39.25 | 31.6 | 35.65 | 32.2 | |
| Residual (m) | Mares model | 2.46 | 0.91 | −0.54 | −1.89 | 2.99 | 4.39 | −1.13 | 3.33 | |
| Mares CT model | 1.16 | −0.73 | −2.14 | −3.90 | 0.81 | 2.90 | 0.95 | 1.46 | ||
| AI (%) | 52.50 | 19.37 | −74.48 | −51.44 | 72.65 | 33.81 | 8.19 | 56.15 | ||
| RMSE (m) | 1.3 | 0.18 | 1.60 | 2.01 | 2.18 | 1.49 | 0.18 | 1.87 | ||
| (%) | 18.17 | 22.78 | 24.37 | 25.51 | 30.84 | 35.76 | 36.55 | 39.50 | ||
| Speed (rpm) | Coolant Temperature (C) | |||||
|---|---|---|---|---|---|---|
| 12 | 18 | 20 | 26 | |||
| 10,000 | Exp. therm. def. (m) | 0.85 | 0.45 | 0.80 | 0.50 | |
| Residual (m) | Mares model | −2.23 | −0.11 | −1.26 | 0.20 | |
| Mares CT model | −1.26 | −0.06 | −0.13 | 0.20 | ||
| AI (%)/RMSE (m) | 43.16/0.97 | 47.21/0.05 | 89.30/1.13 | 0.00/0.00 | ||
| 12,000 | Exp. therm. def. (m) | 2.55 | 1.20 | 1.35 | 2.95 | |
| Residual (m) | Mares model | −3.10 | −0.53 | −0.55 | 0.31 | |
| Mares CT model | −2.55 | −0.34 | 0.51 | −0.15 | ||
| AI (%)/RMS (m) | 17.68/0.55 | 35.78/0.19 | 7.16/0.04 | 49.19/0.16 | ||
| 14,000 | Exp. therm. def. (m) | 3.85 | 1.40 | 3.35 | 4.65 | |
| Residual (m) | Mares model | −1.56 | −1.05 | −0.95 | −3.00 | |
| Mares CT model | −1.53 | −0.42 | −0.40 | −2.40 | ||
| AI (%)/RMSE (m) | 1.76/0.03 | 60.06/0.63 | 57.83/0.55 | 20.12/060 | ||
| 16,000 | Exp. therm. def. (m) | 5.90 | 4.30 | 5.45 | 6.00 | |
| Residual (m) | Mares model | −5.46 | −1.29 | 1.72 | −6.18 | |
| Mares CT model | −4.63 | −0.79 | 1.74 | −5.74 | ||
| AI (%)/RMSE (m) | 15.10/0.83 | 38.26/0.50 | −1.59/0.02 | 7.11/0.44 | ||
| 18,000 | Exp. therm. def. (m) | 8.35 | 4.90 | 6.40 | 7.90 | |
| Residual (m) | Mares model | −2.89 | −2.17 | 1.80 | −5.20 | |
| Mares CT model | −2.61 | −1.32 | 1.66 | −4.43 | ||
| AI (%)/RMSE (m) | 9.50/0.28 | 39.13/0.85 | 7.63/0.14 | 14.80/0.77 | ||
| 20,000 | Exp. therm. def. (m) | 11.60 | 5.90 | 8.70 | 10.00 | |
| Residual (m) | Mares model | −3.76 | −2.27 | 2.33 | −4.34 | |
| Mares CT model | −2.94 | −1.09 | 2.39 | −3.90 | ||
| AI (%)/RMSE (m) | 21.90/0.82 | 51.89/1.18 | −2.35/0.06 | 10.12/0.44 | ||
| 22,000 | Exp. therm. def. (m) | 14.70 | 10.40 | 12.80 | 13.70 | |
| Residual (m) | Mares model | −4.44 | −1.78 | 2.19 | −4.21 | |
| Mares CT model | −5.29 | −1.37 | 2.46 | −4.63 | ||
| AI (%)/RMSE (m) | −19.20/0.85 | 23.07/0.41 | −12.55/027 | −9.77/0.42 | ||
| 24,000 | Exp. therm. def. (m) | 21.2 | 12.60 | 14.6 | 15.50 | |
| Residual (m) | Mares model | −1.28 | −2.40 | 2.04 | −4.17 | |
| Mares CT model | −0.73 | −2.71 | 2.48 | −3.92 | ||
| AI (%)/RMSE (m) | 42.83/0.55 | −12.55/0.31 | −21.47/0.44 | 5.93/0.25 | ||
| (%) | 16.59 | 35.35 | 15.59 | 12.19 | ||
| 0.97 | 0.99 | 0.89 | 0.92 | |||
| Speed (rpm) | Coolant Temperature (C) | |||||
|---|---|---|---|---|---|---|
| 22 | 24 | 26 | 28 | |||
| 2000 | Exp. therm. def. (m) | 2.50 | 3.50 | 1.50 | 6.30 | |
| Residual (m) | Mares model | 1.78 | 2.42 | 0.88 | −0.81 | |
| Mares CT model | 0.27 | 0.67 | 0.52 | −1.31 | ||
| AI (%)/RMSE (m) | 84.83/1.51 | 72.31/1.75 | 40.91/0.36 | 91.86/0.50 | ||
| 4000 | Exp. therm. def. (m) | 3.40 | 4.20 | 3.00 | 3.6 | |
| Residual (m) | Mares model | 0.47 | 1.64 | −0.87 | −2.57 | |
| Mares CT model | 0.22 | 0.64 | 0.27 | −1.27 | ||
| AI (%)/RMSE (m) | 53.19/0.25 | 60.98/1.00 | 68.97/0.60 | 50.58/1.3 | ||
| 6000 | Exp. therm. def. (m) | 7.20 | 5.10 | 3.50 | 9.80 | |
| Residual (m) | Mares model | 3.41 | −1.10 | −0.60 | −3.91 | |
| Mares CT model | 1.51 | −0.35 | 0.15 | −1.16 | ||
| AI (%)/RMSE (m) | 55.72/1.9 | 68.18/0.75 | 75.00/0.45 | 70.33/2.75 | ||
| 8000 | Exp. therm. def. (m) | 9.70 | 7.50 | 8.00 | 12.7 | |
| Residual (m) | Mares model | 2.64 | −0.73 | −2.16 | −3.85 | |
| Mares CT model | 0.14 | −0.43 | 1.34 | −2.65 | ||
| AI (%)/RMSE (m) | 94.70/2.5 | 41.10/0.3 | 37.96/0.82 | 31.16/1.20 | ||
| 10,000 | Exp. therm. def. (m) | 13.60 | 11.60 | 11.00 | 19.3 | |
| Residual (m) | Mares model | 3.26 | −8.09 | −4.50 | −5.16 | |
| Mares CT model | −2.50 | −2.59 | −0.49 | 1.10 | ||
| AI (%)/RMSE (m) | 23.31/0.76 | 67.99/5.50 | 89.17/4.01 | 78.68/4.06 | ||
| 12,000 | Exp. therm. def. (m) | 20.69 | 15.90 | 14.10 | 21.8 | |
| Residual (m) | Mares model | 2.05 | −9.38 | −5.06 | −7.45 | |
| Mares CT model | −1.27 | −3.38 | 0.70 | 4.05 | ||
| AI (%)/RMSE (m) | 38.05/0.78 | 63.97/6.00 | 86.17/4.36 | 45.63/3.40 | ||
| (%) | 58.30 | 62.42 | 66.35 | 65.70 | ||
| Speed (rpm) | Time (Min) | ||||
|---|---|---|---|---|---|
| 5 | 10 | 15 | |||
| 2000 | Exp. therm. def. (m) | 0.40 | 0.50 | 1.40 | |
| Residual (m) | Mares model | −0.29 | 0.05 | 0.12 | |
| Mares CT model | −0.26 | −0.01 | −0.02 | ||
| AI (%)/RMSE (m) | 10.34/0.03 | 80.00/0.04 | 83.33/0.10 | ||
| 4000 | Exp. therm. def. (m) | 0.50 | 0.70 | 1.70 | |
| Residual (m) | Mares model | −0.17 | −0.04 | −0.07 | |
| Mares CT model | −0.08 | 0.03 | 0.03 | ||
| AI (%)/RMSE (m) | 52.94/0.09 | 25.00/0.01 | 57.14/0.04 | ||
| 6000 | Exp. therm. def. (m) | 1.00 | 1.00 | 1.90 | |
| Residual (m) | Mares model | −0.31 | −0.23 | −0.16 | |
| Mares CT model | 0.28 | 0.21 | 0.08 | ||
| AI (%)/RMSE (m) | 9.67/0.03 | 86.90/0.02 | 50.00/0.08 | ||
| 8000 | Exp. therm. def. (m) | 1.50 | 1.50 | 2.50 | |
| Residual (m) | Mares model | −0.31 | −0.48 | −0.40 | |
| Mares CT model | −0.11 | −0.13 | 0.13 | ||
| AI (%)/RMSE (m) | 64.51/0.20 | 72.91/0.35 | 67.500/0.27 | ||
| 10,000 | Exp. therm. def. (m) | 2.10 | 2.10 | 2.70 | |
| Residual (m) | Mares model | −0.55 | −0.72 | −0.49 | |
| Mares CT model | 0.20 | −0.42 | 0.17 | ||
| AI (%)/RMSE (m) | 63.63/0.35 | 41.66/0.30 | 65.30/0.32 | ||
| 12,000 | Exp. therm. def. (m) | 2.60 | 2.60 | 4.20 | |
| Residual (m) | Mares model | −0.94 | −0.45 | −0.53 | |
| Mares CT model | 0.56 | −0.20 | 0.33 | ||
| AI (%)/RMSE (m) | 40.42/0.08 | 55.55/0.25 | 37.73/0.20 | ||
| (%) | 40.25 | 60.33 | 60.16 | ||
| 0.97 | 0.95 | 0.98 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maurya, S.N.; Li, K.-Y.; Luo, W.-J.; Kao, S.-Y. Effect of Coolant Temperature on the Thermal Compensation of a Machine Tool. Machines 2022, 10, 1201. https://doi.org/10.3390/machines10121201
Maurya SN, Li K-Y, Luo W-J, Kao S-Y. Effect of Coolant Temperature on the Thermal Compensation of a Machine Tool. Machines. 2022; 10(12):1201. https://doi.org/10.3390/machines10121201
Chicago/Turabian StyleMaurya, Swami Nath, Kun-Ying Li, Win-Jet Luo, and Shih-Ying Kao. 2022. "Effect of Coolant Temperature on the Thermal Compensation of a Machine Tool" Machines 10, no. 12: 1201. https://doi.org/10.3390/machines10121201