


Developing and Testing the Proto Type Structure for Micro Tool Fabrication

Abstract
:1. Introduction
2. Theoretical Design of Machine Tool Structure
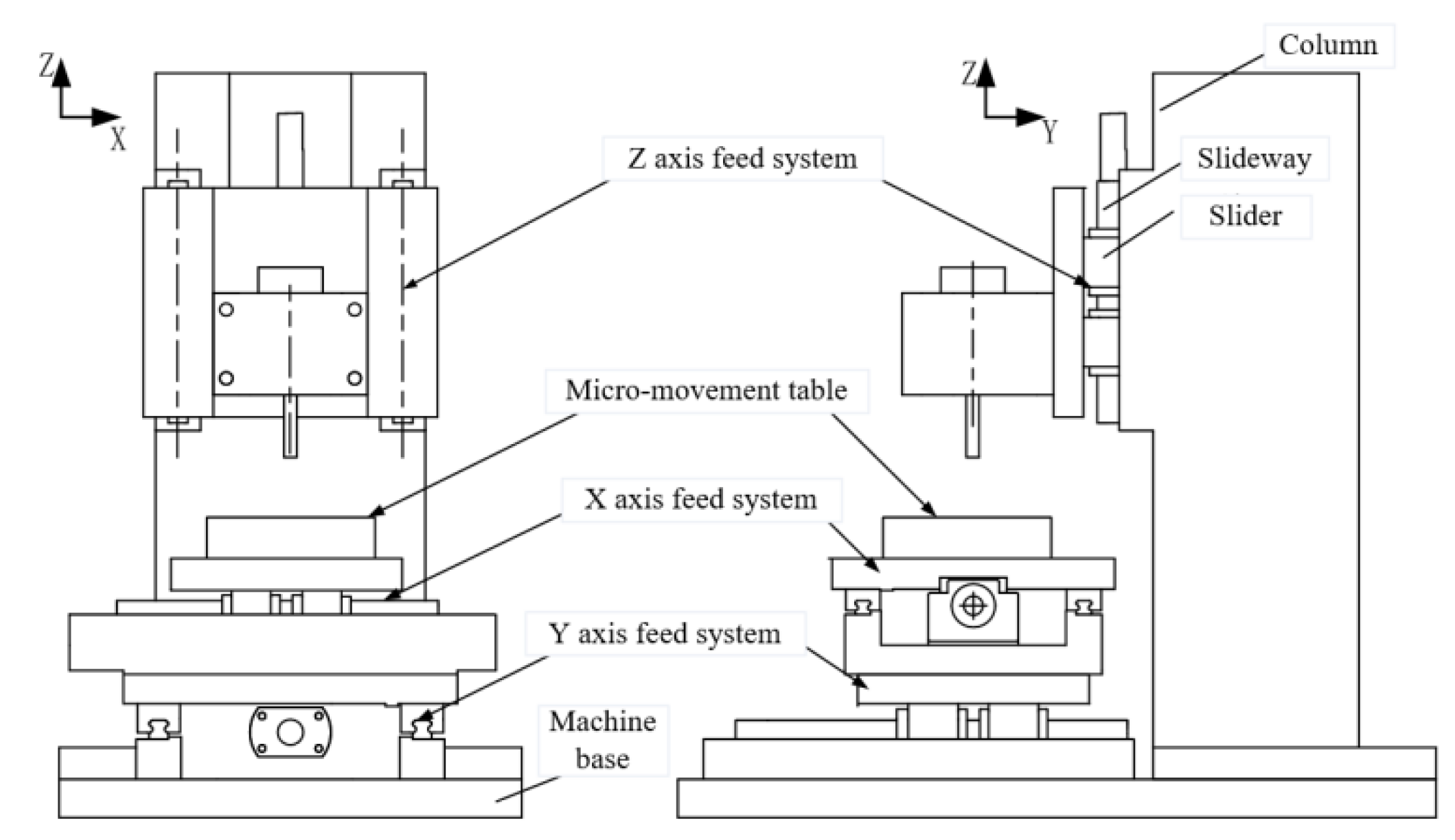
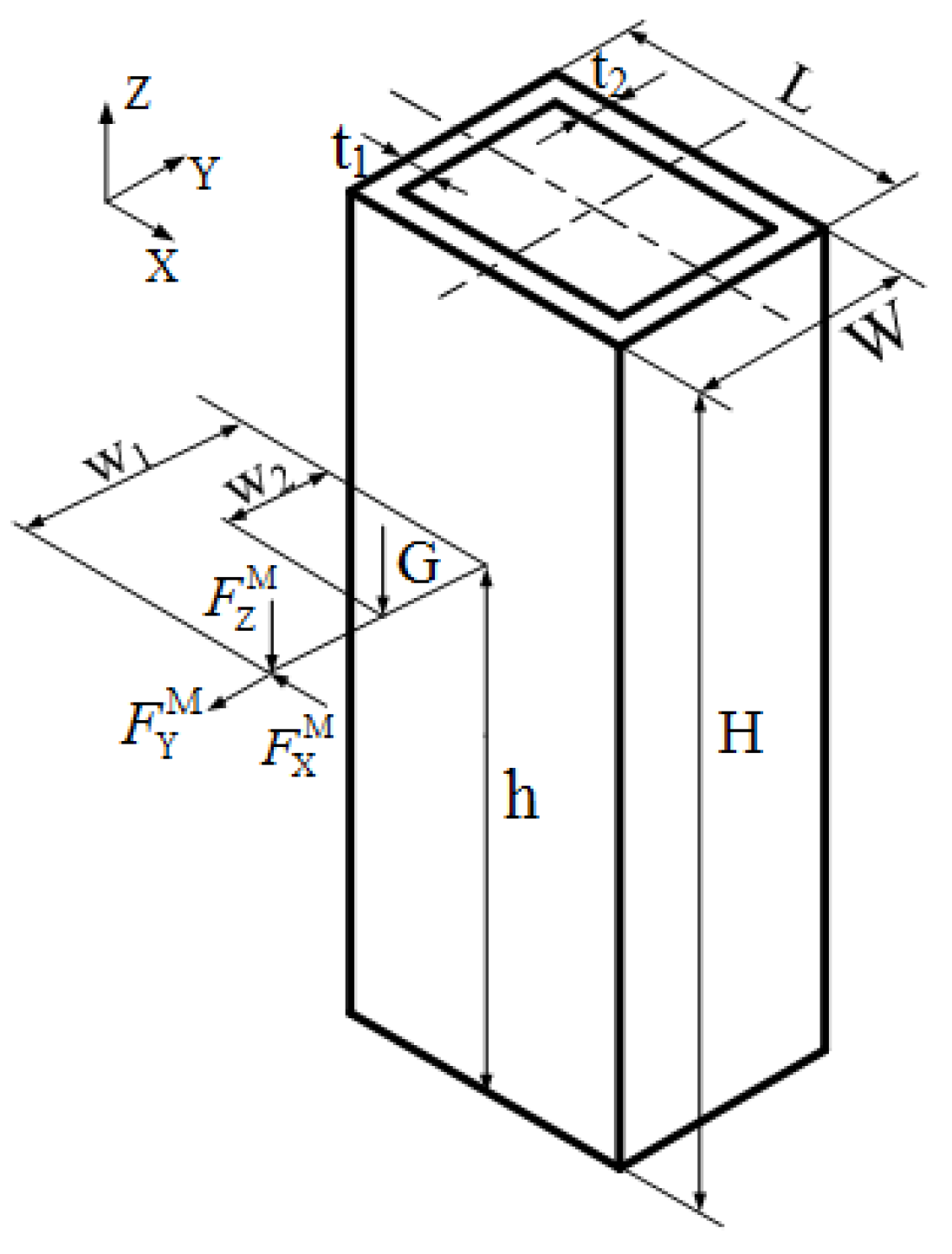
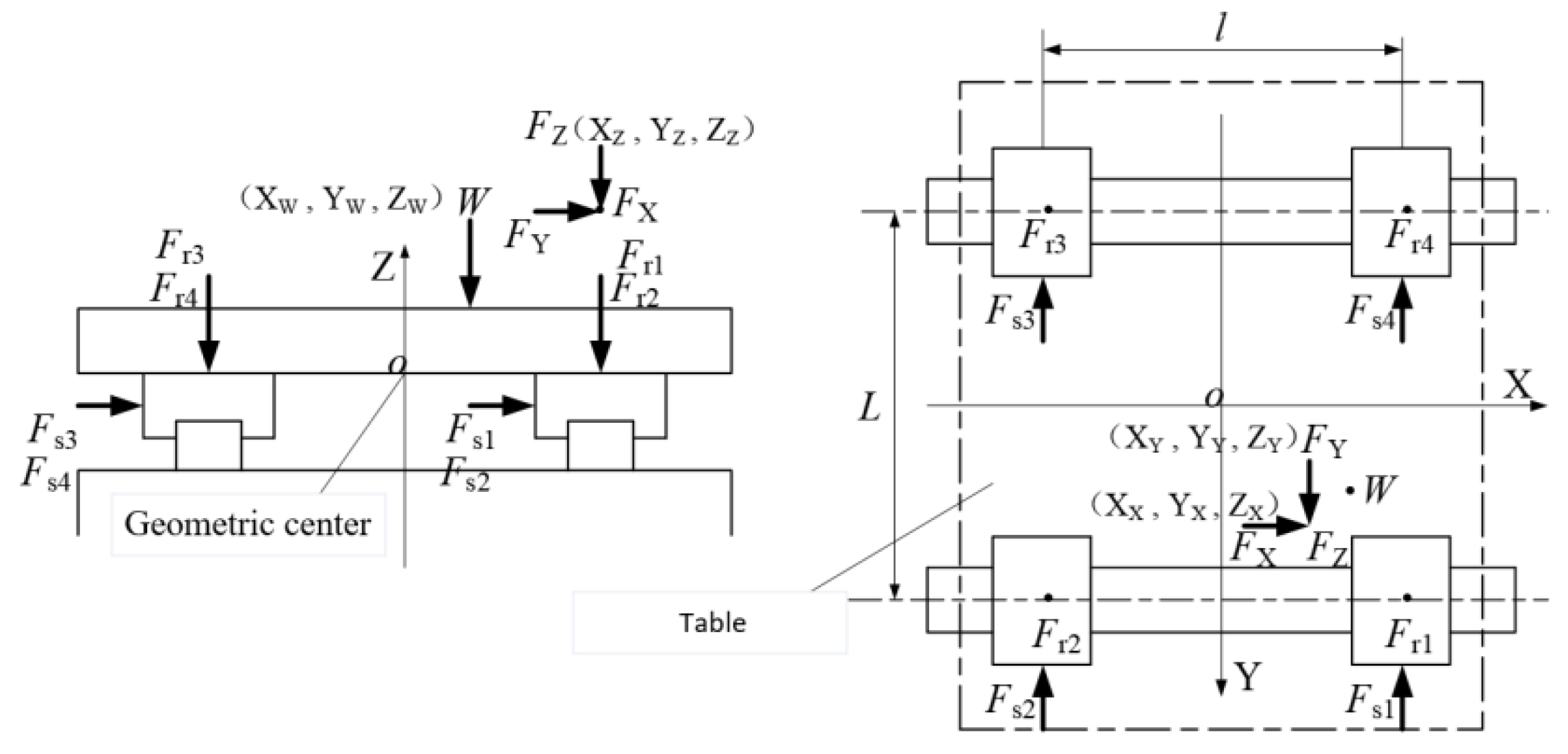
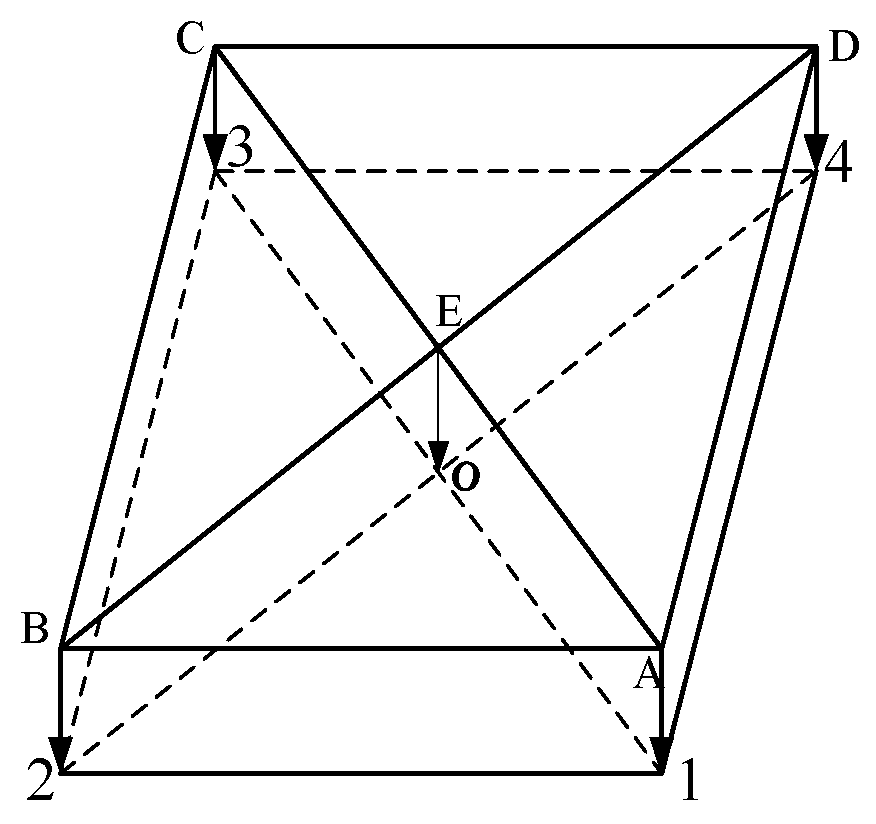
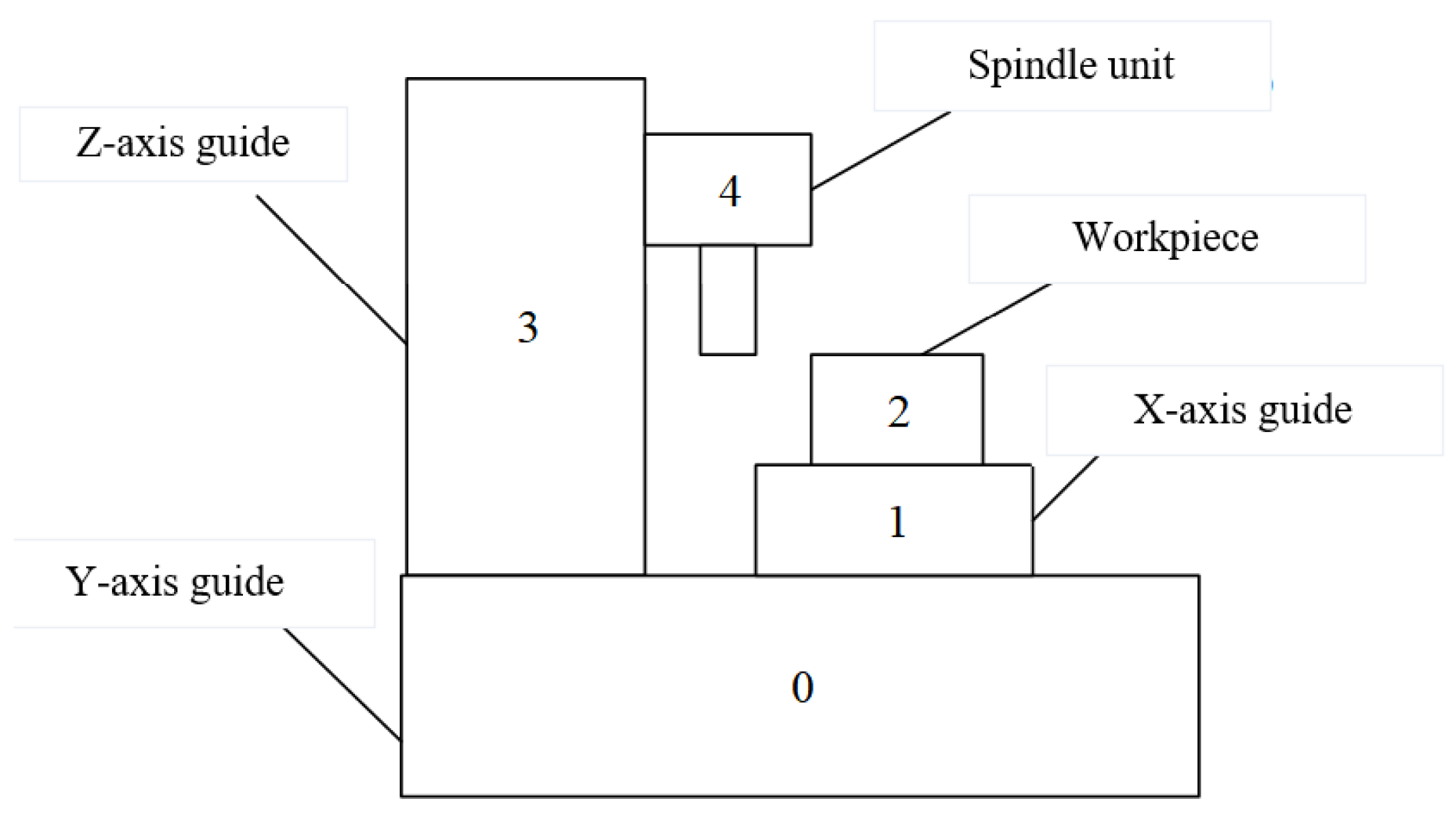
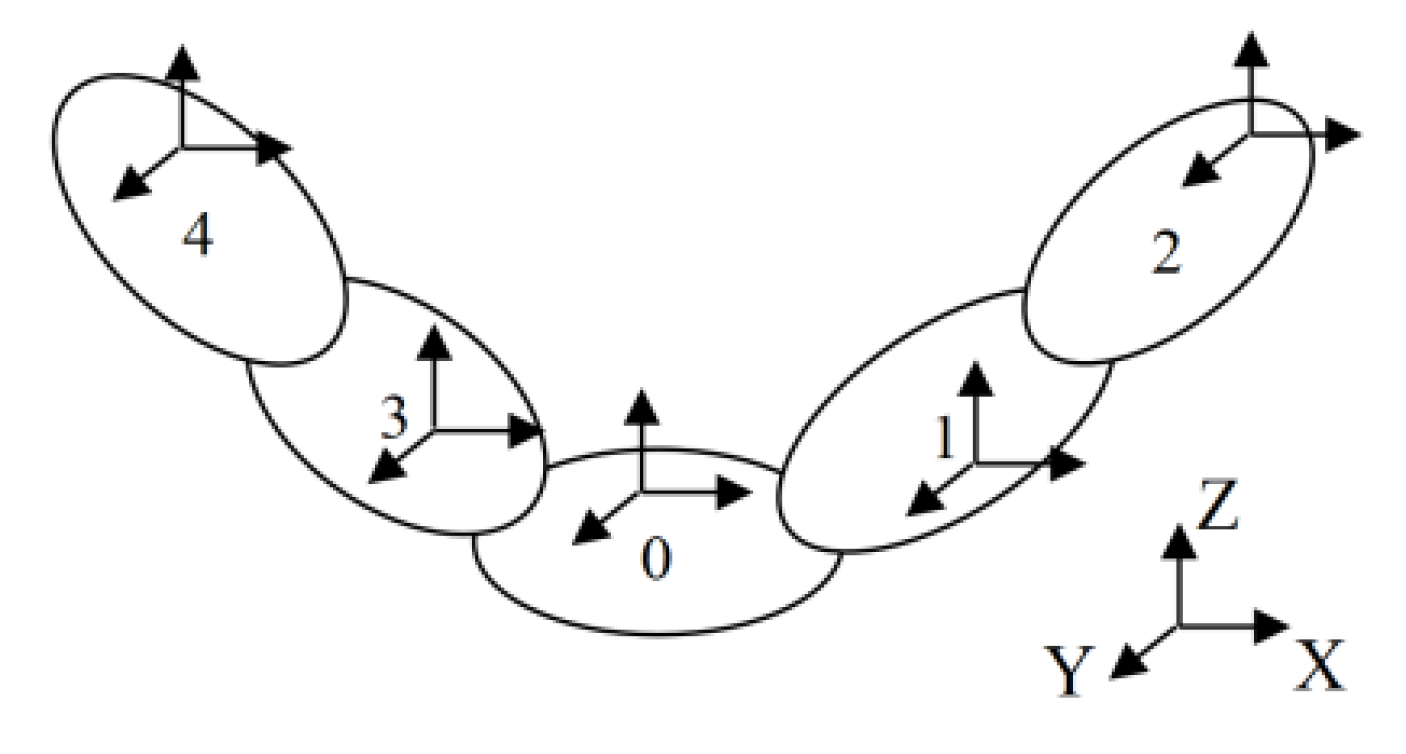
2.1. Structural Scheme and Mechanical Properties
2.2. Precision Linear Guide Unit
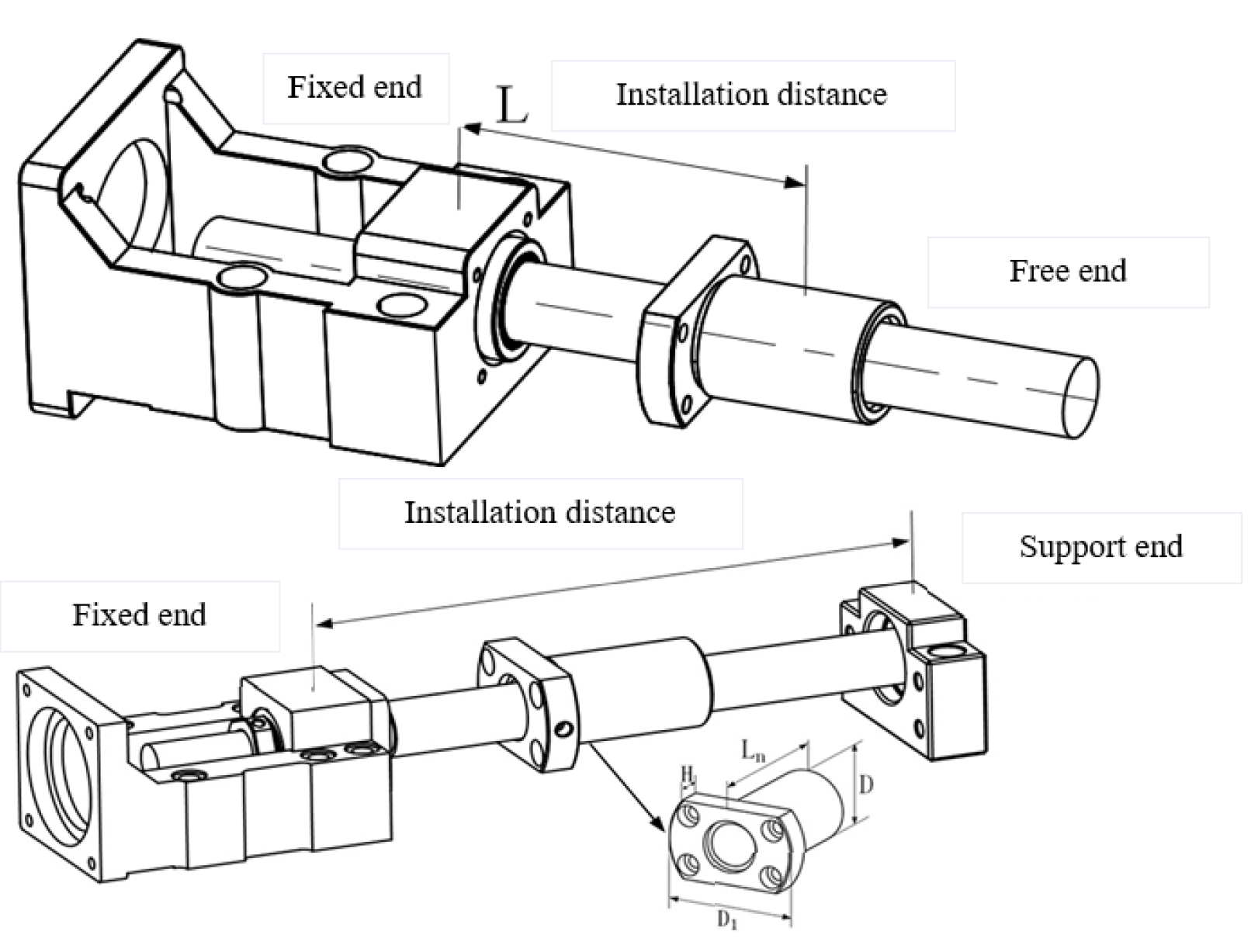
2.3. Ball Screw Unit
2.4. High Performance Rotary Servo Motor
3. Static and Dynamic Characteristic Simulation of Bed Structure
3.1. Static and Dynamic Characteristics Simulation Analysis
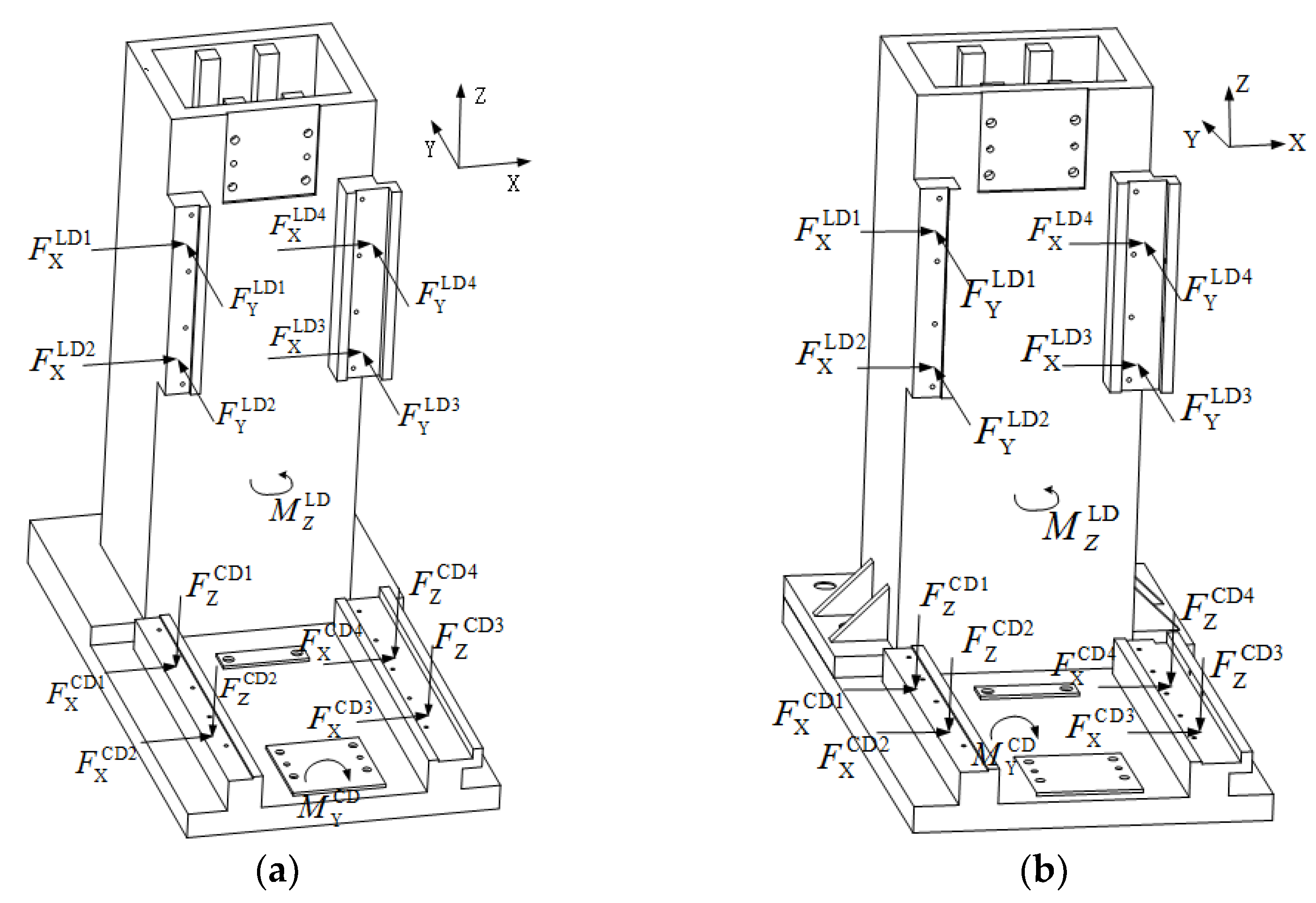
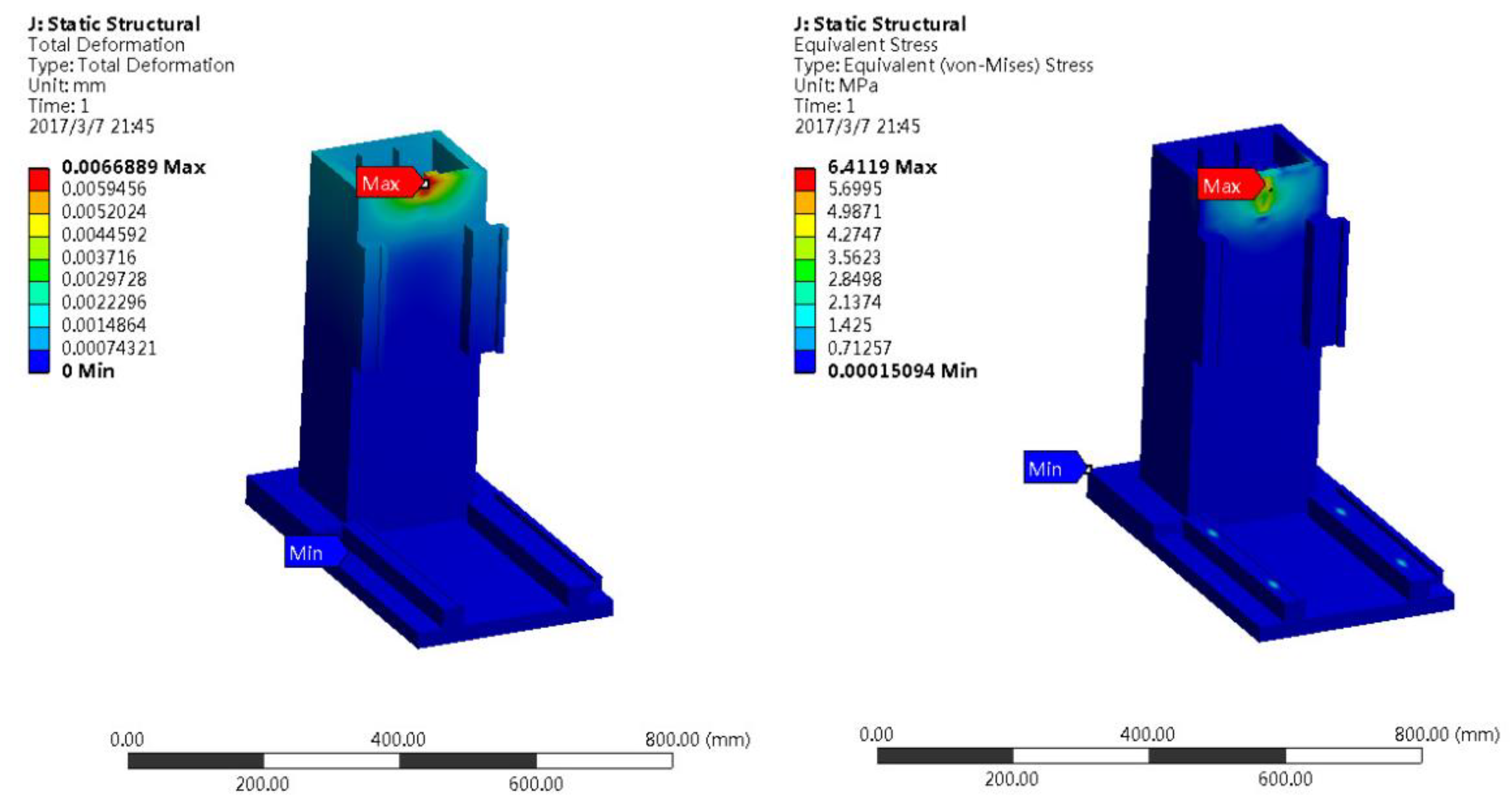
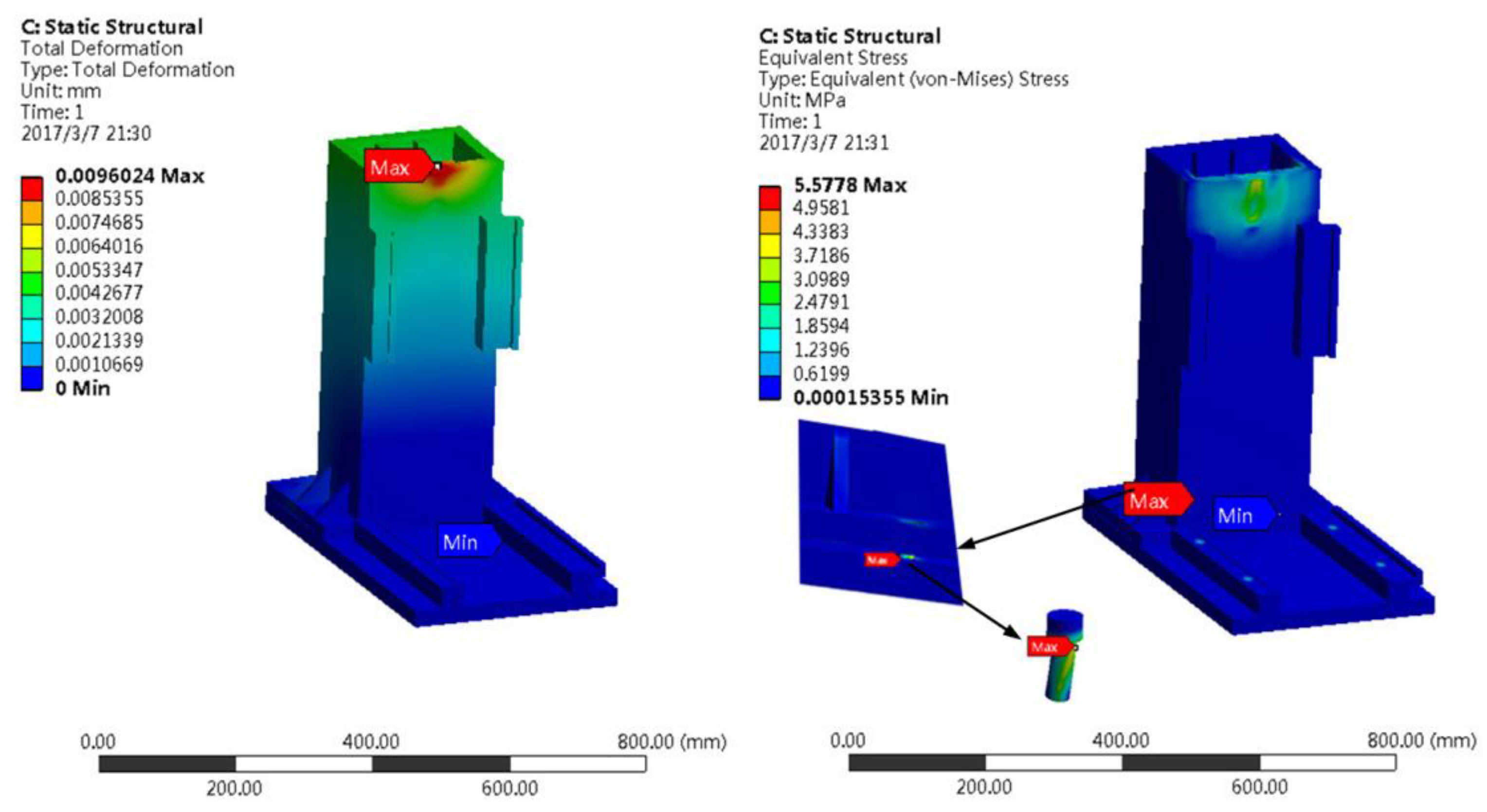
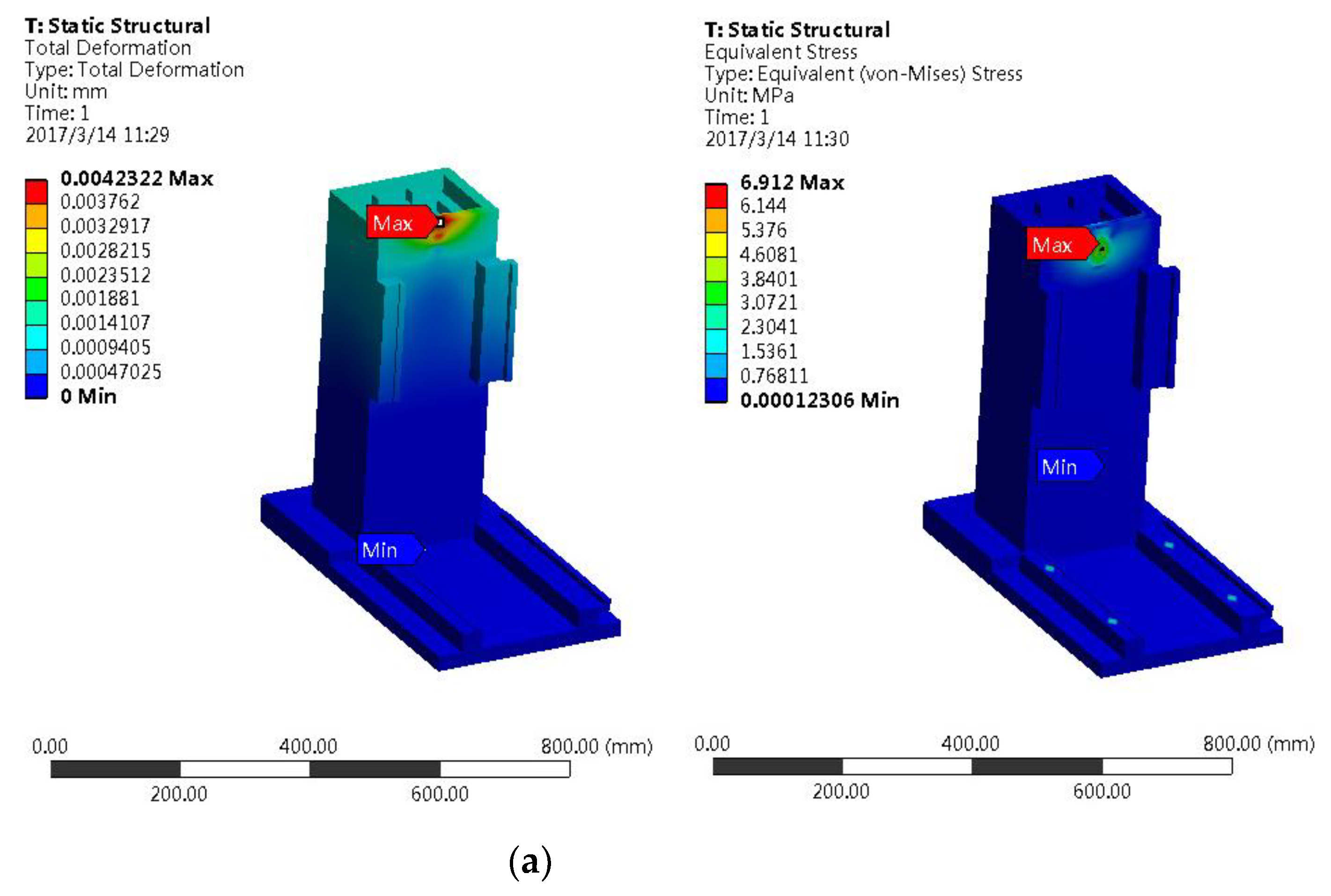
3.1.1. Static Analysis
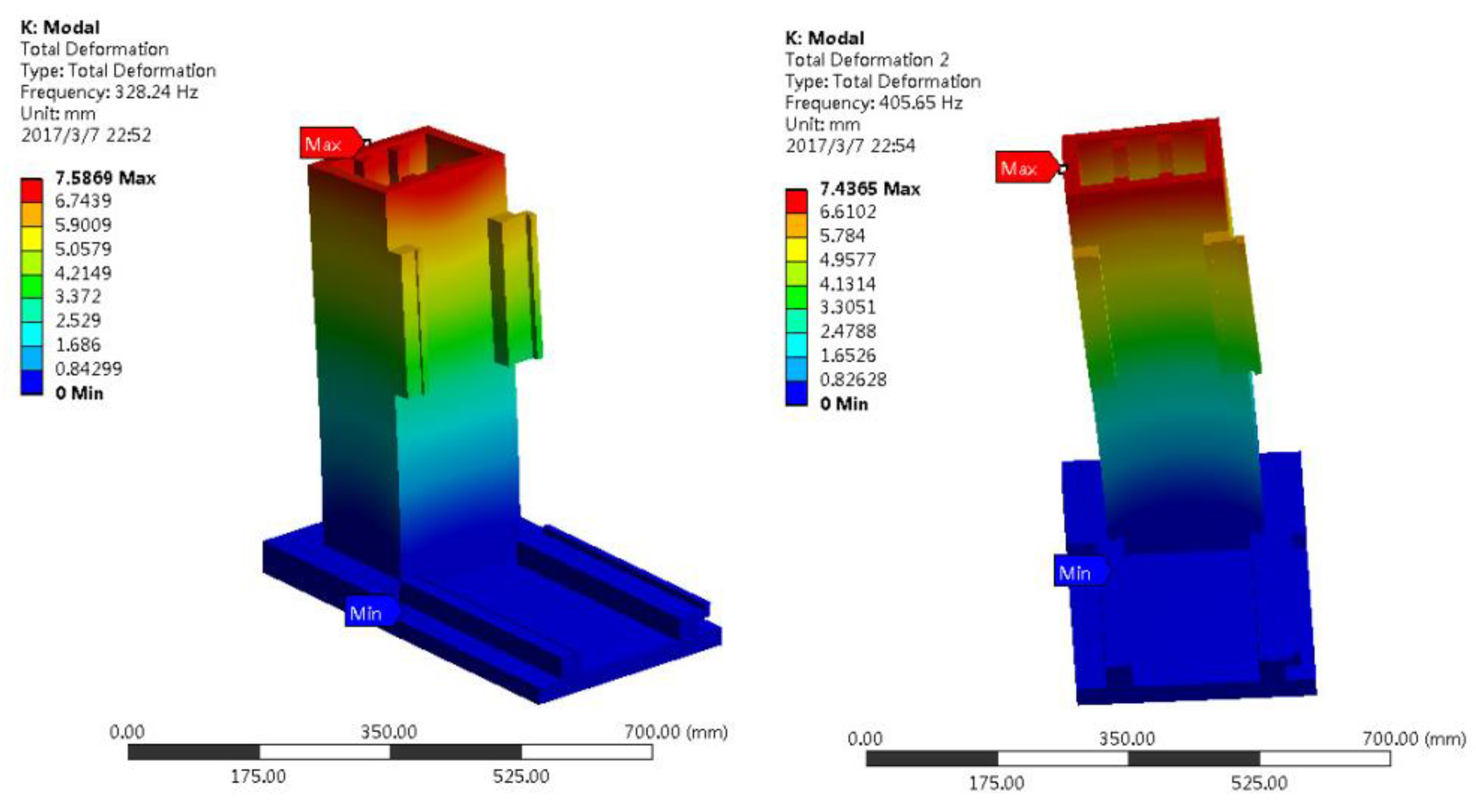
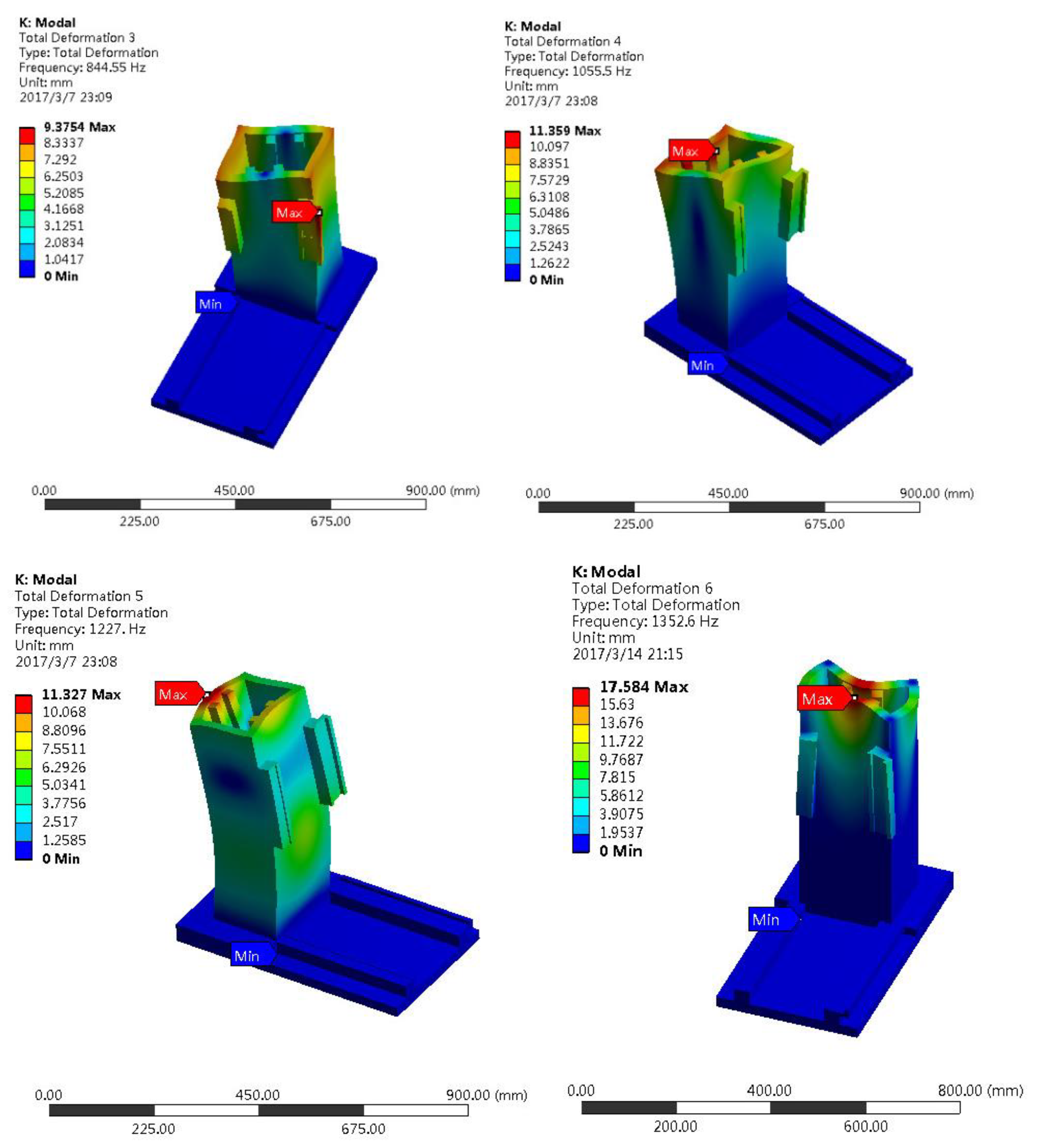
3.1.2. Modal Analysis
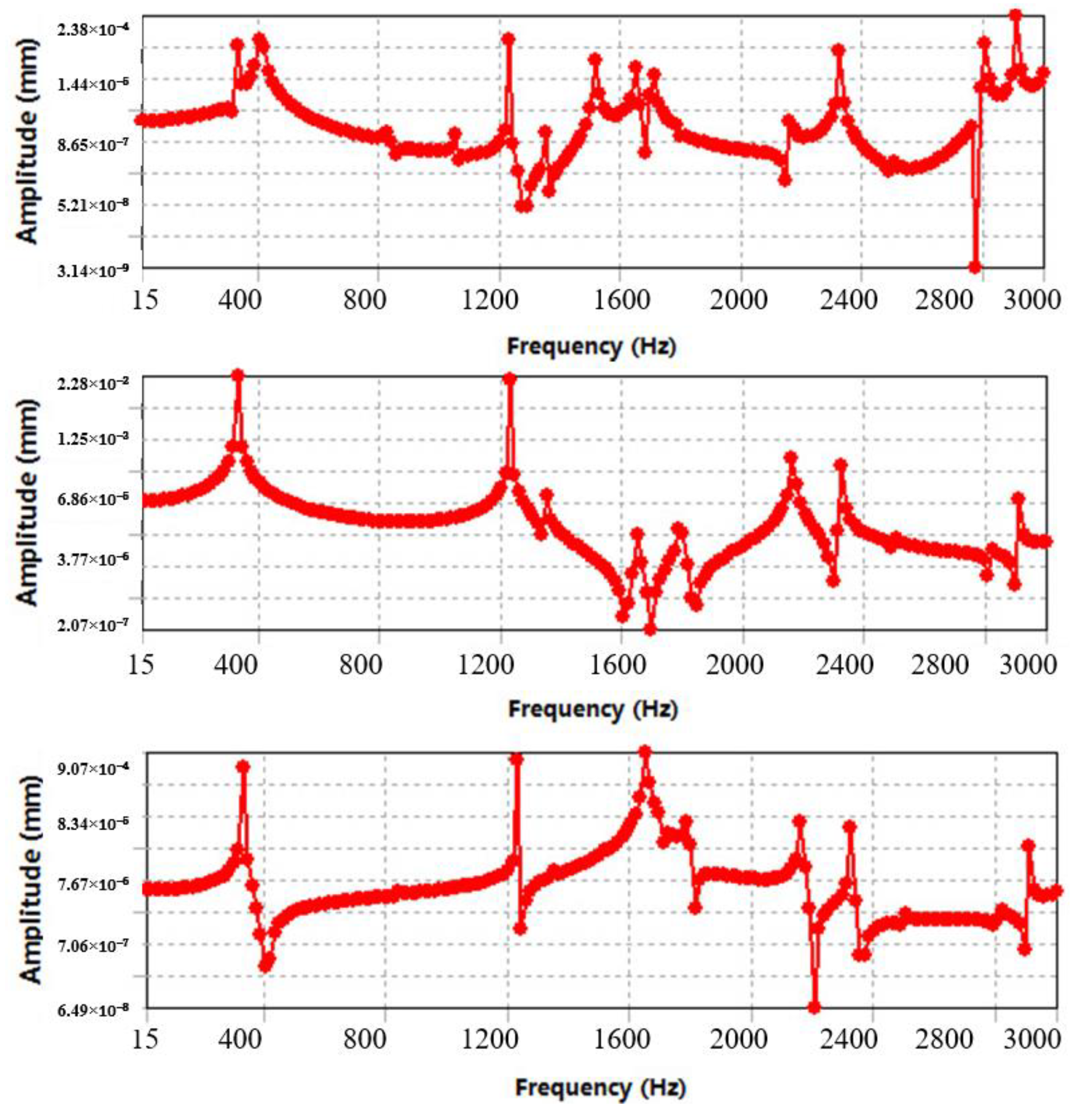
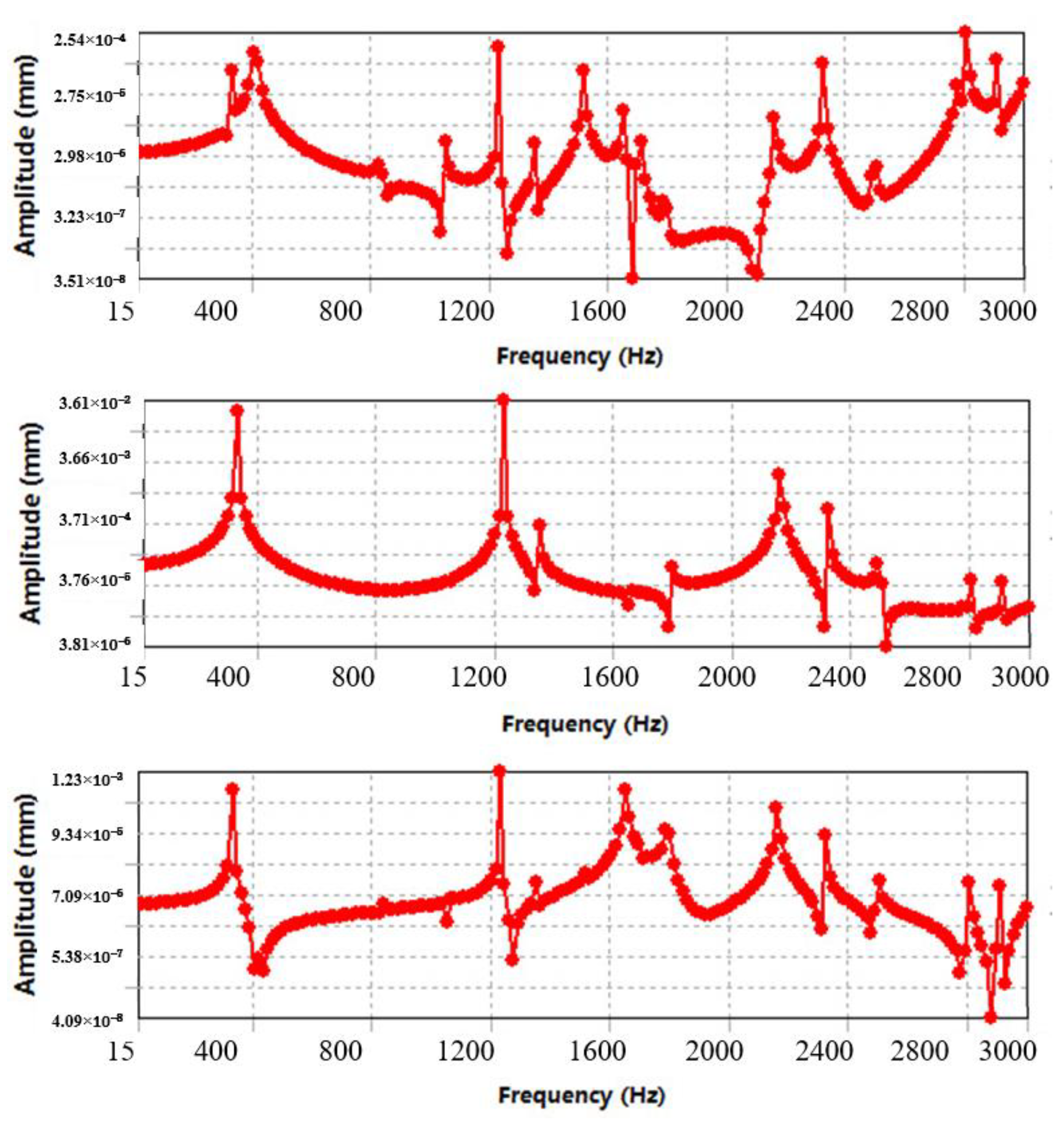
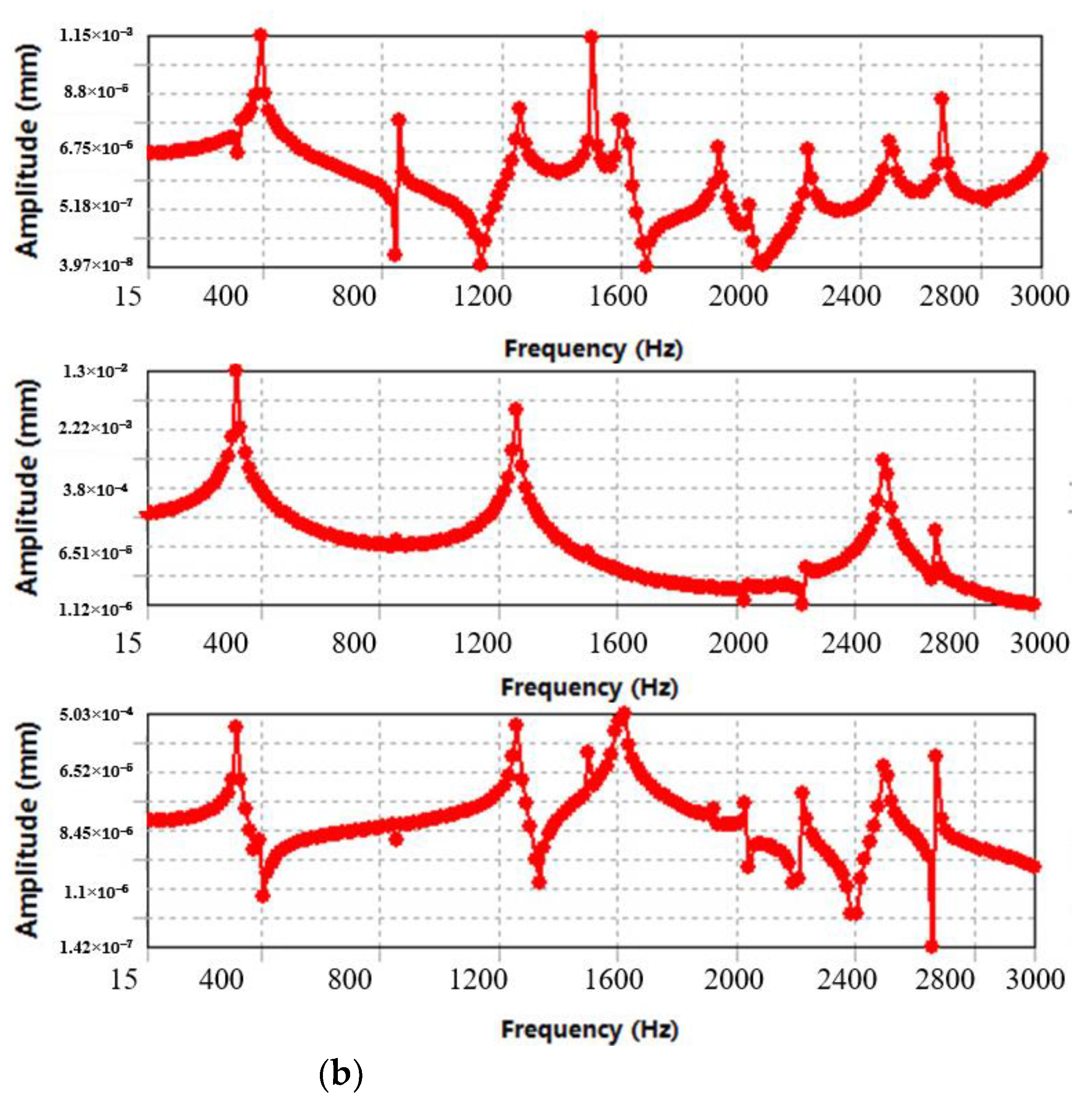
3.1.3. Harmonic Response Analysis
3.2. Structural Optimization
4. Performance Test of Micro-Machine Prototype
4.1. Accuracy Detection
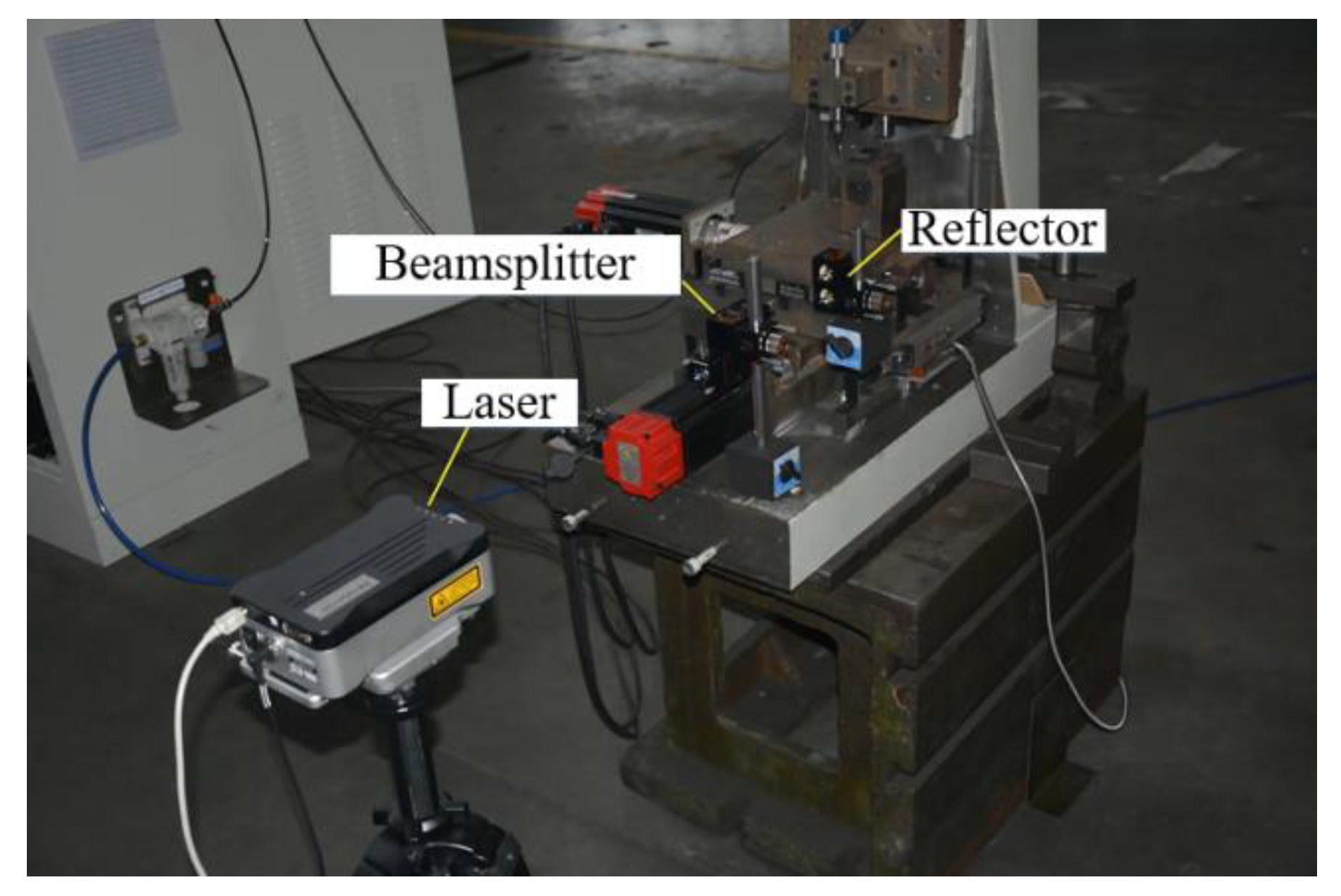
4.2. Experimental Verification
5. Conclusions
- (1)
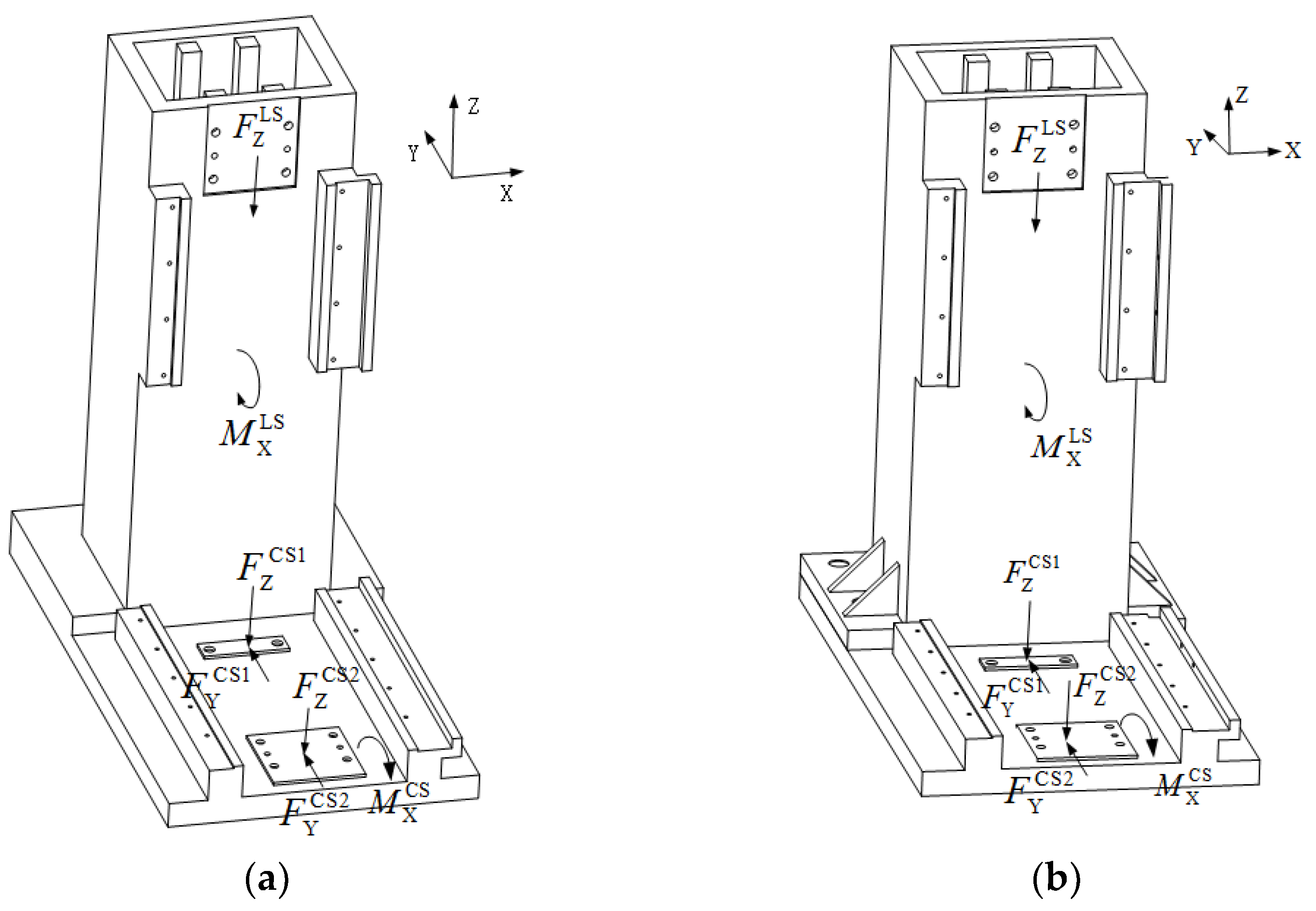
- The integral bed structure is significantly superior to the separate structure in terms of the maximum static deformation and harmonic response amplitude, and its maximum stress is much smaller than the yield strength of material. Compared with the assembled separate bed column, the integral bed structure can ensure the verticality between the bed columns at one time when casting the blank, which can more easily meet the requirement of relevant position accuracy. Therefore, the integral bed structure has better comprehensive mechanical properties.
- (2)
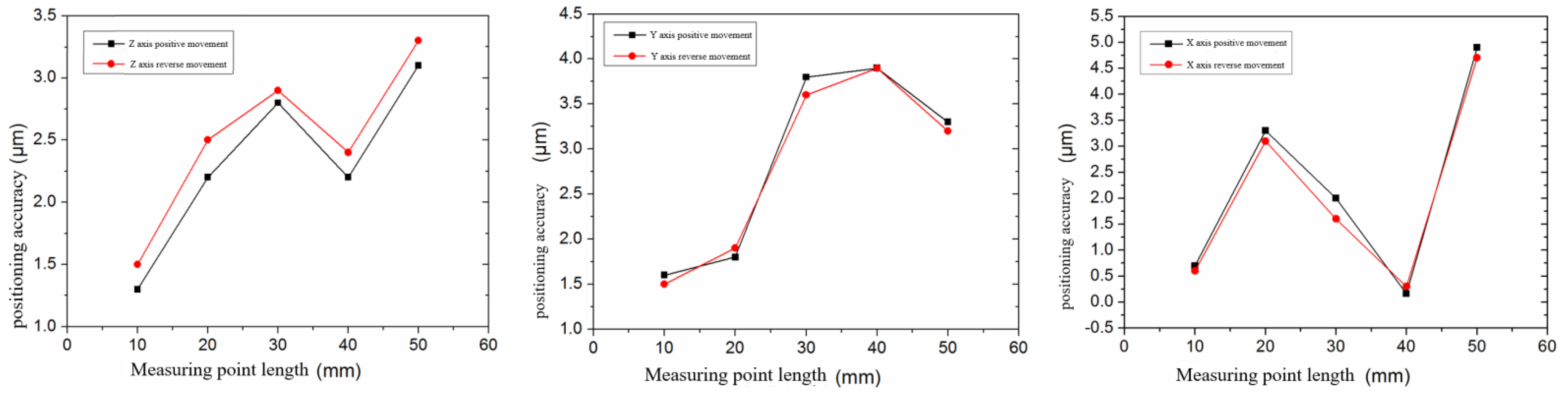
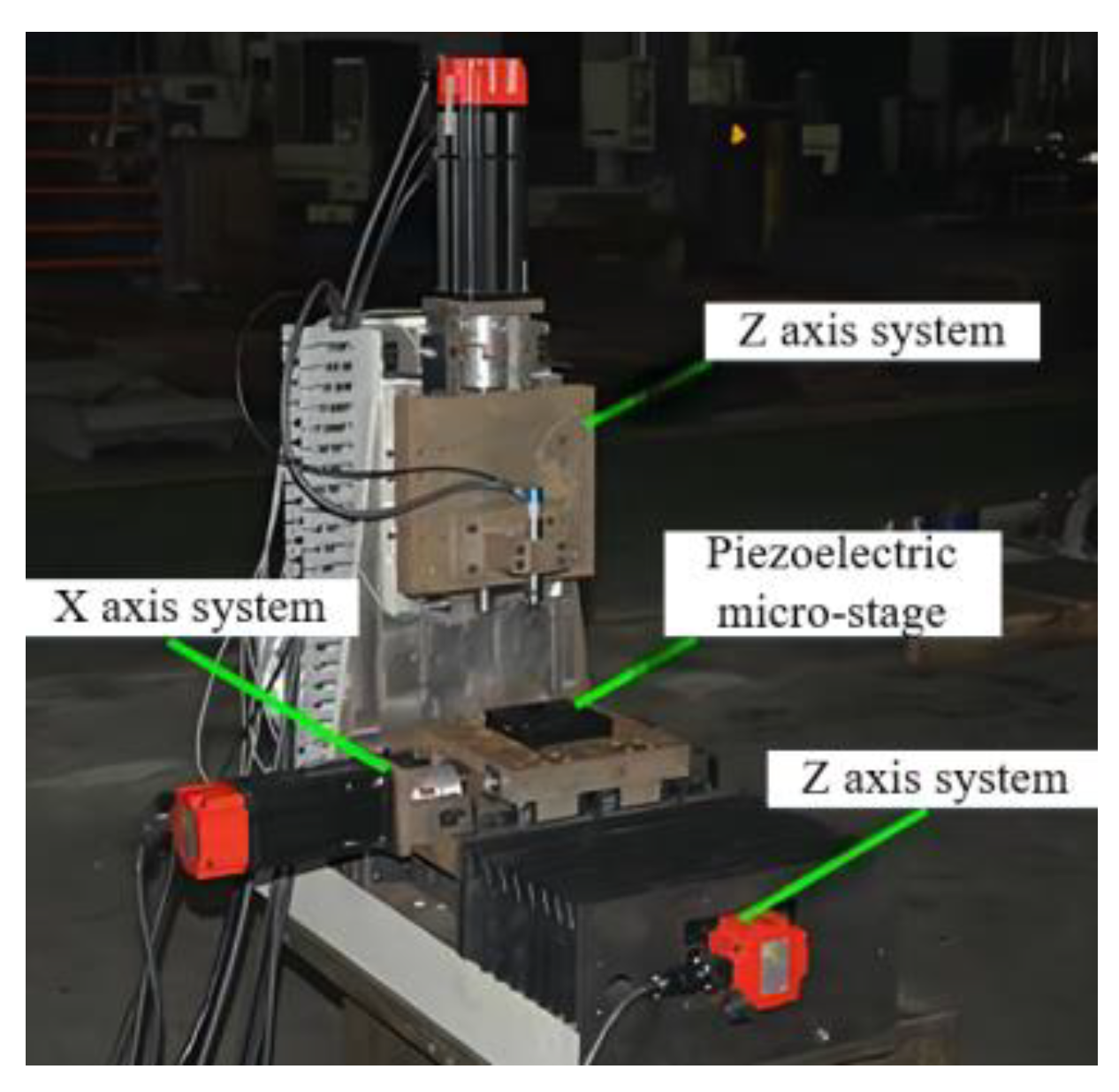
- A prototype of a micro-machine tool for micro-cutting was developed, and the motion accuracy of the coordinate axes of the prototype was tested. The results show that the positioning error of the X-axis is the largest, and the positioning error of the Z-axis is the smallest, which preliminarily verifies the reliability of the spatial geometric accuracy model of the micro-machine.
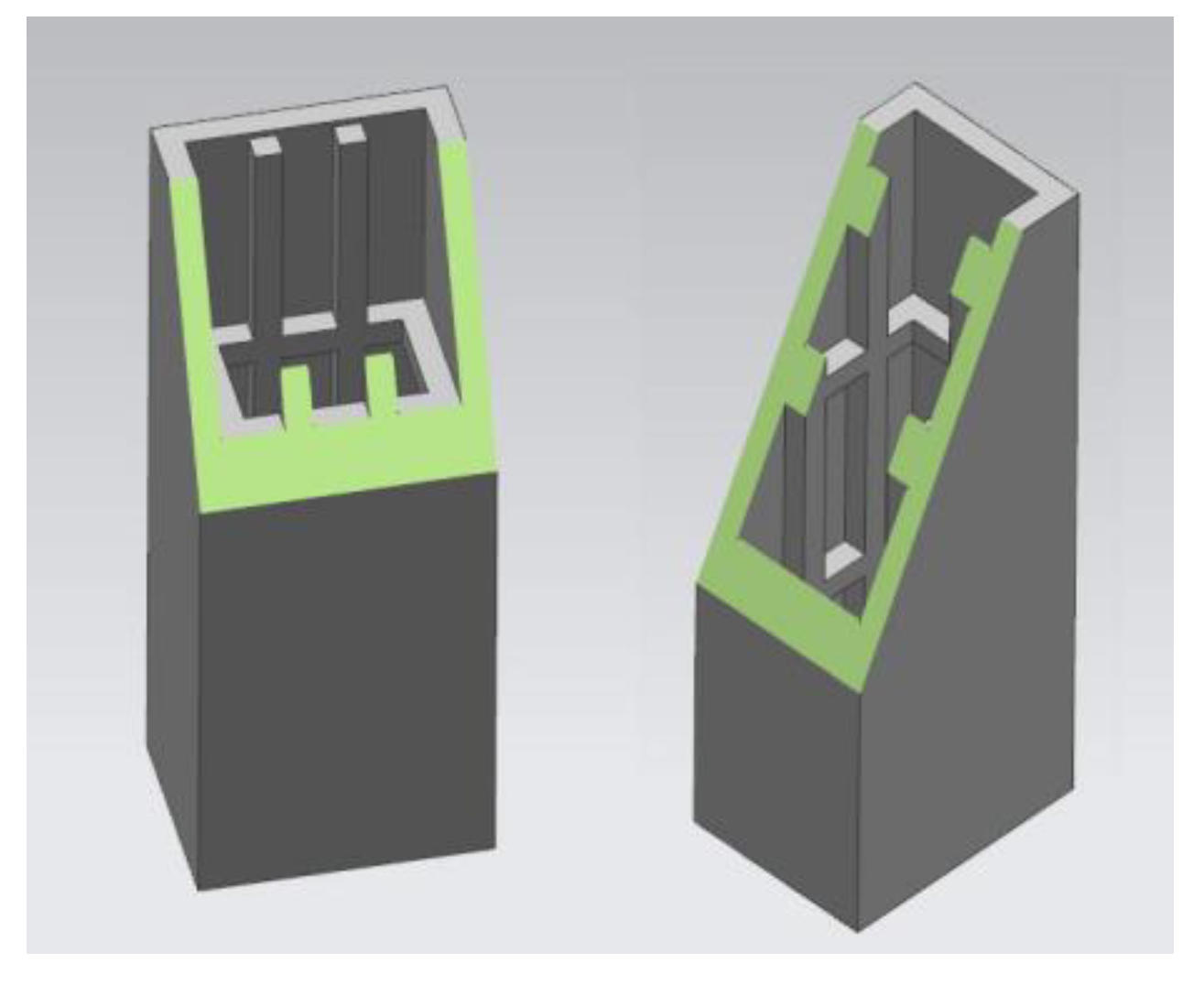
- (3)
- Only the number and arrangement of the ribs in the column are changed in the optimized integral bed structure, with simple structure and good mechanical properties. The positioning error of each macro-moving coordinate axis in the effective travel range is less than 5 μm. The repeated positioning accuracy of the Y axis is the highest, and the repeated positioning error and reverse error of each axis is less than 1.5 μm and 0.5 μm, respectively.
- (4)
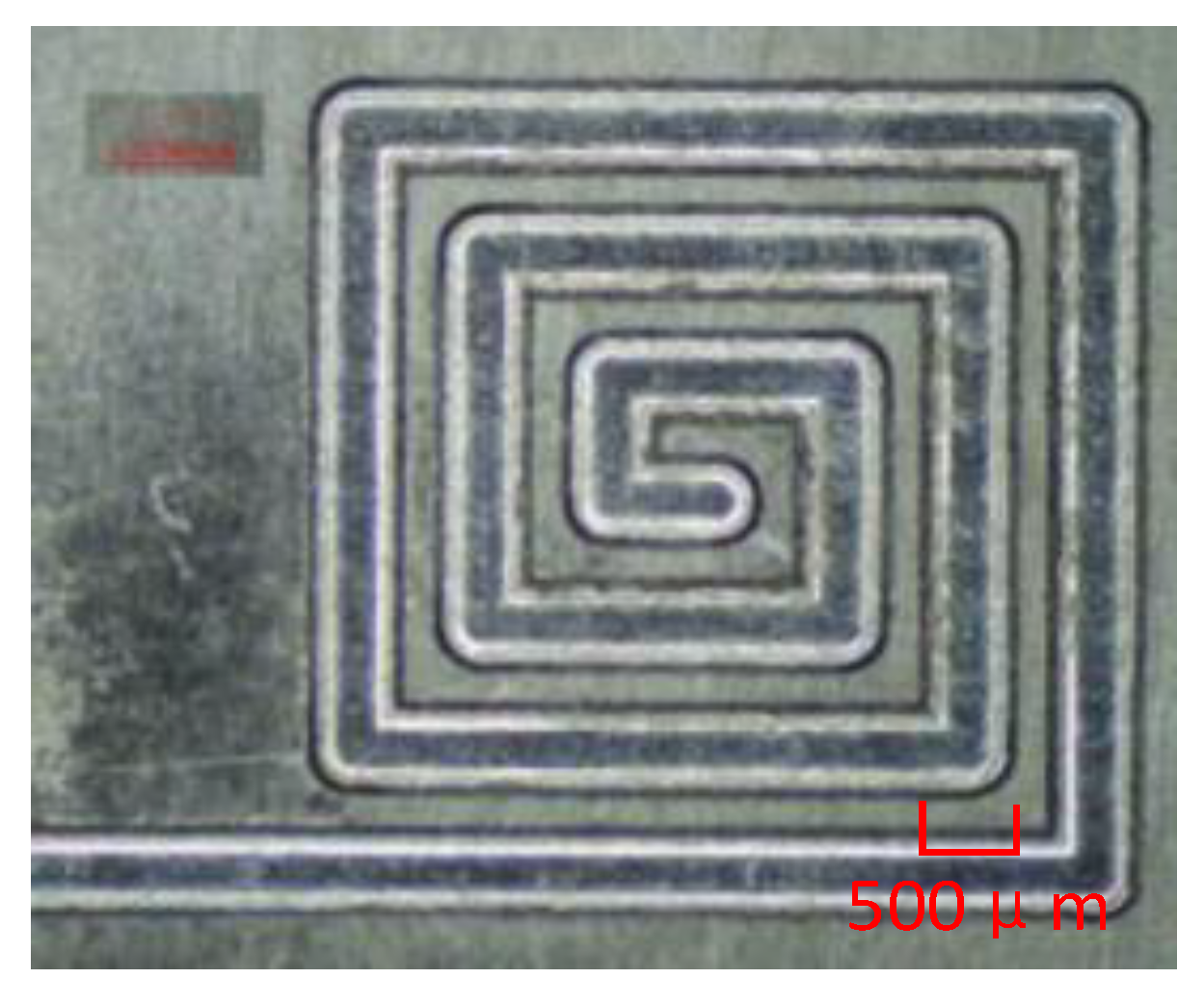
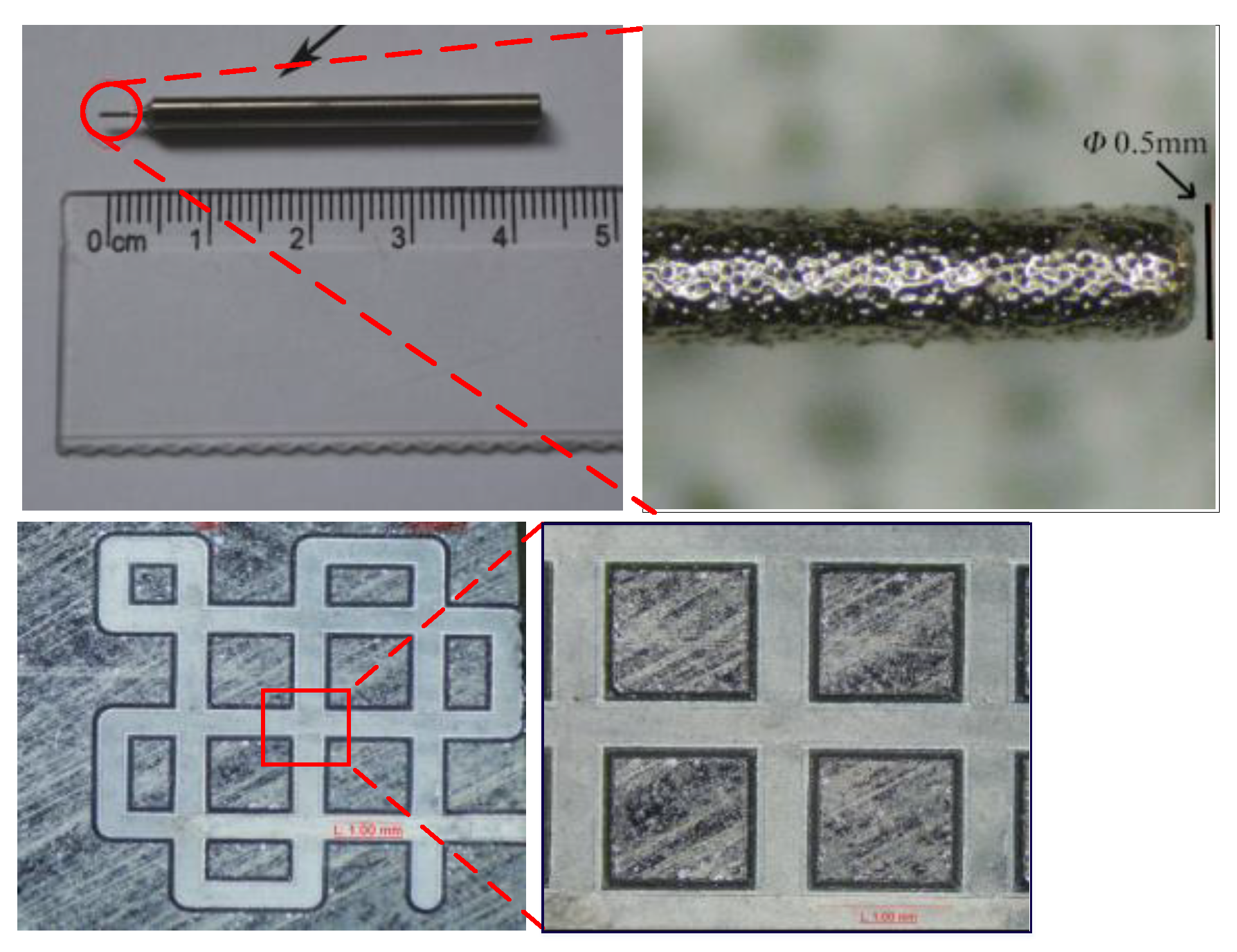
- Micro-milling and micro-grinding experiments were carried out on 6061 cemented carbide and single-crystal silicon materials. The machining results show that the prototype has good multi-axis linkage, and its machining performance fully meets the design and application requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Y.; Jin, L.; Liu, M.; Gong, Y.; Sun, Y.; Liu, M. A comprehensive review on fabrication of ultra small micro tools via electrical discharge machining-based methods. Int. J. Adv. Manuf. Technol. 2021, 1–33. [Google Scholar] [CrossRef]
- Das, A.; Shukla, S.; Kumar, M.; Singh, C.; Chandravanshi, M.L.; Bajpai, V. Development of a vibration free machine structure for high-speed micro-milling center. Int. J. Adv. Manuf. Technol. 2021, 116, 3489–3506. [Google Scholar] [CrossRef]
- Kshirsagar, N.; Tayade, R.M. A review of sequential micro-machining: State of art approach. Mater. Today Proc. 2022. [Google Scholar] [CrossRef]
- Uriarte, L.; Herrero, A.; Ivanov, A.; Oosterling, H.; Staemmler, L.; Tang, P.T.; Allen, D. Comparison between microfabrication technologies for metal tooling. J. Mech. Eng. Sci. 2006, 220, 1665–1676. [Google Scholar] [CrossRef]
- Ramesh, J.; Ram, M.M.; Varadarajan, Y.S. Barrier mitigation strategies to the deployment of renewable and energy-efficient technologies (REET) in micro and small manufacturing clusters. Mater. Today: Proc. 2022, 52, 1622–1632. [Google Scholar] [CrossRef]
- Chae, J.; Park, S.S.; Freiheit, T. Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 2006, 46, 313–332. [Google Scholar] [CrossRef]
- Wang, Y.; Geng, Y.; Yan, Y.; Wang, J.; Fang, Z. Robust model predictive control of a micro machine tool for tracking a periodic force signal. Optim. Control. Appl. Methods 2020, 41, 2037–2047. [Google Scholar] [CrossRef]
- Li, W.; Liu, M.; Ren, Y.; Chen, Q. A high-speed precision micro-spindle use for mechanical micro-machining. Int. J. Adv. Manuf. Technol. 2019, 102, 3197–3211. [Google Scholar] [CrossRef]
- Axinte, D.A.; Shukor, S.A.; Bozdana, A.T. An analysis of the functional capability of an in-house developed miniature 4-axis machine tool. Int. J. Mach. Tools Manuf. 2010, 50, 191–203. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, B.; Lu, L. Development of micro-miniature ultra-precision micro-milling machine tool. Manuf. Technol. Mach. Tool 2010, 1, 72–75. [Google Scholar]
- Ehmann, K.F.; Bourell, D.; Culpepper, M.L. International Assessment of Research and Development in Micromanufacturing; World Technology Evaluation Center: Baltimore, MD, USA, 2005. [Google Scholar]
- Domfeld, D.; Min, S.; Takeuchi, Y. Recent advances in mechanical micromachining. CIRP Ann.–Manuf. Technol. 2006, 55, 745–768. [Google Scholar] [CrossRef] [Green Version]
- Möhring, H.C. Composites in Production Machines. Procedia CIRP 2017, 66, 2–9. [Google Scholar] [CrossRef]
- Cho, S.K.; Kim, H.J.; Chang, S.H. The application of polymer composites to the table-top machine tool components for higher stiffness and reduced weight. Compos. Struct. 2011, 93, 492–501. [Google Scholar] [CrossRef]
- Xiao, H.; Li, W.; Zhou, Z.; Huang, X.; Ren, Y. Performance analysis of aerostatic journal micro-bearing and its application to high-speed precision micro-spindles. Tribol. Int. 2018, 120, 476–490. [Google Scholar] [CrossRef]
- Chang, W.; Zhong, W.; Ding, F. Development of a compact ultra-precision six-axis hybrid micro-machine. In Proceedings of the 2017 World Congress on Micro and Nano Manufacturing, Garden, India, 27–30 March 2017. [Google Scholar]
- Liu, W.K.; Karpov, E.G.; Park, H.S. Nano Mechanics and Materials: Theory, Multiscale Methods and Applications; John and Wiley and Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Department of Theoretical Mechanics, Harbin Institute of Technology. Theoretical Mechanics II, 8th ed.; Higher Education Press: Beijing, China, 2016. (In Chinese) [Google Scholar]
- Zhang, X.; Yu, T.; Wang, W. Prediction of cutting forces and instantaneous tool deflection in micro end milling by considering tool run-out. Int. J. Mech. Sci. 2018, 136, 24–133. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Position | Maximum Deformation (μm) | Maximum Stress σ (MPa) |
|---|---|---|
| Upper limit | 6.67 | 6.41 |
| Middle | 6.68 | 6.41 |
| Lower limit | 6.69 | 6.41 |
| Feed Position | Maximum Deformation (μm) | Maximum Stress σ (MPa) |
|---|---|---|
| Upper limit | 9.56 | 5.55 |
| Middle | 9.58 | 5.56 |
| Lower limit | 9.60 | 5.58 |
| Order | Natural Frequency (Hz) | Main Form of Vibration | The Part with the Largest Amplitude |
|---|---|---|---|
| 1 | 328.24 | The column swings back and forth | Top of front end face of column |
| 2 | 405.65 | The column swings left and right | Top left end face of column |
| 3 | 844.55 | The column twists | Upper end of the left guide rail of the column |
| 4 | 1055.52 | The column twists on all sides | Top of the right rib on the rear end face of the column |
| 5 | 1227.03 | The column bends front and rear | Top of the rear end of column |
| 6 | 1352.61 | The column is squeezed inward | Top of the front and rear of the column |
| Order | Natural Frequency (Hz) | Main Form of Vibration | The Part with the Largest Amplitude |
|---|---|---|---|
| 1 | 330.58 | The column swings back and forth | Top of front end face of column |
| 2 | 411.44 | The column swings left and right | Top left end face of column |
| 3 | 836.71 | The column twists | Upper end of the left guide rail of the column |
| 4 | 1052.31 | The column twists on all sides | Top of the right rib on the rear end face of the column |
| 5 | 1230.23 | The column bends front and rear | Top of rear end of column |
| 6 | 1351.61 | The column is squeezed inward | Top of the front and rear of the column |
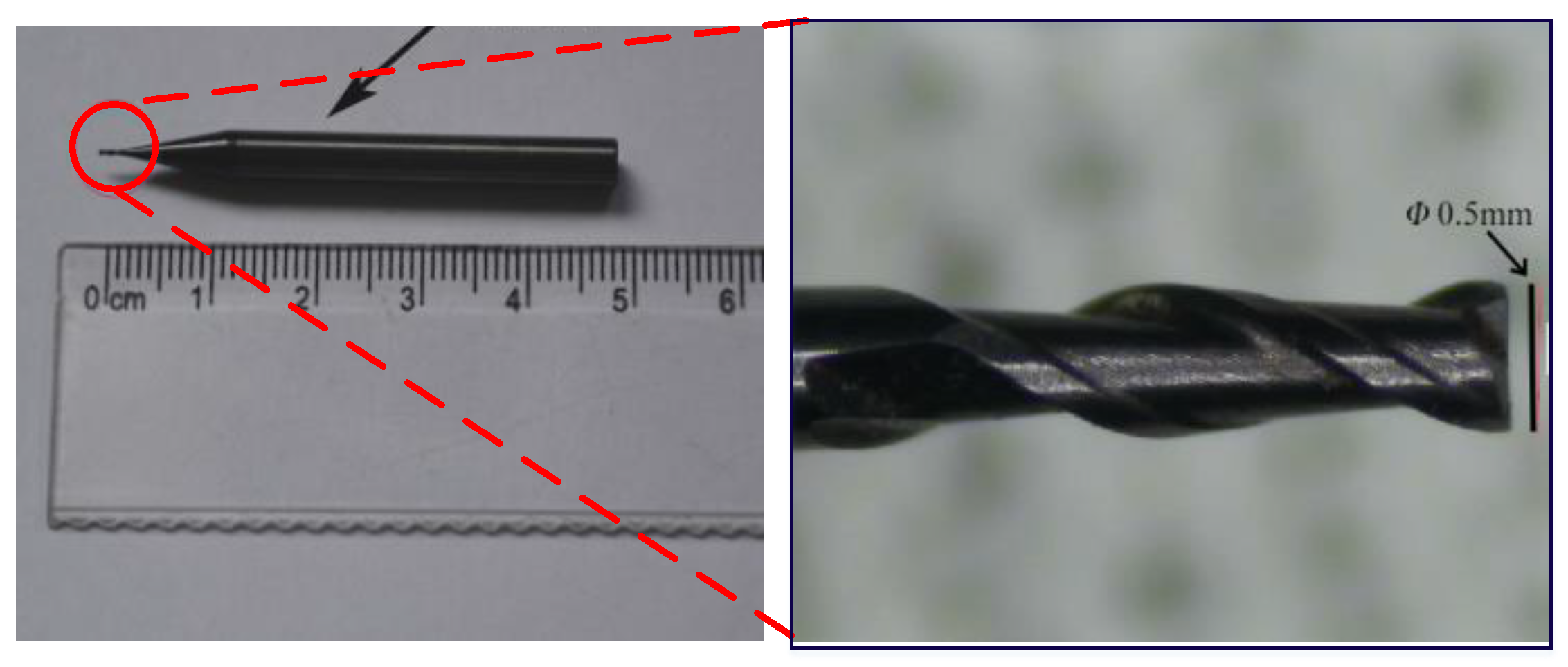
| Micro Milling Head Material | Number of Blades | Shank Diameter (mm) | End Tooth Diameter (mm) | Total Length (mm) |
|---|---|---|---|---|
| Carbide | Two-edged | Φ 4 | Φ 0.5 | 50 |
| Abrasive Material | Granularity | Shank Diameter (mm) | Grinding Head Diameter (mm) | Total Length (mm) |
|---|---|---|---|---|
| Diamond | #600 | Φ 3 | Φ 0.5 | 45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, H.; Hu, X.; Luo, S.; Li, W. Developing and Testing the Proto Type Structure for Micro Tool Fabrication. Machines 2022, 10, 938. https://doi.org/10.3390/machines10100938
Xiao H, Hu X, Luo S, Li W. Developing and Testing the Proto Type Structure for Micro Tool Fabrication. Machines. 2022; 10(10):938. https://doi.org/10.3390/machines10100938
Chicago/Turabian StyleXiao, Hang, Xiaolong Hu, Shaoqing Luo, and Wei Li. 2022. "Developing and Testing the Proto Type Structure for Micro Tool Fabrication" Machines 10, no. 10: 938. https://doi.org/10.3390/machines10100938