Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analysis Methods
2.3. Equipment
2.4. Magnetic Separation
2.5. Flotation
2.6. Equations
3. Results and Discussion
3.1. Dry Magnetic Separation
3.2. Wet Magnetic Separation
3.3. Carbon Flotation of the Non-Magnetic Fraction of CFA
4. Conclusions
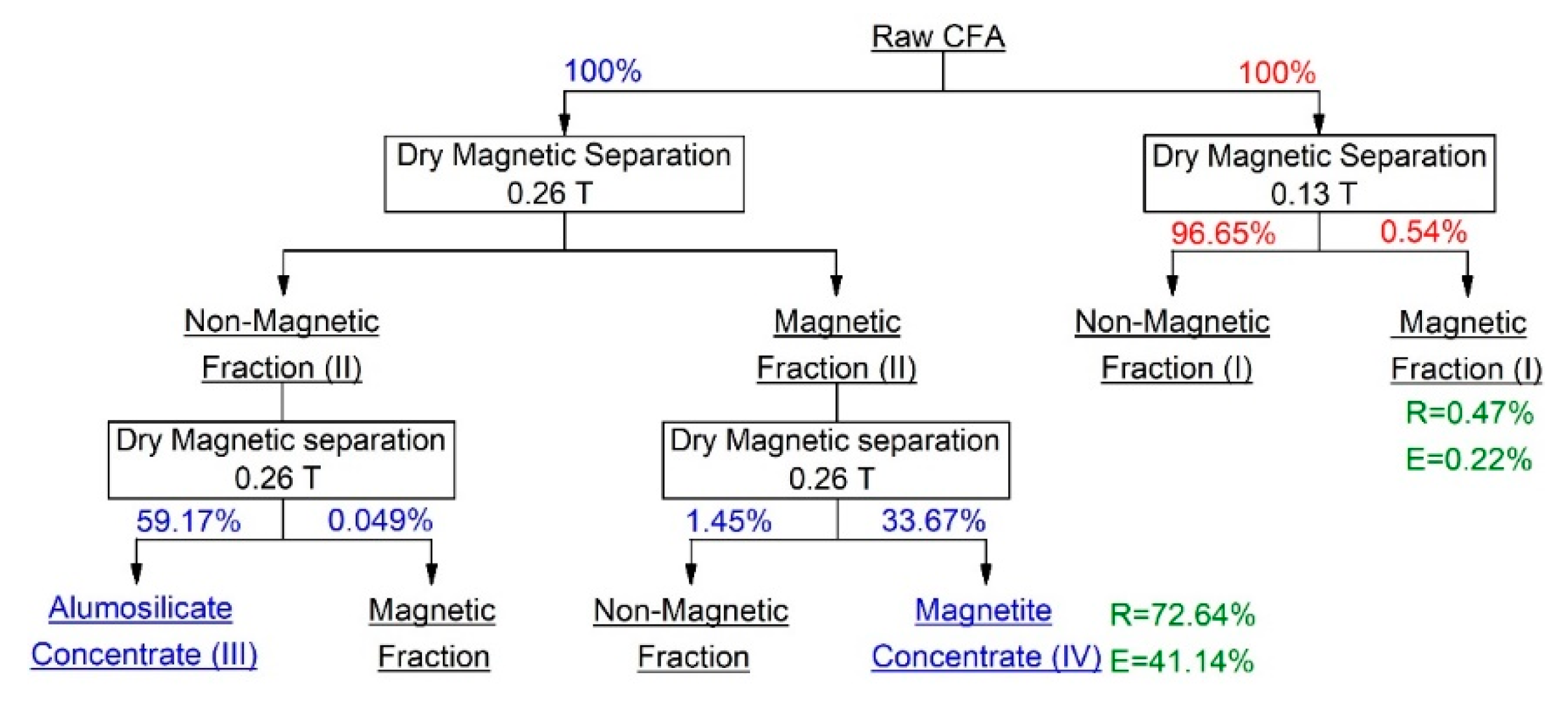
- The dry magnetic separation of CFA with magnetic intensities at 0.26 T can provide a magnetite concentrate with a magnetite content of ~10.48 wt %.
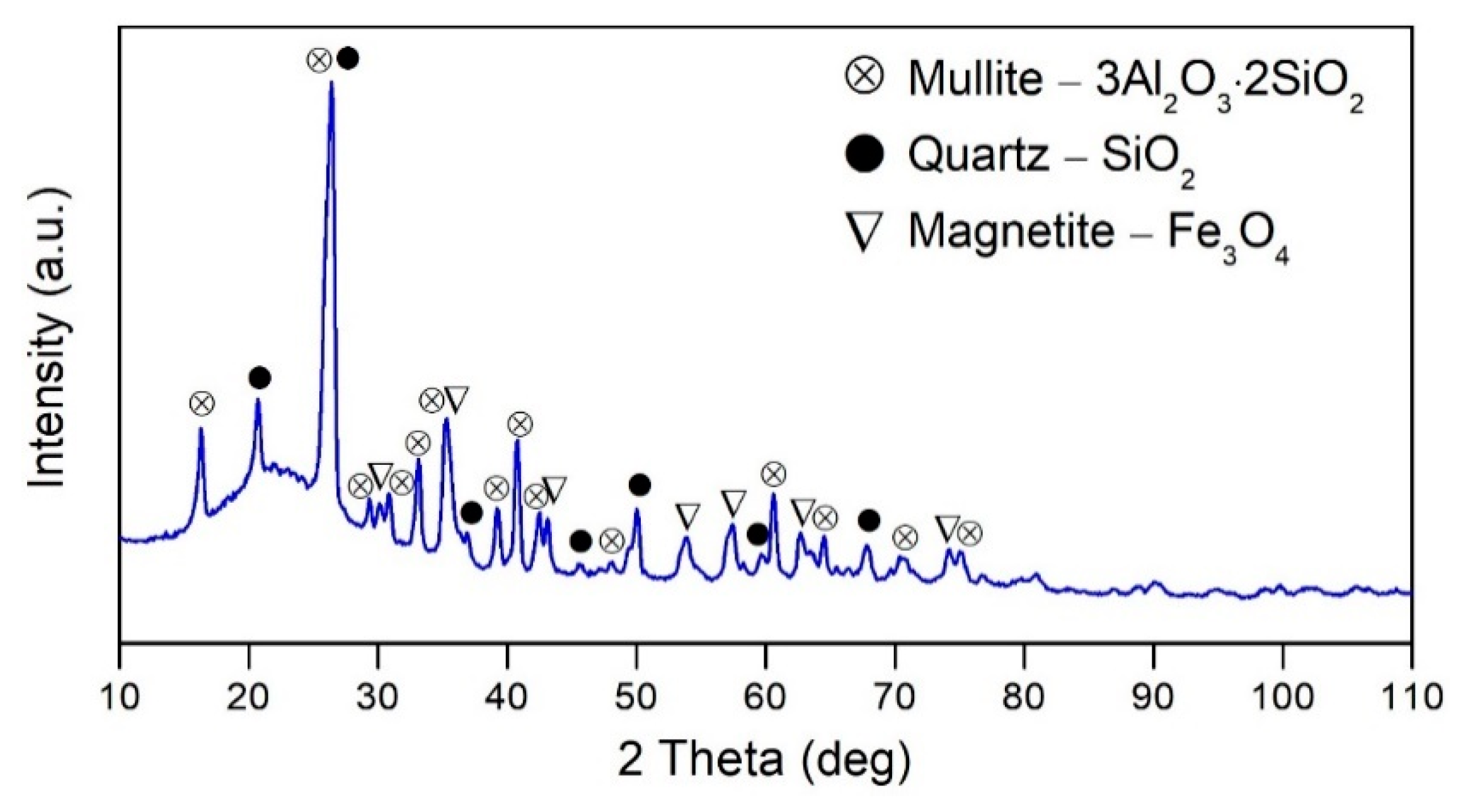
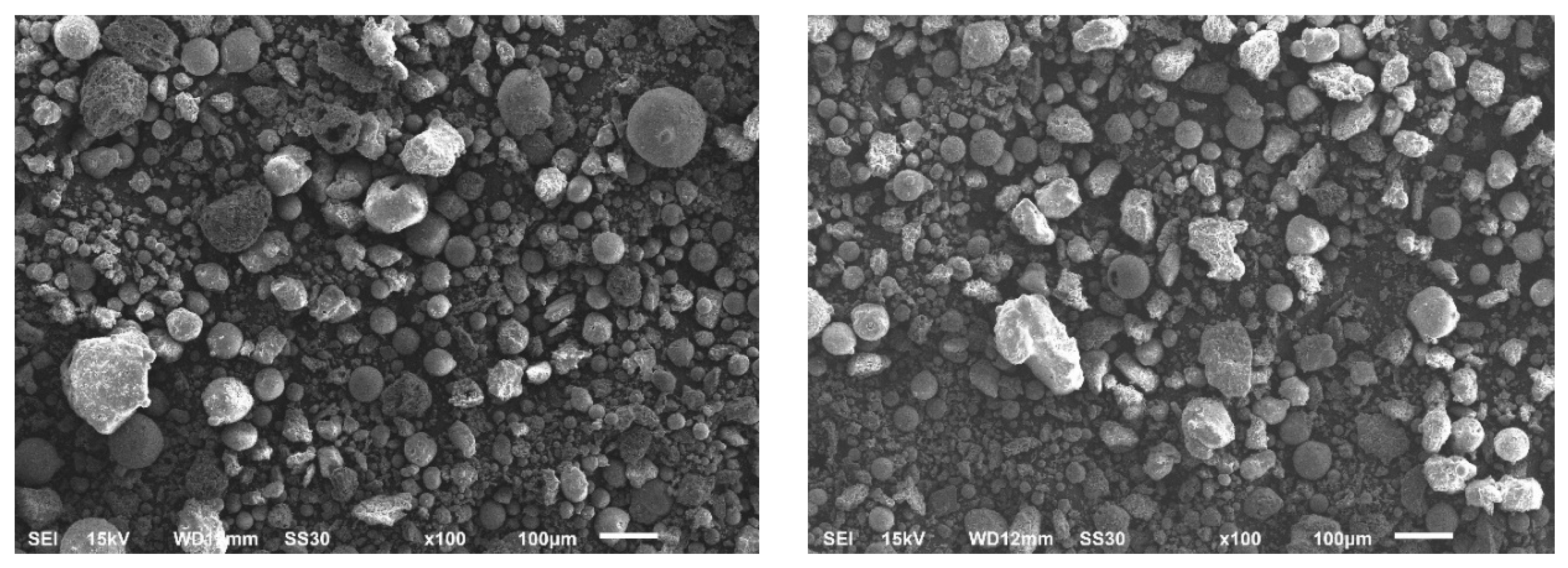
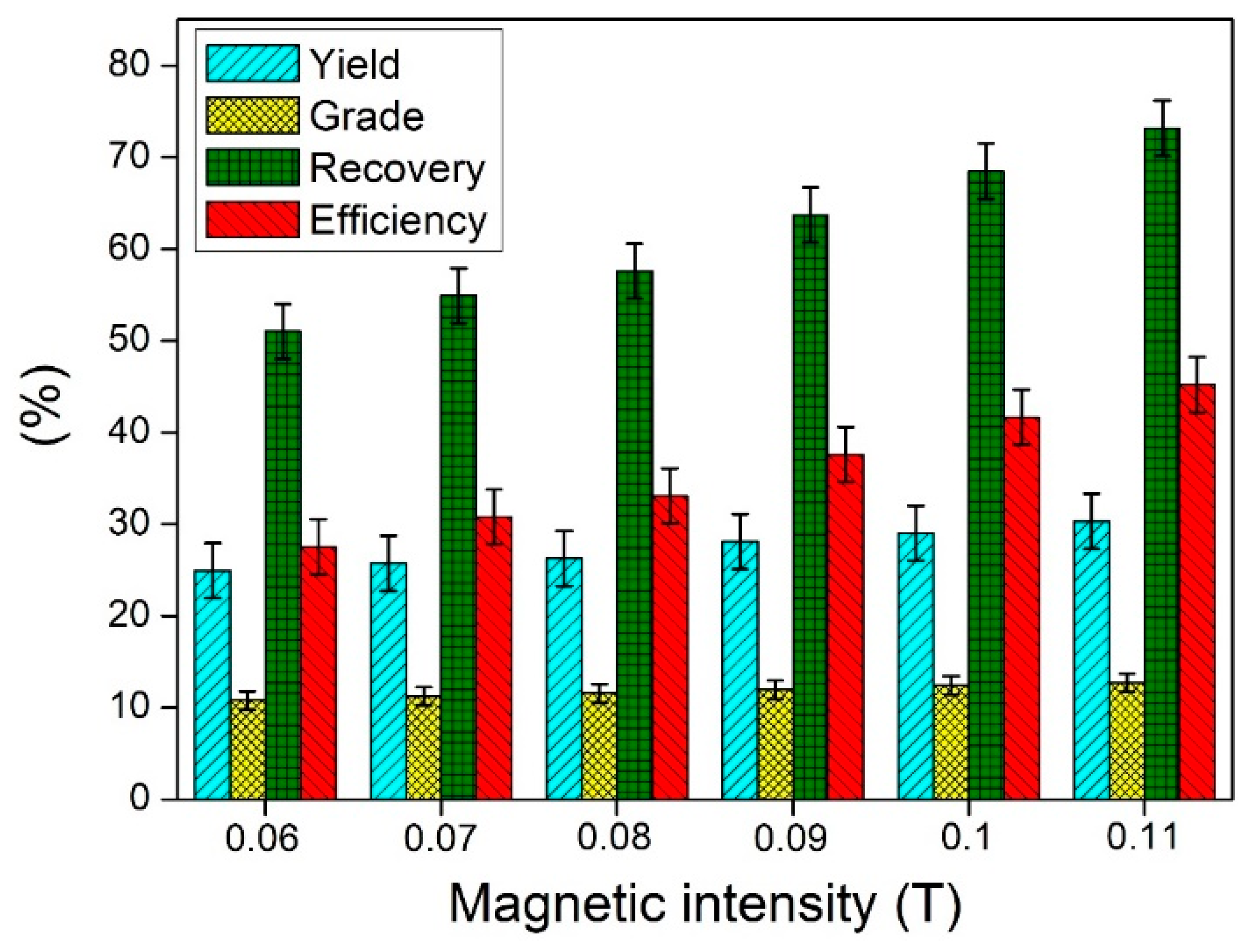
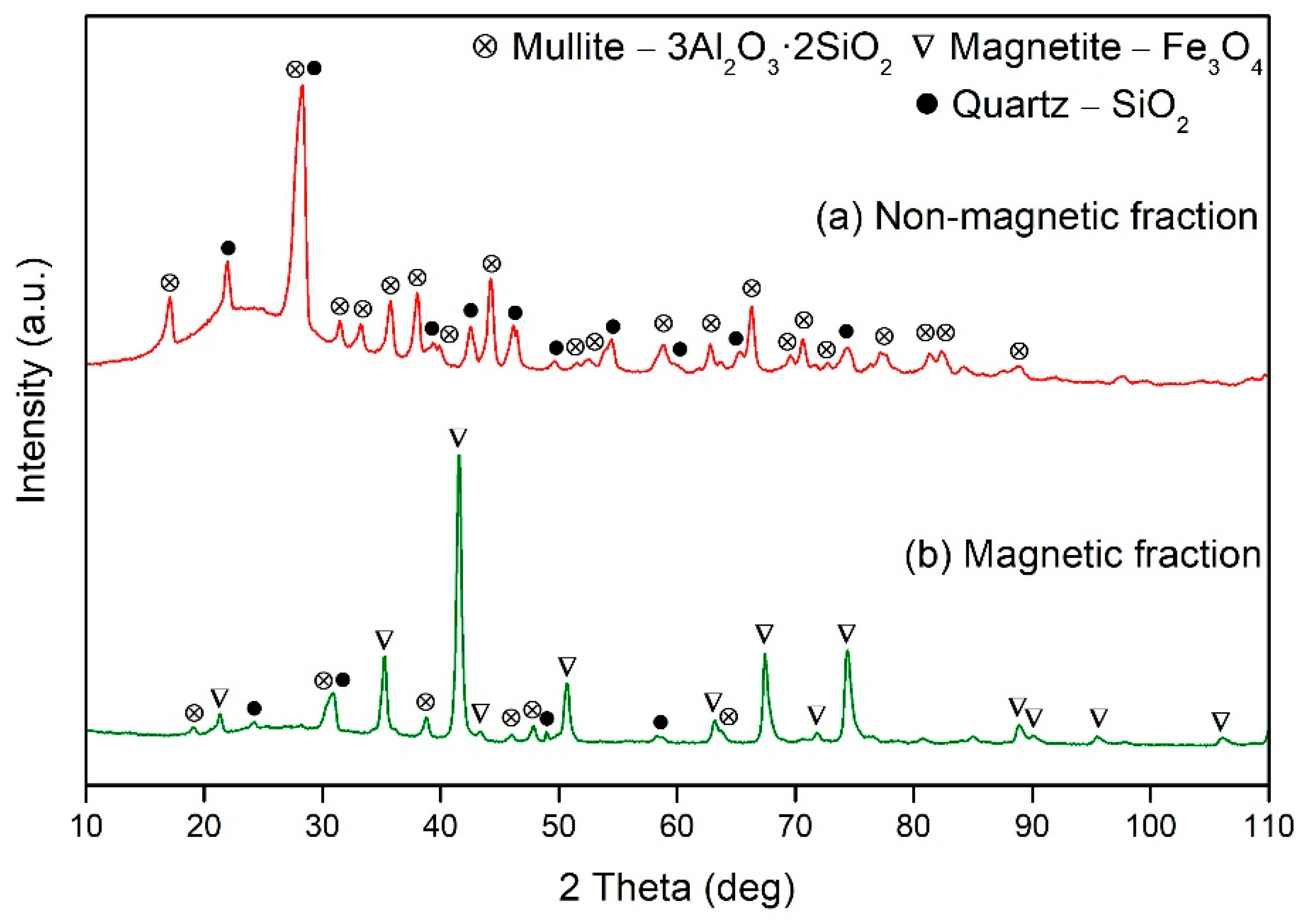
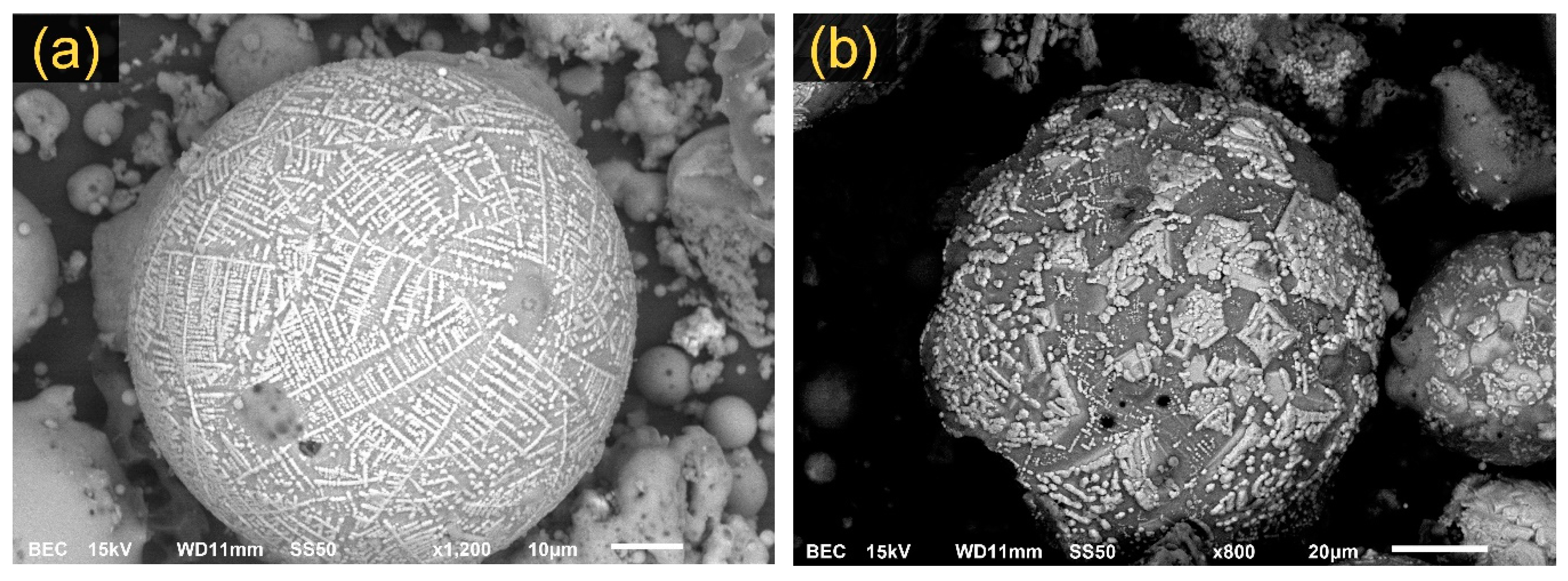
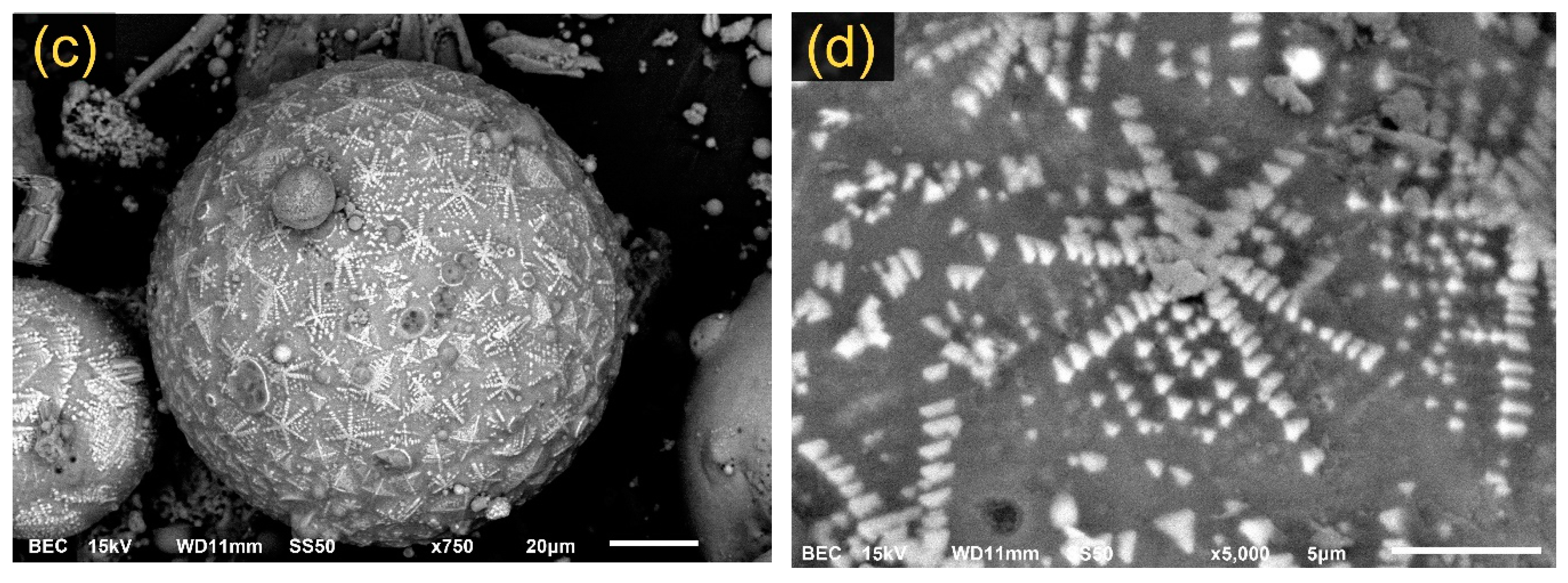
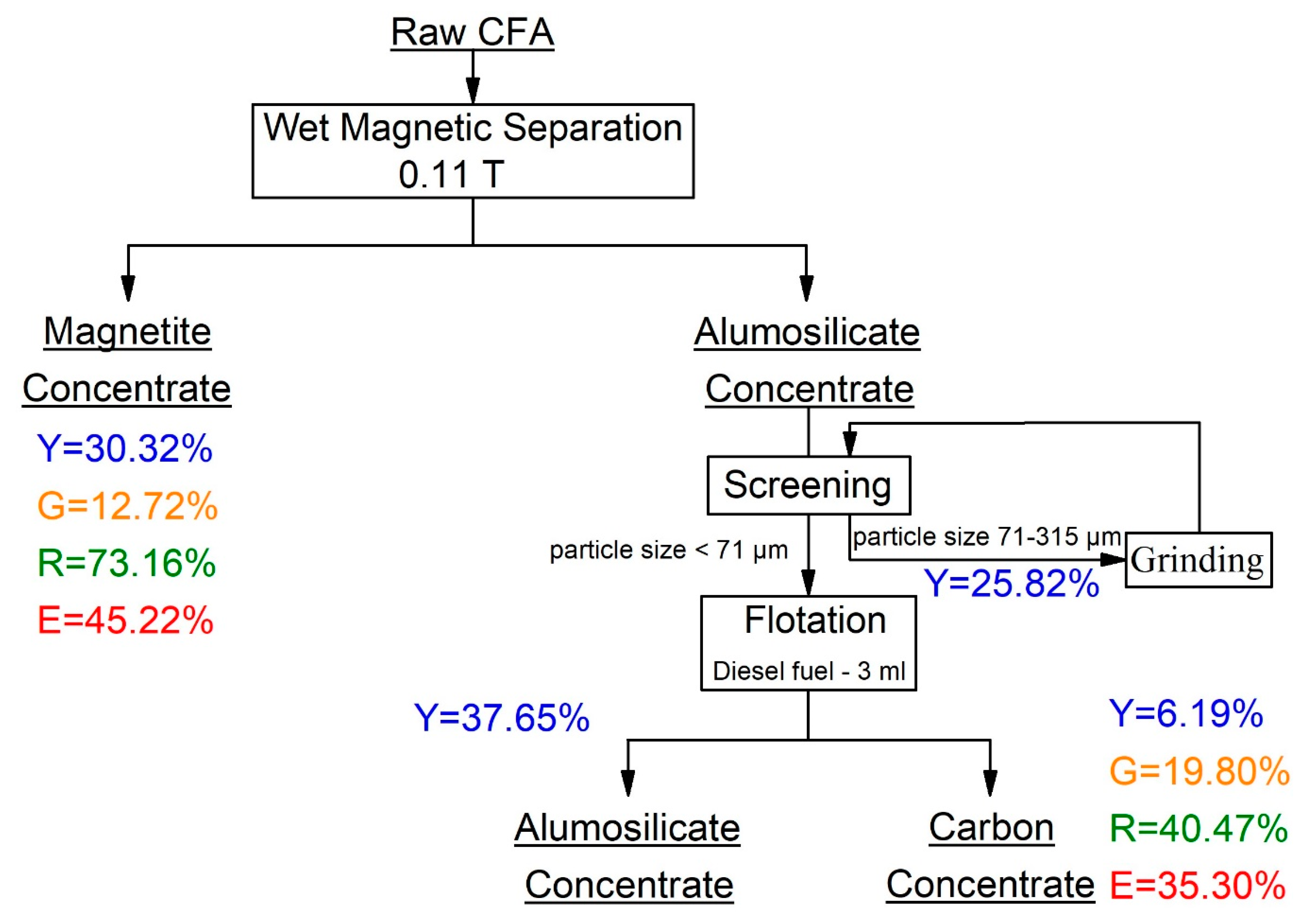
- The magnetite content in the magnetic fraction after wet magnetic separation with magnetic intensities at 0.11 T increases from 5.27 to 12.72 wt %. The alumina content in the non-magnetic fraction increases from 26.5 to 28 wt %. The XRD analysis shows that magnetite concentrate consists mainly of magnetite, mullite, and quartz. The SEM images demonstrated that the magnetite crystals are located primarily on the surface of alumosilicate spheres and have three types of shape: dendritic structures, hexagonal bulk agglomerates, and star-like structures.
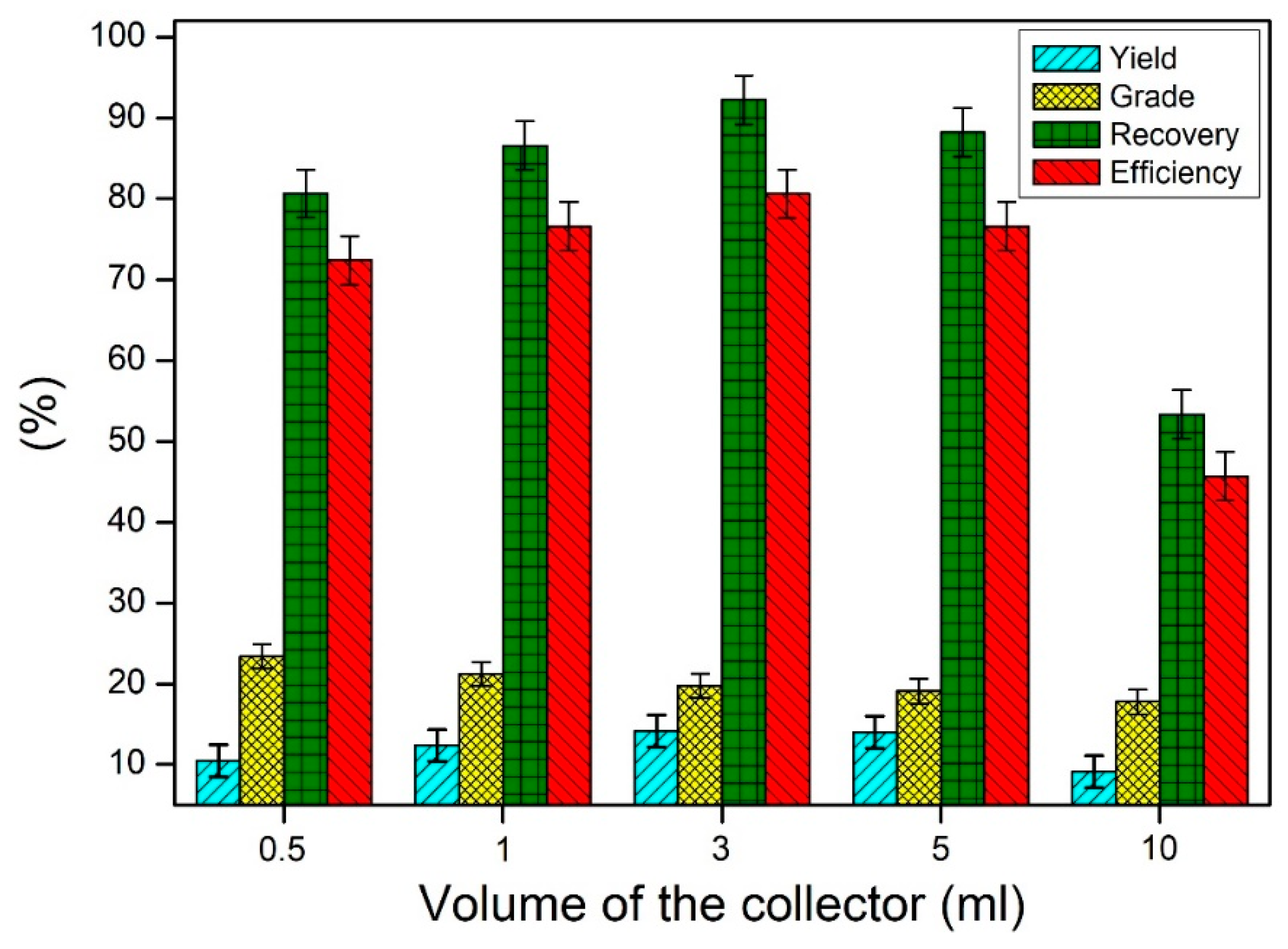
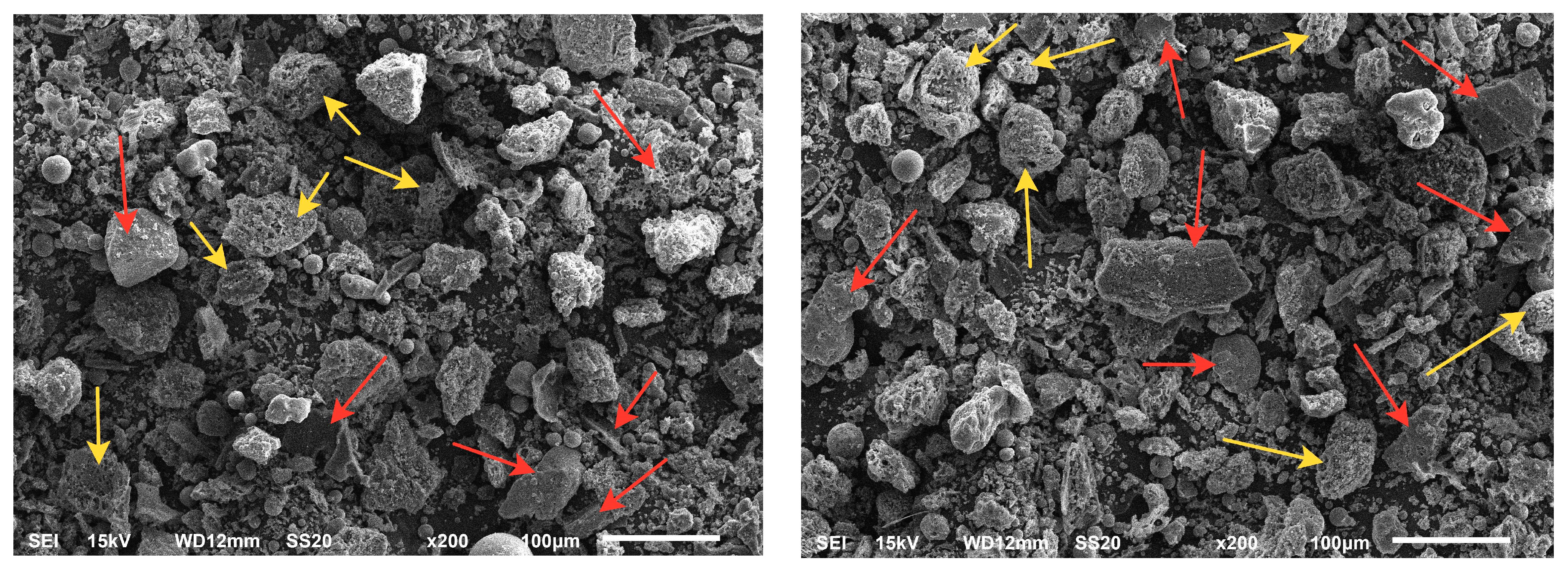
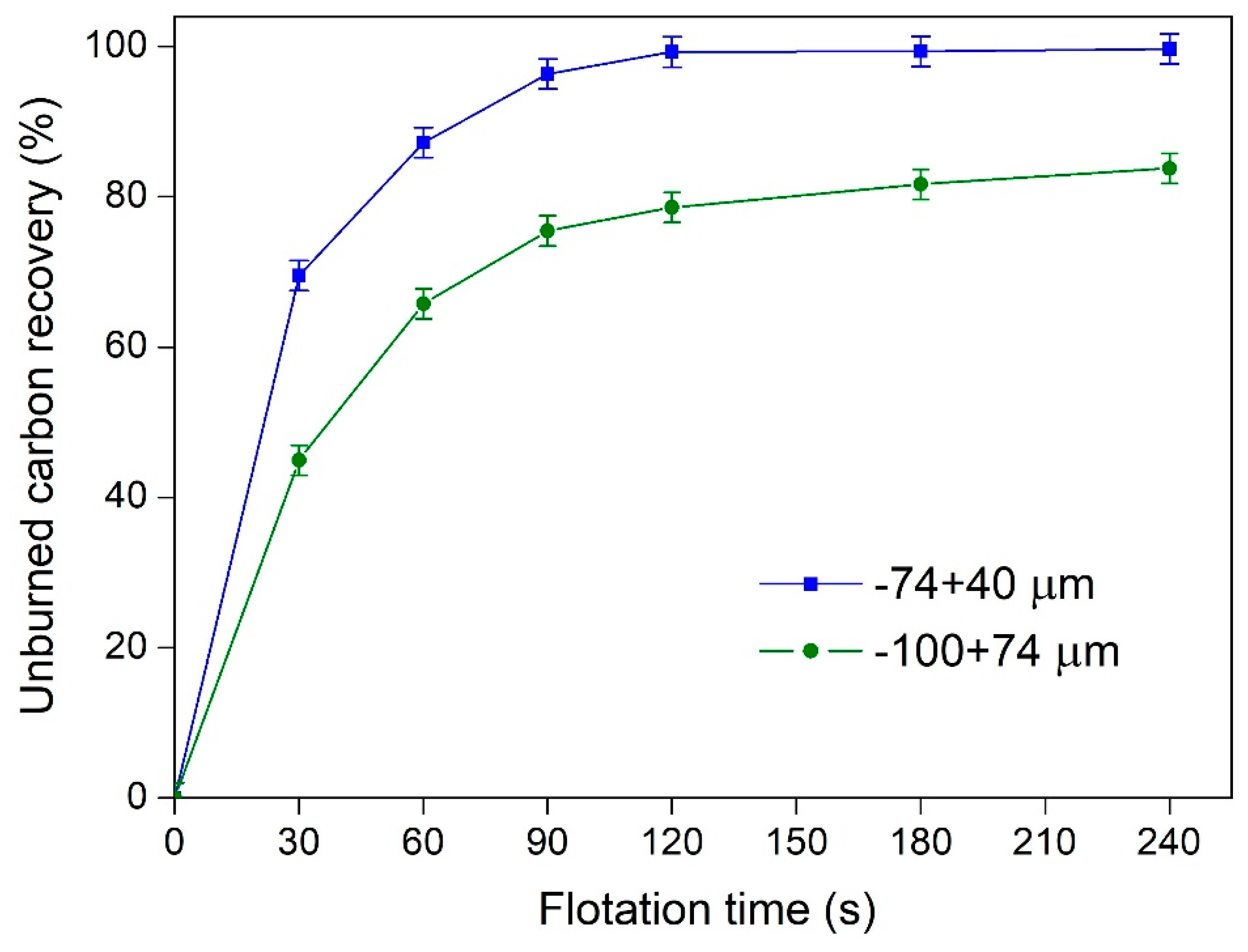
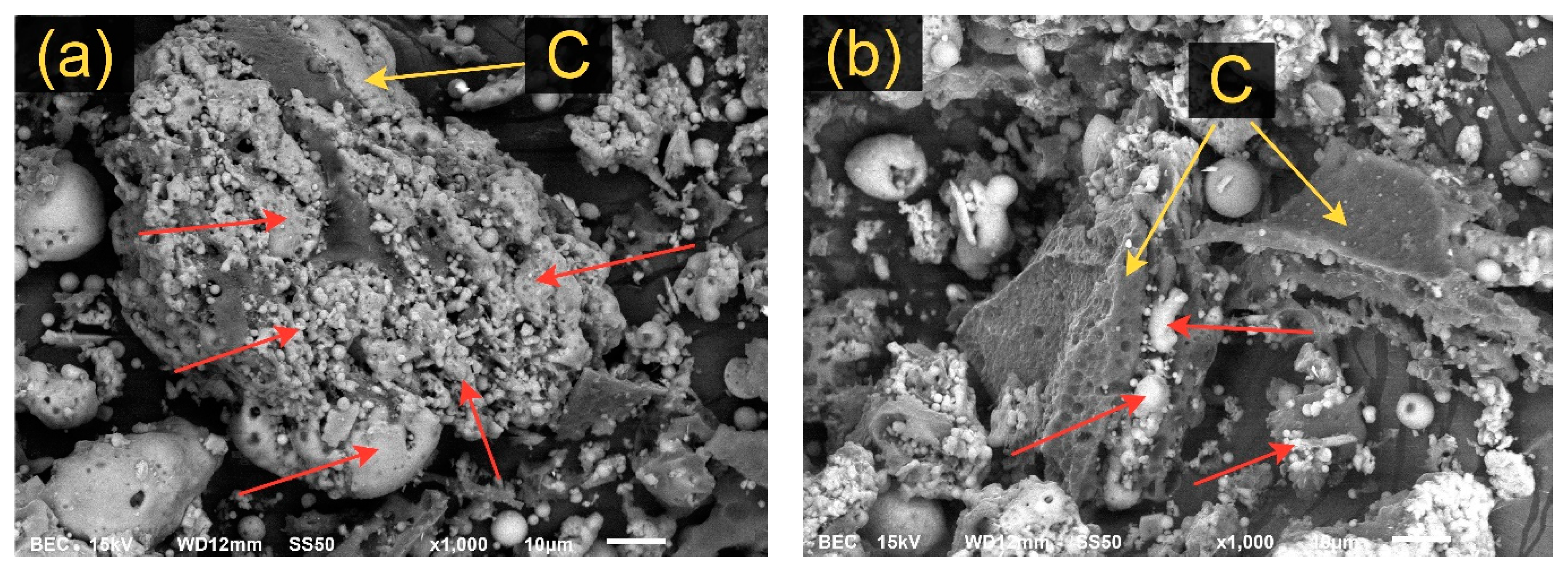
- The carbon content of the concentrate obtained after flotation using diesel as the collector reaches ~19.8 wt %. Using a particle size of 40–71 µm, a ~99% recovery of unburned carbon can be provided after a 240 s flotation time. The microstructure investigation by SEM showed that unburned carbon particles of 71–100 µm contain a large number of alumosilicates on the carbon surface, and these prevent the complete interaction of diesel with the carbon particles and decrease carbon recovery to 83%.
Author Contributions
Funding
Conflicts of Interest
References
- Mushtaq, F.; Zahid, M.; Bhatti, I.A.; Nasir, S.; Hussain, T. Possible applications of coal fly ash in wastewater treatment. J. Environ. Manag. 2019, 240, 27–46. [Google Scholar] [CrossRef]
- Yang, S.; Lin, L.; Li, S.P.; Li, Q.; Wang, X.T.; Sun, L. Assessment and comparison of three high-aluminum fly ash utilization scenarios in Inner Mongolia, China using an eco-efficiency indicator. Waste Manag. Res. 2017, 35, 515–524. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Fang, L.; Guo, Y.; Yan, K.; Yao, C.; Cheng, F. Effects of calcium oxide and ferric oxide on the process of alumina extraction of coal fly ash activated by sodium carbonate. Hydrometallurgy 2018, 179, 149–156. [Google Scholar] [CrossRef]
- Guo, Y.; Zhao, Z.; Zhao, Q.; Cheng, F. Novel process of alumina extraction from coal fly ash by pre-desilicating—Na2CO3 activation—Acid leaching technique. Hydrometallurgy 2017, 169, 418–425. [Google Scholar] [CrossRef]
- Ding, J.; Ma, S.; Shen, S.; Xie, Z.; Zheng, S.; Zhang, Y. Research and industrialization progress of recovering alumina from fly ash: A concise review. Waste Manag. 2017, 60, 375–387. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Li, J.; Yan, K.; Cao, L.; Cheng, F. A prospective process for alumina extraction via the co-treatment of coal fly ash and bauxite red mud: Investigation of the process. Hydrometallurgy 2019, 186, 98–104. [Google Scholar] [CrossRef]
- Xue, Y.; Yu, W.Z.; Jiang, W.Y.; Wen, L.; You, Z.X.; Lv, X.W. A novel process to extract alumina and prepare Fe-Si alloys from coal fly ash. Fuel Process. Technol. 2019, 185, 151–157. [Google Scholar] [CrossRef]
- Li, F.; Guo, Z.; Su, G.; Guo, C.; Sun, G.; Zhu, X. Preparation of SiC from acid-leached coal gangue by carbothermal reduction. Int. J. Appl. Ceram. Technol. 2018, 15, 625–632. [Google Scholar] [CrossRef]
- Yin, Y.; Ma, B.; Li, S.; Zhang, B.; Yu, J.; Zhang, Z.; Li, G. Synthesis of Al2O3-SiC composite powders from coal ash in NaCl-KCl molten salts medium. Ceram. Int. 2016, 42, 19225–19230. [Google Scholar] [CrossRef]
- Ma, B.; Ren, X.; Yin, Y.; Yuan, L.; Zhang, Z.; Li, Z.; Li, G.; Zhu, Q.; Yu, J. Effects of processing parameters and rare earths additions on preparation of Al2O3-SiC composite powders from coal ash. Ceram. Int. 2017, 43, 11830–11837. [Google Scholar] [CrossRef]
- Yan, L.; Wang, Y.; Li, J.; Shen, H.; Zhang, C.; Qu, T. Preparation of polymeric aluminum ferric chloride (PAFC) coagulant from fly ash for the treatment of coal-washing wastewater. Desalin. Water Treat. 2016, 57, 18260–18274. [Google Scholar] [CrossRef]
- Li, J.; Li, J.; Liu, X.; Du, Z.; Cheng, F. Effect of silicon content on preparation and coagulation performance of poly-silicic-metal coagulants derived from coal gangue for coking wastewater treatment. Sep. Purif. Technol. 2018, 202, 149–156. [Google Scholar] [CrossRef]
- Hu, P.; Hou, X.; Zhang, J.; Li, S.; Wu, H.; Damø, A.J.; Li, H.; Wu, Q.; Xi, X. Distribution and occurrence of lithium in high-alumina-coal fly ash. Int. J. Coal Geol. 2018, 189, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Qin, S.; Kang, L.; Liu, J.; Wang, J.; Li, Y. An Efficient Approach for Lithium and Aluminum Recovery from Coal Fly Ash by Pre-Desilication and Intensified Acid Leaching Processes. Metals 2017, 7, 272. [Google Scholar] [CrossRef]
- Lanzerstorfer, C. Pre-processing of coal combustion fly ash by classification for enrichment of rare earth elements. Energy Rep. 2018, 4, 660–663. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, Z.; Dai, S.; Zou, J.; French, D.; Graham, I.T. Rare earth elements and yttrium in coal ash from the Luzhou power plant in Sichuan, Southwest China: Concentration, characterization and optimized extraction International Journal of Coal Geology Rare earth elements and yttrium in coal ash from the Luz. Int. J. Coal Geol. 2019, 203, 1–14. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Hsu-Kim, H. Effects of roasting additives and leaching parameters on the extraction of rare earth elements from coal fly ash. Int. J. Coal Geol. 2018, 196, 106–114. [Google Scholar] [CrossRef]
- Valeev, D.; Kunilova, I.; Alpatov, A.; Mikhailova, A.; Goldberg, M.; Kondratiev, A. Complex utilisation of ekibastuz brown coal fly ash: Iron & carbon separation and aluminum extraction. J. Clean. Prod. 2019, 218, 192–201. [Google Scholar] [CrossRef]
- Cui, L.; Cheng, F.; Zhou, J. Preparation of high purity AlCl3·6H2O crystals from coal mining waste based on iron(III) removal using undiluted ionic liquids. Sep. Purif. Technol. 2016, 167, 45–54. [Google Scholar] [CrossRef]
- Lysenko, A.P.; Kondrateva, E.S.; Shilovskiy, S.Y. Electrochemical production of aluminum hydroxide, including the removal of iron from aluminum chloride. Tsvetnye Met. 2018, 5, 41–44. [Google Scholar] [CrossRef]
- Han, X.X.; Zhang, T.A.; Lv, G.Z.; Pan, X.J.; Fu, D.X. Effects of additives on alumina preparation from aluminum chloride solution by electrolytic transformation. JOM 2019, 71, 1574–1580. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Sun, X.; Li, Z. Unburned Carbon from Fly Ash for Mercury Adsorption: I. Separation and Characterization of Unburned Carbon. J. Miner. Mater. Charact. Eng. 2015, 1, 39–60. [Google Scholar] [CrossRef]
- Bartoňová, L. Unburned carbon from coal combustion ash: An overview. Fuel Process. Technol. 2015, 134, 136–158. [Google Scholar] [CrossRef]
- Adamov, E.V. Technology of Ores of Non-Ferrous Metals; NUST MISiS: Moscow, Russia, 2007. [Google Scholar]
- Vasilyev, A.M.; Kuskov, V.B. Specific features of the concentration process for fine-grained materials in a short-cone hydrocyclone. Obogashchenie Rud 2018, 2, 30–34. [Google Scholar] [CrossRef]
- Valentim, B.; Białecka, B.; Gonçalves, P.A.; Guedes, A.; Guimarães, R.; Cruceru, M.; Całus-Moszko, J.; Popescu, L.G.; Predeanu, G.; Santos, A.C. Undifferentiated inorganics in coal fly ash and bottom ash: Calcispheres, magnesiacalcispheres, and magnesiaspheres. Minerals 2018, 8, 140. [Google Scholar] [CrossRef]
- Valeev, D.; Mikhailova, A.; Atmadzhidi, A. Kinetics of iron extraction from coal fly ash by hydrochloric acid leaching. Metals 2018, 8, 533. [Google Scholar] [CrossRef]
- Yang, L.; Zhu, Z.; Li, D.; Yan, X.; Zhang, H. Effects of particle size on the flotation behavior of coal fly ash. Waste Manag. 2019, 85, 490–497. [Google Scholar] [CrossRef]
- Yang, L.; Li, D.; Zhu, Z.; Xu, M.; Yan, X.; Zhang, H. Effect of the intensification of preconditioning on the separation of unburned carbon from coal fly ash. Fuel 2019, 242, 174–183. [Google Scholar] [CrossRef]
- Teplov, O.A. Influence of Phase Transitions on the Macrokinetics of the Gaseous Reduction of Iron Oxide. Russ. Metall. 2018, 1, 14–18. [Google Scholar] [CrossRef]
- Teplov, O.A.; Korenovskii, N.L.; Lainer, Y.A. Thermogravimetric study of the dehydration and reduction of red mud. Russ. Metall. 2015, 1, 12–18. [Google Scholar] [CrossRef]
- Grudinskii, P.I.; Dyubanov, V.G.; Zinoveev, D.V.; Zheleznyi, M.V. Solid-phase reduction and iron grain growth in red mud in the presence of alkali metal salts. Russ. Metall. 2018, 11, 1020–1026. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Na2О | MgО | Al2О3 | SiО2 | K2О | CaО | TiО2 | MnО2 | Fe3О4 |
|---|---|---|---|---|---|---|---|---|
| 0.62 | 0.84 | 26.58 | 61.65 | 0.56 | 2.85 | 0.99 | 0.64 | 5.27 |
| Name of Fraction | Na2О | MgО | Al2О3 | SiО2 | K2О | CaО | TiО2 | MnО2 | Fe3О4 |
|---|---|---|---|---|---|---|---|---|---|
| Raw CFA | 0.62 | 0.84 | 26.58 | 61.65 | 0.56 | 2.85 | 0.99 | 0.64 | 5.27 |
| N-M (I) | 0.53 | 0.70 | 26.94 | 62.25 | 0.51 | 2.73 | 1.08 | - | 5.26 |
| M (I) | 0.61 | 0.88 | 25.19 | 59.44 | 0.49 | 2.78 | 0.98 | 0.37 | 9.27 |
| N-M (II) | 0.58 | 0.58 | 28.92 | 63.03 | 0.48 | 2.80 | 1.22 | - | 2.39 |
| M (II) | 0.62 | 1.45 | 24.23 | 56.53 | 0.49 | 4.42 | 0.92 | 0.87 | 10.48 |
| Alum. Concent. (III) | 0.60 | 0.57 | 28.25 | 63.69 | 0.58 | 2.81 | 1.18 | - | 2.32 |
| Mag. Concent. (IV) | 0.64 | 1.32 | 24.62 | 55.36 | 0.52 | 4.19 | 0.99 | 0.98 | 11.37 |
| Magnetic Intensity, T | Na2О | MgО | Al2О3 | SiО2 | K2О | CaО | TiО2 | MnО2 | Fe3О4 | Yield (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| Magnetic Fraction | ||||||||||
| 0.06 | 0.49 | 1.59 | 24.50 | 55.70 | 0.41 | 5.11 | 0.77 | 0.66 | 10.77 | 24.95 |
| 0.07 | 0.67 | 1.65 | 24.17 | 54.39 | 0.42 | 5.68 | 0.60 | 1.17 | 11.24 | 25.74 |
| 0.08 | 0.52 | 1.78 | 23.92 | 55.12 | 0.33 | 5.14 | 0.62 | 1.01 | 11.56 | 26.26 |
| 0.09 | 0.38 | 1.92 | 24.18 | 54.22 | 0.41 | 5.36 | 0.57 | 1.01 | 11.95 | 28.09 |
| 0.10 | 0.65 | 1.84 | 24.21 | 53.92 | 0.41 | 4.92 | 0.48 | 1.12 | 12.44 | 29.02 |
| 0.11 | 0.52 | 2.05 | 23.17 | 53.71 | 0.46 | 5.38 | 0.63 | 1.35 | 12.72 | 30.32 |
| Non-Magnetic Fraction | ||||||||||
| 0.06 | 0.60 | 0.64 | 28.28 | 63.55 | 0.54 | 2.33 | 0.63 | - | 3.44 | 74.95 |
| 0.07 | 1.11 | 0.67 | 28.24 | 63.29 | 0.73 | 2.22 | 0.54 | - | 3.20 | 74.13 |
| 0.08 | 0.49 | 0.59 | 28.95 | 63.13 | 0.56 | 2.62 | 0.62 | - | 3.03 | 73.21 |
| 0.09 | 0.67 | 0.62 | 27.38 | 65.04 | 0.61 | 2.35 | 0.63 | - | 2.66 | 71.76 |
| 0.10 | 0.66 | 0.70 | 28.23 | 64.46 | 0.59 | 2.44 | 0.58 | - | 2.34 | 70.55 |
| 0.11 | 0.60 | 0.61 | 28.03 | 65.14 | 0.62 | 2.36 | 0.61 | - | 2.03 | 69.03 |
| Name of Fraction | C | Na2О | MgО | Al2О3 | SiО2 | K2О | CaО | TiО2 | Fe3О4 |
|---|---|---|---|---|---|---|---|---|---|
| Unburned carbon concentrate | 19.8 | 0.53 | 0.59 | 20.68 | 52.93 | 0.45 | 2.50 | 0.90 | 1.62 |
| Non-magnetic fraction after flotation | 1.03 | 0.56 | 0.60 | 28.43 | 63.79 | 0.55 | 2.28 | 0.78 | 1.98 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valeev, D.; Kunilova, I.; Alpatov, A.; Varnavskaya, A.; Ju, D. Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods. Minerals 2019, 9, 320. https://doi.org/10.3390/min9050320
Valeev D, Kunilova I, Alpatov A, Varnavskaya A, Ju D. Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods. Minerals. 2019; 9(5):320. https://doi.org/10.3390/min9050320
Chicago/Turabian StyleValeev, Dmitry, Irina Kunilova, Alexander Alpatov, Alika Varnavskaya, and Dianchun Ju. 2019. "Magnetite and Carbon Extraction from Coal Fly Ash Using Magnetic Separation and Flotation Methods" Minerals 9, no. 5: 320. https://doi.org/10.3390/min9050320