Multi-Stage Flotation for the Removal of Ash from Fine Graphite Using Mechanical and Centrifugal Forces


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Size and Chemical Analyses
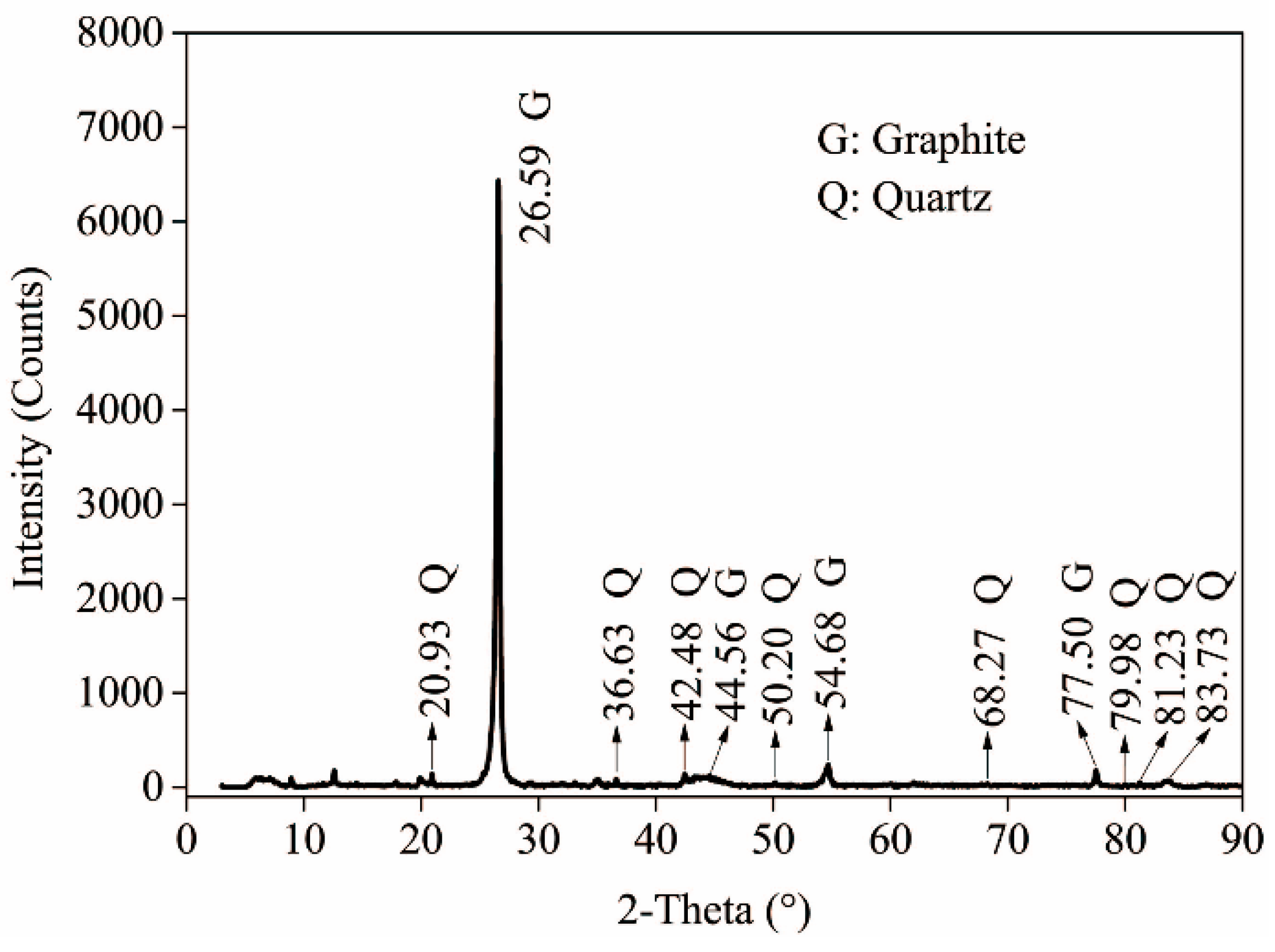
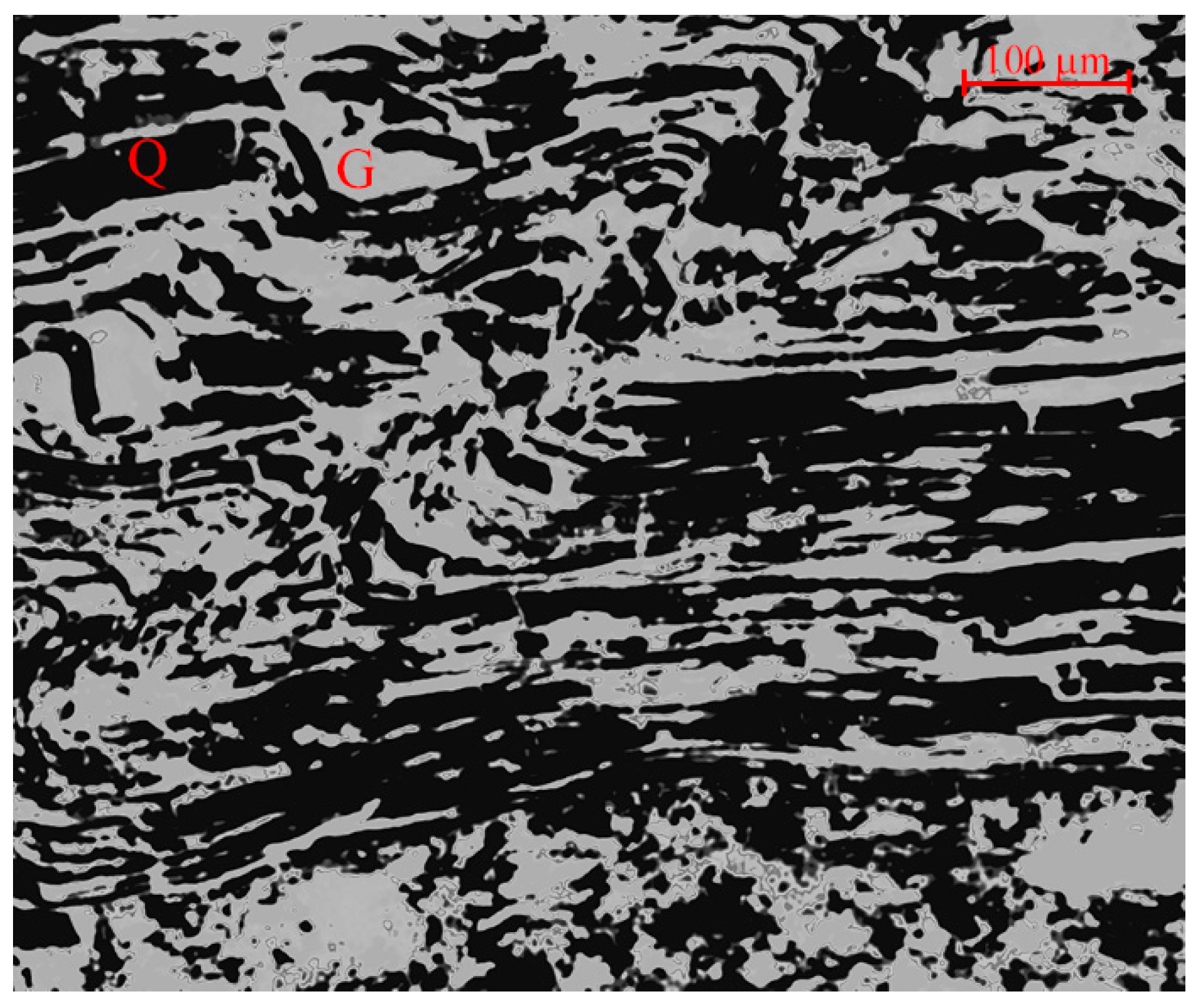
2.3. Mineralogy of the Ore
2.4. Mechanical Flotation Tests
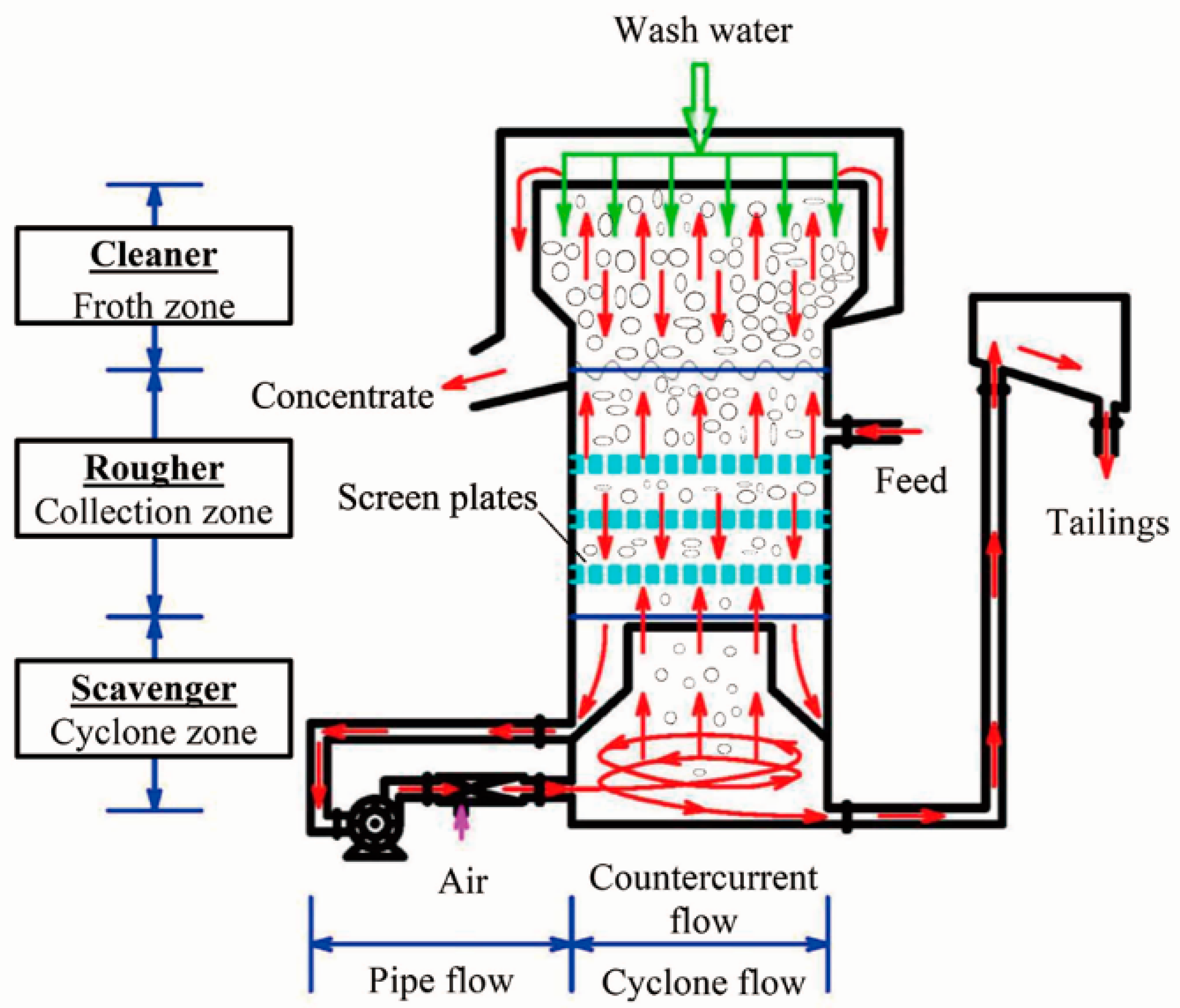
2.5. Column Flotation Tests
3. Results and Discussion
3.1. Characterization
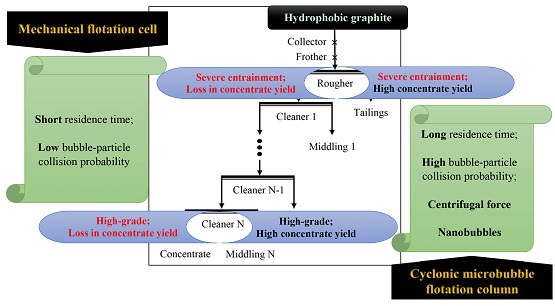
3.2. Mechanical Flotation Cell Tests
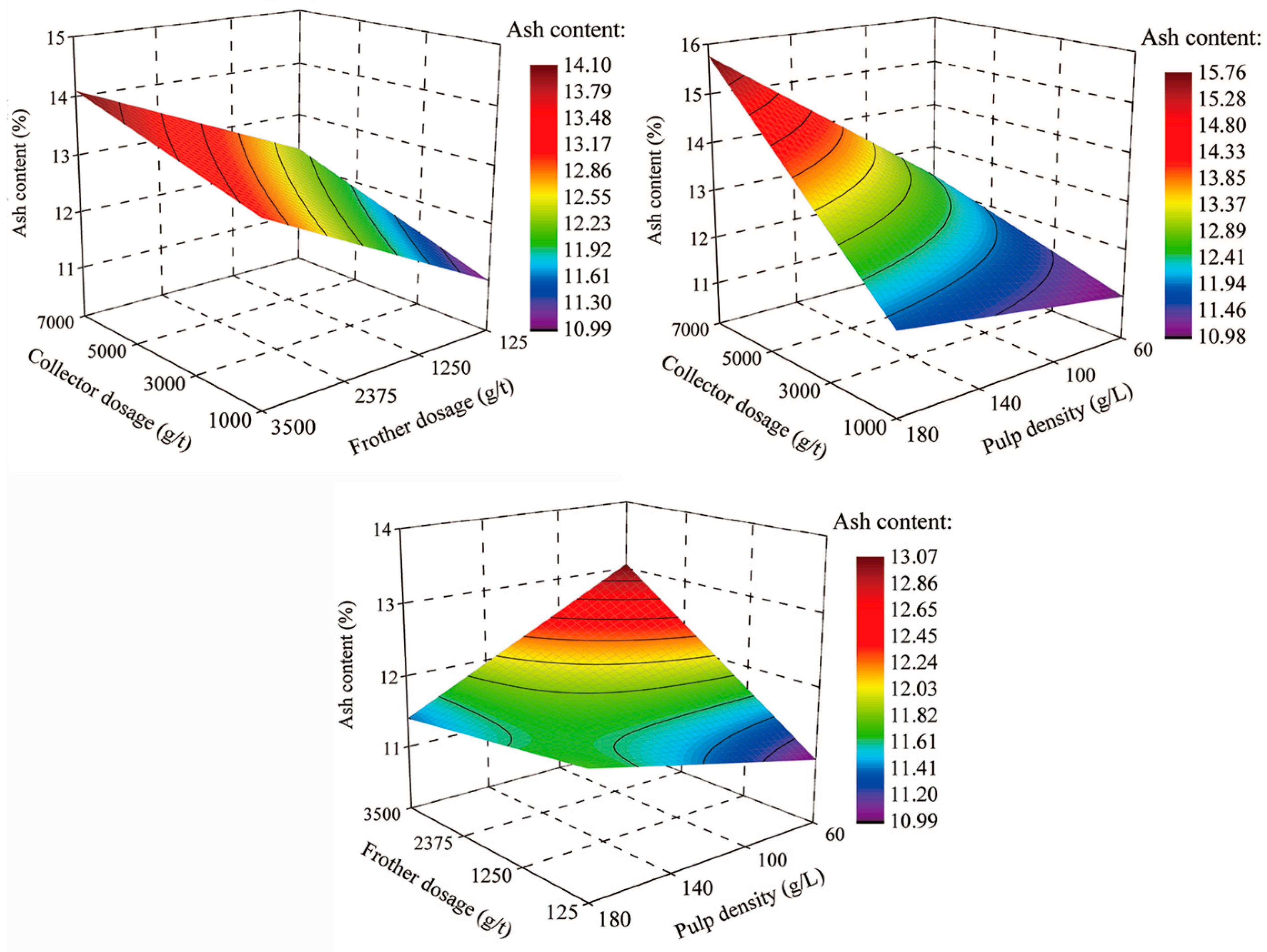
3.2.1. Rougher Flotation
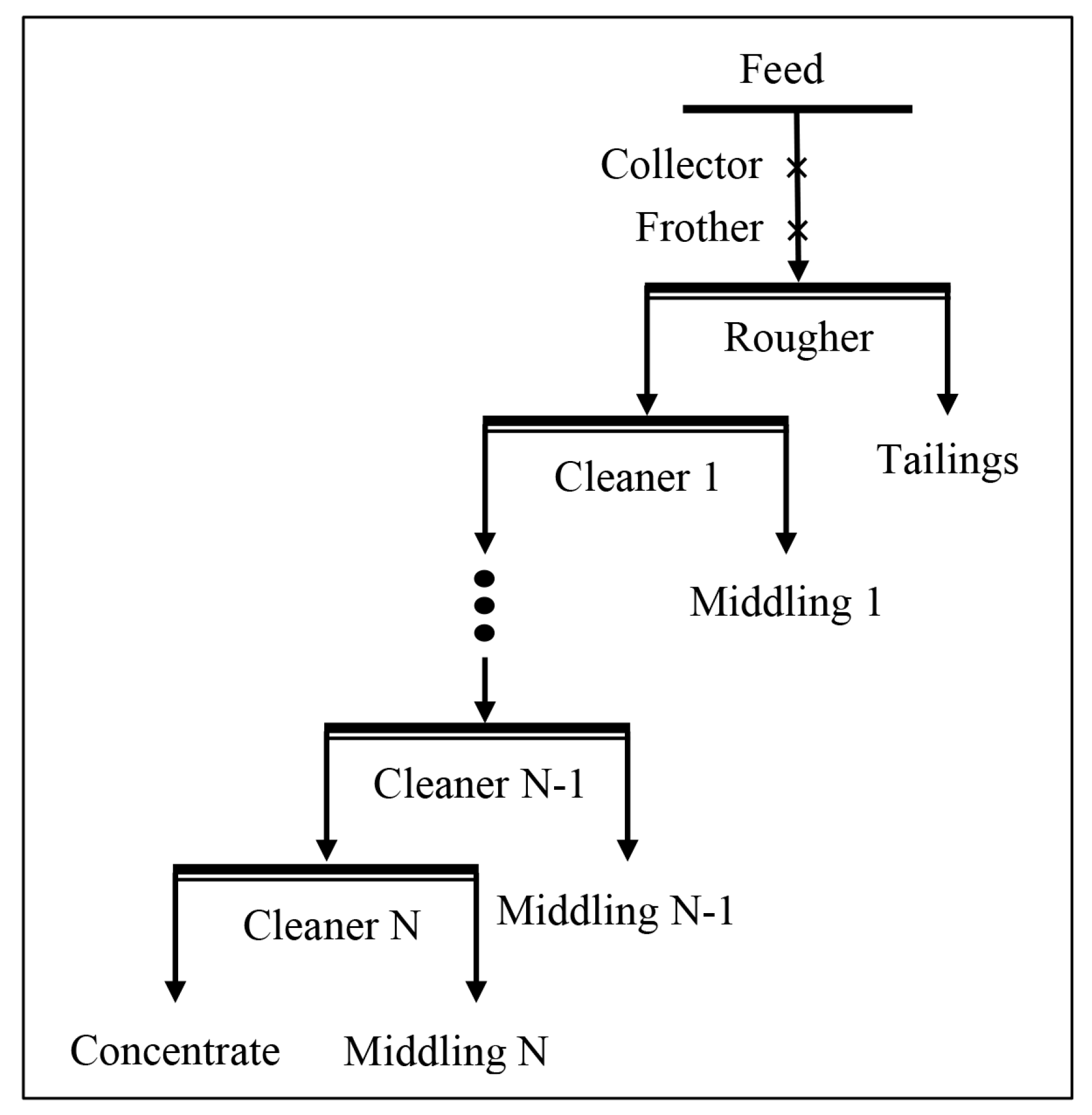
3.2.2. Multi-Stage Flotation
3.3. Flotation Column Tests
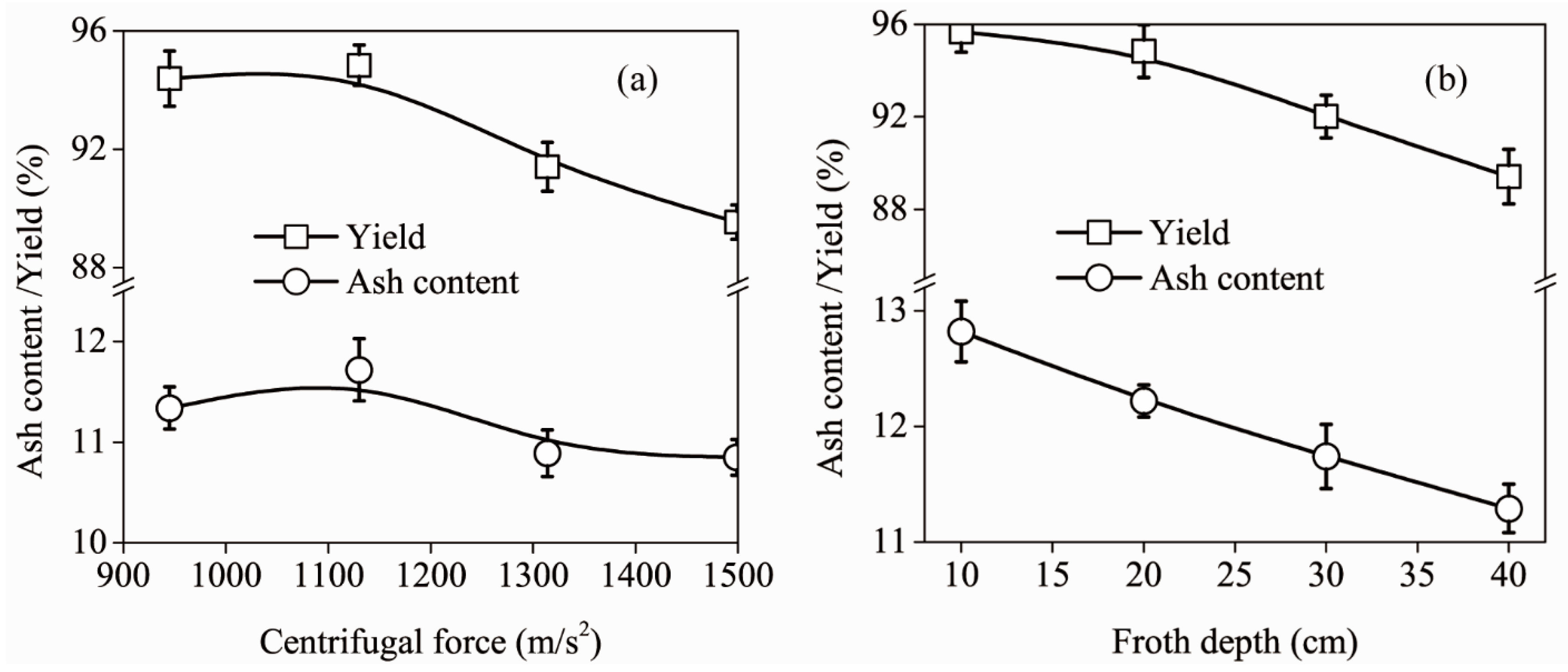
3.3.1. Rougher Flotation
3.3.2. Multi-Stage Flotation
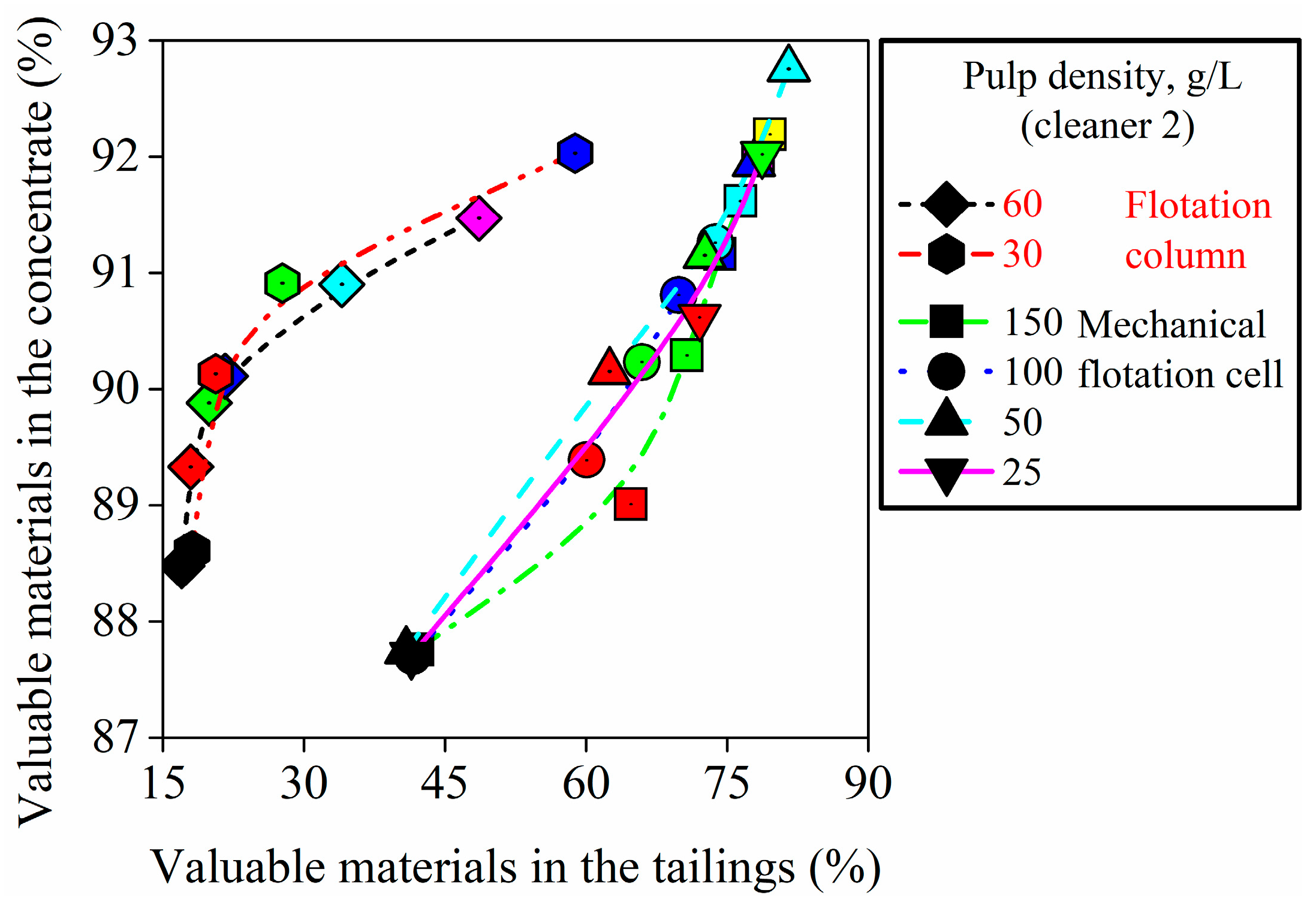
3.4. Comparison of Flotation Separation Efficiencies
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
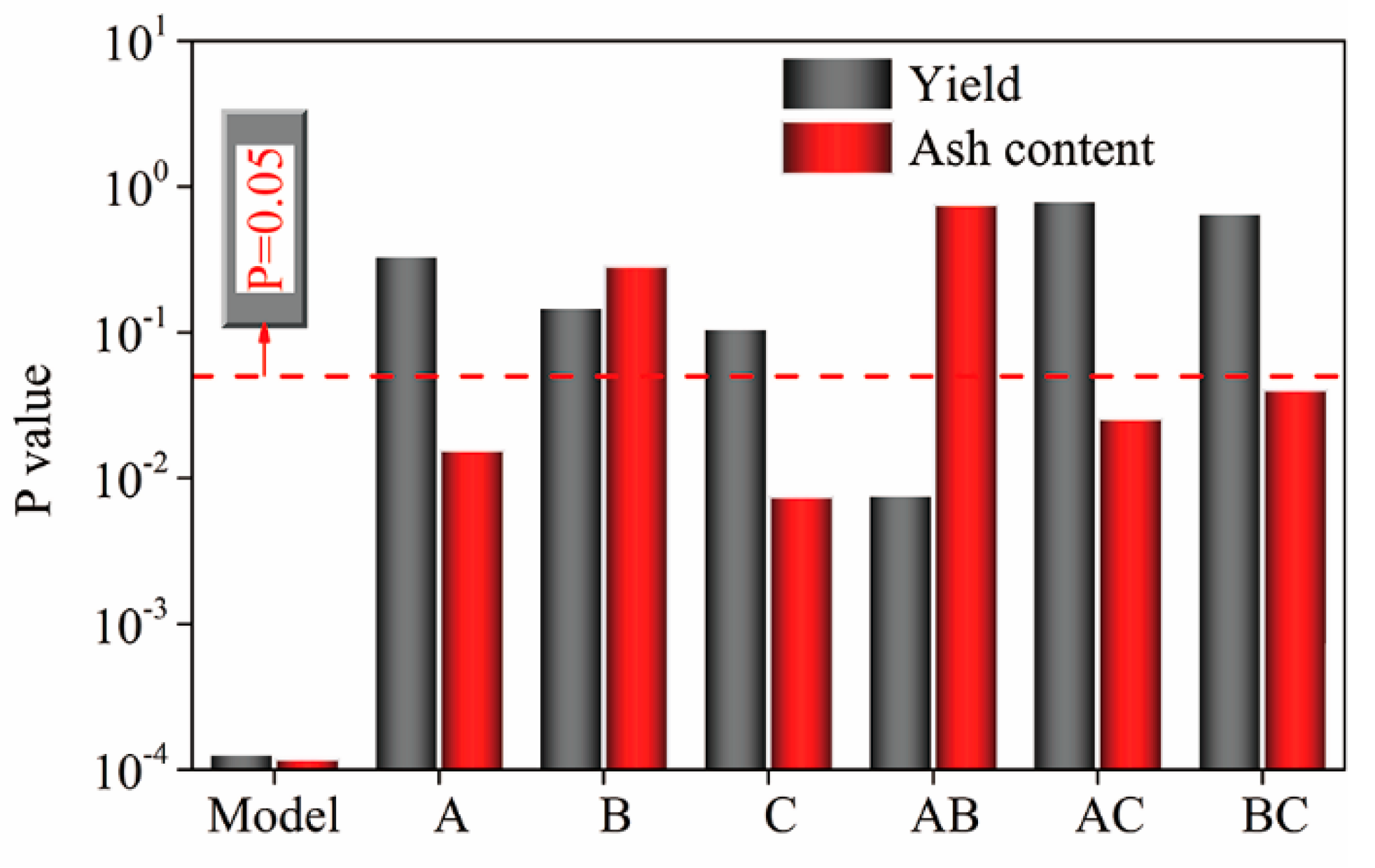
Appendix A. Analysis of Variance (ANOVA)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Statistics | Yield | Ash Content |
|---|---|---|
| Sum of square | 1882.89 | 16.07 |
| Degree of freedom | 6 | 6 |
| Mean sum of square | 313.82 | 2.68 |
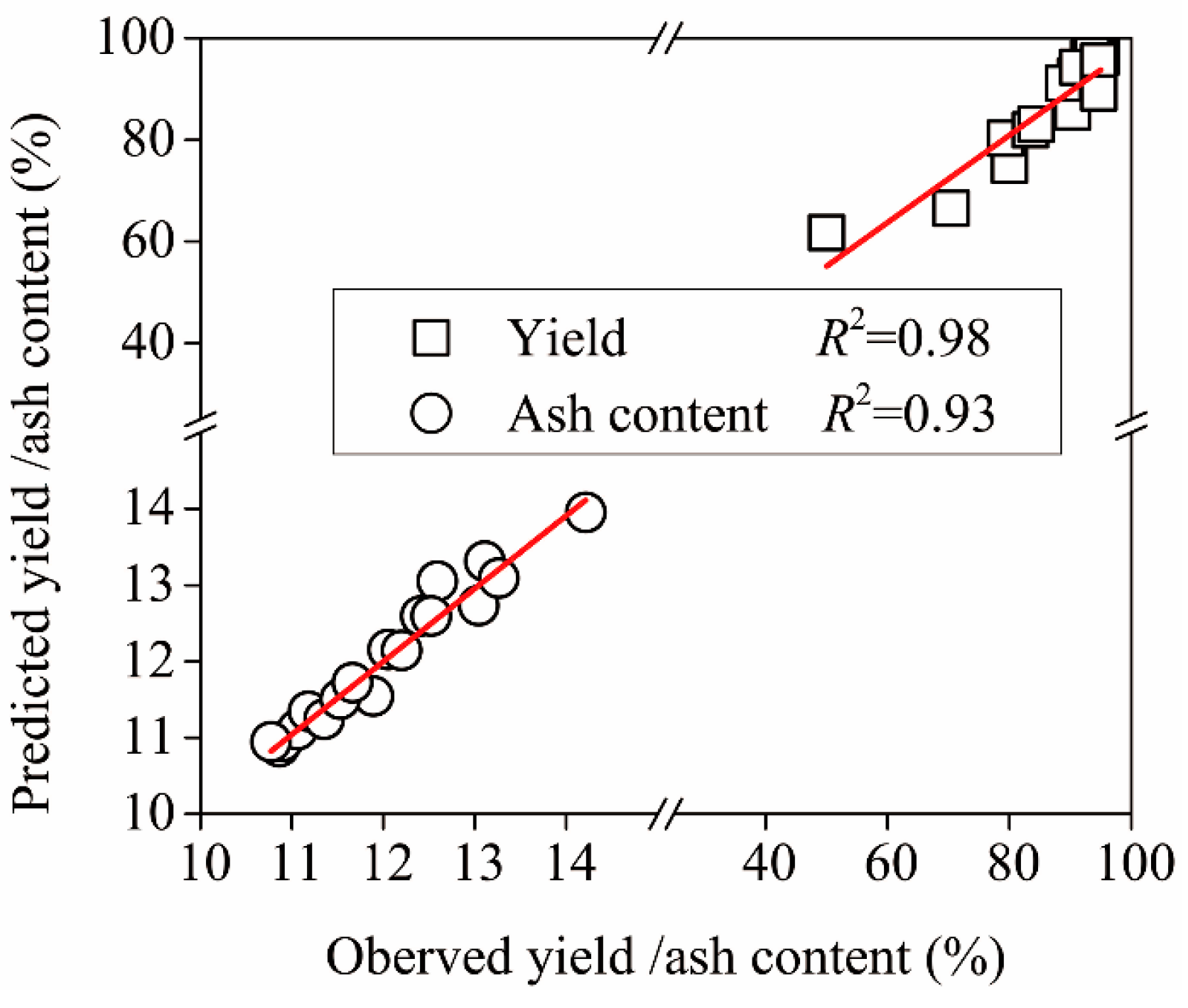
| R2 | 0.98 | 0.93 |
| F-value | 13.26 | 48.72 |
| Prob > F | <0.0001 | <0.0001 |


Appendix B. Calculation of the Centrifugal Acceleration in the Flotation Column
| Pcir (106 Pa) | Jg (cm/s) | Vt (r = D/2) (m/s) | acen (m/s2) | Values of Parameters | ||
|---|---|---|---|---|---|---|
| 0.12 | 0.71 | 6.87 | 945 | D (mm) | Phydro (Pa) | L (m) |
| 0.14 | 0.99 | 7.52 | 1130 | 100 | 17,640 | 0.5 |
| 0.16 | 1.16 | 8.11 | 1314 | Dpipe (mm) | ρ (g/cm3) | n (µm) |
| 0.18 | 1.45 | 8.66 | 1499 | 13 | 1.5 | 12 |
References
- Zheng, Z.; Zhang, J.; Huang, J.Y. Observations of microstructure and reflectivity of coal graphites for two locations in China. Int. J. Coal Geol. 1996, 30, 277–284. [Google Scholar] [CrossRef]
- Li, H.; Feng, Q.; Yang, S.; Ou, L.; Lu, Y. The entrainment behaviour of sericite in microcrystalline graphite flotation. Int. J. Miner. Process. 2014, 127, 1–9. [Google Scholar] [CrossRef]
- Chelgani, S.C.; Rudolph, M.; Kratzsch, R.; Sandmann, D.; Gutzmer, J. A review of graphite beneficiation techniques. Miner. Process. Extr. Metall. Rev. 2015, 37, 58–68. [Google Scholar] [CrossRef]
- Ross, V.E. Flotation and entrainment of particles during batch flotation tests. Miner. Eng. 1990, 3, 245–256. [Google Scholar] [CrossRef]
- Ata, S.; Ahmed, N.; Jameson, G.J. The effect of hydrophobicity on the drainage of gangue minerals in flotation froths. Miner. Eng. 2004, 17, 897–901. [Google Scholar] [CrossRef]
- Li, H.Q.; Ou, L.M.; Feng, Q.M.; Chang, Z.Y. Recovery mechanisms of sericite in microcrystalline graphite fotation. Physicochem. Probl. Miner. Process. 2015, 51, 387–400. [Google Scholar]
- Weng, X.; Li, H.; Song, S.; Liu, Y. Reducing the entrainment of gangue fines in low grade microcrystalline graphite ore flotation using multi-stage grinding-flotation process. Minerals 2017, 7, 38. [Google Scholar] [CrossRef]
- Bu, X.; Xie, G.; Peng, Y. Interaction of fine, medium, and coarse particles in coal fines flotation. Energy Sour. Part A Recov. Util. Environ. Effects 2017, 39, 1276–1282. [Google Scholar] [CrossRef]
- Yianatos, J.B.; Espinosa-Gomez, R.; Finch, J.A.; Laplante, A.R.; Dobby, G.S. Effect of column height on flotation column performance. Miner. Metall. Process. 1988, 5, 11–14. [Google Scholar]
- Das, A.; Miller, J.D. Swirl flow characteristics and froth phase features in air-sparged hydrocyclone flotation as revealed by X-ray CT analysis. Int. J. Miner. Process. 1996, 47, 251–274. [Google Scholar] [CrossRef]
- Miller, J.D.; van Camp, M.C. Fine coal flotation in a centrifugal field with an air sparged hydrocyclone. Min. Eng. 1982, 34, 1575–1580. [Google Scholar]
- Hupka, J.; Dabrowski, B.; Miller, J.D.; Halbe, D. Air-sparged hydrocyclone (ASH) technology for cyanide recovery. Miner. Metall. Process. 2005, 22, 135–139. [Google Scholar]
- Miller, J.D.; Kinneberg, D.J. Fast flotation with an air-sparged hydrocyclone. In Proceedings of the MINTEK 50, International Conference on Recent Advances in Mineral Science and Technology, Johannesburg, South Africa, 26–30 March 1984; pp. 337–338. [Google Scholar]
- Yalamanchili, M.R.; Miller, J.D. Removal of insoluble slimes from potash ore by air-sparged hydrocyclone flotation. Miner. Eng. 1995, 8, 169–177. [Google Scholar] [CrossRef]
- Tils, H.M.G.C.; Tels, M. A study into fine particle flotation separation characteristics with application to centrifugal force field flotation cells. Int. J. Miner. Process. 1992, 36, 201–217. [Google Scholar] [CrossRef]
- Bu, X.; Xie, G.; Peng, Y.; Chen, Y. Kinetic modeling and optimization of flotation process in a cyclonic microbubble flotation column using composite central design methodology. Int. J. Miner. Process. 2016, 157, 175–183. [Google Scholar] [CrossRef]
- Fan, M.; Tao, D.; Rick, H.; Luo, Z. Nanobubble generation and its application in froth flotation (part I): Nanobubble generation and its effects on properties of microbubble and millimeter scale bubble solutions. Int. J. Min. Sci. Technol. 2010, 20, 1–19. [Google Scholar]
- Tao, Y.; Liu, J.; Yu, S.; Tao, D. Picobubble enhanced fine coal flotation. Sep. Sci. Technol. 2006, 41, 3597–3607. [Google Scholar] [CrossRef]
- Rahman, A.; Ahmad, K.D.; Mahmoud, A.; Fan, M. Nano-microbubble flotation of fine and ultrafine chalcopyrite particles. Int. J. Min. Sci. Technol. 2014, 24, 559–566. [Google Scholar]
- Bu, X.; Zhang, T.; Chen, Y.; Xie, G.; Peng, Y. Comparative study of conventional cell and cyclonic microbubble flotation column for upgrading a difficult-to-float China coking coal using statistical evaluation. Int. J. Coal Prep. Util. 2017. [CrossRef]
- Li, B.; Tao, D.; Ou, Z.; Liu, J. Cyclo-microbubble column flotation of fine coal. Sep. Sci. Technol. 2003, 38, 1125–1140. [Google Scholar] [CrossRef]
- Li, G.; Cao, Y.; Liu, J.; Wang, D. Cyclonic flotation column of siliceous phosphate ore. Int. J. Miner. Process. 2012, 110–111, 6–11. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J.; Wang, Y.; Cao, Y.; Ma, Z.; Li, X. Cyclonic-static micro-bubble flotation column. Miner. Eng. 2013, 45, 1–3. [Google Scholar] [CrossRef]
- Li, X.; Xu, H.; Liu, J.; Zhang, J.; Li, J.; Gui, Z. Cyclonic state micro-bubble flotation column in oil-in-water emulsion separation. Sep. Purif. Technol. 2016, 165, 101–106. [Google Scholar] [CrossRef]
- Misra, V.N. Recent advances in mineral processing technologies. In Role of Chemical Engineering in Processing of Minerals and Materials; Mohanty, J.N., Biswal, S.K., Sita Rama Reddy, P., Misra, V.N., Eds.; Allied Publishers: Bhubaneswar, India, 2003; pp. 58–70. [Google Scholar]
- Abd El-Rahiem, F.H. Application of Column Flotation for Egyptian Graphite. Tens. Surfactants Detergents 2004, 41, 104–108. [Google Scholar] [CrossRef]
- Acharya, B.C.; Rao, D.S.; Prakash, S.; Reddy, P.S.R.; Biswal, S.K. Processing of low grade graphite ores of orissa, India. Miner. Eng. 1996, 9, 1165–1169. [Google Scholar] [CrossRef]
- Vasumathi, N.; Vijaya Kumar, T.V.; Ratchambigai, S.; Subba Rao, S.; Bhaskar Raju, G. Flotation studies on low grade graphite ore from eastern India. Int. J. Min. Sci. Technol. 2015, 25, 415–420. [Google Scholar] [CrossRef]
- Jin, M.; Xie, G.; Xia, W.; Peng, Y. Flotation optimization of ultrafine microcrystalline graphite using a box-behnken design. Int. J. Coal Prep. Util. 2016. [CrossRef]
- Bu, X.; Evans, G.; Xie, G.; Peng, Y.; Zhang, Z.; Ni, C.; Ge, L. Removal of fine quartz from coal-series kaolin by flotation. Appl. Clay Sci. 2017, 143, 437–444. [Google Scholar] [CrossRef]
- Bu, X.; Xie, G.; Chen, Y.; Ni, C. The order of kinetic models in coal fines flotation. Int. J. Coal Prep. Util. 2016, 37, 113–123. [Google Scholar] [CrossRef]
- Bedekovic, G. A Study of the Effect of Operating Parameters in Column Flotation Using Experimental Design. Physicochem. Probl. Miner. Process. 2016, 52, 523–535. [Google Scholar]
- Akdemir, Ü.; Sönmez, İ. Investigation of coal and ash recovery and entrainment in flotation. Fuel Process. Technol. 2003, 82, 1–9. [Google Scholar] [CrossRef]
- Nguyen, A.V.; Evans, G.M. Attachment interaction between air bubbles and particles in froth flotation. Exp. Therm. Fluid Sci. 2004, 28, 381–385. [Google Scholar] [CrossRef]
- Rahman, R.M.; Ata, S.; Jameson, G.J. Study of froth behaviour in a controlled plant environment—Part 2: Effect of collector and frother concentration. Miner. Eng. 2015, 81, 161–166. [Google Scholar] [CrossRef]
- Calgaroto, S.; Azevedo, A.; Rubio, J. Flotation of quartz particles assisted by nanobubbles. Int. J. Miner. Process. 2015, 137, 64–70. [Google Scholar] [CrossRef]
- Xu, M.; Zhou, Z.; Xu, Z. Pre-Aeration of Feed, in: Flotation—Encyclopedia of Separation Science; Academic Press: London, UK, 2000; pp. 1556–1562. [Google Scholar]
- Zhou, W.; Chen, H.; Ou, L.; Shi, Q. Aggregation of ultra-fine scheelite particles induced by hydrodynamic cavitation. Int. J. Miner. Process. 2016, 157, 236–240. [Google Scholar] [CrossRef]
- Neethling, S.J.; Cilliers, J.J. Grade-recovery curves: A new approach for analysis of and predicting from plant data. Miner. Eng. 2012, 36–38, 105–110. [Google Scholar] [CrossRef]
- Joglekar, A.M.; May, A.T. Product excellence through design of experiments. Cereal Foods World 1987, 32, 857–868. [Google Scholar]
- Powell, R.W. The origin of manning’s formula. J. Hydraul. Div. 1968, 94, 1179–1181. [Google Scholar]
- Miettinen, T.; Ralston, J.; Fornasiero, D. The limits of fine particle flotation. Miner. Eng. 2010, 23, 420–437. [Google Scholar] [CrossRef]







| Sample | Size (µm) | Concentrate FCad (%) | Flotation Machine | No. of Stages | Reference |
|---|---|---|---|---|---|
| Chotanagarpur (India) | <144 | 88.30 | C-I | 5 | [25] |
| 88.00 | C-II | 2 | |||
| Um Qureia (Egypt) | >45 | 79.60 | C-I | 4 | [26] |
| 78.60 | C-II | 2 | |||
| <45 | 45.20 | C-I | 4 | ||
| 46.10 | C-II | 2 | |||
| Rajunagfena (India) | <210 | 79.00 | C-I | 6 | [27] |
| 80.10 | C-II | 2 | |||
| Jharkhand (India) | <186 | 39.45 | C-I | 1 | [28] |
| <144 | 89.65 | C-II | 3 |
| Run | Level of Factors | Yield (%) | Aad (%) | ||||
|---|---|---|---|---|---|---|---|
| A (g/t) | B (g/t) | C (g/L) | Observed (S.D.) | Predicted | Observed (S.D.) | Predicted | |
| 1 | 500 | 125 | 90 | 50.00 (1.24) | 61.73 | 10.86 (0.16) | 10.88 |
| 2 | 1000 | 250 | 90 | 70.46 (0.24) | 66.53 | 10.90 (0.24) | 10.95 |
| 3 | 2000 | 500 | 90 | 80.03 (1.91) | 74.98 | 11.06 (0.27) | 11.10 |
| 4 | 3000 | 1000 | 90 | 79.34 (0.51) | 80.30 | 10.77 (0.08) | 10.94 |
| 5 | 3000 | 1500 | 90 | 83.41 (1.44) | 81.90 | 11.18 (0.21) | 11.34 |
| 6 | 3000 | 750 | 270 | 83.41 (0.73) | 81.90 | 11.35 (0.27) | 11.24 |
| 7 | 3000 | 3000 | 90 | 83.41 (0.88) | 81.90 | 11.35 (0.11) | 11.24 |
| 8 | 3000 | 750 | 360 | 84.37 (0.32) | 83.08 | 11.35 (0.28) | 11.24 |
| 9 | 3000 | 750 | 180 | 90.31 (0.13) | 86.68 | 11.89 (0.25) | 11.54 |
| 10 | 3000 | 750 | 60 | 90.37 (0.70) | 85.46 | 12.05 (0.22) | 12.15 |
| 11 | 3000 | 750 | 90 | 90.81 (0.67) | 92.59 | 12.2 (0.16) | 12.14 |
| 12 | 3000 | 750 | 90 | 93.74 (0.28) | 91.47 | 12.59 (0.06) | 13.05 |
| 13 | 3000 | 750 | 90 | 94.97 (0.96) | 96.26 | 14.21 (0.07) | 13.95 |
| 14 | 5000 | 2500 | 180 | 88.86 (2.24) | 91.13 | 11.53 (0.04) | 11.5 |
| 15 | 5000 | 2500 | 180 | 93.02 (0.48) | 96.03 | 12.41 (0.14) | 12.59 |
| 16 | 5000 | 1667 | 180 | 93.57 (0.67) | 96.70 | 12.52 (0.21) | 12.59 |
| 17 | 5000 | 1250 | 90 | 93.60 (1.57) | 96.70 | 13.04 (0.16) | 12.73 |
| 18 | 7000 | 3500 | 180 | 91.25 (1.85) | 94.22 | 11.66 (0.12) | 11.72 |
| 19 | 7000 | 2333 | 180 | 94.65 (1.54) | 95.47 | 13.11 (0.15) | 13.31 |
| 20 | 7000 | 1750 | 90 | 94.67 (0.83) | 89.24 | 13.26 (0.04) | 13.09 |
| Fixed Carbon | Ash | Water | Volatile Matter |
|---|---|---|---|
| 80.90 | 15.43 | 0.43 | 3.42 |
| Flotation Circuit | Pulp Density of the Cleaner 1 Flotation Process (g/L) | |||||||
|---|---|---|---|---|---|---|---|---|
| 150 | 100 | 50 | 25 | |||||
| Yield (S.D.) | Aad (S.D.) | Yield (S.D.) | Aad (S.D.) | Yield (S.D.) | Aad (S.D.) | Yield (S.D.) | Aad (S.D.) | |
| Rougher | 93.02 (3.92) | 12.24 (0.22) | 93.22 (3.11) | 12.30 (0.06) | 93.22 (2.75) | 12.25 (0.09) | 93.22 (0.54) | 12.29 (0.18) |
| Cleaner 1 | 81.7 (3.96) | 10.99 (0.04) | 83.56 (0.3) | 10.61 (0.23) | 79.83 (0.30) | 9.85 (0.16) | 67.39 (2.18) | 9.38 (0.06) |
| Cleaner 2 | 70.78 (3.4) | 9.71 (0.09) | 76.72 (5.5) | 9.77 (0.14) | 64.50 (5.3) | 8.85 (0.29) | 43.92 (2.95) | 7.98 (0.14) |
| Cleaner 3 | 61.08 (0.57) | 8.84 (0.24) | 70.26 (4.41) | 9.19 (0.29) | 47.70 (1.21) | 8.06 (0.01) | ||
| Cleaner 4 | 53.66 (5.49) | 8.38 (0.01) | 61.78 (1.64) | 8.74 (0.17) | 26.83 (3.21) | 7.24 (0.20) | ||
| Cleaner 5 | 45.83 (1.62) | 8.01 (0.09) | ||||||
| Cleaner 6 | 39.63 (2.00) | 7.81 (0.20) | ||||||
| Flotation Circuit | Pulp Density of the Cleaner 1 Flotation Process (g/L) | |||
|---|---|---|---|---|
| 60 | 30 | |||
| Yield | Aad | Yield | Aad | |
| Rougher | 94.53 (2.10) | 11.52 (0.15) | 94.27 (0.37) | 11.39 (0.28) |
| Cleaner 1 | 93.33 (0.92) | 10.67 (0.02) | 92.00 (2.17) | 9.87 (0.25) |
| Cleaner 2 | 92.41 (4.62) | 10.12 (0.28) | 89.97 (1.49) | 9.09 (0.02) |
| Cleaner 3 | 91.91 (1.60) | 9.89 (0.25) | 77.53 (1.99) | 7.97 (0.29) |
| Cleaner 4 | 88.87 (0.52) | 9.10 (0.27) | ||
| Cleaner 5 | 83.90 (1.05) | 8.53 (0.05) | ||
| Parameter | Pulp Density of the Cleaner 1 Flotation Process (g/L) | |||||
|---|---|---|---|---|---|---|
| Mechanical Flotation Cell | Flotation Column | |||||
| 150 | 100 | 50 | 25 | 60 | 30 | |
| GMax | 0.97 | 0.96 | 0.94 | 0.96 | 0.92 | 0.92 |
| GNF | <0.001 | <0.001 | <0.001 | <0.001 | 0.13 | 0.14 |
| b | 0.0454 | 0.0387 | 0.0291 | 0.0409 | 0.0014 | 0.0018 |
| R2 | 0.80 | 0.94 | 0.60 | 0.95 | 0.98 | 0.99 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bu, X.; Zhang, T.; Peng, Y.; Xie, G.; Wu, E. Multi-Stage Flotation for the Removal of Ash from Fine Graphite Using Mechanical and Centrifugal Forces. Minerals 2018, 8, 15. https://doi.org/10.3390/min8010015
Bu X, Zhang T, Peng Y, Xie G, Wu E. Multi-Stage Flotation for the Removal of Ash from Fine Graphite Using Mechanical and Centrifugal Forces. Minerals. 2018; 8(1):15. https://doi.org/10.3390/min8010015
Chicago/Turabian StyleBu, Xiangning, Tuantuan Zhang, Yaoli Peng, Guangyuan Xie, and Erdong Wu. 2018. "Multi-Stage Flotation for the Removal of Ash from Fine Graphite Using Mechanical and Centrifugal Forces" Minerals 8, no. 1: 15. https://doi.org/10.3390/min8010015