
Efficient Recovery of Feldspar, Quartz, and Kaolin from Weathered Granite
Abstract
:1. Introduction
2. Materials and Methods
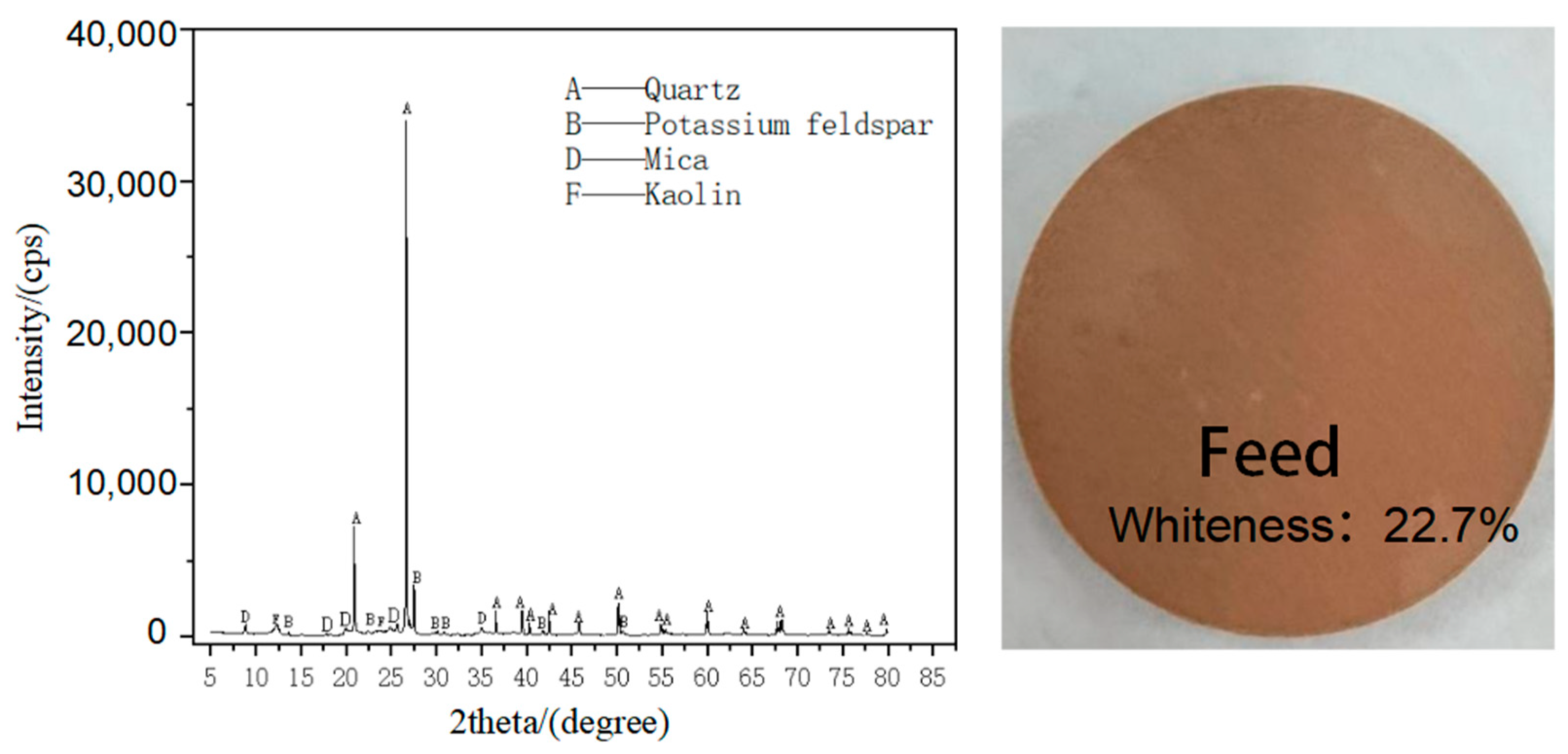
2.1. Mineralogy and Reagents
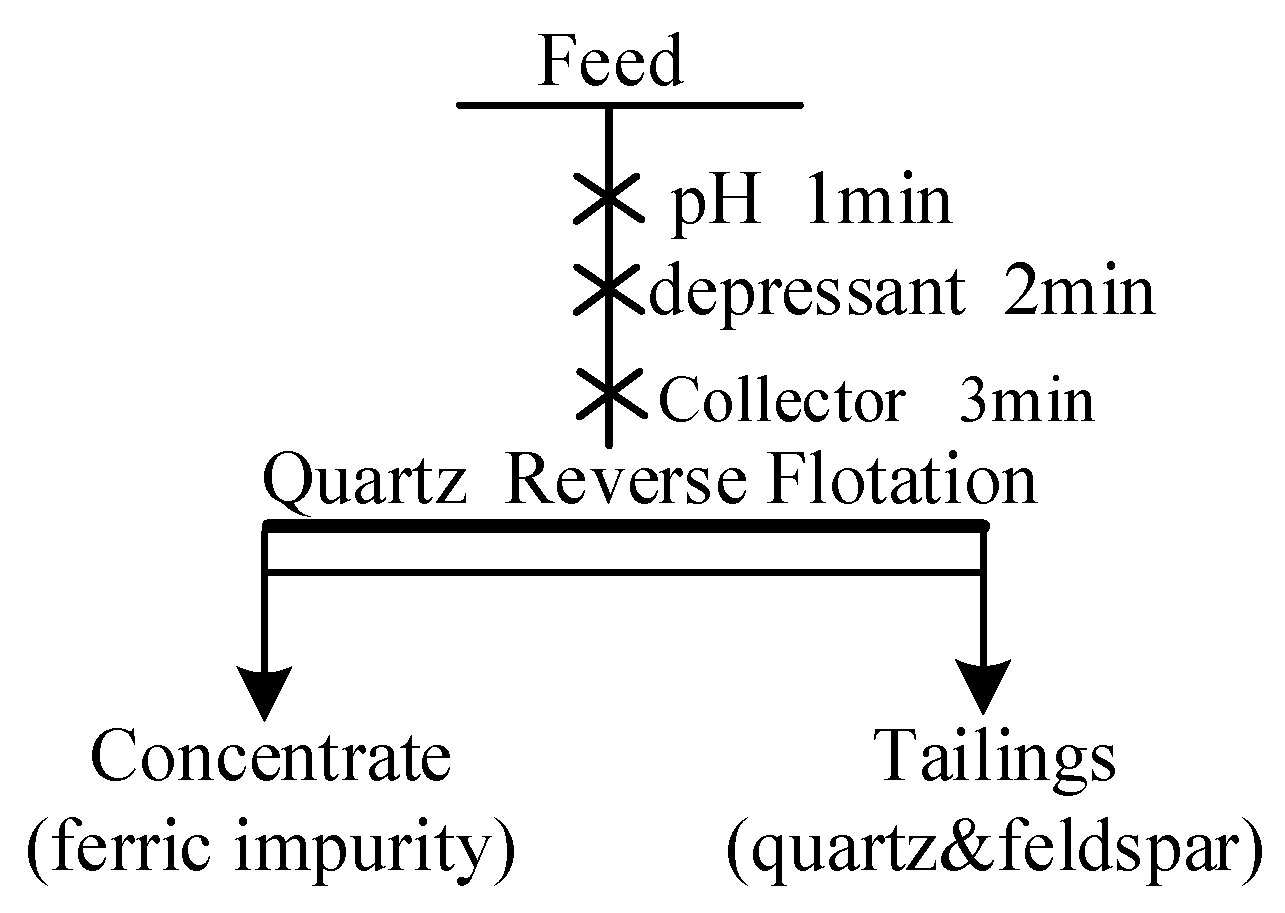
2.2. Bench-Scale Flotation Tests
2.3. Product Evaluation
3. Results and Discussion
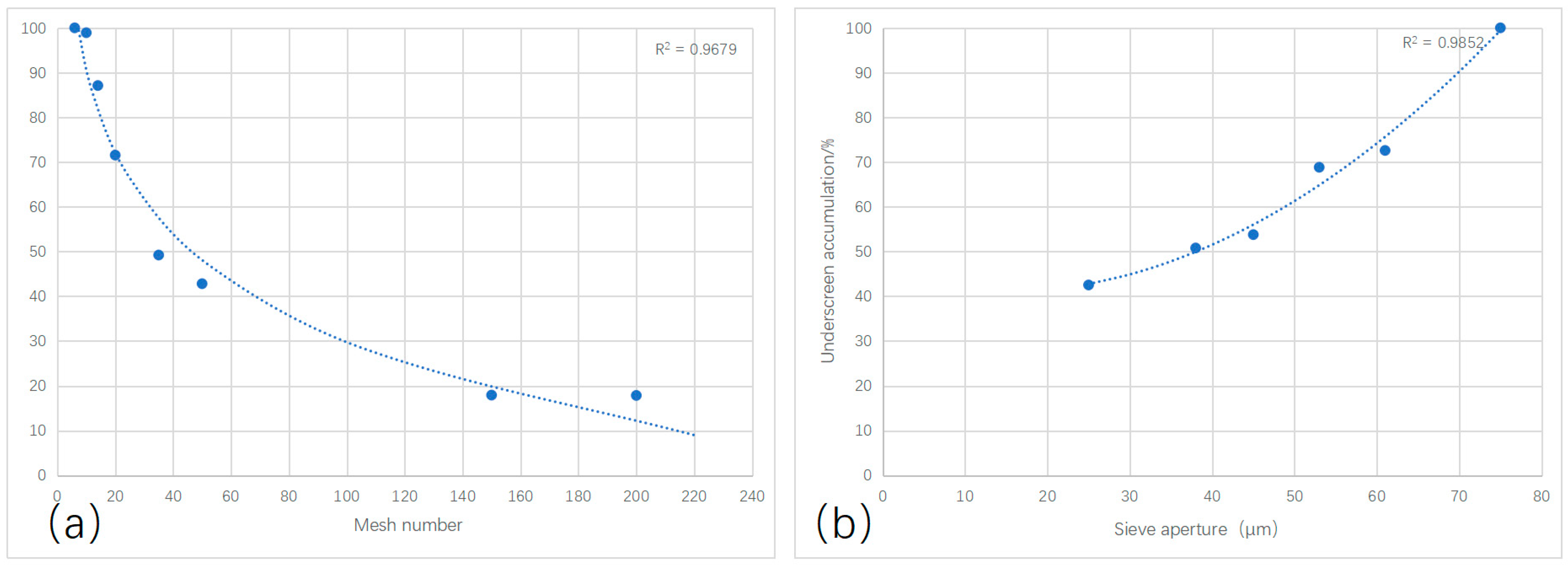
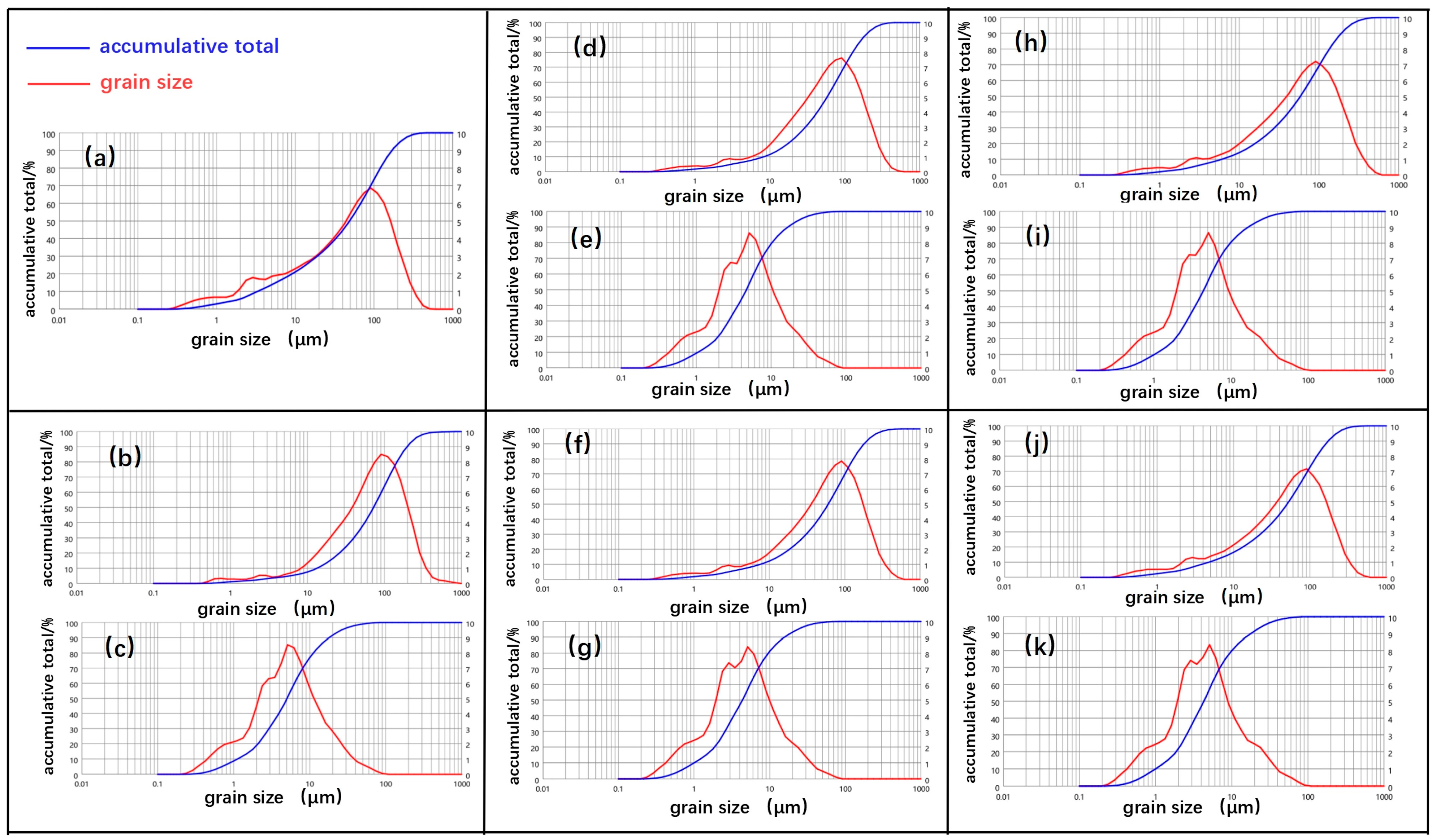
3.1. Grinding
3.2. Desliming
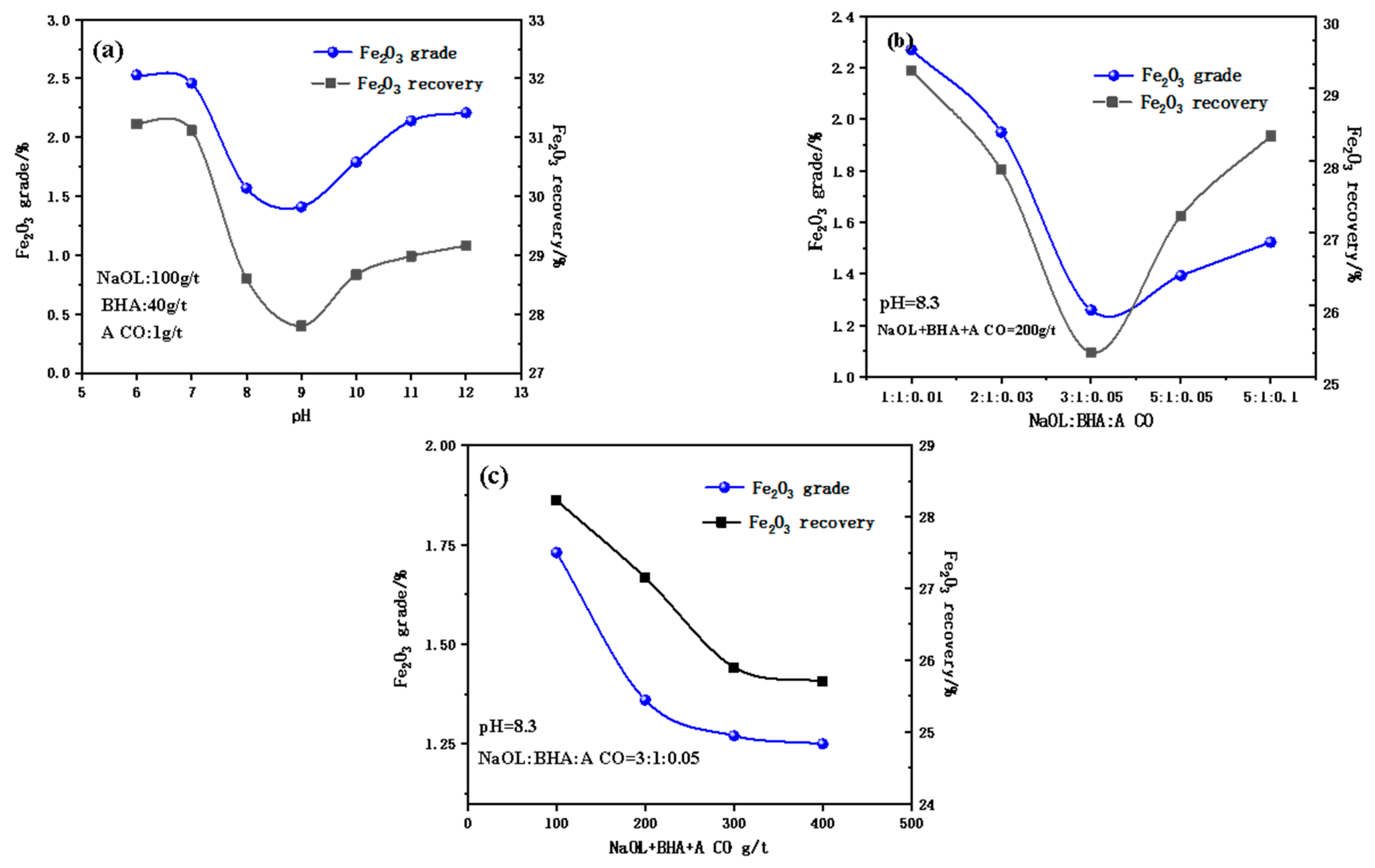
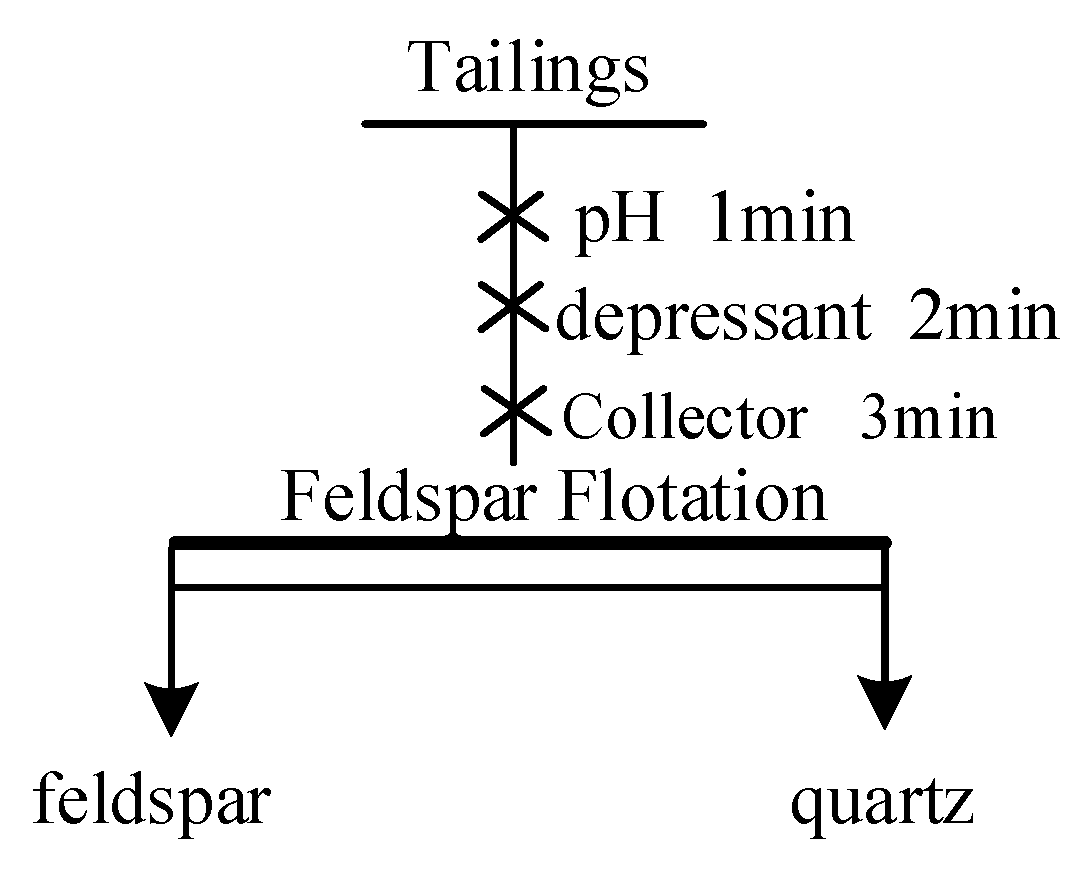
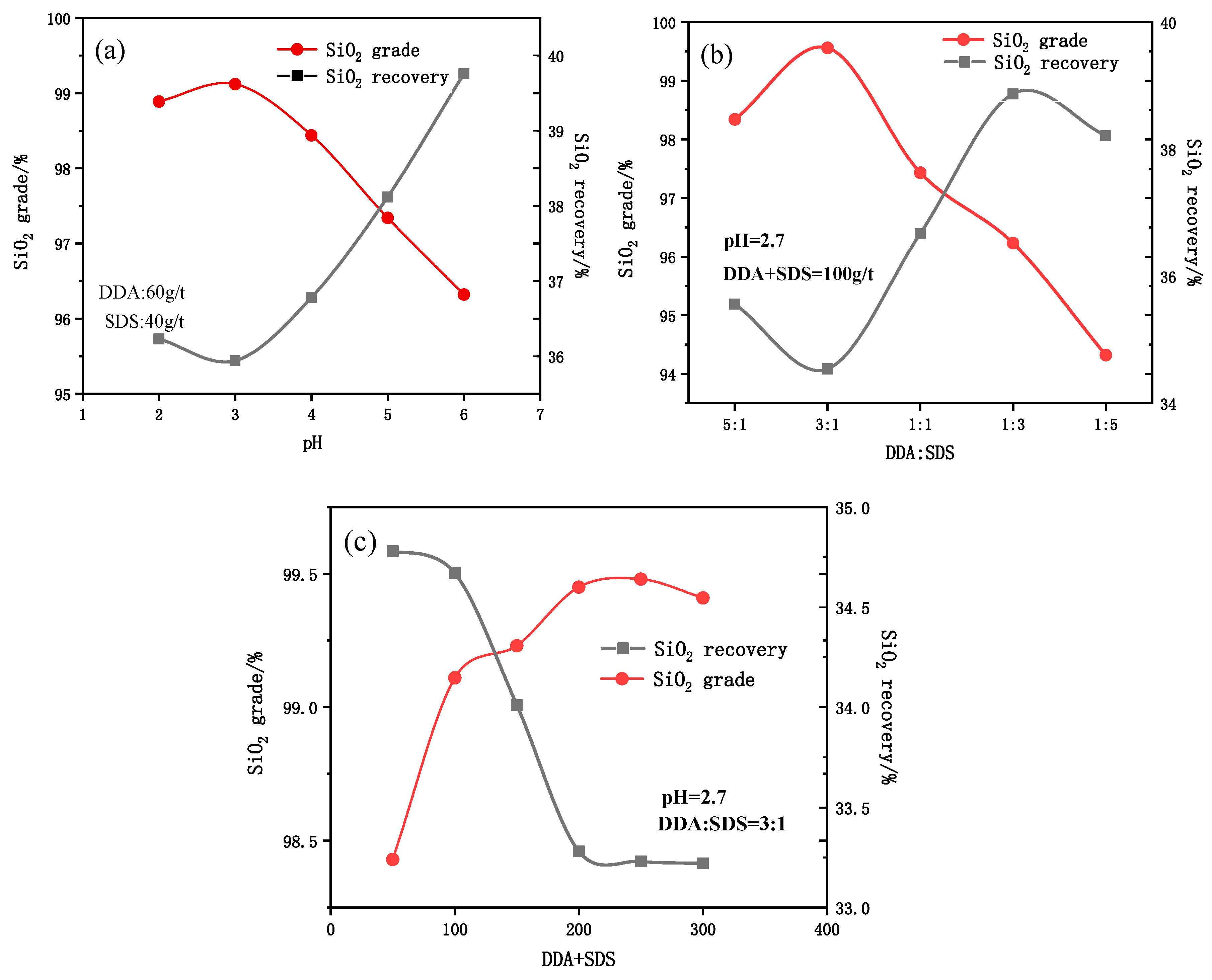
3.3. Flotation Test
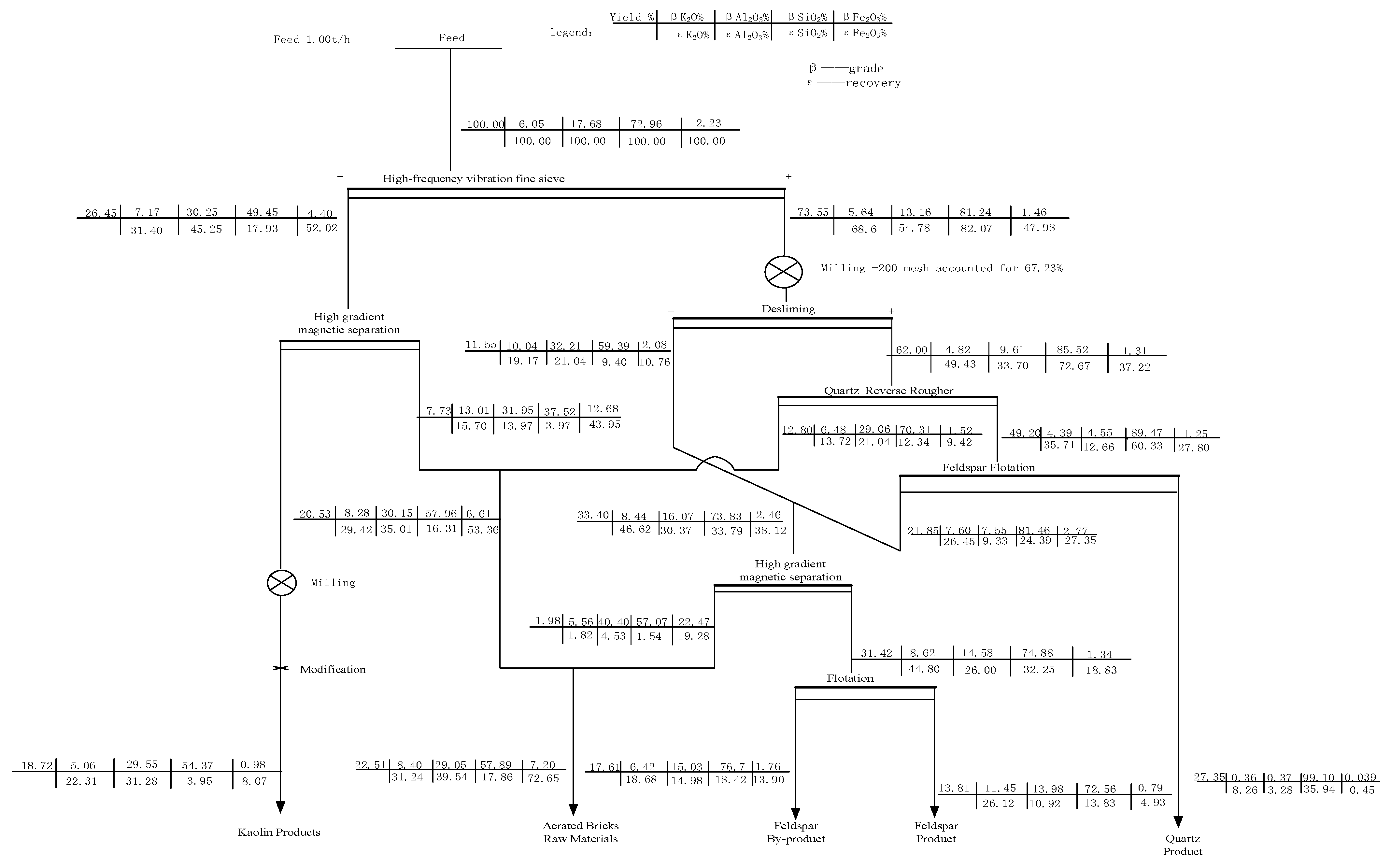
3.4. Comprehensive Recycling Process
3.5. Product Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, W.; Feng, J.; Qui, M. Mineral Weathering and Element Migration in Granite Weathering Pits (Gnammas): A Case Study in Eastern China. Minerals 2023, 13, 70. [Google Scholar] [CrossRef]
- Pope, G.A. Overview of weathering and soils geomorphology. In Treatise on Geomorphology; Elsevier: Amsterdam, The Netherlands, 2022; pp. 1–12. [Google Scholar]
- Kim, J.H.; Ree, J.H.; Tanikawa, W.; Kang, H.C. The effect of weathering on cohesion in granitic fault rocks: A case study from the Yeongdeok Fault, South Korea. J. Struct. Geol. 2024, 179, 105061. [Google Scholar] [CrossRef]
- Dearman, W.R.; Baynes, F.J.; Irfan, T.Y. Engineering grading of weathered granite. Eng. Geol. 1978, 12, 345–374. [Google Scholar] [CrossRef]
- Raj, J.K. Rock-soil transition in weathering of a porphyritic biotite granite. War Geol. 2022, 48, 1–9. [Google Scholar]
- Lee, S.G.; De Freitas, M.H. A revision of the description and classification of weathered granite and its application to granites in Korea. Q. J. Eng. Geol. Hydrogeol. 1989, 22, 31–48. [Google Scholar] [CrossRef]
- Sandeep, C.S.; He, H.; Senetakis, K. Experimental and analytical studies on the influence of weathering degree and ground-environment analog conditions on the tribological behavior of granite. Eng. Geol. 2022, 304, 106644. [Google Scholar] [CrossRef]
- Li, M.Y.H.; Teng, F.Z.; Zhou, M.F. Phyllosilicate controls on magnesium isotopic fractionation during weathering of granites: Implications for continental weathering and riverine system. Earth Planet. Sci. Lett. 2021, 553, 116613. [Google Scholar] [CrossRef]
- Lee, S.H.; Baek, S.H.; Woo, S.I.; Chung, C.K. Estimation of in situ geotechnical properties on highly weathered granite using chemical weathering indices. Bull. Eng. Geol. Environ. 2020, 79, 3403–3415. [Google Scholar] [CrossRef]
- Gautam, L.; Jain, J.K.; Kalla, P.; Danish, M. Sustainable utilization of granite waste in the production of green construction products: A review. Mater. Today Proc. 2021, 44, 4196–4203. [Google Scholar] [CrossRef]
- Ahmadi, S.F.; Reisi, M.; Amiri, M.C. Reusing granite waste in eco-friendly foamed concrete as aggregate. J. Build. Eng. 2022, 46, 103566. [Google Scholar] [CrossRef]
- Mukai, H.; Kon, Y.; Sanematsu, K.; Takahashi, Y.; Ito, M. Microscopic analyses of weathered granite in ion-adsorption rare earth deposit of Jianxi Province, China. Sci. Rep. 2020, 10, 20194. [Google Scholar] [CrossRef]
- Deng, L.; Sun, T.; Fei, K.; Zhang, L.; Fan, X.; Wu, Y.; Ni, L. Effects of erosion degree, rainfall intensity and slope gradient on runoff and sediment yield for the bare soils from the weathered granite slopes of SE China. Geomorphology 2020, 352, 106997. [Google Scholar] [CrossRef]
- Breiter, K.; Ďurišová, J.; Dosbaba, M. Chemical signature of quartz from S-and A-type rare-metal granites—A summary. Ore Geol. Rev. 2020, 125, 103674. [Google Scholar] [CrossRef]
- Müller, A.; Keyser, W.; Simmons, W.B.; Webber, K.; Wise, M.; Beurlen, H.; Garate-Olave, I.; Roda-Robles, E.; Galliski, M.Á. Quartz chemistry of granitic pegmatites: Implications for classification, genesis and exploration. Chem. Geol. 2021, 584, 120507. [Google Scholar] [CrossRef]
- Robertson, I.D.; Eggleton, R.A. Weathering of granitic muscovite to kaolinite and halloysite and of plagioclase-derived kaolinite to halloysite. Clays Clay Miner. 1991, 39, 113–126. [Google Scholar] [CrossRef]
- Demeusy, B.; Arias-Quintero, C.A.; Butin, G.; Lainé, J.; Tripathy, S.K.; Marin, J.; Dehaine, Q.; Filippov, L.O. Characterization and Liberation Study of the Beauvoir Granite for Lithium Mica Recovery. Minerals 2023, 13, 950. [Google Scholar] [CrossRef]
- Raslan, M.F.; Kharbish, S.; Fawzy, M.M.; El Dabe, M.M.; Fathy, M.M. Gravity and Magnetic Separation of Polymetallic Pegmatite from Wadi El Sheih Granite, Central Eastern Desert, Egypt. J. Min. Sci. 2021, 57, 316–326. [Google Scholar] [CrossRef]
- Sun, N.; Sun, W.; Guan, Q.; Wang, L. Green and sustainable recovery of feldspar and quartz from granite tailings. Miner. Eng. 2023, 203, 108351. [Google Scholar] [CrossRef]
- Zhou, C.; Liu, L.; Chen, J.; Min, F.; Lu, F. Study on the influence of particle size on the flotation separation of kaolinite and quartz. Powder Technol. 2022, 408, 117747. [Google Scholar] [CrossRef]
- Li, P.; Ren, Z.; Xie, E.; Duan, S.; Gao, H.; Wu, J.; He, Y. Application of mixed collectors on quartz-feldspar by fluorine-free flotation separation and their interaction mechanism: A review. Physicochem. Probl. Miner. Process. 2021, 57, 139–156. [Google Scholar] [CrossRef]
- Ngayakamo, B.H.; Bello, A.; Onwualu, A.P. Development of eco-friendly fired clay bricks incorporated with granite and eggshell wastes. Environ. Chall. 2020, 1, 100006. [Google Scholar] [CrossRef]
- Kim, J.; Lee, D.; Sičáková, A.; Kim, N. Utilization of different forms of demolished clay brick and granite wastes for better performance in cement composites. Buildings 2023, 13, 165. [Google Scholar] [CrossRef]
- Wang, D.; Lu, J.; Zhan, J.; Liu, Z.; Xie, B. Recent Advances in the Reutilization of Granite Waste in Various Fields. J. Mater. Sci. Technol. Res. 2021, 8, 30–40. [Google Scholar] [CrossRef]
- Wen, W.; Si, J.; Wang, D.; Wen, W.; Li, W.; Zhang, P.; Ning, W.; Miao, S. Whiteness improvement of ground calcium carbonate via sodium dithionite-sodium citrate-sulfuric acid treatment and mechanism study. Colloids Surf. A Physicochem. Eng. Asp. 2021, 630, 127538. [Google Scholar] [CrossRef]
- Wongkaewphothong, B.; Kertbundit, C.; Srichonphaisan, P.; Julapong, P.; Homchuen, P.; Juntarasakul, O.; Maneeintr, K.; Tabelin, C.B.; Numprasanthai, A.; Saisinchai, S.; et al. The improvement in whiteness index of calcite tailings using attrition-scrubbing process. Sep. Sci. Technol. 2023, 58, 2077–2085. [Google Scholar] [CrossRef]
- Miura, N.; Sukeo, O. Particle-crushing of a decomposed granite soil under shear stresses. Soils Found. 1979, 19, 1–14. [Google Scholar] [CrossRef]
- Wang, D.; Tang, M.; Wu, Y.; Niu, X. Effects of Al (III) Ions at Magnetite Flotation from Quartz by Dodecylamine Al (III). Minerals 2022, 12, 613. [Google Scholar]
- Liu, A.; Fan, P.P.; Qiao, X.X.; Li, Z.H.; Wang, H.F.; Fan, M.Q. Synergistic effect of mixed DDA/surfactants collectors on flotation of quartz. Miner. Eng. 2020, 159, 106605. [Google Scholar] [CrossRef]
- Levin, J. Indicators of grindability and grinding efficiency. J. S. Afr. Inst. Min. Metall. 1992, 92, 283–290. [Google Scholar]
- Xu, X.; Li, Y.; Malkin, S. Forces and energy in circular sawing and grinding of granite. J. Manuf. Sci. Eng. 2001, 123, 13–22. [Google Scholar] [CrossRef]
- Ahmadi Ghadicolaei, A.; Masoudian, M.; Kalantari, D.; Mohammadrezapour, O. Investigating the effect of operational parameters of a semi-industrial hydro-cyclone on the efficiency of Granite and Marble stones wastewater treatment. J. Hydraul. 2024. [Google Scholar] [CrossRef]
- Richards, C.; Mohammadi, M.S.; Tiddy, G.J. Formulating liquid detergents with naturally derived surfactants—Phase behaviour, crystallisation and rheo-stability of primary alkyl sulphates based on coconut oil. Colloids Surf. A Physicochem. Eng. Asp. 2009, 338, 119–128. [Google Scholar]
- Ring, T.A. Fundamentals of Ceramic Powder Processing and Synthesis; Elsevier: Amsterdam, The Netherlands, 1996. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al2O3 | SiO2 | Fe2O3 | K2O | Na2O | TiO2 |
|---|---|---|---|---|---|---|
| Content | 15.71 | 64.08 | 1.68 | 4.16 | 0.23 | 0.21 |
| Particle Size Range/mm | Fe2O3 | SiO2 | Al2O3 | K2O | Content |
|---|---|---|---|---|---|
| +4.75 | 1.74 | 93.98 | 20.70 | 2.94 | 3.16 |
| 4.75~2 | 1.47 | 85.83 | 9.67 | 2.50 | 27.83 |
| 2~1 | 1.44 | 82.50 | 10.49 | 4.90 | 13.86 |
| 1~0.42 | 1.93 | 74.98 | 14.43 | 7.76 | 16.35 |
| 0.42~0.16 | 2.39 | 68.07 | 19.07 | 9.55 | 11.95 |
| 0.16~0.074 | 3.22 | 59.64 | 25.76 | 10.26 | 5.89 |
| 0.074~0.05 | 3.78 | 56.50 | 29.92 | 8.58 | 2.13 |
| −0.05 | 4.25 | 51.33 | 37.52 | 5.17 | 18.33 |
| Iron Phase Type | Fe2+ (Hematite & Limonite) | mFe (Magnetic Iron) | MFe (Metal Iron) | Iron Silicate |
| Content | 88.98 | 0.425 | 0.425 | 10.17 |
| Silicon Phase Type | Free Silicon Dioxide (Quartz) | Silicon Dioxide in Silicate | Total Silicon Dioxide | |
| Silicon Dioxide Content | 42.88 | 27.31 | 70.19 |
| Diameter (mm) | φ 36.5 | φ 30.2 | φ 25.4 | φ 19.1 | φ 16 | Total |
|---|---|---|---|---|---|---|
| Quantity (number) | 43 | 67 | 10 | 71 | 94 | 285 |
| Cycle Order | Number of Revolutions (r/min) | Mf (g) | Mp (g) | MO (g) | Gbp (g/r) | Circulating Load (%) |
|---|---|---|---|---|---|---|
| 1 | 200 | 182.87 | 396.57 | 213.70 | 1.0685 | 158.21 |
| 2 | 205 | 72.88 | 338.35 | 265.47 | 1.2950 | 202.65 |
| 3 | 178 | 61.81 | 309.34 | 247.53 | 1.3906 | 231.03 |
| 4 | 169 | 56.57 | 292.4 | 235.83 | 1.3954 | 250.21 |
| 5 | 170 | 53.14 | 293.2 | 240.06 | 1.4121 | 249.25 |
| Grinding Time/min | −0.074 mm Content/% | Secondary Mine Slime Content/% | TFe2O3/% |
|---|---|---|---|
| 3 | 57.33 | 10.23 | 0.56 |
| 5 | 63.21 | 12.34 | 0.73 |
| 7 | 67.23 | 14.02 | 0.58 |
| 9 | 69.29 | 20.24 | 0.75 |
| 11 | 73.98 | 24.23 | 0.68 |
| Serial Number | Parameter | Product | Concentration/% | Productivity/% | TFe2O3/% | Al2O3/% |
|---|---|---|---|---|---|---|
| 1 | d0 = 22 mm ds = 12 mm P = 0.2 MPa | Overflow 1 | 2.92 | 15.79 | 5.42 | 0.21 |
| Riffling 1 | 46.78 | 84.21 | 1.74 | 0.19 | ||
| Feed 1 | 13.87 | 100.00 | 2.42 | 14.20 | ||
| 2 | d0 = 22 mm ds = 14 mm P = 0.2 MPa | Overflow 2 | 3.08 | 14.30 | 5.39 | 0.18 |
| Riffling 2 | 35.92 | 85.70 | 1.80 | 0.22 | ||
| Feed 2 | 14.22 | 100.00 | 2.42 | 14.20 | ||
| 3 | d0 = 22 mm ds = 16 mm P = 0.2 MPa | Overflow 3 | 3.04 | 13.28 | 5.82 | 0.21 |
| Riffling 3 | 32.50 | 86.72 | 1.64 | 0.23 | ||
| Feed 3 | 14.20 | 100.00 | 2.42 | 14.20 | ||
| 4 | d0 = 22 mm ds = 18 mm P = 0.2 MPa | Overflow 4 | 2.81 | 10.40 | 5.88 | 0.22 |
| Riffling 4 | 27.35 | 89.60 | 1.89 | 0.20 | ||
| Feed 4 | 14.33 | 100.00 | 2.42 | 14.20 | ||
| 5 | d0 = 22 mm ds = 20 mm P = 0.2 MPa | Overflow 5 | 2.85 | 9.67 | 5.85 | 0.23 |
| Riffling 5 | 25.42 | 90.33 | 2.26 | 0.19 | ||
| Feed 5 | 14.39 | 100.00 | 2.42 | 14.20 |
| Product | Loss on Ignition (LOI, 1025 °C) | Al2O3 | SiO2 | Fe2O3 | CaO | MgO | K2O | Na2O | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| quartz | 0.22 | 0.23 | 99.51 | 0.018 | 0.01 | 0.01 | 0.11 | <0.01 | <0.01 |
| feldspar | 1.49 | 12.42 | 76.07 | 0.46 | 0.11 | 0.04 | 8.63 | 0.36 | 0.03 |
| kaolin | 9.92 | 32.54 | 51.48 | 2.21 | 0.14 | 0.19 | 4.83 | 0.15 | 0.11 |
| feldspar by-products | 1.67 | 18.74 | 76.31 | 0.98 | 0.23 | 0.05 | 6.93 | 0.54 | 0.12 |
| aerated brick raw materials | 2.32 | 29.05 | 57.89 | 7.2 | 1.61 | 0.34 | 8.4 | 0.98 | 0.09 |
| Product | Whiteness |
|---|---|
| quartz | 95.5 |
| feldspar | 35.9 |
| kaolin | 61.9 |
| feldspar by-products | 28.3 |
| aerated brick raw materials | 2.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, H.; Li, S.; Gou, H.; Zhang, N.; Liu, L. Efficient Recovery of Feldspar, Quartz, and Kaolin from Weathered Granite. Minerals 2024, 14, 300. https://doi.org/10.3390/min14030300
Huang H, Li S, Gou H, Zhang N, Liu L. Efficient Recovery of Feldspar, Quartz, and Kaolin from Weathered Granite. Minerals. 2024; 14(3):300. https://doi.org/10.3390/min14030300
Chicago/Turabian StyleHuang, Hongjun, Shihan Li, Haoran Gou, Ning Zhang, and Liming Liu. 2024. "Efficient Recovery of Feldspar, Quartz, and Kaolin from Weathered Granite" Minerals 14, no. 3: 300. https://doi.org/10.3390/min14030300