
Development of Process Flow Sheet for Recovering Strategic Mineral Monazite from a Lean-Grade Bramhagiri Coastal Placer Deposit, Odisha, India
 and
and
Abstract
:1. Introduction
2. Materials and Methods
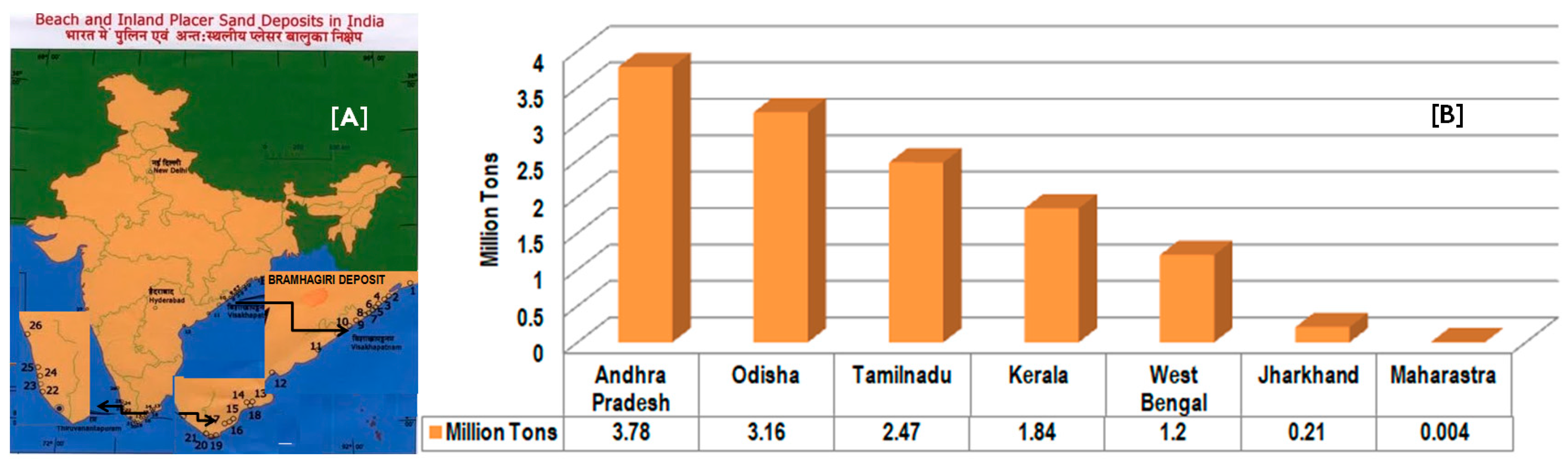
- 2a. Sample location and collection: A bulk offshore back dune sand sample of about 15 tons was collected in a grid pattern using the auger method along Brahmagiri beach sand placer deposit stretches for 15 km from Sipasurubili via GiralaNala to Village Bhabuniaand Bramhagiri with an average width of 1.91 km in Puri district, Odisha. The details of the sample location are shown in Figure 3. A representative 100 kg sample was drawn out from the bulk 15 tons of samples for size and mineralogical data.
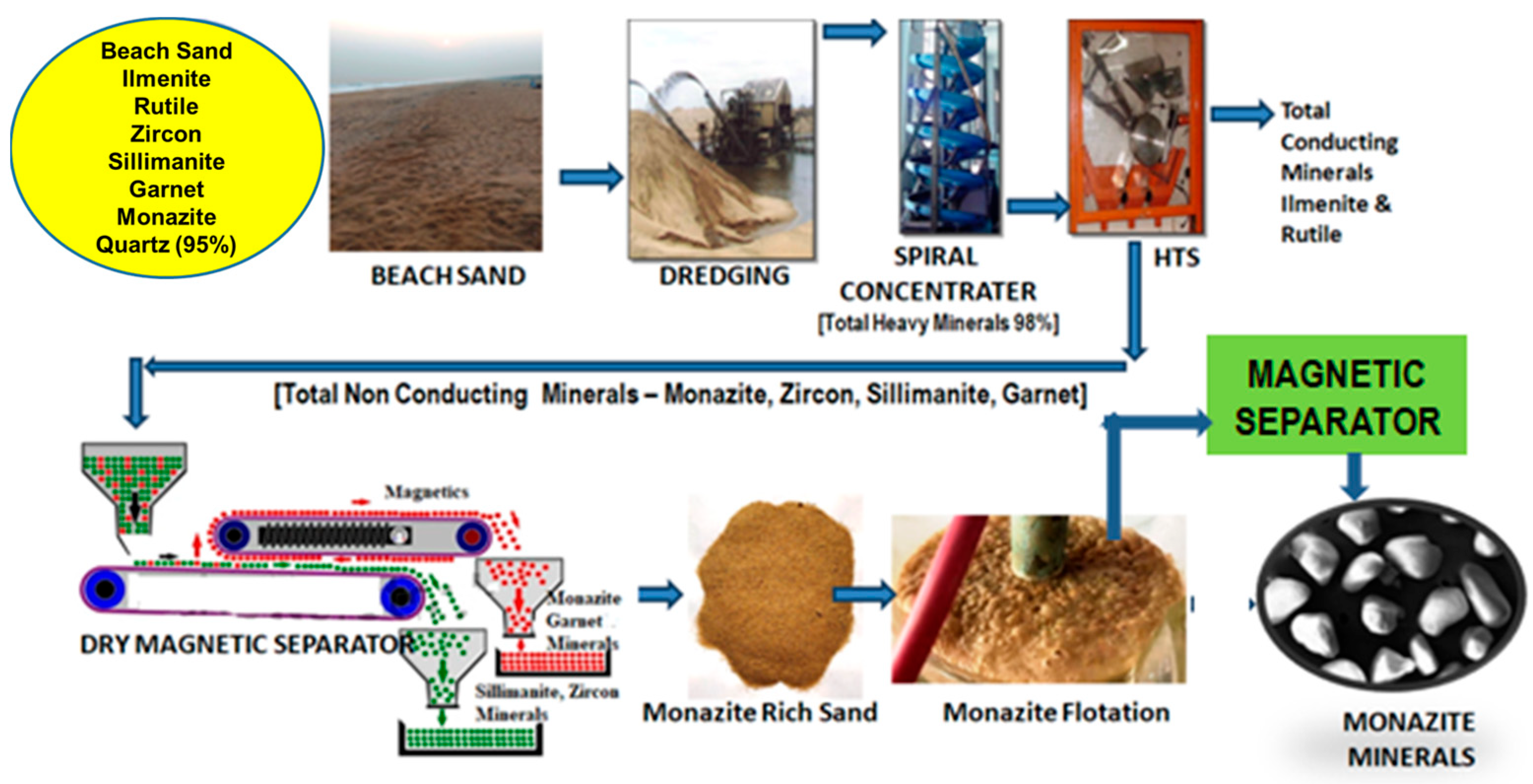
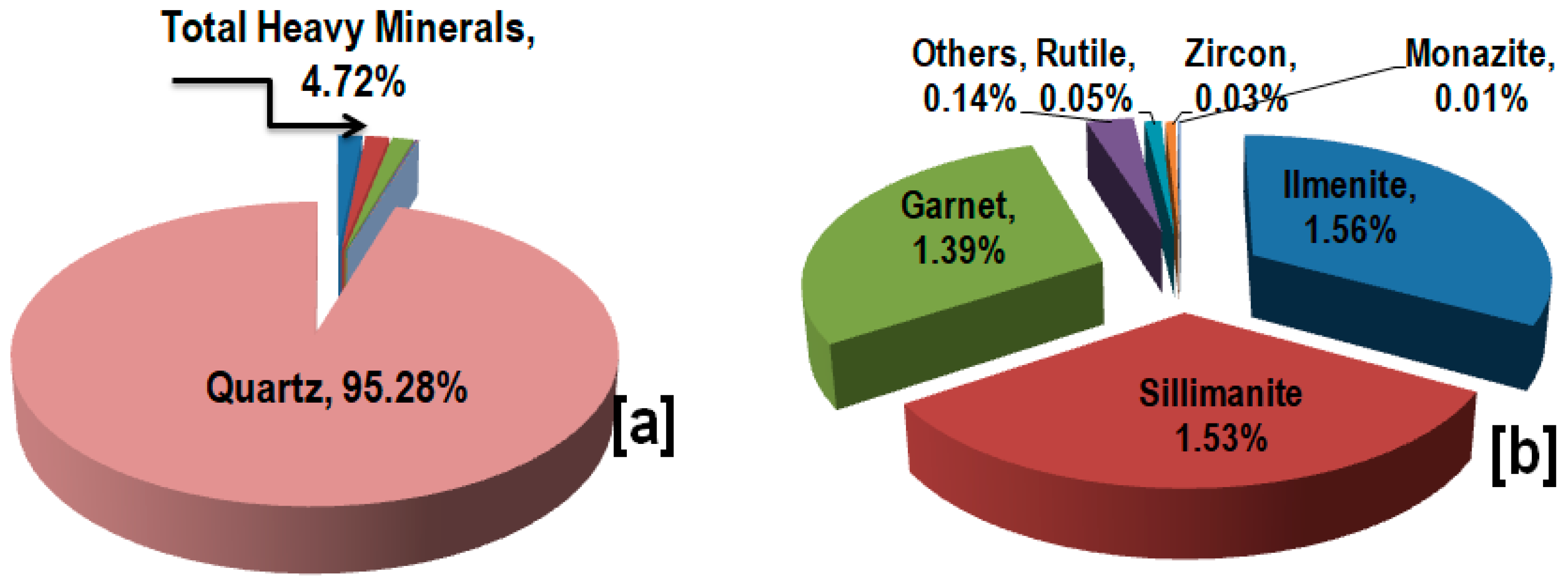
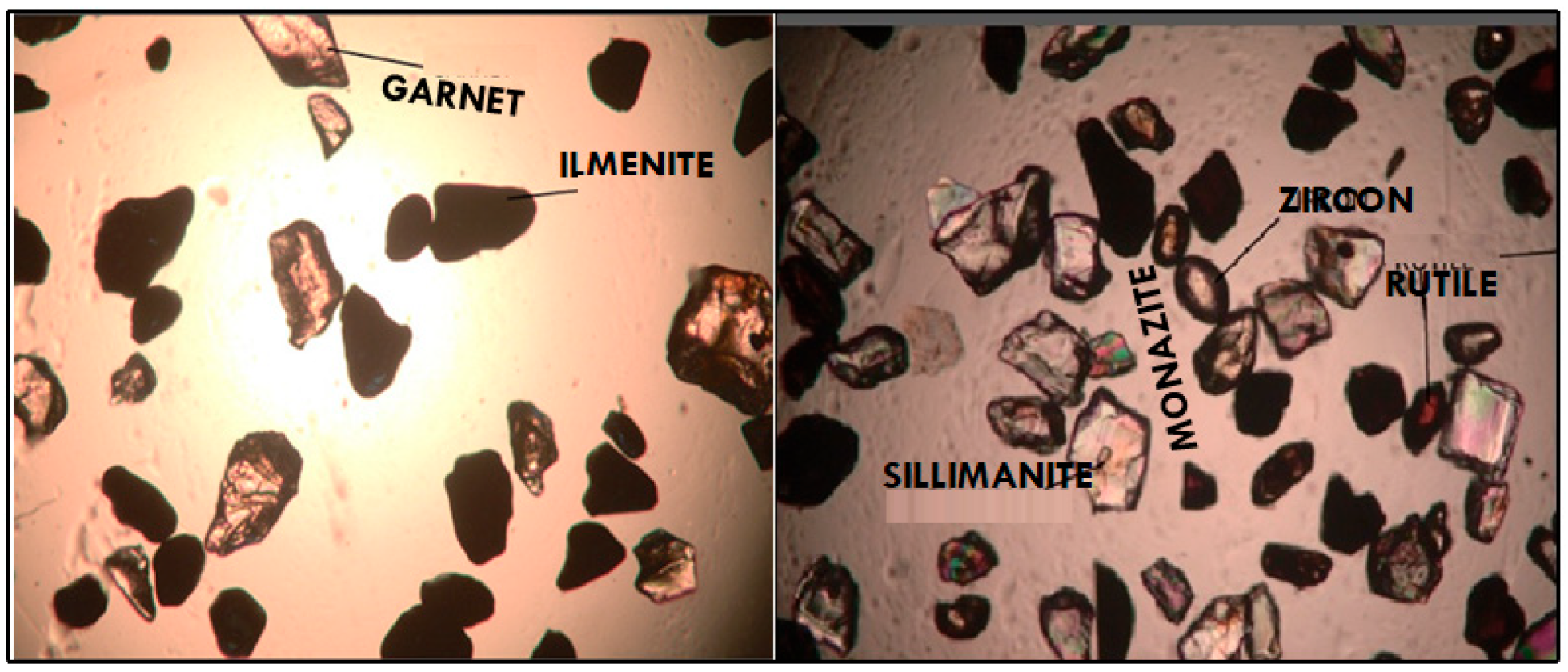
- 2b. Characteristics of the sample: The collected sample is free-flow sand, and it contains heavy minerals like ilmenite, rutile, garnet, zircon, sillimanite, and monazite. The gangue mineral is mainly quartz. A trace amount of shell is present in the bulk sample. The bulk density of the sample is 1.5 gm/cc, and the average true density is around 2.8 g/cc. The total heavy mineral content in the bulk sample is 4.7%.
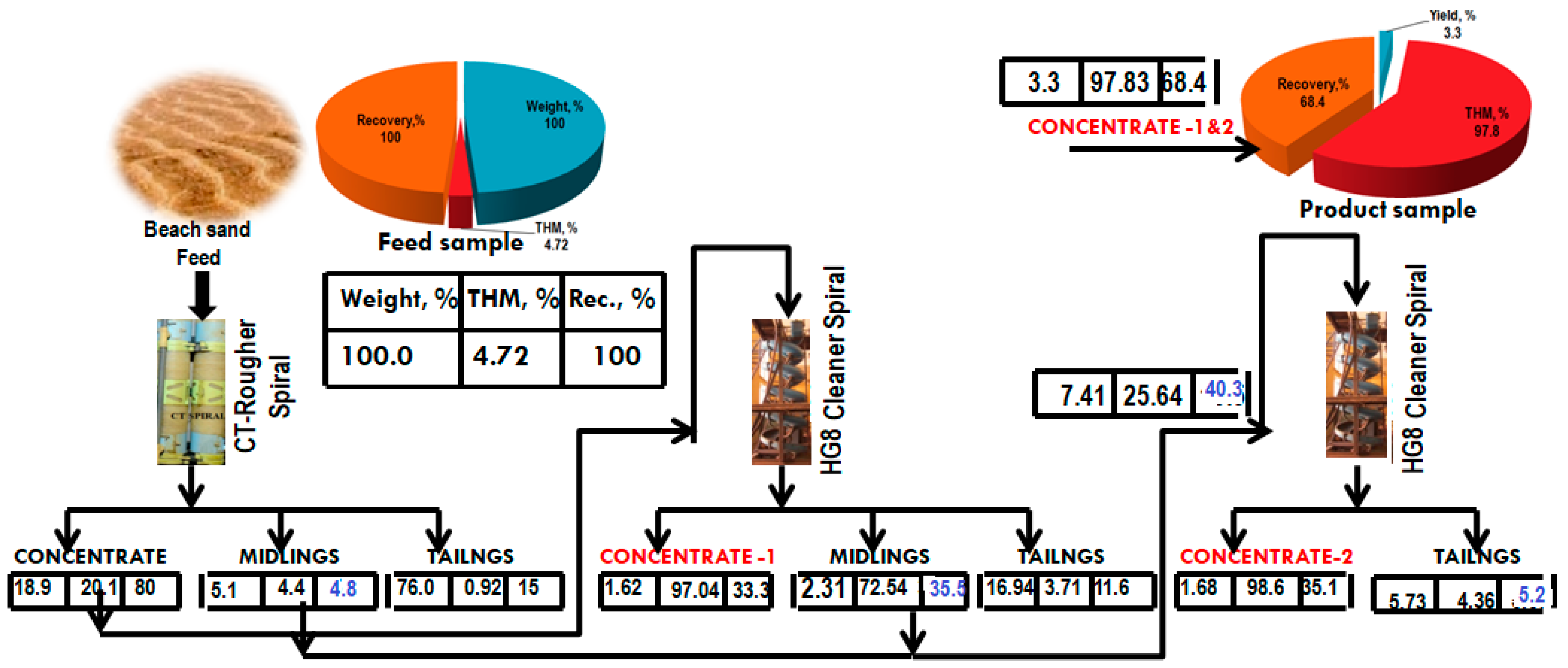
- 2c. Concentration methodology: A typical graphical presentation of the experimental setup for recovering monazite minerals and the experimental procedure for recovering the monazite mineral concentrate is shown in Figure 4. The bulk sample of 15 tons in a batch of 30 kg was subjected to sequential spirals [Compact Turbo (CT) spiral from MT Mineral Technologies as rougher concentrator and High Gradient (HG8) spiral from MT Mineral Technologies as cleaner concentrator] for obtaining total heavy minerals. In all cases, 15% by weight of solid concentration was subjected to a spiral without any wash water. The total heavy minerals were estimated using the standard sink float method, using an organic liquid bromoform of 2.89 specific gravity.


3. Results and Discussions
3.1. Physical, Chemical, Mineralogical, Structural, and Wettability Characteristics
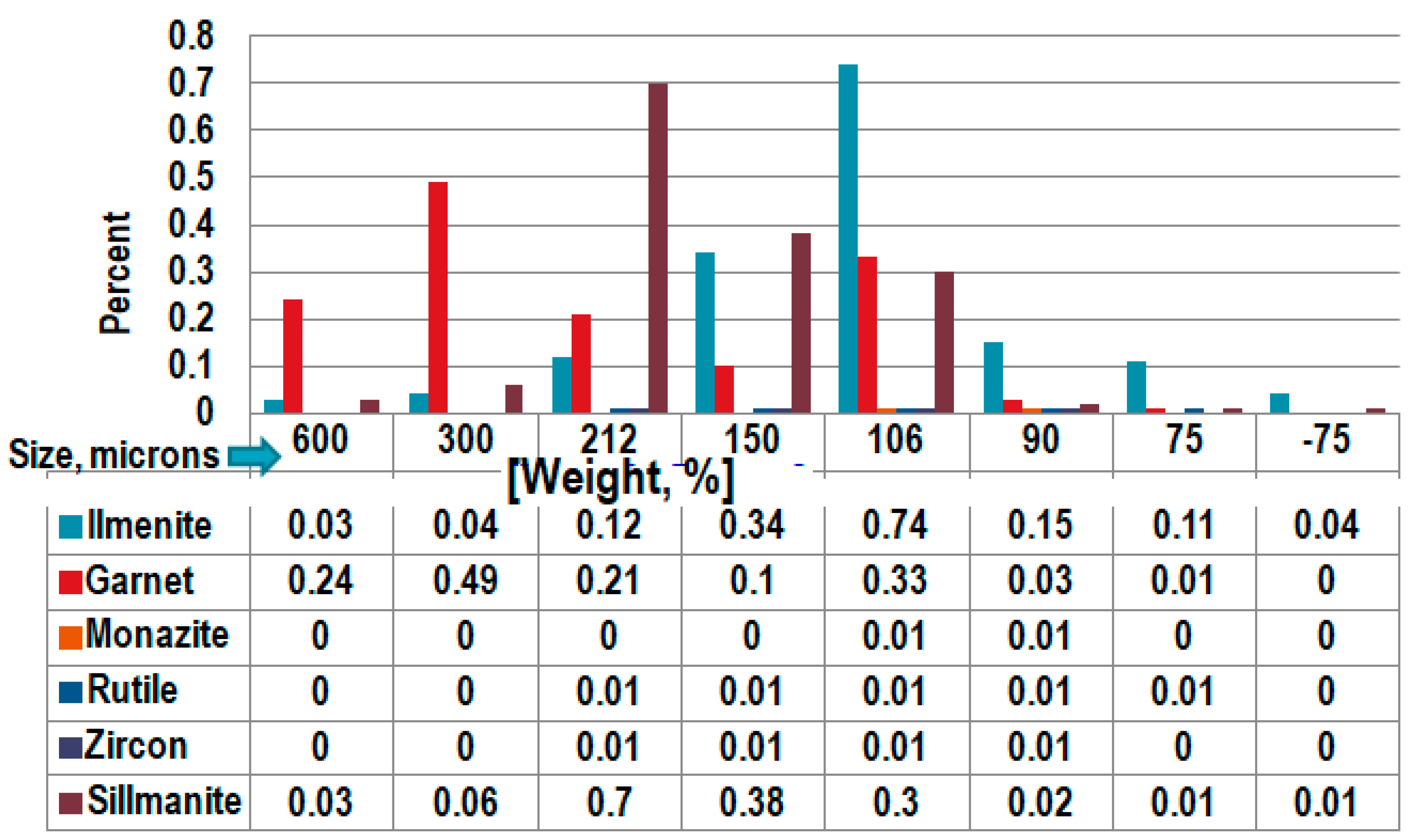
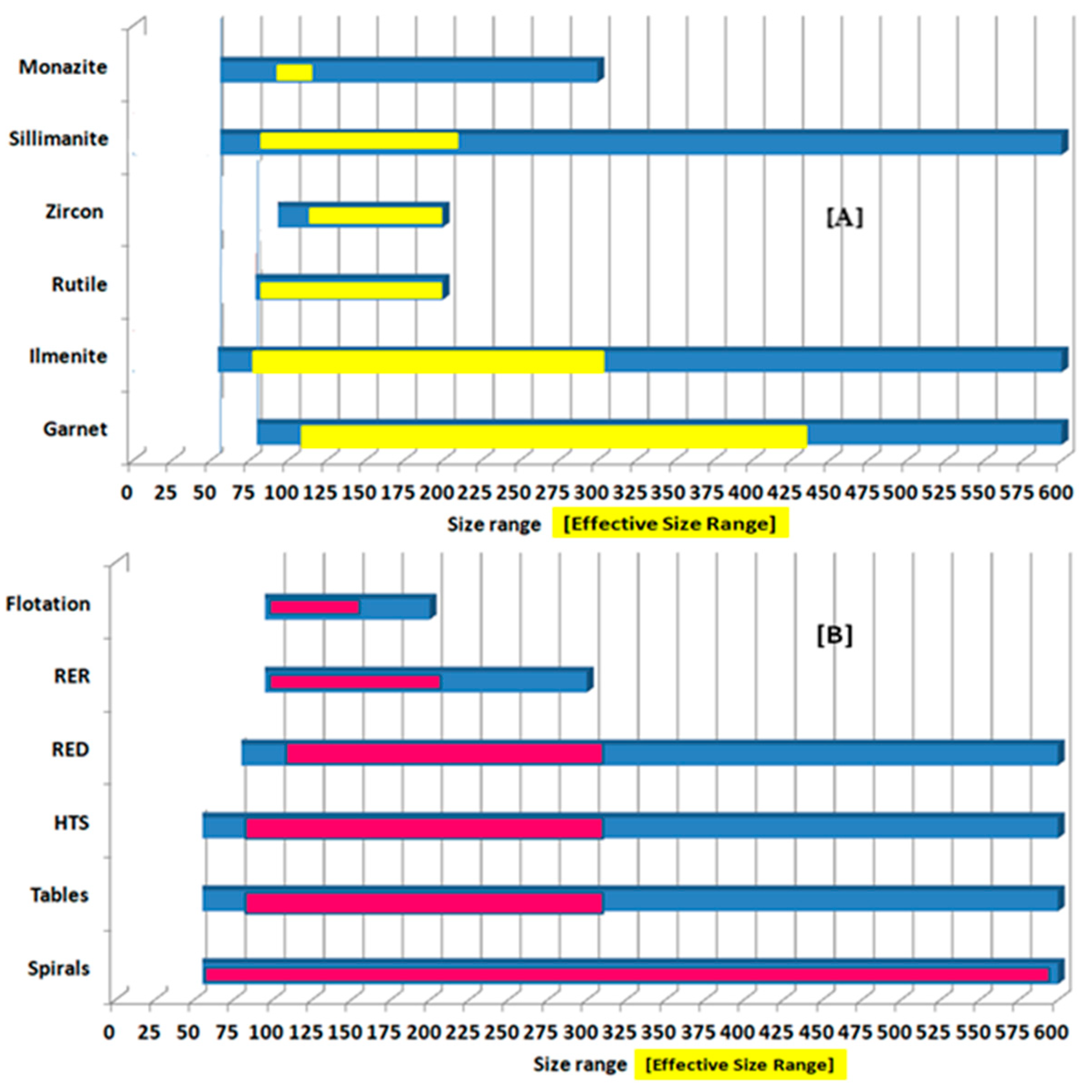
- Physical and chemical characteristics: The size analysis of the bulk sample given in Table 2 indicates that the sample contains a d80 passing size of 380 µm. The bulk sample size is coarse and free-flow sand. Distinctly, the sand is more liberated from below 212-micron size fraction.
3.2. Mineralogical Modal Analysis
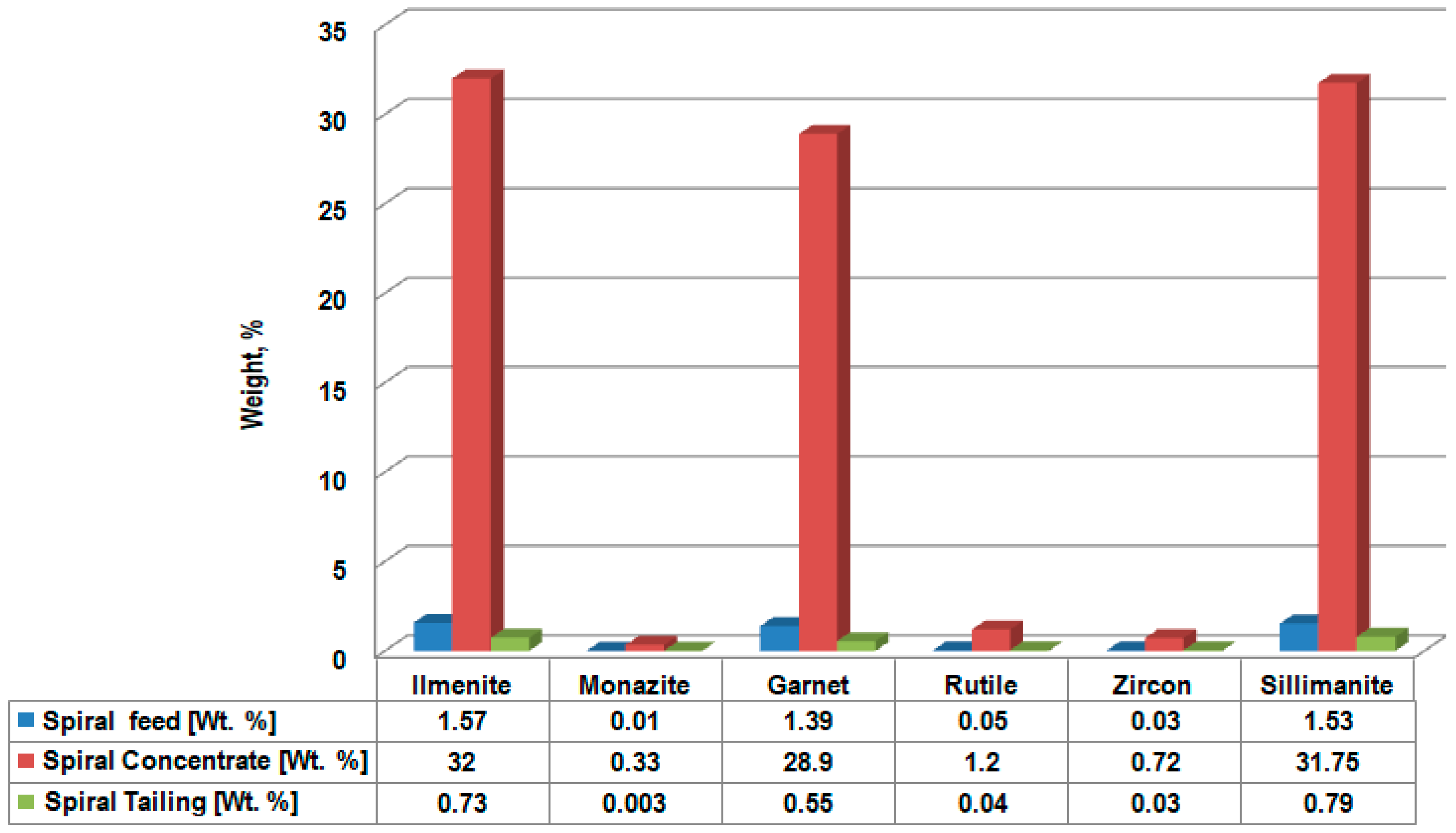
3.3. Gravity Concentration to Recover Total Heavy Minerals
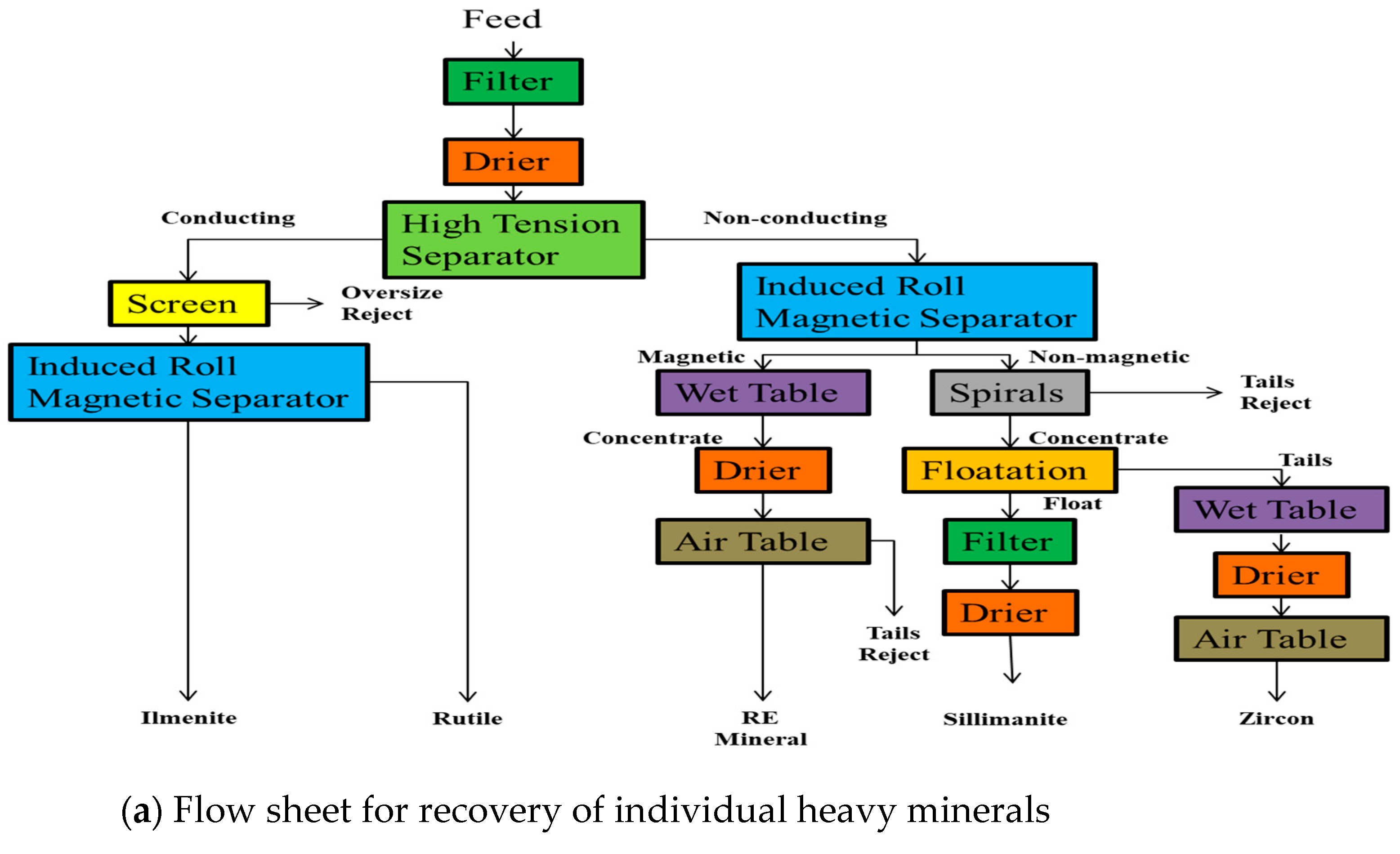
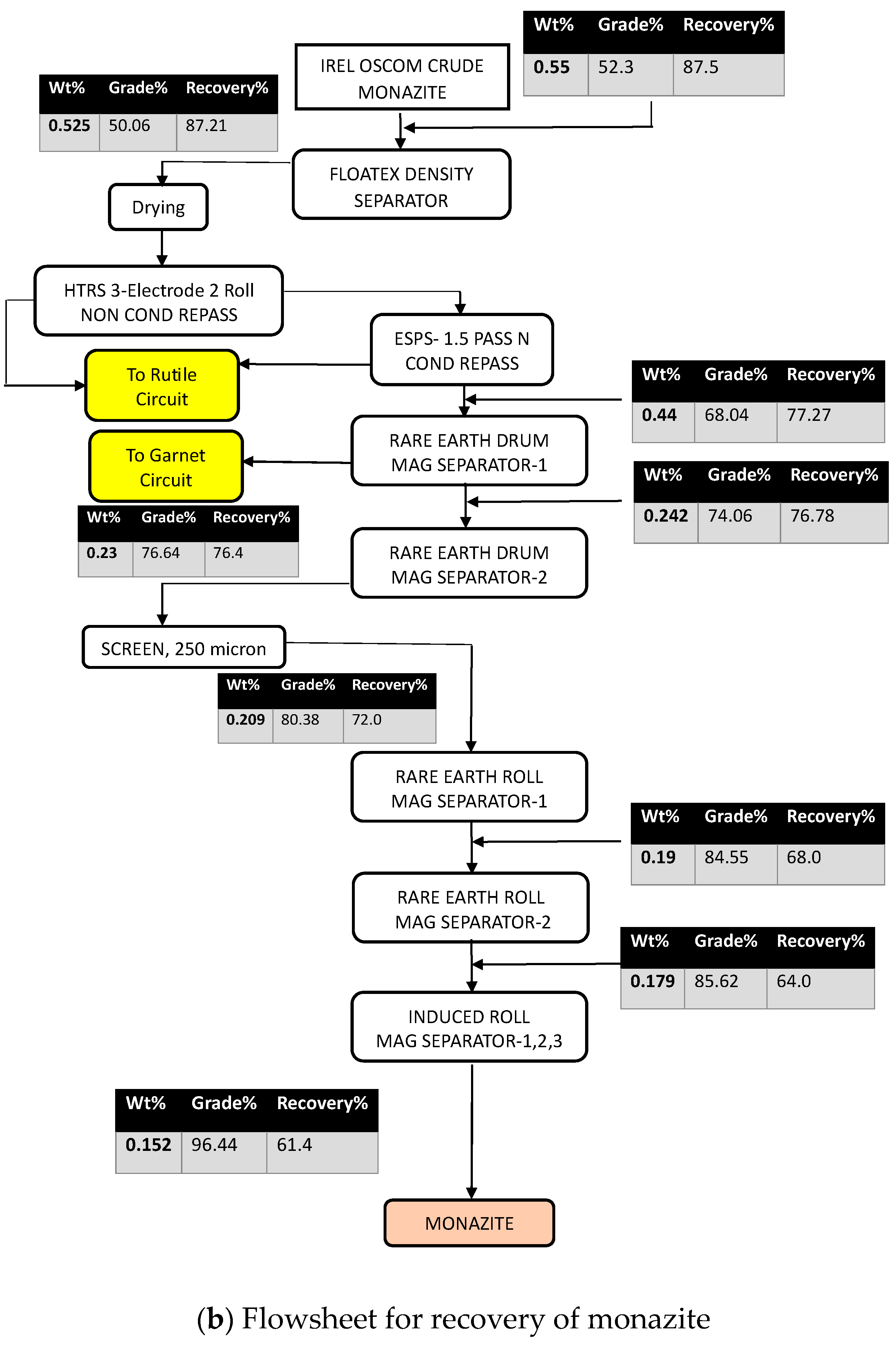
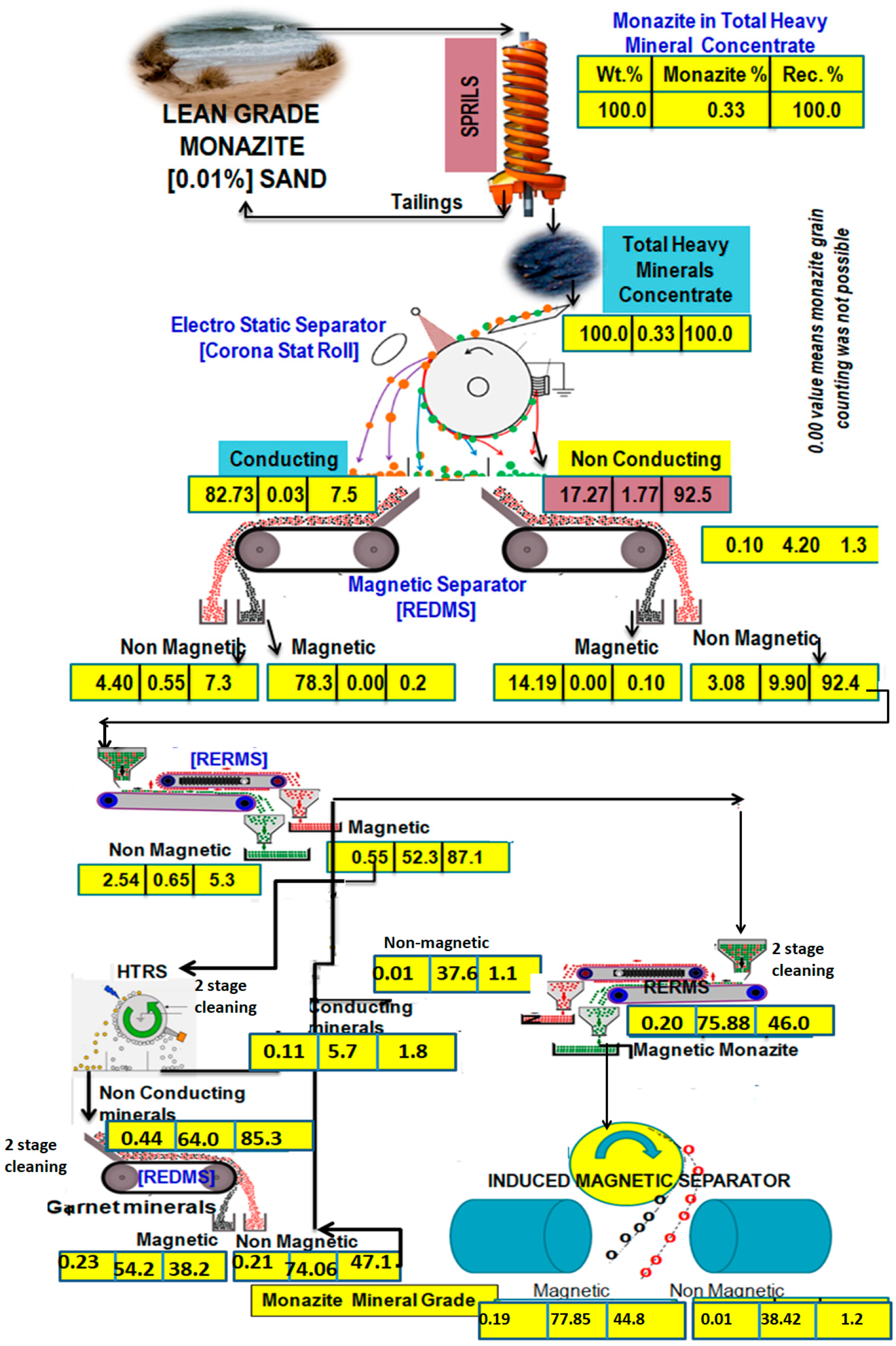
3.4. Dry Process forRecovering Monazite Mineral Concentrate
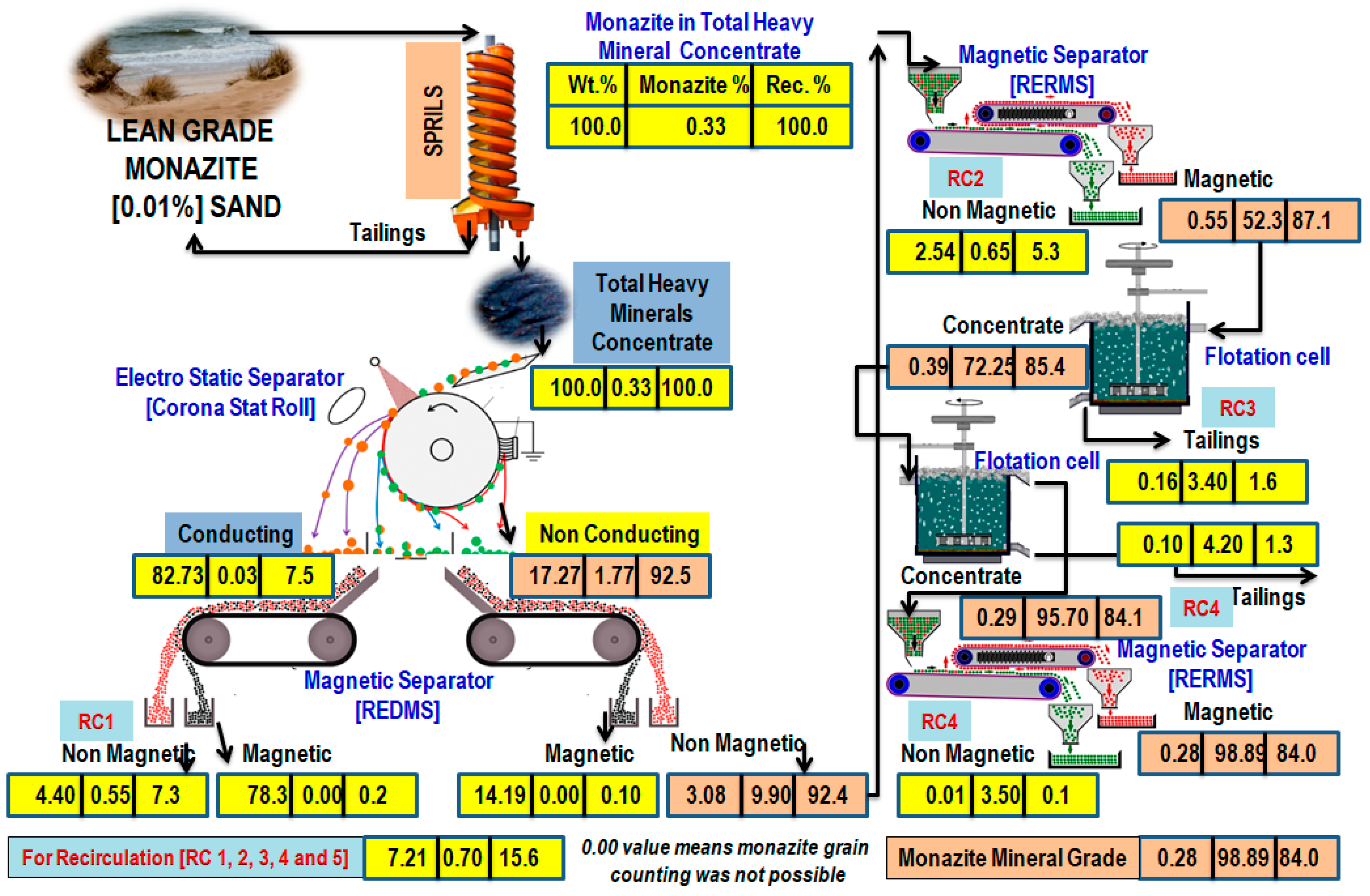
3.5. Judicious Combination of Dry and Wet Processes to Recover Monazite Concentrate
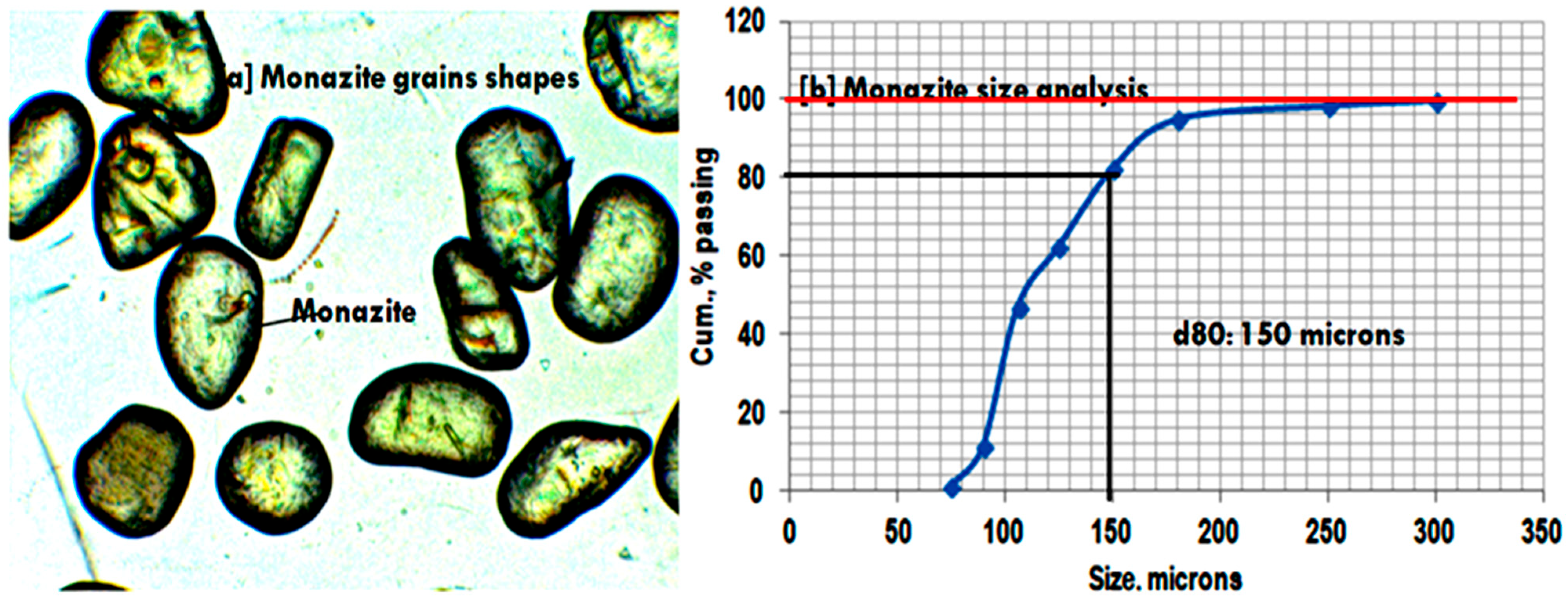
3.6. Characterization of Monazite
4. Conclusions
- The bulk raw sand weighing 15 tons contains 0.01% monazite. By using judicious CT spirals and HG8 spirals, the end product achieved from the spiral contains 0.33% monazite.
- The first approach for recovery of monazite is by using high-tension separators and magnetic separators—a dry process resulting in a product achieved containing 77.85% monazite with 40% recovery and 0.19% yield.
- In the second approach, by introducing the flotation process on the non-conducting and magnetic fraction, the end product achieved contained 95.7% monazite with 84% recovery and 0.29% yield.
- On cleaning this flotation product by using a rare earth roller magnetic separator, the overall magnetic product achieved contains 98.89% monazite with 83.9% recovery and 0.28% yield from a spiral product containing monazite 0.33%.
- Thus, the inclusion of a flotation process followed by cleaning of the flotation product by using magnetic separation is recommended to the industries for the recovery of high-grade monazite from a lean-grade offshore placer deposit containing 4.72% total heavy minerals in which the monazite content is 0.01%.
- The d80 passing size of monazite is 150 microns, and this monazite contains more LREE in which cerium rare earth is significant. Thus, this monazite has significant industrial applications.
- Because of multiple combinations of physical separation units and handling a large tonnage of material, the reproducibility of monazite at any unit operation is found difficult. However, it is worth recovering monazite mineral, which is a source of uranium and thorium as well as rare earth elements and is very high in demand for humankind due to advancements in technologies. In view of this, the recovery of monazite is not to be considered for the economic profitability of the process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- SkyQuest. Global Monazite Market Size, Share, Growth Analysis by Type (Acid Cracking and Alkaline Cracking), by Application (Chemical Industry and Metallurgy) Industry Forecast 2023–2030; Report ID: SQMIG15A2106; 2023; pp. 1–242. Available online: https://www.sciencedirect.com/science/article/abs/pii/S0892687513002847 (accessed on 13 April 2023).
- Haxel, G.B.; Hedrick, J.B.; Orris, G.J. Rare Earth Elements—Critical Resources for High Technology, USGS Fact Sheet 087–02. Available online: http://pubs.usgs.gov/fs/2002/fs087-02/ (accessed on 13 April 2023).
- Kim, K.; Jeong, S. Separation of Monazite from Placer Deposit by Magnetic Separation. Minerals 2019, 9, 149. [Google Scholar] [CrossRef]
- Van Gosen, B.S.; Fey, D.L.; Salah, A.K.; Verplank, P.L.; Hoefen, T.M. Deposit Model for Heavy-Mineral Sands in Coastal Environments: Scientific Investigations; Report 2010-5070-L; U.S. Geological Survey: Reston, VA, USA, 2014; p. 51. [CrossRef]
- Dieye, M.; Thiam, M.; Geneyton, A.; Gueye, M. Monazite Recovery by Magnetic and Gravity Separation of Medium Grade Zircon Concentrate from Senegalese Heavy Mineral Sands Deposit. J. Miner. Mater. Charact. Eng. 2021, 9, 590–608. [Google Scholar] [CrossRef]
- Anitha, J.K.; Joseph, S.; Rejith, R.G.; Sundararajan, M. Monazite chemistry and its distribution along the coast of Neendakara–Kayamkulam belt, Kerala, India. SN Appl. Sci. 2020, 2, 812. [Google Scholar] [CrossRef]
- Dutta, T.; Kim, K.H.; Uchimiya, M.; Kwon, E.E.; Jeon, B.H.; Deep, A.; Yun, S.T. Global demand for rare earth resource sand strategies for green mining. Environ. Res. 2016, 150, 182–190. [Google Scholar] [CrossRef] [PubMed]
- Ren, J.; Song, S.; Lopez-Valdivieso, A.; Lu, S. Selective flotation of bastnaesite from monazite in rare earth concentrates using potassium alum as depressant. Int. J. Miner. Process. 2000, 59, 237–245. [Google Scholar] [CrossRef]
- Pavez, O.; Peres, A.E.C. Effect of sodium metasilicate and sodium sulfide on the floatability of monazite-zircon-rutile with oleate and hydroxamates. Miner. Eng. 1993, 6, 69–78. [Google Scholar] [CrossRef]
- Pavez, O.; Brandao, P.R.G.; Peres, A.E.C. Adsorption of oleate and octyl-hydroxamate onto rare-earths minerals. Miner. Eng. 1996, 9, 357–366. [Google Scholar] [CrossRef]
- Abeidu, A.M. The separation of monazite from zircon by flotation. J. Less Common Met. 1972, 29, 113–119. [Google Scholar] [CrossRef]
- Cheng, T.W.; Holtham, P.N.; Tran, T. Froth flotation of monazite and xenotime. Miner. Eng. 1993, 6, 341–351. [Google Scholar] [CrossRef]
- Geneyton, A.; Filippov, L.O.; Heinig, T.; Buaron, N.; Menad, N.E. Towards the efficient flotation of monazite from silicate-rich tailings with fatty acids collectors using a lanthanum salt as a selective phosphate activator. Miner. Eng. 2021, 160, 106704. [Google Scholar] [CrossRef]
- Salatic, D. Floatability of monazite and zircon related to electrochemical changes on their surfaces. Miner. Process. Extr. Metall. 1967, C231–C273. [Google Scholar]
- Dixit, S.G.; Biswas, A.K. pH–dependence of the flotation and adsorption properties of some beach sand minerals. Trans. AIME 1969, 244, 173–178. [Google Scholar]
- Chelgani, S.C.; Rudolph, M.; Leistner, T.; Gutzmer, J.; Peuker, U.A. A review of rare earth mineral floatation: Monazite and xenotime. Int. J. Min. Sci. Technol. 2015, 25, 877–883. [Google Scholar] [CrossRef]
- Espiritu, E.R.L.; Waters, K.E. Flotation studies of monazite and dolomite. Miner. Eng. 2018, 116, 101–106. [Google Scholar] [CrossRef]
- Cheng, T.W. The point of zero charge of monazite and xenotime. Miner. Eng. 2000, 13, 105–109. [Google Scholar] [CrossRef]
- Jianzhong, C.; Yunbing, H.; Liping, C. Flotation separation on rare earth minerals and gangues. J. Rare Earths 2007, 25, 62–66. [Google Scholar]
- NduwaMush, J.; Anderson, C.G. Surface Chemistry and Flotation Behaviour of Monazite, Apatite, Ilmenite, Quartz, Rutile, and Zircon Using Octanohydroxamic Acid Collector. In Proceedings of the Conference: SME Annual Meeting, Phoenix, AZ, USA, 21–24 February 2016. [Google Scholar] [CrossRef]
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W.; Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. Physico-Chemical Characterisation of Monazite, Hematite, and Quartz Minerals for Flotation. In Proceedings of the 4th UMaT Biennial International Mining and Mineral Conference, Tarkwa, Ghana, 3–6 July 2016; pp. 67–73. [Google Scholar]
- Boulanger, J.F.; Bazin, C.; Turgeon, K. Effect of Depressants and Temperature on Bastnaesite and Monazite Flotation Separation from a Canadian Rare Earth Element (REE) Ore. Minerals 2019, 9, 225. [Google Scholar] [CrossRef]
- Pandey, U.K.; Chandrasekaran, S. Geochronological studies (207Pb/206Pb radiogenic and Sm-Nd) on monazites and zircons from beach placers of Tamil Nadu and Kerala: Evidence on Pan-African event and their provenances. Int. J. Earth Sci. Eng. 2010, 3, 323–331. Available online: https://www.researchgate.net/publication/287708457_ (accessed on 13 April 2023).
- Mushidi, J.; Anderson, C. Surface Chemistry and Flotation Behavior of Monazite, Apatite, Ilmenite, Quartz, Rutile, and Zircon Using Octaonohydroxamic Acid Collector. J. Sustain. Metall. 2016, 3, 62–72. [Google Scholar] [CrossRef]
- Zhang, Z.; Ren, L.; Zhang, Y.; Bao, S. Microflotation of Fine Rutile and Garnet with Different Particle Size Fractions. Minerals 2022, 12, 1238. [Google Scholar] [CrossRef]
- Asnani, C.K.; Rao, R.B.; Srikant, S.S.; Mandre, N.R. Recovery of monazite from red sediments of badlands topography of south east coast of India and its characterization for industrial applications. Indian J. Geo Mar. Sci. 2020, 49, 1528–1535. [Google Scholar]
- Alsabbagh, A.H.; Mustafa, R.M. Wet gravity separation and froth floatation techniques for rare earth elements beneficiation from monazite ore in Jordan. Heliyon 2023, 9, e19597. [Google Scholar] [CrossRef] [PubMed]
- Kusaka, E.; Nakahiro, Y.; Wakamatsu, T. Recovery of Fine Monazite Particles by Liquid-Liquid Extraction. Mem. Fac. Eng. Kyoto Univ. 1991, 53, 59–71. [Google Scholar]
- Morales, M.A.; Jain, T.K.; Labhasetwar, V.; Leslie-Pelecky, D.L. Magnetic studies of iron oxide nano particles coated with oleic acid and Pluronic® block copolymer. J. Appl. Phys. 2005, 97, 10Q905. [Google Scholar] [CrossRef]
- RareEarths, Indian Bureau of Mines. Indian Minerals Yearbook—2019, 58th ed.; Part—III: Mineral Reviews; Ministry of Mines, Government of India: New Delhi, India, 2020; pp. 24-1–24-10.
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. Froth flotation of monazite from mixed minerals. In Chemeca 2016: Chemical Engineering-Regeneration, Recovery and Reinvention; Engineers Australia: Melbourne, VIC, Australia, 2016. [Google Scholar]
- Singh, D.; Basu, S.; Mishra, B.; Prusty, S.; Kundu, T.; Rao, R. Textural and Chemical Characters of Lean Grade Placer Monazite of Bramhagiri Coast, Odisha, India. Minerals 2023, 13, 742. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mineral | Garnet | Ilmenite | Monazite | Rutile | Sillimanite | Zircon |
|---|---|---|---|---|---|---|
| #Order of abundance(1–6) | 2 | 1 | 6 | 4 | 3 | 5 |
| #Chemical Composition | R3R2(SiO4)3 | FeTiO3 | (La,Ce)PO4 | TiO2 | Al2SiO5 | ZrSiO4 |
| ##Crystal system | Isometric, Hexa-octahedral | Trigonal | Monoclinic | Tetragonal | Orthorhombic | Tetragonal |
| ##Particle shape | Rounded to sub-rounded | Elongated, smooth curves sub-rounded | Rounded to sub-rounded | Smooth curves sub-rounded | Flaky, fibrous, angular, needle | Crystalline sub-rounded |
| #Size range, µm | 75–600 | 75–600 | 75–150 | 75–600 | 75–600 | 75–600 |
| #Specific Gravity, g/cc | 4.11 | 4.45 to 4.54 | 4.6–5.4 | 4.18 to 4.25 | 3.20 to 3.25 | 4.60 to 4.70 |
| #Hardness, Mohs scale | 6.5 to 7.5 | 5.5 to 6.0 | 5–5.5 | 6.0 to 6.5 | 6.0 to 7.0 | 7.5 |
| #Magnetic property Tesla-T | Moderately magnetic | Magnetic | Paramagnetic, 1.5 Tesla | Strongly paramagnetic | Diamagnetic | Diamagnetic |
| #Electrical Conductivity | Non-Conducting | Conducting | Non- Conducting | Conducting | Non- Conducting | Non- Conducting |
| #Contact angle degree | 24.5° | 80° | 60 ± 5° | 32° | 21–30° | >90° |
| ##PZC @pH | 7 | 3.8 | 5.3 | 6.3 | 5.5 | 5.1 |
| #Floatability Oleic acid@ 9 pH | Not- Floatable | Not- Floatable | Floatable | Not- Floatable | Weakly- Floatable | Not- Floatable |
| #IR Spectra | Two peaks at around 900 and 1000 cm−1. | Flat in the IR range | Two peaks at 946 and 988 cm−1. | Peak at around 1041 cm−1. | Peak at 1177 cm−1. | Peak in the region 900–1050 cm−1 |
| Size, µm | Weight, % | Cumulative, % Passing |
|---|---|---|
| 850 | - | 100 |
| 600 | 27.92 | 99.47 |
| 300 | 40.22 | 71.55 |
| 212 | 24.81 | 31.33 |
| 150 | 3.43 | 6.52 |
| 106 | 2.68 | 3.09 |
| 90 | 0.33 | 0.41 |
| 75 | 0.53 | 0.08 |
| −75 | 0.08 | - |
| d80 passing size | 380 µm | |
| Elements | Tamilnadu | Kerala | Odisha | Elements | Tamilnadu | Kerala | Odisha |
|---|---|---|---|---|---|---|---|
| Weight, % | |||||||
| U3O8 | 0.35 | 0.33 | 0.19 | Nd2O3 | 10.73 | 10.48 | 11.58 |
| ThO2 | 8.75 | 8.62 | 9.5 | Sm2O3 | 1.56 | 1.61 | 1.9 |
| P2O5 | 27.9 | 27.6 | 28.5 | Eu2O3 | 0.02 | 0.026 | 0.08 |
| La2O3 | 12.42 | 12.46 | 12.7 | Gd2O3 | 0.68 | 0.69 | 1.37 |
| CeO2 | 28.5 | 27.9 | 27.85 | Y2O3 | 0.34 | 0.39 | 0.48 |
| Pr6O11 | 3.81 | 3.58 | 3.16 | PbO | 0.2 | 0.2 | 0.27 |
| Details | Weight, % | THM, Wt.% | Recovery, % |
|---|---|---|---|
| Concentrate | 3.3 | 97.80 | 68.4 |
| Tailing | 96.7 | 1.55 | 31.6 |
| Total | 100 | 4.72 | 100 |
| (a) Results of high-tension separator using Corona stat roll. | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Conducting fraction | 82.73 | 0.03 | 7.5 |
| Non-Conducting fraction | 17.27 | 1.77 | 92.5 |
| Total | 100 | 0.33 | 100 |
| (b) Results of magnetic separator using rare earth drum magnetic separator [Feed 5a Conducting fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 94.7 | 0.0009 | 2.8 |
| Non-Magnetic fraction | 5.3 | 0.55 | 97.2 |
| Total | 100 | 0.03 | 100 |
| (c) Results of magnetic separator using rare earth drum magnetic separator [Feed 5a Non-Conducting fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 82.2 | 0.005 | 0.2 |
| Non-Magnetic fraction | 17.8 | 9.92 | 99.8 |
| Total | 100 | 1.77 | 100 |
| (d) Results of magnetic separator using rare earth roller magnetic separator [Feed 5c Non-Magnetic fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 17.9 | 52.3 | 94.6 |
| Non-Magnetic fraction | 82.1 | 0.65 | 5.4 |
| Total | 100 | 9.9 | 100 |
| (e) Results of HTRS separator on rare earth roller magnetic product [feed 5d Magnetic fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Conducting fraction | 20.0 | 5.7 | 2.1 |
| Non-Conducting fraction | 80.0 | 64.0 | 97.9 |
| Total | 100 | 52.3 | 100 |
| (f) Results of REDMS separator on HTRS roller Non-Conducting fraction [feed 5d Non-Magnetic fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 52.3 | 54.20 | 44.5 |
| Non-Magnetic fraction | 47.7 | 74.06 | 55.5 |
| Total | 52.3 | 64.00 | 100 |
| (g) Results of magnetic separator using rare earth roller magnetic separator [feed 5f Non-Magnetic fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 95.2 | 75.88 | 97.6 |
| Non-Magnetic fraction | 4.8 | 37.60 | 2.4 |
| Total | 100 | 74.06 | 100 |
| (h) Results of magnetic separator using induced roller magnetic separator [feed 5g Magnetic fraction] | |||
| Details | Weight, % | Monazite, % | Recovery, % |
| Magnetic fraction | 95.2 | 75.88 | 97.6 |
| Non-Magnetic fraction | 4.8 | 37.60 | 2.4 |
| Total | 100 | 74.06 | 100 |
| (a) Results of high-tension separator using corona stat roll | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Conducting fraction | 82.73 | 0.03 | 7.5 | |
| Non-Conducting fraction | 17.27 | 1.77 | 92.5 | |
| Total | 100 | 0.33 | 100 | |
| (b) Results of magnetic separator using rare earth drum magnetic separator [Feed Table 6a Conducting fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Magnetic fraction | 94.7 | 0.0009 | 2.8 | |
| Non-Magnetic fraction | 5.3 | 0.55 | 97.2 | |
| Total | 100 | 0.03 | 100 | |
| (c) Results of magnetic separator using rare earth drum magnetic separator [Feed Table 6b Non-Conducting fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Magnetic fraction | 82.2 | 0.005 | 0.2 | |
| Non-Magnetic fraction | 17.8 | 9.92 | 99.8 | |
| Total | 100 | 1.77 | 100 | |
| (d) Results of magnetic separator using rare earth roller magnetic separator [Feed Table 6c Non-Magnetic fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Magnetic fraction | 17.9 | 52.3 | 94.6 | |
| Non-Magnetic fraction | 82.1 | 0.65 | 5.4 | |
| Total | 100 | 9.9 | 100 | |
| (e) Results of flotation studies using conventional cell [Feed Table 6d Magnetic fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Concentrate -froth | 70.9 | 72.3 | 98.1 | |
| Tailing | 29.1 | 3.4 | 1.9 | |
| Total | 100 | 52.3 | 100 | |
| (f) Results of 2nd stage flotation studies using cleaner conventional cell [Feed Table 6e Concentrate- froth fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Concentrate -froth | 74.4 | 95.67 | 98.5 | |
| Tailing | 25.6 | 4.20 | 1.5 | |
| Total | 100 | 72.25 | 100 | |
| (g) Results of magnetic separator using rare earth roller magnetic separator [Feed Table 6f Concentrate- froth fraction] | ||||
| Details | Weight, % | Monazite, % | Recovery, % | |
| Magnetic fraction | 96.6 | 98.89 | 99.9 | |
| Non-Magnetic fraction | 3.4 | 3.50 | 0.1 | |
| Total | 100 | 95.67 | 100 | |
| (h) Summary of selected tailings for recirculation to recover monazite mineral. | ||||
| Reference No | Product details | Weight, % | Monazite, % | Recovery, % |
| 6b | Non-Magnetic fraction | 4.40 | 0.55 | 7.3 |
| 6d | Non-Magnetic fraction | 2.54 | 0.65 | 5.3 |
| 6e | Flotation Tailing | 0.16 | 3.40 | 1.6 |
| 6f | Flotation Tailing | 0.10 | 4.20 | 1.3 |
| 6g | Non-Magnetic fraction | 0.01 | 3.50 | 0.1 |
| Total | Total | 7.21 | 0.70 | 15.6 |
| Constituents | Percentage | Constituents | Percentage |
|---|---|---|---|
| P2O5 | 27.4 | Y2O3 | 0.42 |
| La2O3 | 12.8 | Tb4O7 | 0.11 |
| CeO2 | 27.5 | Dy2O3 | 0.28 |
| Pr6O11 | 3.1 | ZrO2 | 0.4 |
| Nd2O3 | 10.8 | Al2O3 | 0.2 |
| Sm2O3 | 2.1 | TiO2 | 0.3 |
| Eu2O3 | 0.06 | SiO2 | 0.9 |
| Gd2O3 | 0.71 | CaO | 1.1 |
| Fe2O3 | 0.28 | MgO | 0.72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, D.; Mishra, B.; Sharma, A.; Basu, S.; Rao, R.B. Development of Process Flow Sheet for Recovering Strategic Mineral Monazite from a Lean-Grade Bramhagiri Coastal Placer Deposit, Odisha, India. Minerals 2024, 14, 139. https://doi.org/10.3390/min14020139
Singh D, Mishra B, Sharma A, Basu S, Rao RB. Development of Process Flow Sheet for Recovering Strategic Mineral Monazite from a Lean-Grade Bramhagiri Coastal Placer Deposit, Odisha, India. Minerals. 2024; 14(2):139. https://doi.org/10.3390/min14020139
Chicago/Turabian StyleSingh, Deependra, Bighnaraj Mishra, Ankit Sharma, Suddhasatwa Basu, and Raghupatruni Bhima Rao. 2024. "Development of Process Flow Sheet for Recovering Strategic Mineral Monazite from a Lean-Grade Bramhagiri Coastal Placer Deposit, Odisha, India" Minerals 14, no. 2: 139. https://doi.org/10.3390/min14020139