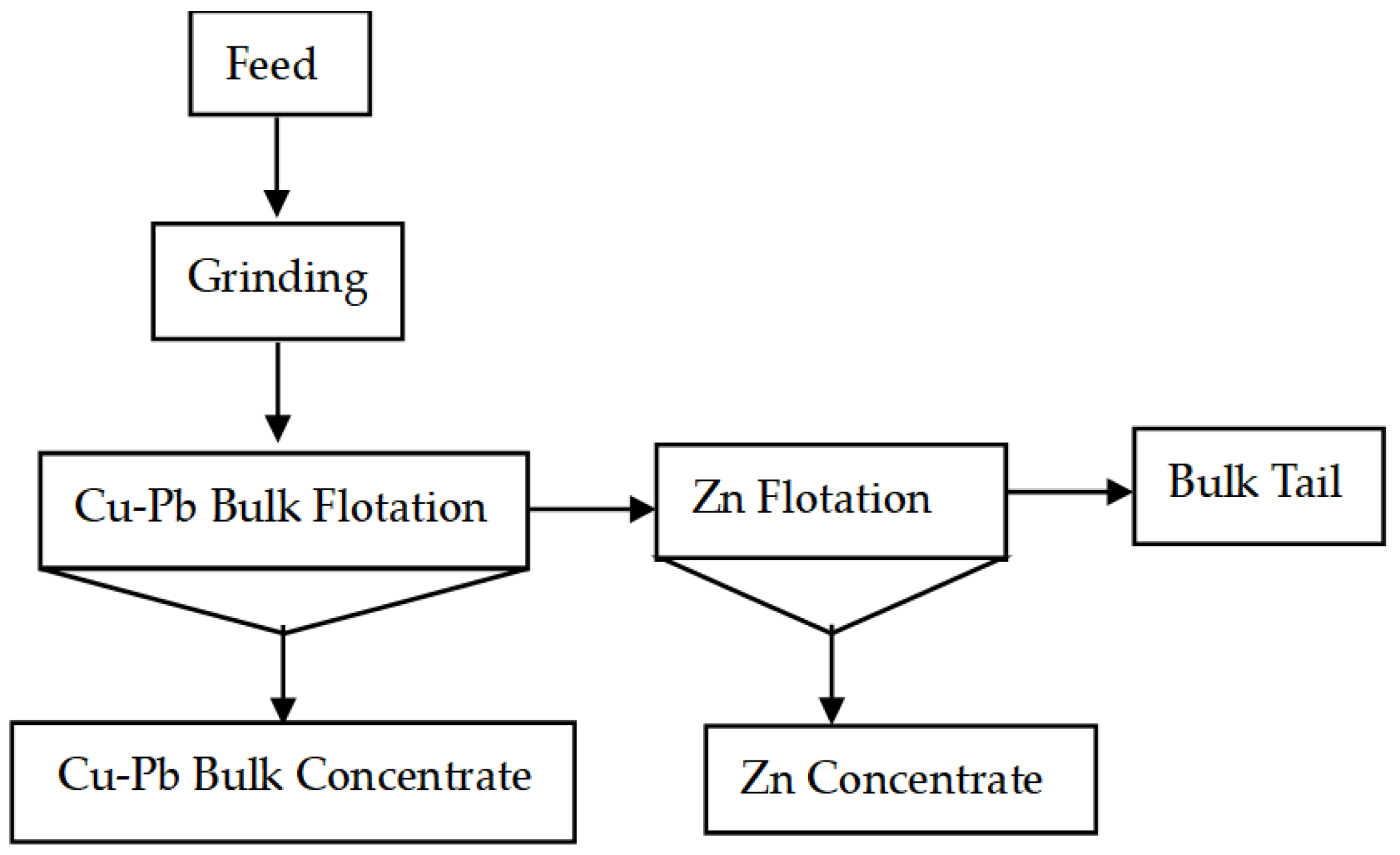
3.1. Flotation Tests
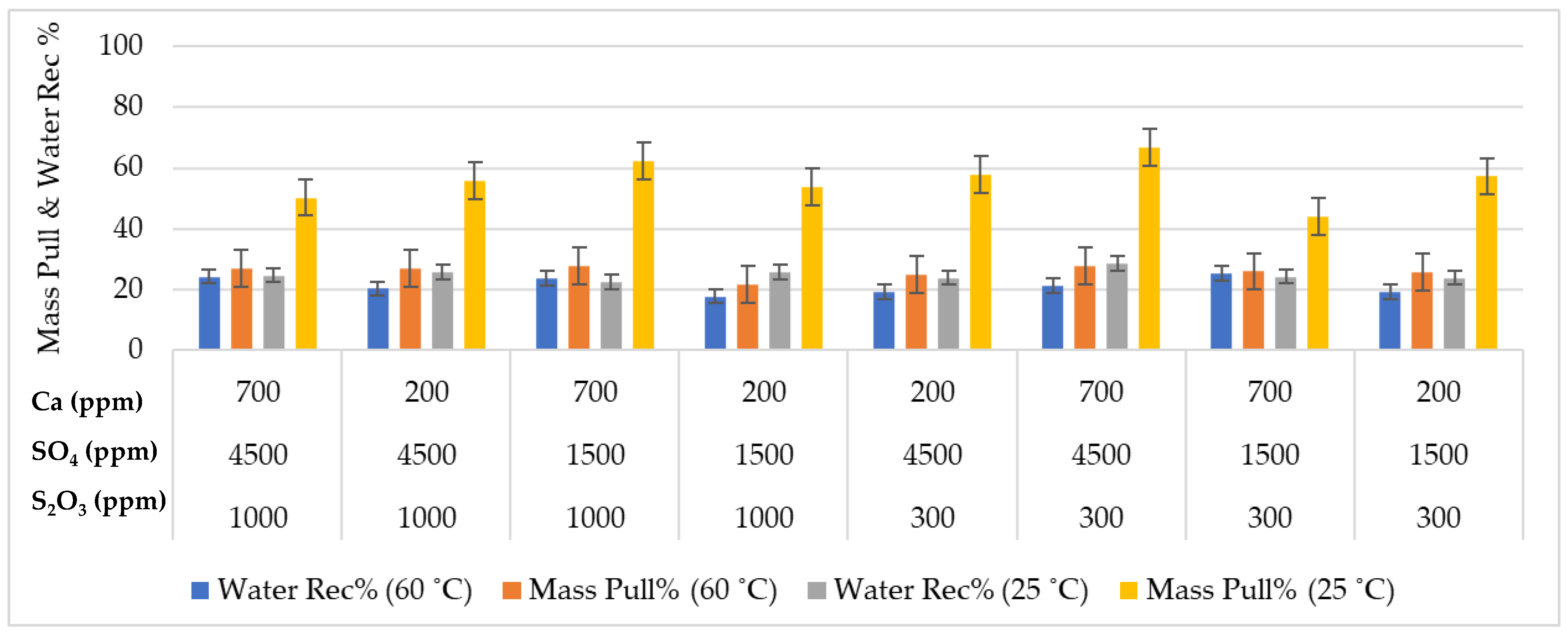
Effects of process water chemistry and temperature on the performance of the zinc flotation were discussed in the paper. The test results, mass pull, water recovery, zinc grade and recovery, and pyrite recovery are illustrated in
Figure 2,
Figure 3 and
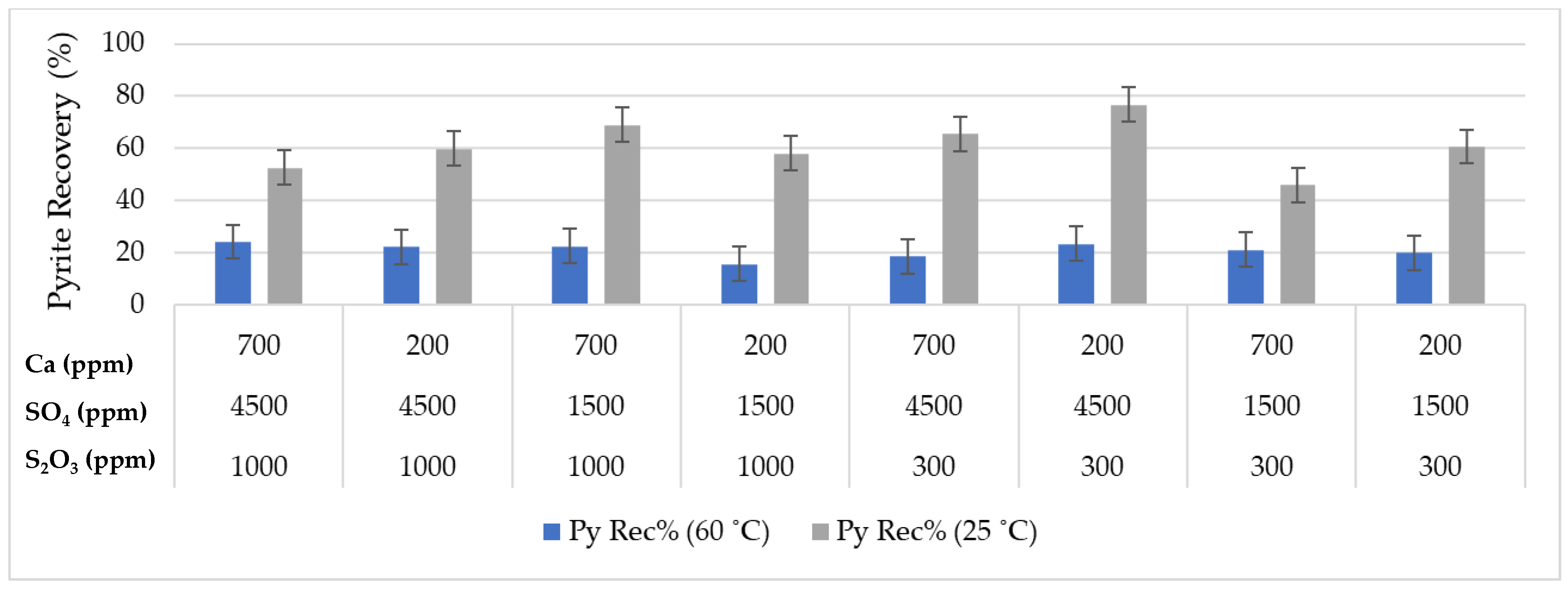
Figure 4 respectively. In batch flotation tests, water recovery and mass pull indicate the changes in the froth phase and froth stability. The temperature significantly affected the mass pull and hence the grade of the zinc concentrate. The mass pull was about 50%–60% at 25 °C and decreased to around 20% at 60 °C. The low mass pull at high temperature was due to the reduced pyrite recovery (
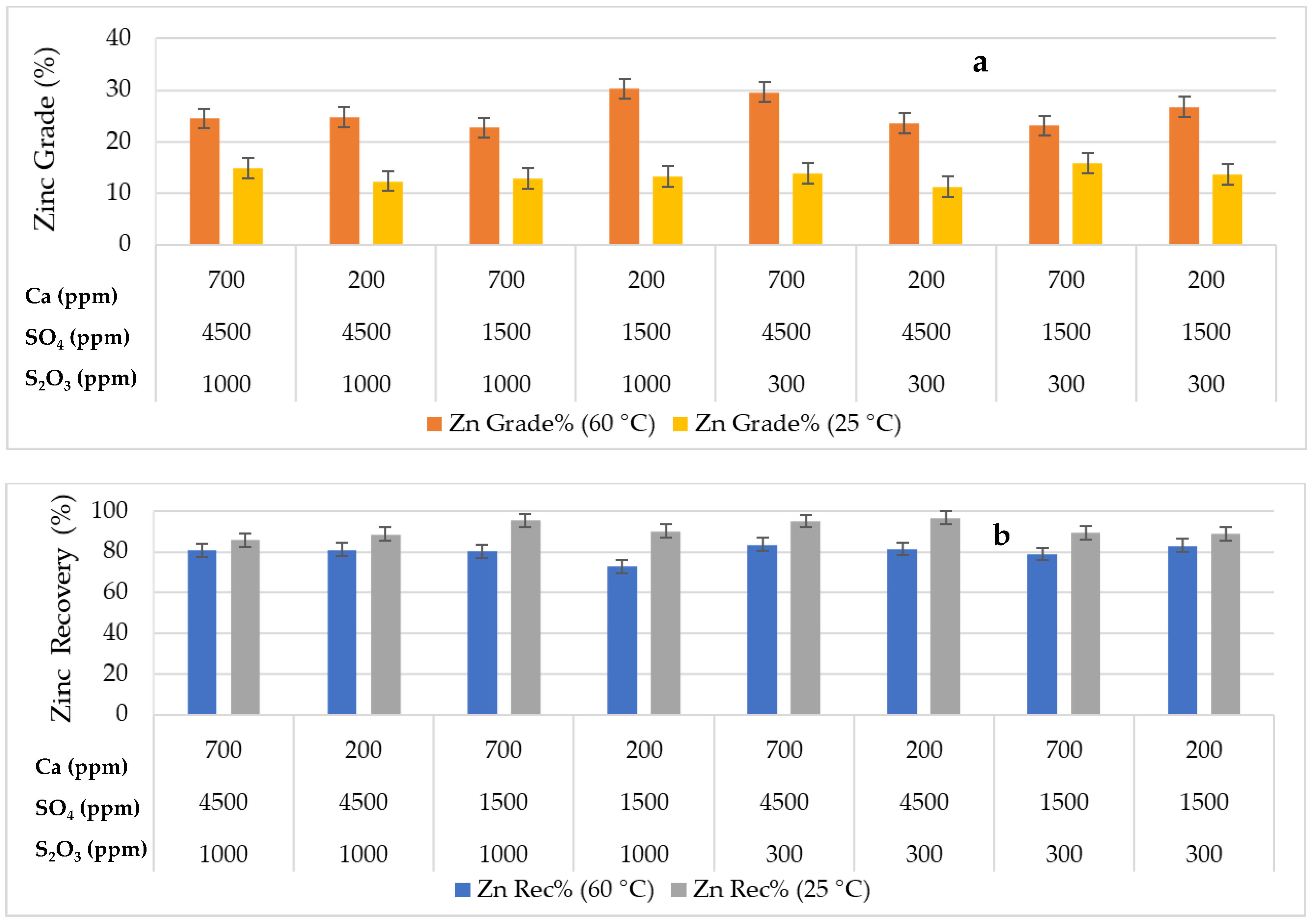
Figure 4). Pyrite recovery was around 60% for most of the tests at 25 °C temperature and decreased down to 20% at high temperature regardless of water chemistry. The zinc recovery was less affected at the high temperature, but the zinc grade increased considerably (
Figure 3).
The pulp temperature affects both the froth stability and surface characteristics of the minerals. In general, an increase in temperature results in a decrease in the viscosity of water and water recovery, thus increasing the drainage of gangue particles in the froth phase [
17]. Higher concentrate grades should be expected at high temperatures without negatively affecting the recovery. In this study, the water recovery and hence the froth stability were not significantly affected by the pulp temperature in most of the tests. The low pyrite recovery at high temperature was therefore attributed to the reduced pyrite floatability and enhanced froth drainage characteristics.
Monde et al. [
18] show that temperature variation between 5 °C and 65 °C bears no effect on the decomposition of xanthate. Effects of high temperature on xanthate adsorption is considered to be mineral and ore specific. High temperature (50–60 °C) enhances xanthate adsorption on chalcopyrite, particularly at high dosages, but has a negative effect on adsorption on pentlandite. [
18,
27,
28]. This is attributed to weaker floatability and rapid surface oxidation of pentlandite than chalcopyrite. Similar effects of high temperature were observed between flotation recoveries of pyrite and copper activated sphalerite. Copper ions form a CuS
2 film at the surface of sphalerite particles, and they show similar flotation performance to that of chalcopyrite in the presence of xanthate [
29]. Given that the sphalerite recovery was less affected than pyrite at high temperature.
The influence of water chemistry, i.e., concentration of Ca, SO
4 and S
2O
3 ions on flotation performance was clearly observed at 25 °C. The zinc grade of the concentrate was only affected by the water chemistry at 60 °C. The mass pull and zinc recovery were around 25% and 80% respectively in all the tests performed at 60 °C, except the test at high calcium concentration and low sulfate and thiosulfate concentrations (
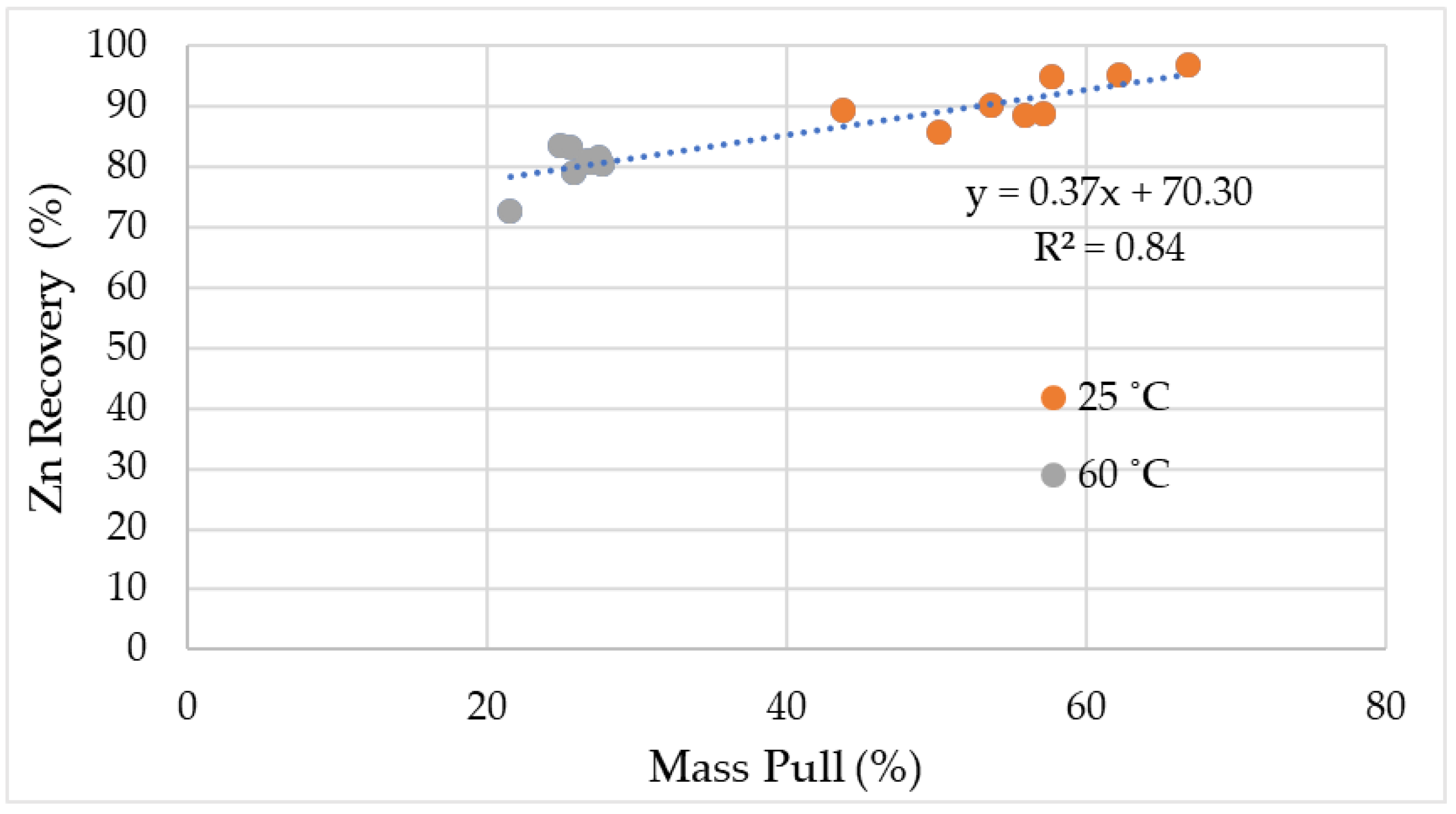
Figure 5). The low zinc recovery in this test was due to reduced froth stability, i.e., low water recovery and mass pull.
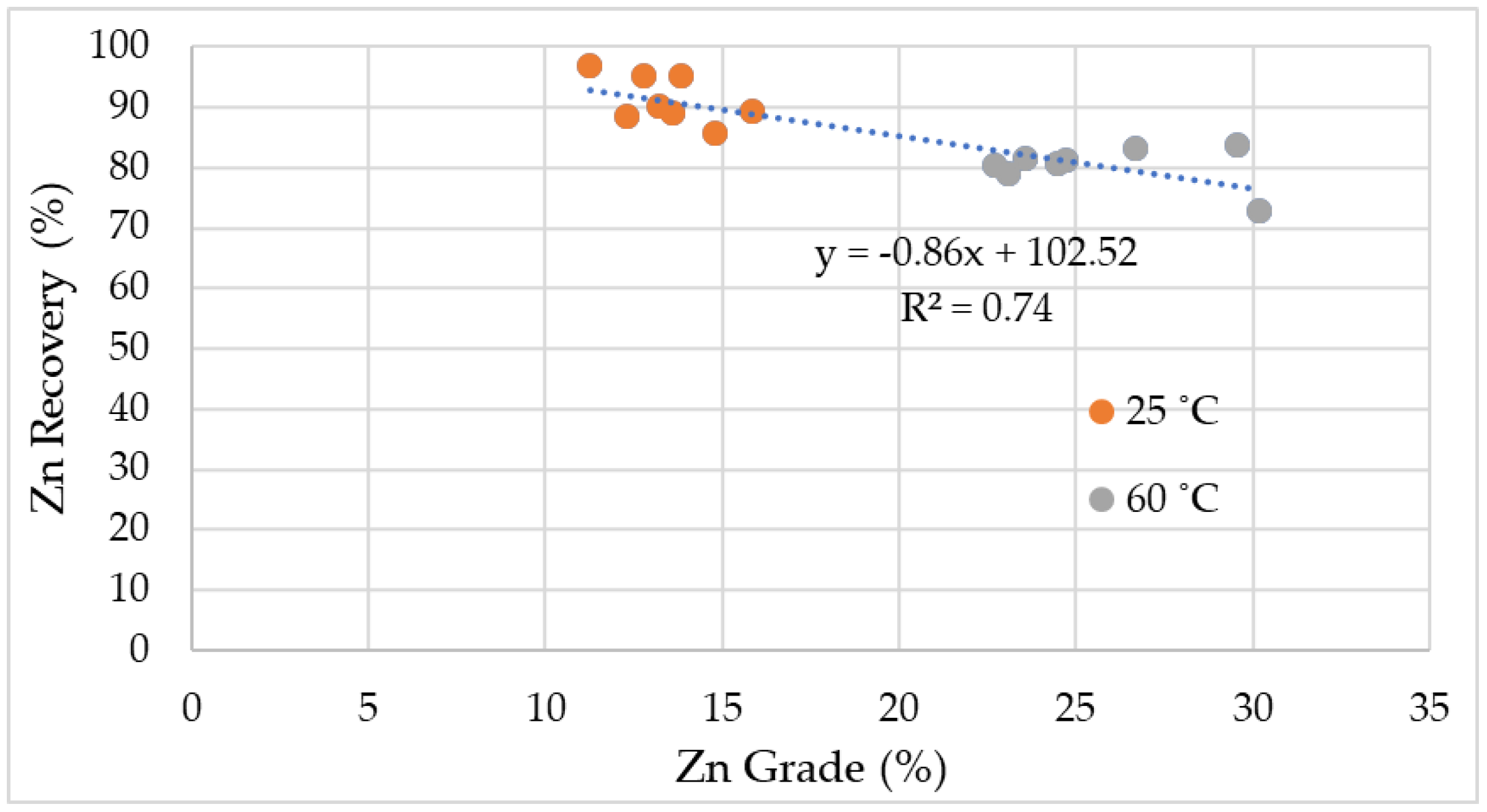
Figure 5 shows the zinc recovery as a function of mass pull. The water chemistry had a stronger influence on the mass pull and hence zinc grade and recovery at low temperature. The mass pull varied between 44% and 67%. The large variation in the mass pull affected the zinc grade and recovery (
Figure 6). The lowest mass pull was obtained in the presence of high thiosulfate concentration, which depresses pyrite effectively. The zinc recovery was not affected significantly in this test, but in the test with the highest concentrations of calcium, sulfate and thiosulfate., high ion concentration may enhance formation of colloidal calcium-sulfoxy compounds on mineral surfaces [
18].
3.2. Statistical Evaluation of the Effects of Flotation Temperature and Anion Concentrations on Flotation Performance
Effects of dissolved ions (Ca2+, SO42−, S2O32−) and temperature on flotation performance were statistically evaluated using Design Expert 6.0.8 software. The significance of each parameter on mass pull, water recovery, recovery and grade of copper, zinc, lead and pyrite was evaluated using ANOVA analysis at 95% level of confidence.
Table 4 shows a typical regression model for the zinc recovery using all the variables and their interactions. Model F-value of 2.09 implies the model is not significant relative to the noise. There is a 29.82% chance that a “Model F-Value” could occur due to noise. “Prob > F” values of less than 0.05 indicate that model terms are significant. In this case, D (Temperature) was the only significant model term for zinc recovery. There were some model parameters and interaction effects with “Prob > F” values between 0.05 and 0.10. Therefore, 90% level of confidence was used to include more parameters for the model development to increase the prediction power of the models. In spite of that there were many insignificant model terms (not counting those required to support hierarchy), and hence model reduction was performed to improve the models.
The same ANOVA analysis was done for all of the flotation responses.
Table 5 shows the
p-values for goodness of fit of the regression models. The bold numbers show the significant model parameters. The temperature was a significant parameter for all the flotation responses. Interaction of the different parameters significantly affected the water recovery, copper, lead and zinc grades of the concentrate and the copper recovery.
The model reduction studies were performed according to the values given in
Table 5. The parameters having >0.10 values were not included in the model development. However, it must be noted that the main effects which were not significant but exist in the interaction effects were also included as part of hierarchical regression analysis in the model development.
The model reduction studies performed on the copper recovery (RCu) is given below as an example. D and ABD were significant effects for copper recovery (
Table 5). Although A and B and their interaction effects were not significant, they had to be included in the model development as described above. According to the ANOVA results of the reduced model given in
Table 6, the reduced model is significant.
Standard deviation, mean, predicted and adjusted R squared values which show the consistency of the model are summarized in
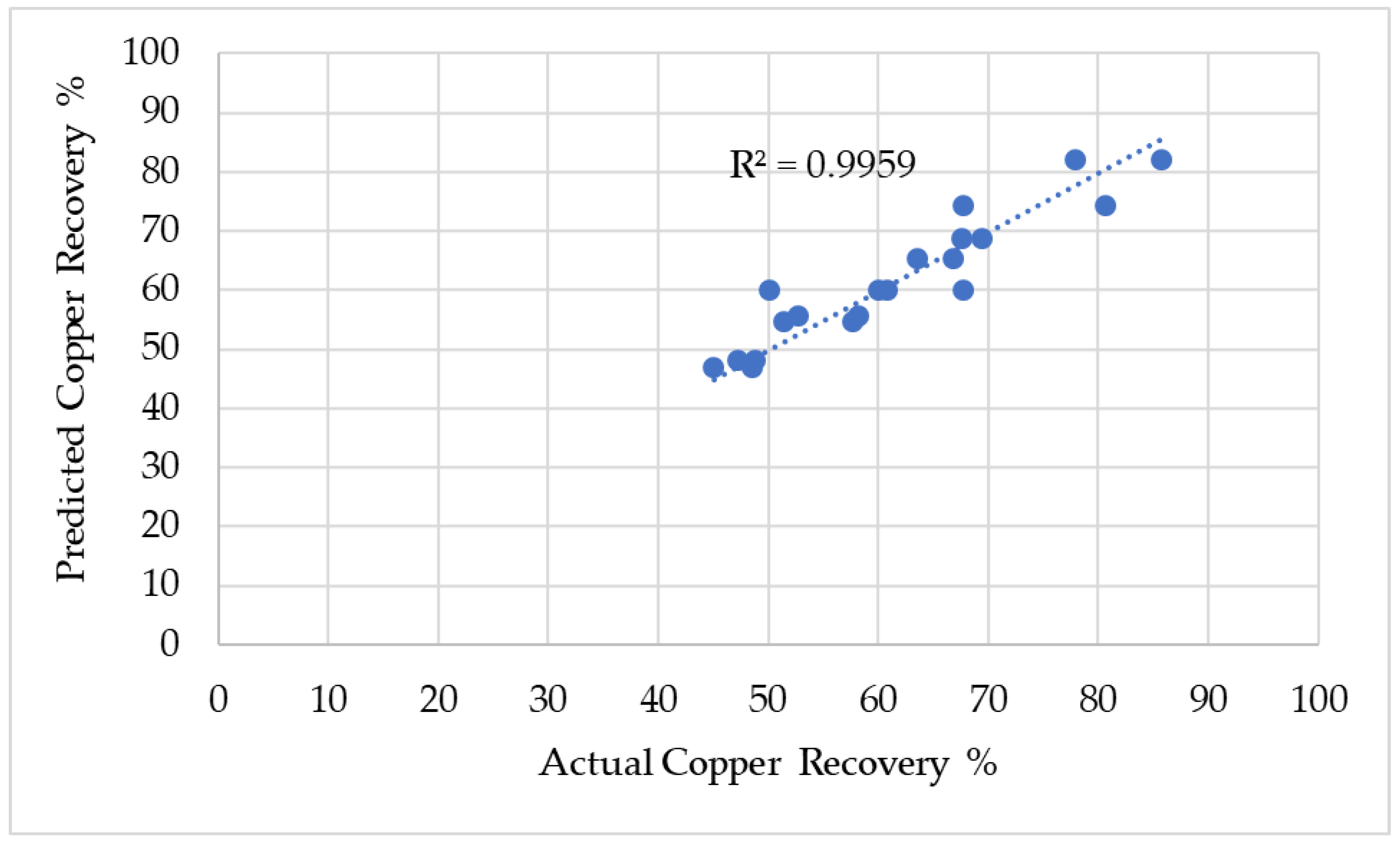
Table 7. “Adeq Precision” measures the signal to noise ratio, and a ratio greater than 4 is desirable. The reduced model has an adequate precision value of 9.7. Therefore, the model given in terms of actual factors in Equation (1) can be used to calculate the copper recovery in the zinc flotation section.
Figure 7 shows the comparison of the actual vs. predicted copper recovery values calculated using Equation (1). The predictive power of the model is statistically satisfactory and can be used to navigate the design.
Similar model reduction studies were performed to develop statistically significant models for all the flotation parameters.
Table 8 shows the
p-values of the model parameters, the correlation coefficient (R
2) and the precision values of the reduced models. All the reduced models are significant with the selected effects and can be used for optimization studies.
The coefficients of the equations based on actual factors are given in
Table 9. Since the values of the main effects are large (e.g., SO
42− rages between 1500 ppm and 4500 ppm), the equations have relatively small coefficient numbers. The coefficient numbers show that the mass pull and water recovery decrease with increasing the temperature, indicating lower froth stability and more selective flotation. Hence, copper, lead and zinc grade of the concentrate increases at high pulp temperatures. Calcium and sulfate ions increase the copper recovery and grade of copper and lead in the zinc rougher concentrate. The zinc recovery is negatively affected by high pulp temperature, presumably due to lower mass pull, but the zinc grade increases. Most of the ore sample is pyrite, and it is depressed effectively at high pulp temperatures. This was attributed to improved froth drainage and faster pyrite oxidation at high temperature.
The models are now available to determine the operating conditions for specific targets, such as the maximum zinc recovery, or zinc grade or both.
Table 10 shows the values of the main effects to achieve the target grade and recovery values. Mass pull, water recovery and grade and recoveries of the copper, lead and pyrite are also calculated but not included in the table due to space restrictions. The maximum zinc grade could be obtained at the highest temperature and calcium, moderate sulfate and minimum thiosulfate ion concentrations tested in this work. For maximum zinc recovery, the temperature should be reduced to 25 °C. The models suggest that the optimum zinc grade and recovery are 24.77% Zn and 82.35% respectively and they could be obtained at about 53 °C, moderate calcium, high sulfate and low thiosulfate concentrations. The models can also be used to predict the zinc grade and recovery for a given temperature and water chemistry.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}