
Conversion of Activated Calcium in Industrial Water to Micron CaCO3 Powder Based on CO2 Absorption and Mineralization

Abstract
:1. Introduction
2. Materials and Methods
2.1. Quality Analysis of Industrial Water
2.2. Experimental Procedure
2.3. Calculation of Utilization Rate and Recovery Rate
3. Results
3.1. Effect of CO2 Gas on Mineralization Behavior
3.1.1. Effect of CO2 Gas Flow on the Phase Composition of the Powder
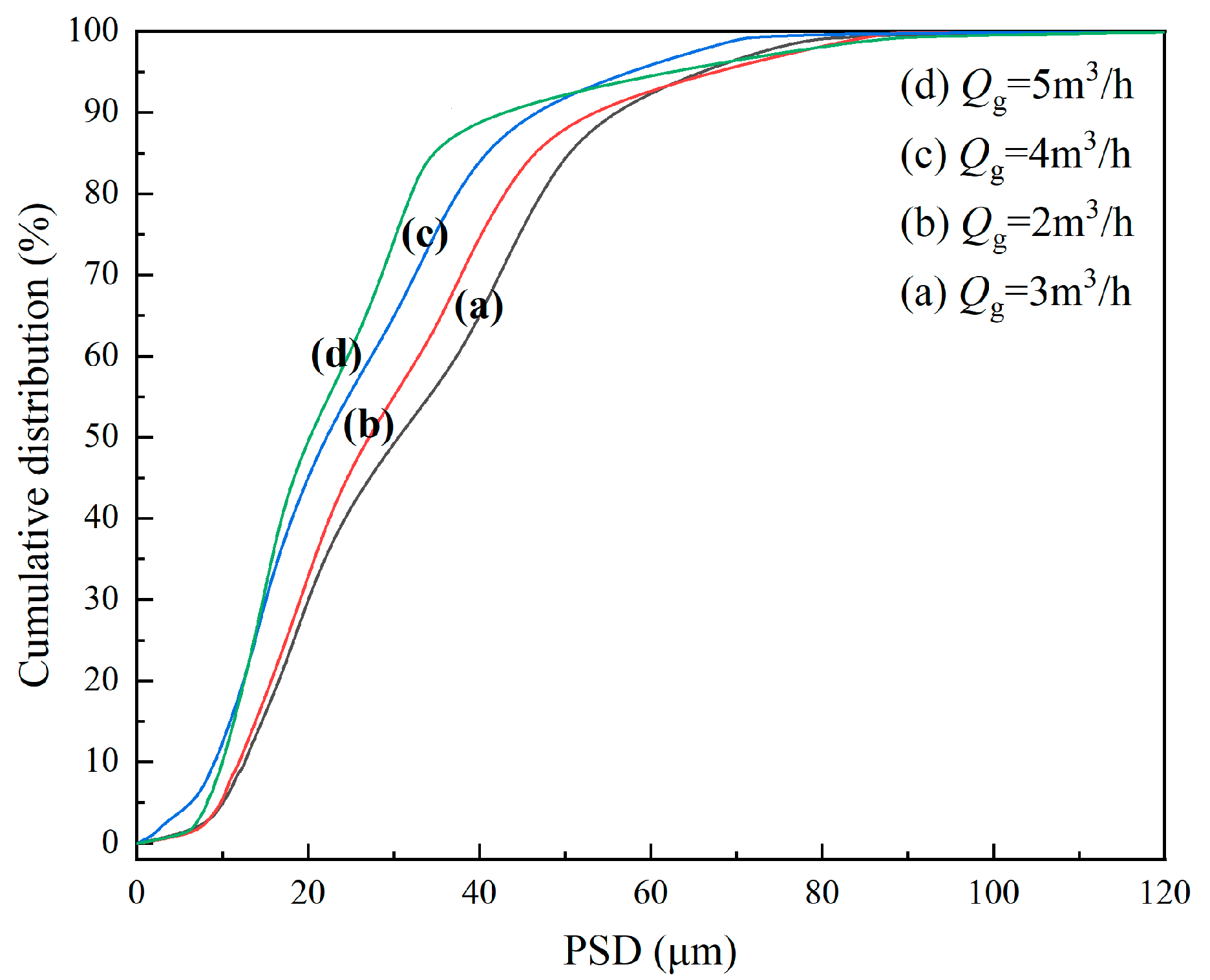
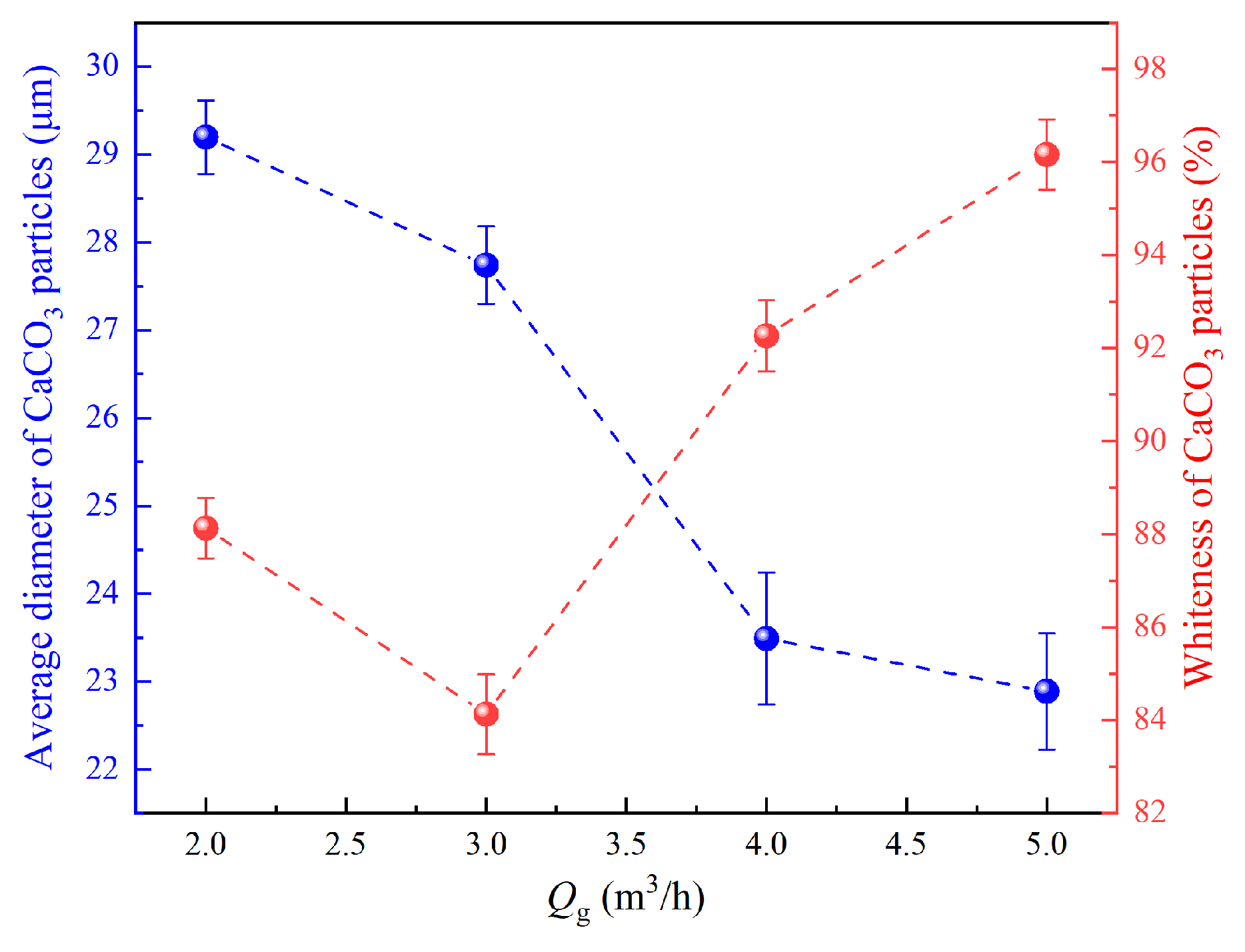
3.1.2. Effect of CO2 Gas Flow on Morphology and Particle Size of CaCO3 Powder
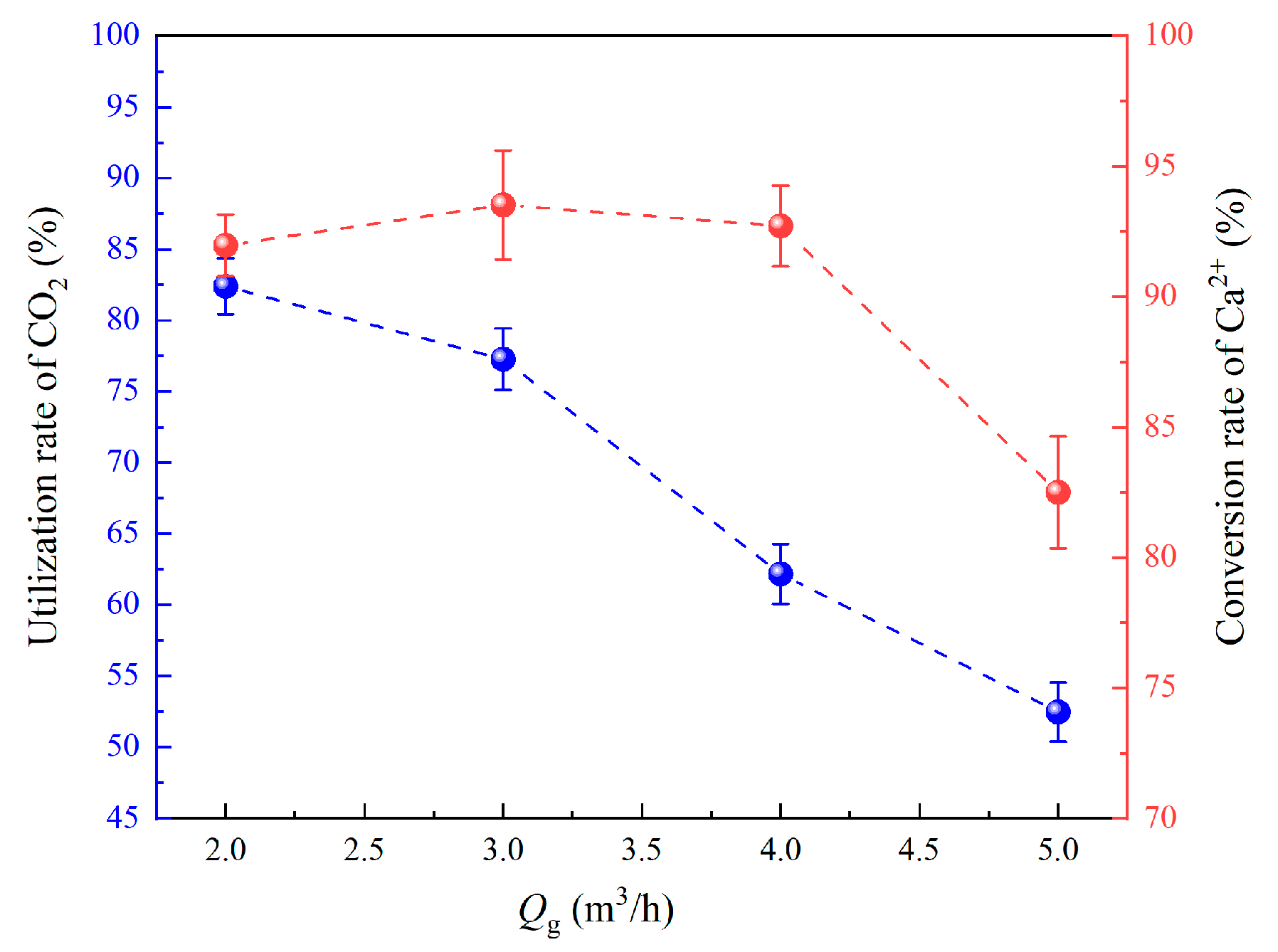
3.1.3. Effect of CO2 Gas Flow Rate on Mineralization Process Control
3.2. Effect of Calcium-Containing Solution on Mineralization Behavior
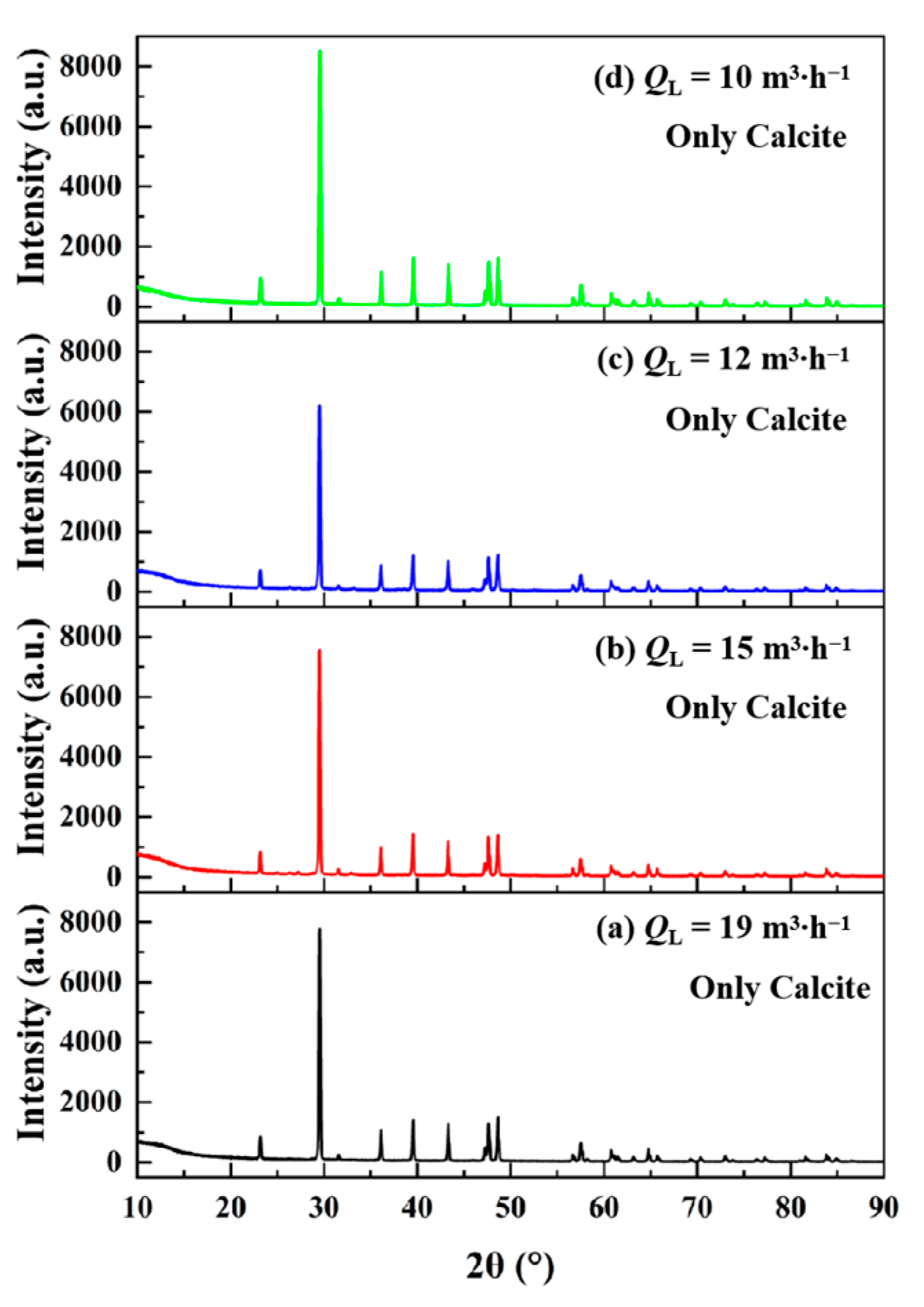
3.2.1. Effect of Liquid Flow on the Phase Composition of the Powder
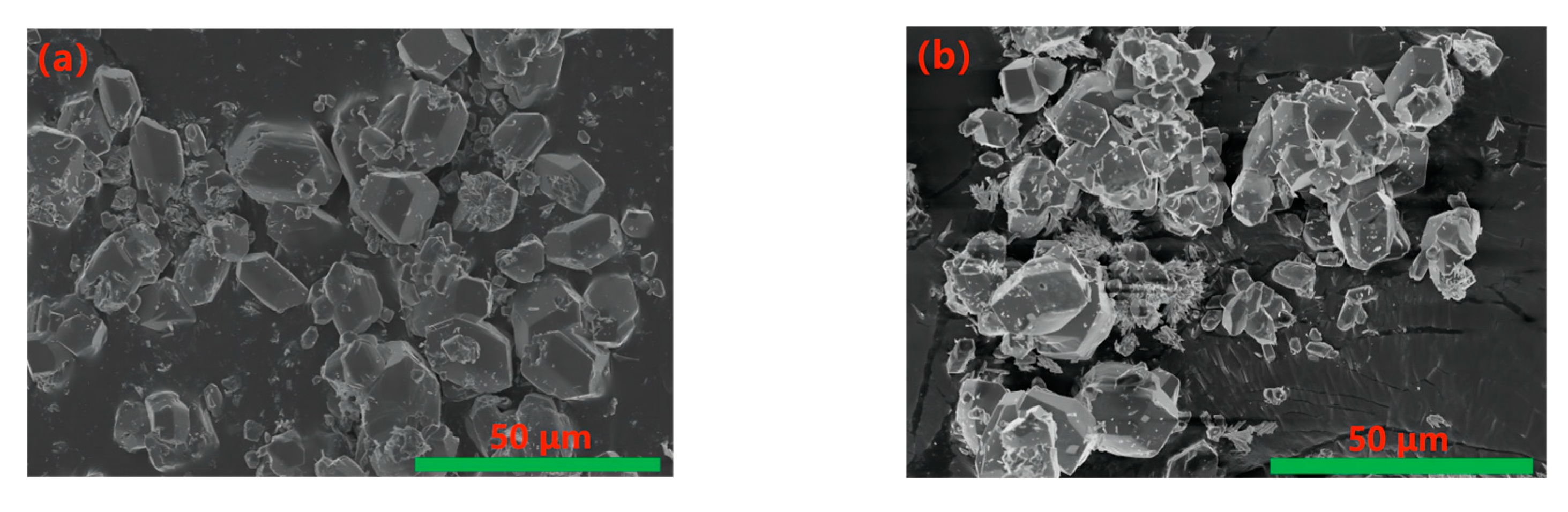
3.2.2. Effect of Liquid Flow on Morphology and Particle Size of CaCO3 Powder
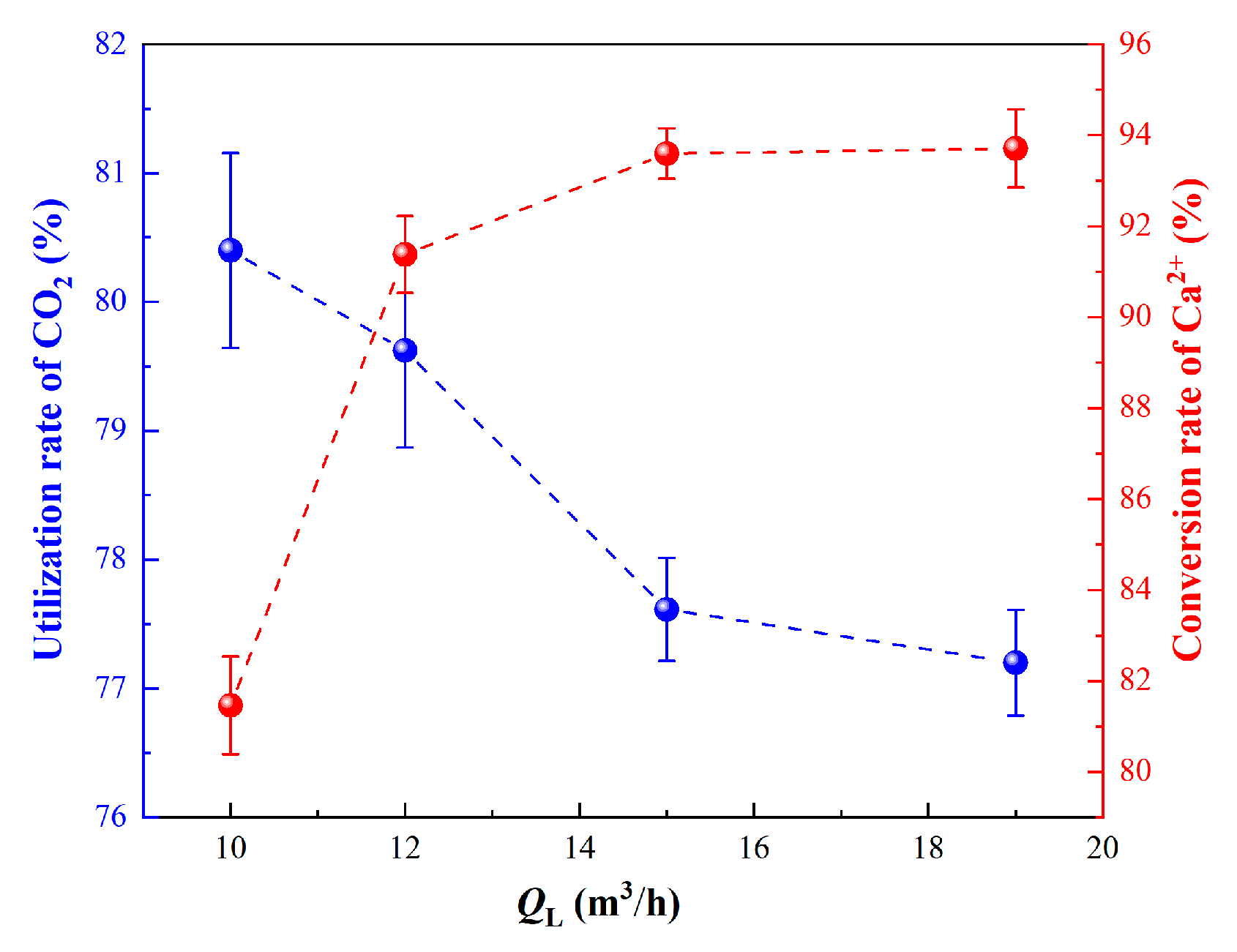
3.2.3. Effect of CO2 Gas Flow Rate on Mineralization Process Control
3.3. Establishment of Integrated Carbon-Reduction System for Industrial Systems
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Variables
| C | Concentration of Ca2+ in aqueous solution, mol/L |
| Qg | Flow rate of CO2 gas, m3/h |
| QL | Flow rate of liquid solution, m3/h |
| V | Volume fraction of CO2 in gas phase, % |
| η | Utilization rate of CO2, % |
| χ | Recovery rate of Ca, % |
References
- IEA. Global Energy Review: CO2 Emissions in 2022. Available online: https://www.iea.org/articles/global-energy-review-CO2-emissions-in-2022 (accessed on 24 April 2023).
- Xie, H.P. Developing low-carbon technology and promoting green economy. Energy China 2010, 32, 5–10. [Google Scholar]
- MacDowell, N.; Florin, N.; Buchard, A.; Hallett, J.; Galindo, A.; Jackson, G.; Adjiman, C.S.; Williams, C.K.; Shah, N.; Fennell, P. An overview of CO2 capture technologies. Energy Environ. Sci. 2010, 3, 1645–1669. [Google Scholar] [CrossRef] [Green Version]
- Lim, M.; Han, G.C.; Ahn, J.W.; You, K.S. Environmental remediation and conversion of carbon dioxide (CO2) into useful green products by accelerated carbonation technology. Int. J. Environ. Res. Public Health 2010, 7, 203–228. [Google Scholar]
- Wang, M.; Lawal, A.; Stephenson, P.; Sidders, J.; Ramshaw, C. Post-combustion CO2 capture with chemical absorption: A state-of-the-art review. Chem. Eng. Res. Des. 2011, 89, 1609–1624. [Google Scholar] [CrossRef] [Green Version]
- Deng, Z.H. Study on Phase Evolution and Self-Pulverization of Converter Steel Slag. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2014. [Google Scholar]
- Zhao, L.; Wu, D.; Hu, W.; Li, J.; Zhang, Z.; Yang, F.; Wang, Z.; Ni, W. Coupling mineralization and product characteristics of steel slag and carbon dioxide. Minerals 2023, 13, 795. [Google Scholar] [CrossRef]
- Moon, H.; Kim, K.; Kim, J.-H.; Lee, M.; Chung, C.-W. Reaction of converter slag with supercritical carbon dioxide and its potential applicability as aggregate for concrete. Appl. Sci. 2021, 11, 1918. [Google Scholar] [CrossRef]
- Lackner, K.S.; Wendt, C.H.; Butt, D.P.; Joyce, E.L., Jr.; Sharp, D.H. Carbon dioxide disposal in carbonate minerals. Energy 1995, 20, 1153–1170. [Google Scholar] [CrossRef]
- Xie, H.P.; Wang, Y.F.; Chu, W.; Ju, Y. Mineralization of flue gas CO2 with coproduction of valuable magnesium carbonate by means of magnesium chloride. Chin. Sci. Bull. 2014, 59, 2882–2889. [Google Scholar] [CrossRef]
- Chang, E.E.; Pan, S.Y.; Chen, Y.H.; Chu, H.W.; Wang, C.F.; Chiang, P.C. CO2 sequestration by carbonation of steelmaking slags in an autoclave reactor. J. Hazard. Mater. 2011, 195, 107–114. [Google Scholar] [CrossRef]
- Chang, E.E.; Pan, S.Y.; Chen, Y.H.; Tan, C.S.; Chiang, P.C. Accelerated carbonation of steelmaking slags in a high-gravity rotating packed bed. J. Hazard. Mater. 2012, 227/228, 97–106. [Google Scholar] [CrossRef]
- Liu, W.Z.; Teng, L.M.; Rohani, S.; Qin, Z.F.; Zhao, B.; Xu, C.C.; Ren, S.; Liu, Q.C.; Liang, B. CO2 mineral carbonation using industrial solid wastes: A review of recent developments. Chem. Eng. J. 2021, 416, 129093. [Google Scholar] [CrossRef]
- Teir, S.; Revitzer, H.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of natural serpentinite in mineral and organic acids. Int. J. Miner. Process. 2007, 83, 36–46. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of steelmaking slags in acetic acid for precipitated calcium carbonate production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Eloneva, S.; Teir, S.; Salminen, J.; Fogelholm, C.-J.; Zevenhoven, R. Fixation of CO2 by carbonating calcium derived from blast furnace slag. Energy 2008, 33, 1461–1467. [Google Scholar] [CrossRef]
- Sun, Y.; Yao, M.S.; Zhang, J.P.; Yang, G. Indirect CO2 mineral sequestration by steelmaking slag with NH4Cl as leaching solution. Chem. Eng. J. 2011, 173, 437–445. [Google Scholar] [CrossRef]
- Ji, L.; Yu, H.; Yu, B.; Jiang, K.; Grigore, M.; Wang, X.; Zhao, S.; Li, K. Integrated absorption-mineralisation for energy-efficient CO2 sequestration: Reaction mechanism and feasibility of using fly ash as a feedstock. Chem. Eng. J. 2018, 352, 151–162. [Google Scholar] [CrossRef]
- Ji, L.; Yu, H.; Li, K.; Yu, B.; Grigore, M.; Yang, Q.; Wang, X.; Chen, Z.; Zeng, M.; Zhao, S. Integrated absorption-mineralisation for low-energy CO2 capture and sequestration. Appl. Energy 2018, 225, 356–366. [Google Scholar] [CrossRef]
- Jimoh, O.A.; Mahmed, N.; Okoye, P.U.; Ariffin, K.S. Utilization of milk of lime (MOL) originated from carbide lime waste and operating parameters optimization study for potential precipitated calcium carbonate (PCC) production. Environ. Earth Sci. 2016, 75, 1251. [Google Scholar] [CrossRef]
- Ma, L.; Yang, T.; Wu, Y.; Yue, X.; Yang, J.; Zhang, S.; Li, Q.; Zhang, J. CO2 capture and preparation of spindle-like CaCO3 crystals for papermaking using calcium carbide residue waste via an atomizing approach. Korean J. Chem. Eng. 2019, 36, 1432–1440. [Google Scholar] [CrossRef]
- Ulkeryildiz, E.; Kilic, S.; Ozdemir, E. Rice-like hollow nano-CaCO3 synthesis. J. Cryst. Growth 2016, 450, 174–180. [Google Scholar] [CrossRef] [Green Version]
- Ulkeryildiz, E.; Kilic, S.; Ozdemir, E. Nano-CaCO3 synthesis by jet flow. Colloid Surf. A 2017, 512, 34–40. [Google Scholar] [CrossRef]
- Zhang, T.A.; Dou, Z.H.; Liu, Y.; Lv, G.Z.; Zhao, Q.Y.; Zhang, Z.M.; Zhao, H.L.; Jiang, X.L. A Method for Capturing and Mineralization CO2 from the Flue Gas of Aluminum Electrolysis to Prepare CaCO3 and Recover CO. Chinese Patent No. CN201310380588.3, 25 February 2015. [Google Scholar]
- Zhang, T.A.; Liu, Y.; Dou, Z.H.; Lv, G.Z.; Zhao, Q.Y.; Zhang, Z.M.; Zhao, H.L.; Jiang, X.L. A Device for Capturing and Mineralization CO2 from the Flue Gas of Aluminum Electrolysis to Prepare CaCO3 and Recover CO. Chinese Patent No. CN201310380610.4, 25 February 2015. [Google Scholar]
- Li, X.K.; Liu, Y.; Li, X.L.; Zhang, T.A. Separation and conversion of fluoride salts in aluminum electrolysis flue gas by one-step ammonia purification. J. Cent. South Univ. 2023, 30, 108–112. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Fresh Water | Pyrolysis Water | Circulating Water |
|---|---|---|---|
| Temperature/°C | ~25 | 80~100 | 30~35 |
| pH | 7.05 | 12.00 | 11.71 |
| Electric conductivity/μs/cm | 349 | 3800 | 1532 |
| Total salinity/mg/L | 216 | 862 | 328 |
| Total hardness/mg/L | 137.6 | 760.3 | 318.8 |
| * Calcium hardness/mg/L | 93.1 | 740.5 | 318.8 |
| * OH− alkalinity/mg/L | 0 | 584 | 242.6 |
| * HCO3− alkalinity/mg/L | 89.8 | 0 | 0 |
| * CO32− alkalinity/mg/L | 0 | 215.6 | 44.9 |
| * Total alkalinity/mg/L | 89.8 | 799.6 | 287.5 |
| Soluble SiO2/mg/L | 9.7 | 134 | 21 |
| Suspended solids/mg/L | 5 | 150 | 63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.-L.; Liu, Y.; Zhang, T.-A. Conversion of Activated Calcium in Industrial Water to Micron CaCO3 Powder Based on CO2 Absorption and Mineralization. Minerals 2023, 13, 979. https://doi.org/10.3390/min13070979
Li X-L, Liu Y, Zhang T-A. Conversion of Activated Calcium in Industrial Water to Micron CaCO3 Powder Based on CO2 Absorption and Mineralization. Minerals. 2023; 13(7):979. https://doi.org/10.3390/min13070979
Chicago/Turabian StyleLi, Xiao-Long, Yan Liu, and Ting-An Zhang. 2023. "Conversion of Activated Calcium in Industrial Water to Micron CaCO3 Powder Based on CO2 Absorption and Mineralization" Minerals 13, no. 7: 979. https://doi.org/10.3390/min13070979