
An Overview of Currently Applied Ferrochrome Production Processes and Their Waste Management Practices

 , ,
, ,  , and
, and
Abstract
:1. Introduction and General Information on Chromite
2. FeCr Production
2.1. Chromite Smelting Principles
2.2. Furnace Types and Smelting Regimes
- (i)
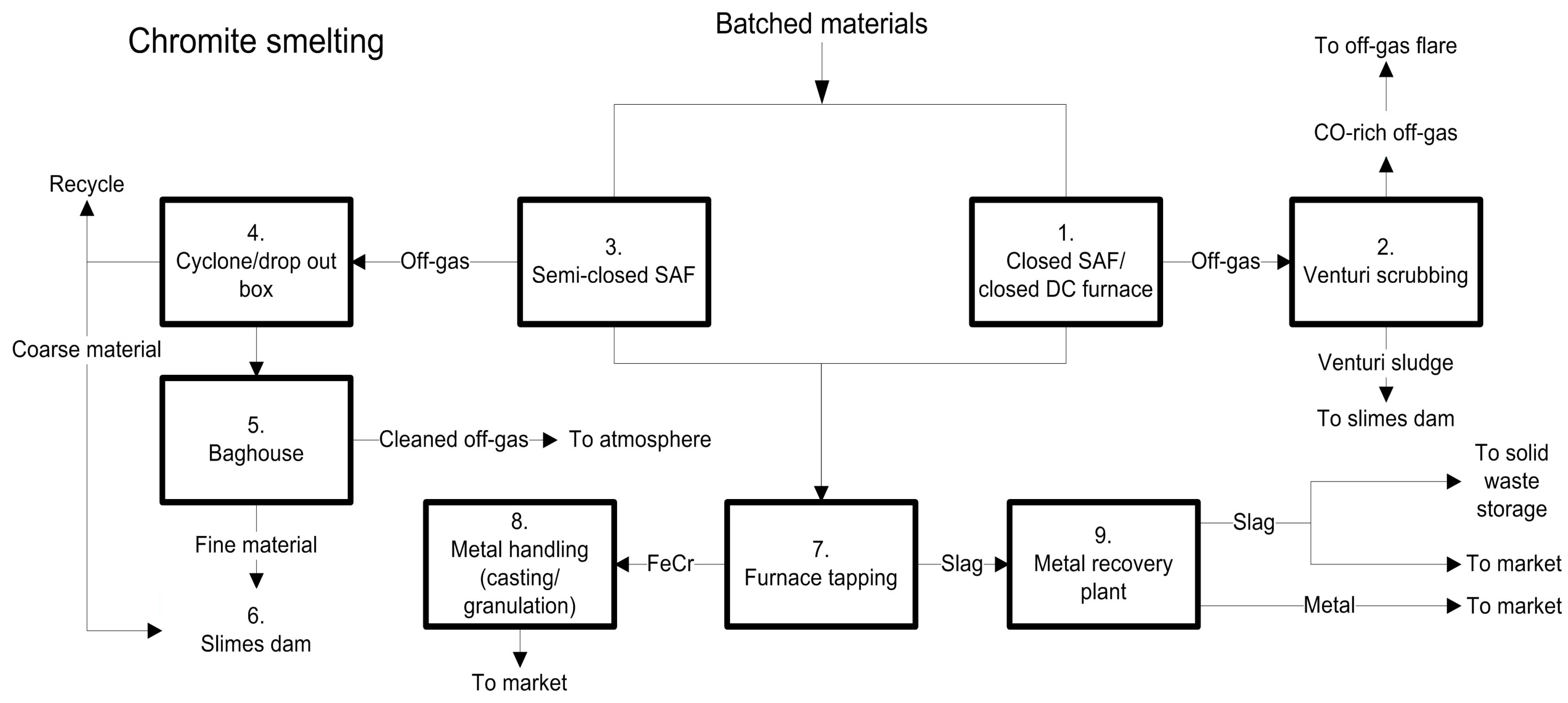
- Closed SAFs mainly consume hot pre-reduced chromite pellets (consumed immediately after pre-reduction), coarse (6 mm ≤ typically size ≤ 150 mm) fluxes, and reductants, coupled with wet venturi off-gas scrubbers. This route is commercially referred to as the Premus Process and consists of Process Steps 1–4, 6, and 8–11 in Figure 3. Glencore Alloys apply this process at two smelters [44]. Closed SAFs consuming pre-reduced pelletized feed operate on a basic slag, with a basicity factor (BF) of >1. The BF is defined as [23]:
- (ii)
- Closed SAFs mainly consume oxidized sintered chromite pellets and coarse reductants and fluxes, coupled with venturi off-gas scrubbers. This process route is commercially known as the Outotec process (also applied by Outokumpu at Tornio, Finland). These furnaces are typically operated on an acidic slag (BF < 1) [23], combine Process Steps 2–6 and 8–11, and may or may not include Process Step 7 in Figure 3 [30,46].
- (iii)
- DC arc furnaces can accommodate exclusively fine materials as a furnace feed. Process Steps include 6, 8, and 9–11, and may or may not include Process Step 7 in Figure 3. Several such furnaces are operational in Kazakhstan and South Africa. DC arc furnaces typically operate on a basic slag regime (BF > 1) [47,48].
- (iv)
- Conventional semi-closed SAFs mainly consume coarse (also referred to as lumpy) chromite, reductants, and fluxes, coupled with bag filter off-gas treatment. This is the oldest technology applied in South Africa, but it still accounts for a substantial fraction of overall FeCr production (locally and globally) [23,49]. The Process Steps used are 6, 8–10, and 12 in Figure 3 [30,50]. In certain cases, pelletized chromite is also smelted in these furnaces, and Process Steps 1–5 may also be included [30,50]. The majority of South African semi-closed SAFs operate on an acid slag regime (BF < 1). Coarse materials are utilized as they allow process gasses to permeate through the furnace bed [42]. Fine materials (<6 mm) are avoided (or at least limited) as they may facilitate furnace bed sintering, which traps the evolving process gasses and subsequently increases the risk of furnace bed turnovers and eruptions [14,23]. It is however not impossible to smelt a relatively small amount of fines in these SAFs [23]. Operation benefits of semi-closed SAFs include simplicity of operation (i.e., the option to exclude raw material screening), easily accessible electrode equipment and furnace bed (i.e., easier maintenance compared to closed SAFs), and furnace bed visibility (i.e., visually determining process condition). Furthermore, the lack of sophisticated control systems means that less capital is required for FeCr production by semi-closed SAFs. However, these SAFs have lower metallurgical and thermal efficiencies [51].
3. Processing of Chromite—From Ore to Alloy
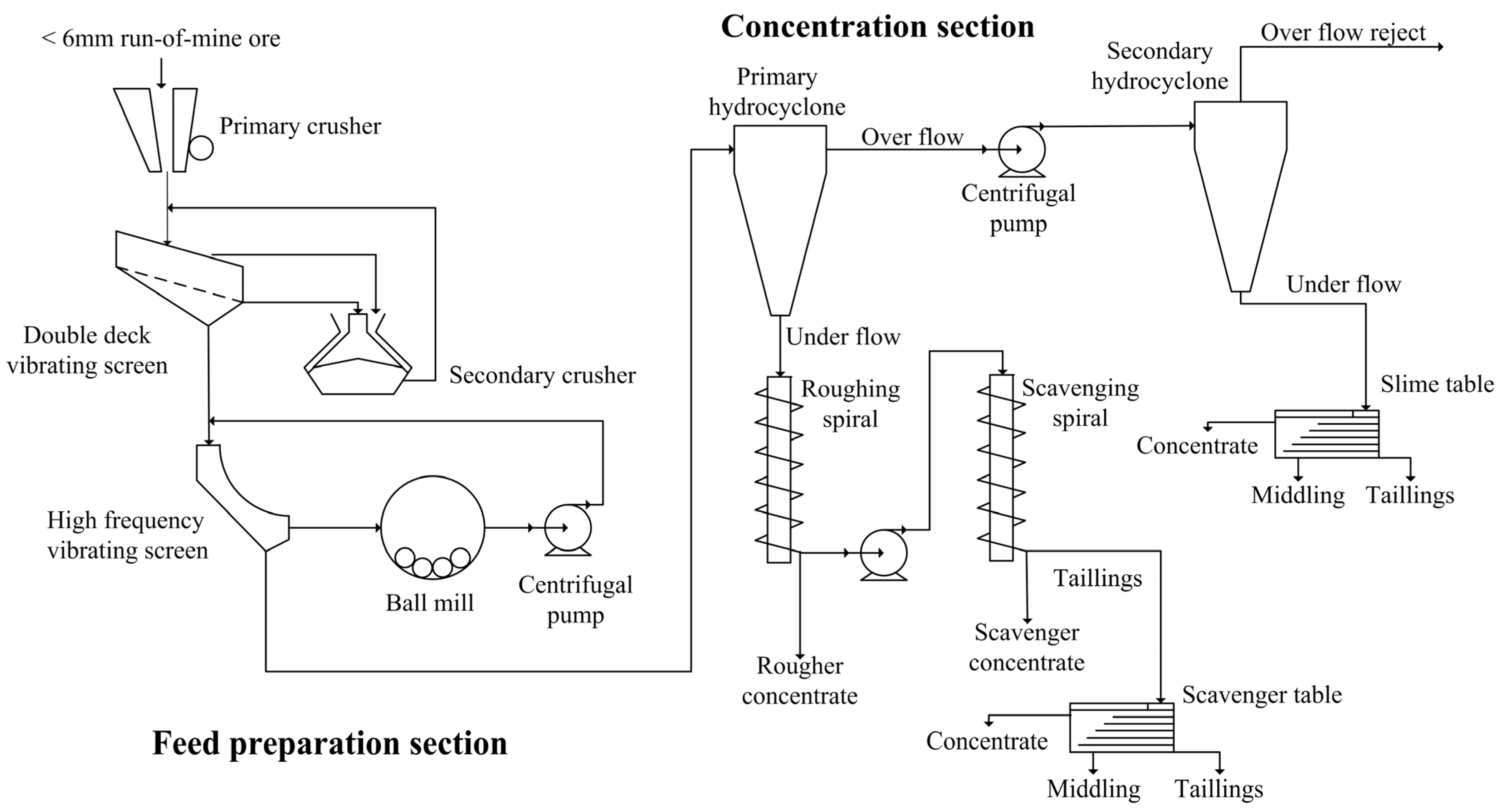
3.1. Chromite Ore Beneficiation
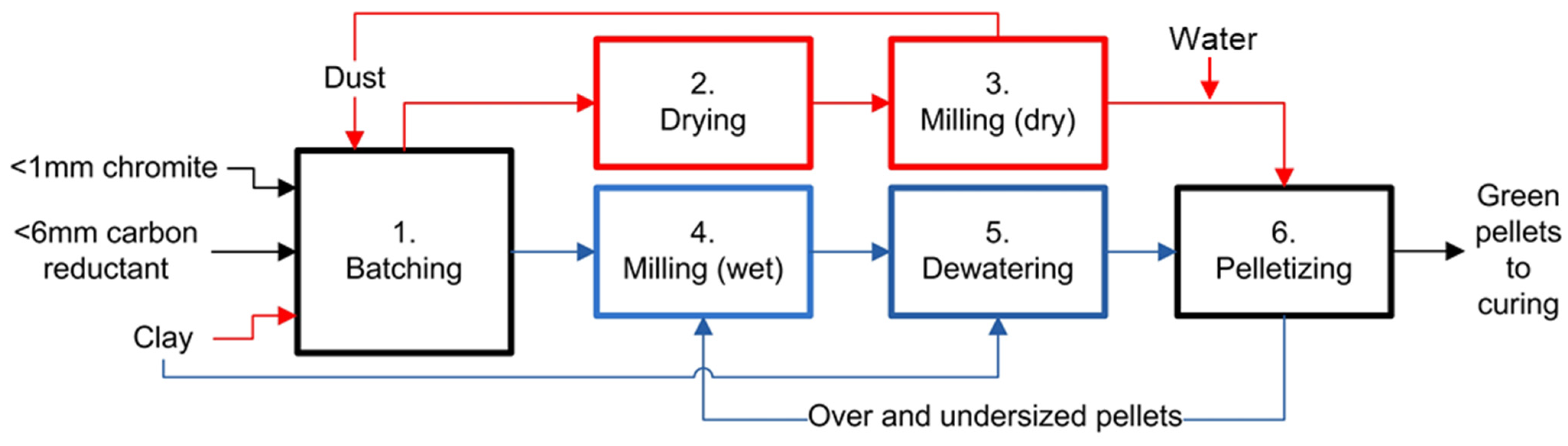
3.2. Green Pellet Generation
3.2.1. Green Pellet Generation Destined for Pre-Reduction
3.2.2. Green Pellet Generation Destined for Oxidative Sintering
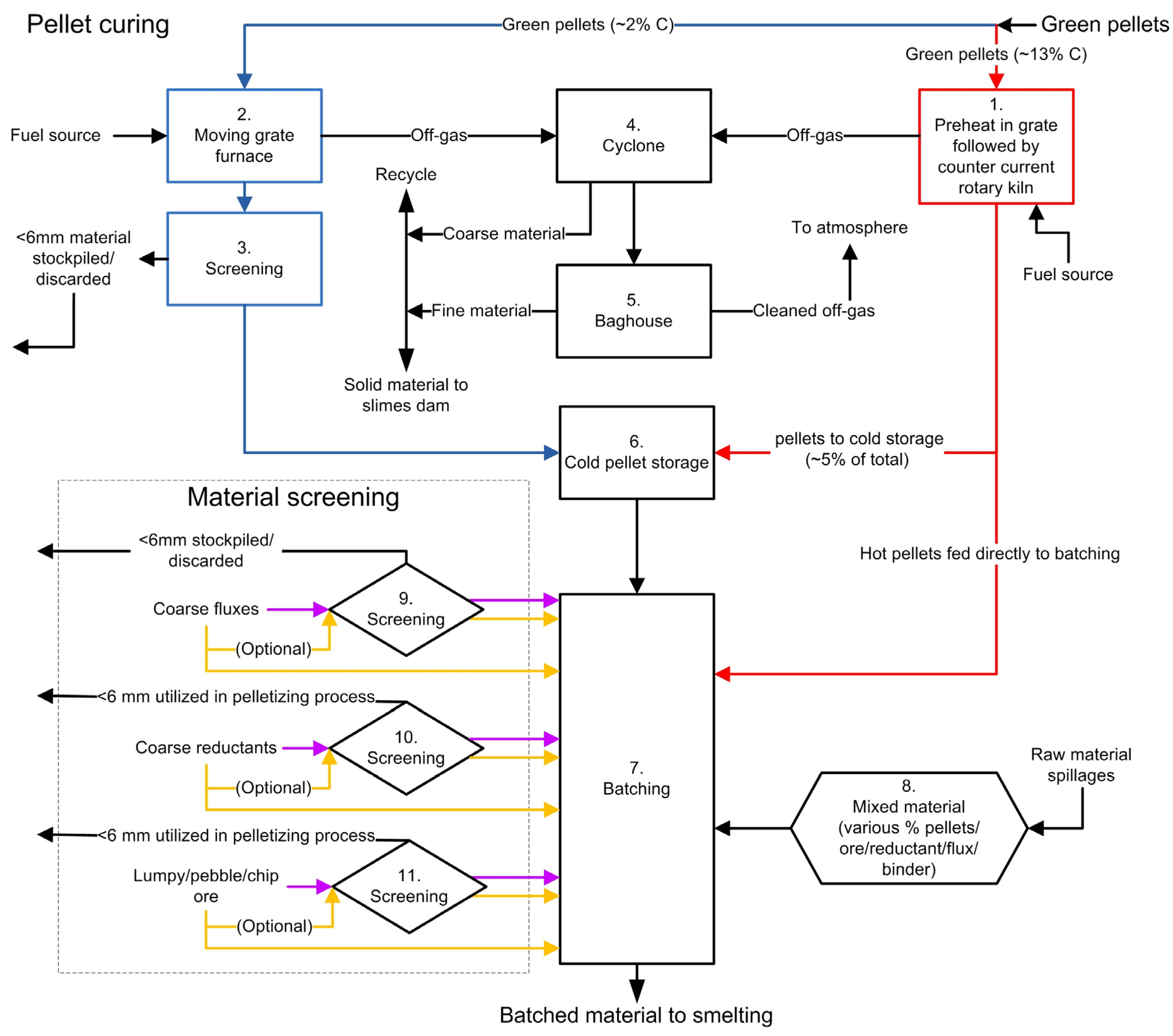
3.3. Pellet Curing and Furnace Feed Material Screening
3.3.1. Green Pellet Pre-Reduction
3.3.2. Green Pellet Oxidative Sintering
3.3.3. Furnace Feed Material Screening
3.4. Specific Smelting Procedures
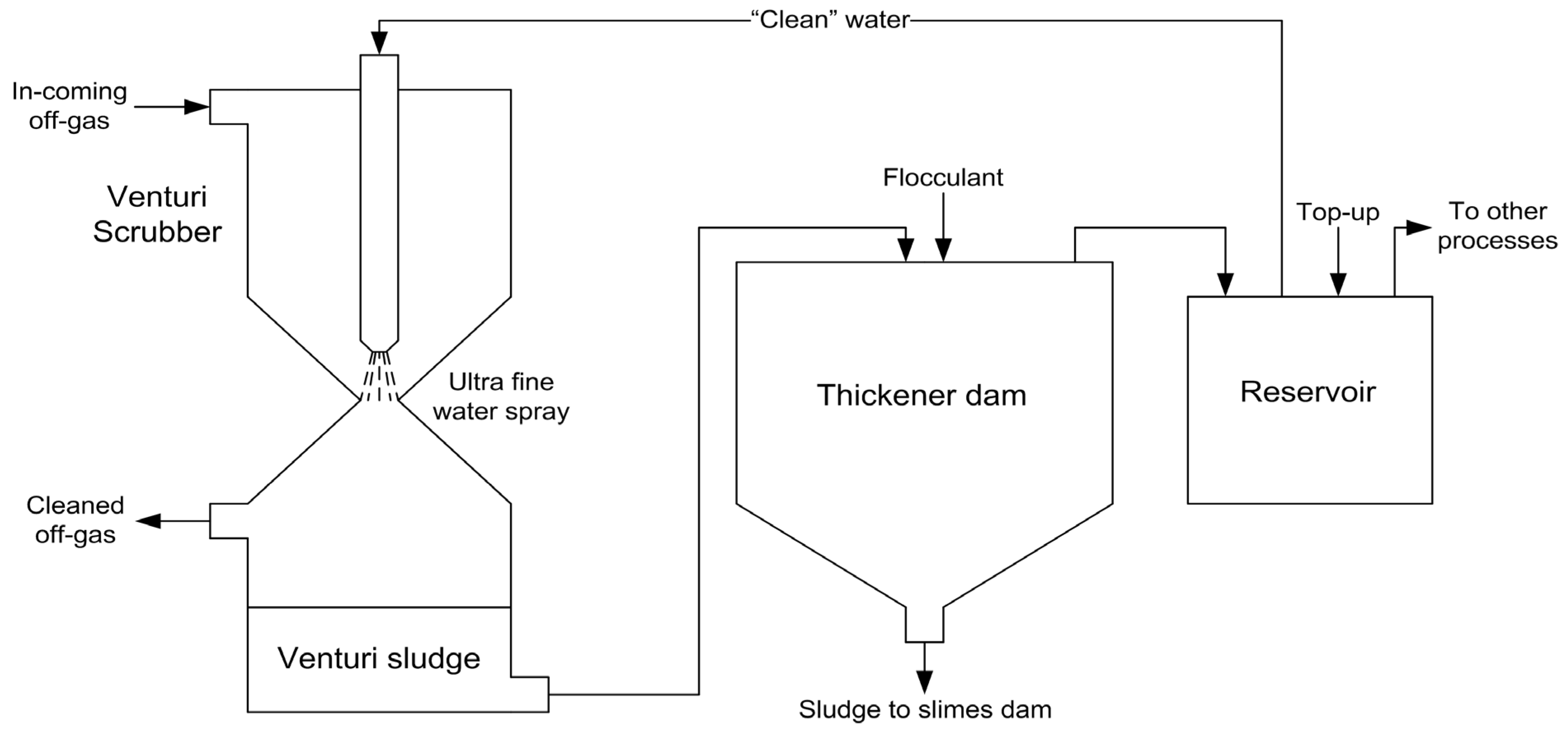
3.4.1. Closed SAF Operation Consuming a Pre-Reduced or Oxidative Sintered Pelletized Feed, Coupled with Venturi Off-Gas Scrubbers
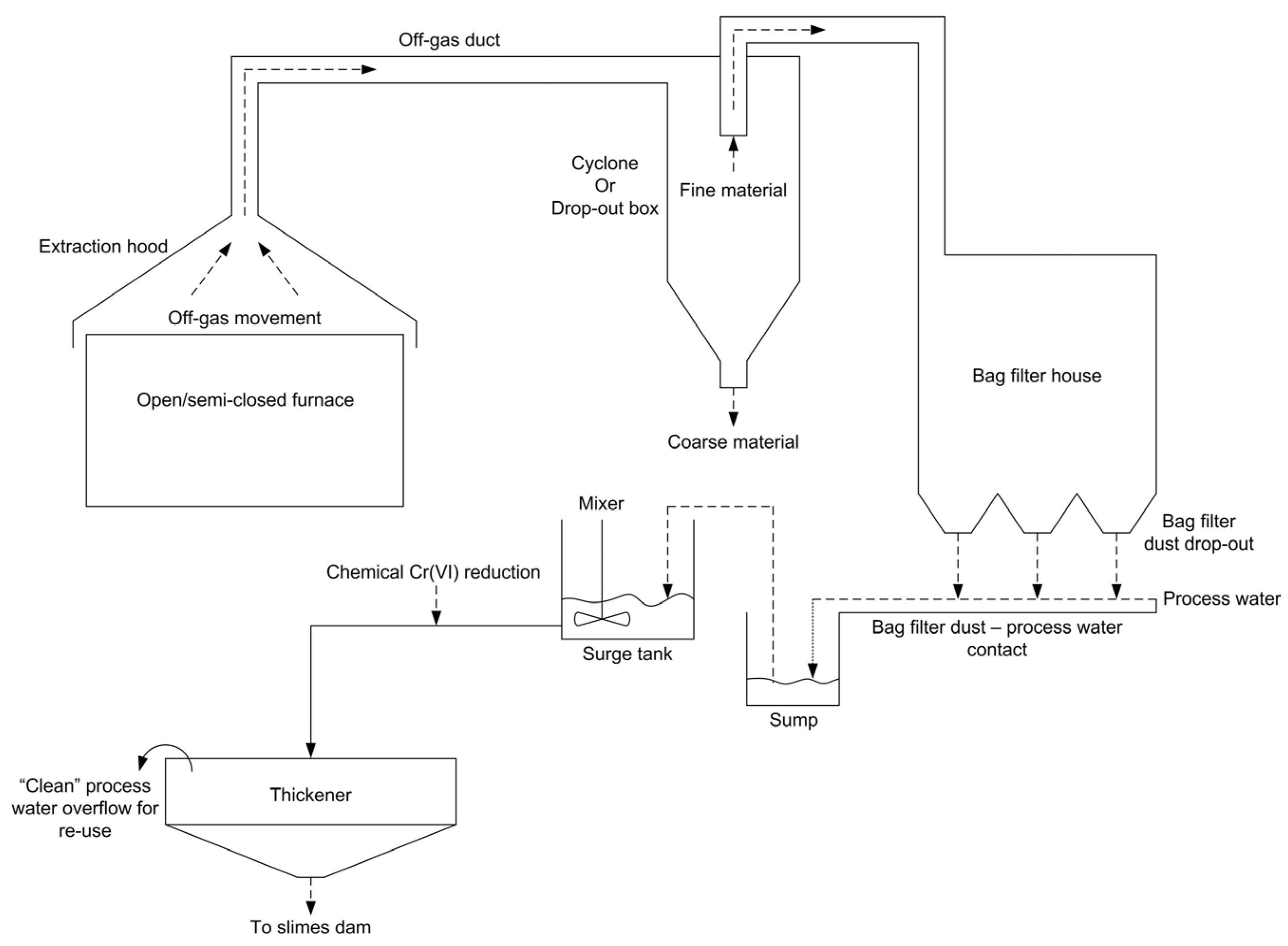
3.4.2. Semi-Closed SAF Operations, Coupled with Bag Filter Off-Gas Treatment
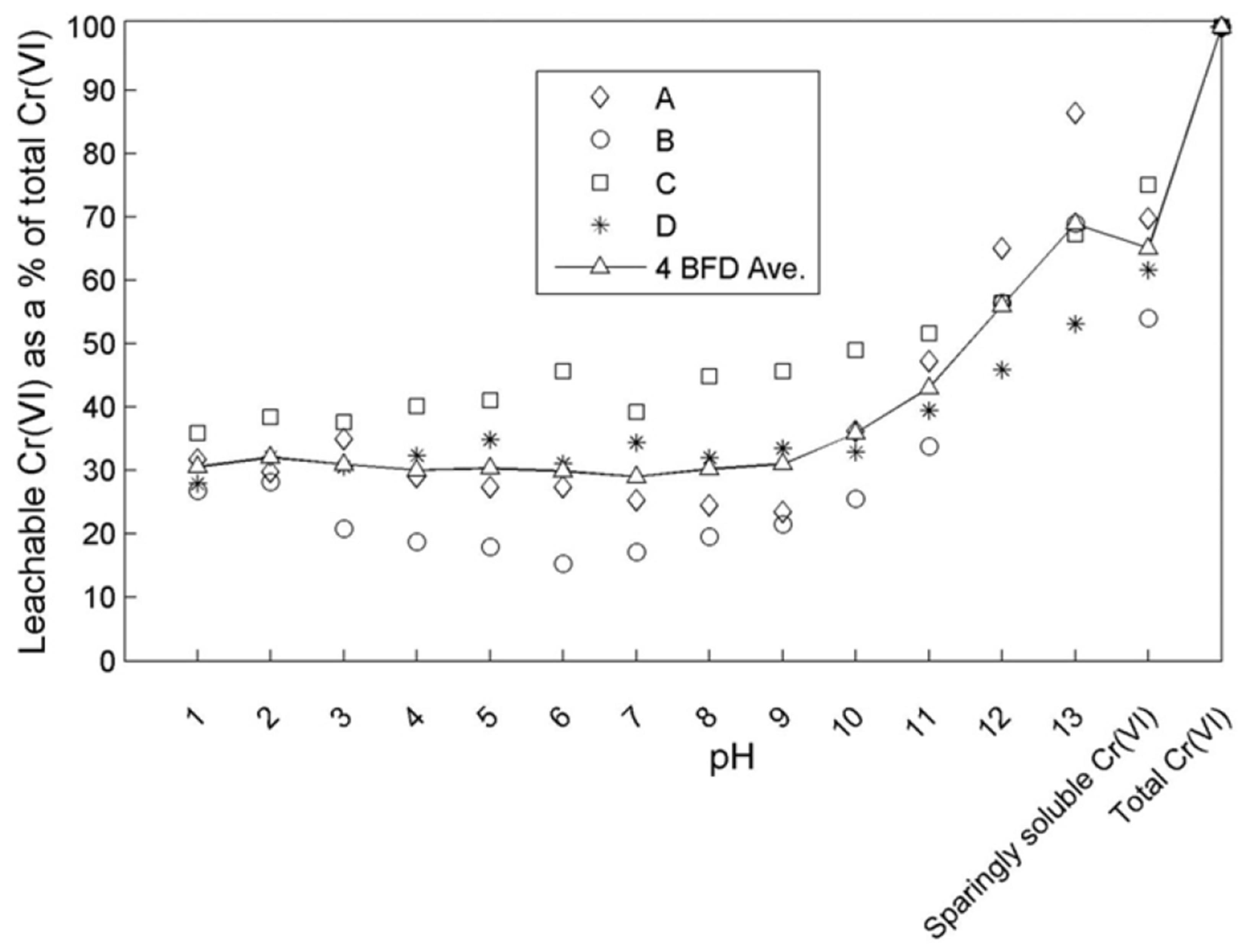
4. Cr(VI) in the FeCr Industry
5. Propositions for Alternative Waste Management
5.1. CO-Rich Off-Gas
5.2. Low-Temperature Chromite Agglomeration
5.3. Hydrogen as a Reductant
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Motzer, W.E.; Engineers, T. Chemistry, Geochemistry, and Geology of Chromium and Chromium Compounds. Chromium (VI) Handbook; CRC Press: Boca Raton, FL, USA, 2004; pp. 23–88. [Google Scholar]
- Nriagu, J.O.; Nieboer, E. Chromium in the Natural and Human Environments; John Wiley & Sons: Hoboken, NJ, USA, 1988; Volume 20. [Google Scholar]
- Haggerty, S.E. Oxide mineralogy of the upper mantle. Rev. Mineral. Geochem. 1991, 25, 355–416. [Google Scholar]
- Paktunc, A.; Cabri, L. A proton-and electron-microprobe study of gallium, nickel and zinc distribution in chromian spinel. Lithos 1995, 35, 261–282. [Google Scholar] [CrossRef]
- ICDA. Energy Update—November 2013; International Development Association: Paris, France, 2013. [Google Scholar]
- ICDA. Statistical Bulletin; International Chromium Development Association: Paris, France, 2013. [Google Scholar]
- ICDA. Chrome Ore—Global Overview of the Chrome Ore Market; International Chromium Development Association: Paris, France, 2013. [Google Scholar]
- Statista. Global Stainless Steel Melt Shop Production from 2005 to 2021. Available online: https://www.statista.com/statistics/223028/world-stainless-steel-production/#:~:text=In%202021%2C%20global%20stainless%20steel,compared%20to%20the%202020%20volume (accessed on 12 May 2023).
- Cramer, L.A.; Basson, J.; Nelson, L.R. The impact of platinum production from UG2 ore on ferrochrome production in South Africa. J. S. Afr. Inst. Min. Metall. 2004, 104, 517–527. [Google Scholar]
- Murthy, Y.R.; Tripathy, S.K.; Kumar, C.R. Chrome ore beneficiation challenges and opportunities—A review. Miner. Eng. 2011, 24, 375–380. [Google Scholar] [CrossRef]
- Glastonbury, R.I.; Beukes, J.; Van Zyl, P.; Sadikit, L.; Jordaan, A.; Campbell, Q.; Stewart, H.; Dawson, N. Comparison of physical properties of oxidative sintered pellets produced with UG2 or metallurgical-grade South African chromite: A case study. J. S. Afr. Inst. Min. Metall. 2015, 115, 699–706. [Google Scholar] [CrossRef]
- Fowkes, K. Is there a limit to the market share of South African chrome units? In Proceedings of the Metal Bulletin 7th South African Ferroalloys Conference, Johannesburg, South Africa, 4 September 2014. [Google Scholar]
- Kleynhans, E.L.J. Development and Improvement of Pre-Treatment Technologies to Enhance Ferrochrome Production; North-West University: Potchefstroom, South Africa, 2016. [Google Scholar]
- Riekkola-Vanhanen, M. Finnish Expert Report on Best Available Techniques in Ferrochromium Production; Finnish Environment Institute: Helsinki, Finland, 1999. [Google Scholar]
- Beukes, J.P.; Van Zyl, P.G.; Ras, M. Treatment of Cr(VI)-containing wastes in the South African ferrochrome industry—A review of currently applied methods. J. South. Afr. Inst. Min. Metall. 2012, 112, 347–352. [Google Scholar]
- ICDA. Ferrochrome; International Chromium Development Association: Paris, France, 2013. [Google Scholar]
- Pariser, H.; Backeberg, N.; Masson, O.; Bedder, J. Changing nickel and chromium stainless steel markets—A review. J. South. Afr. Inst. Min. Metall. 2018, 118, 563–568. [Google Scholar] [CrossRef] [Green Version]
- Jones, R. Pyrometallurgy in Southern Africa; Southern African Institute of Mining and Metallurgy: Johannesburg, South Africa, 2011. [Google Scholar]
- Howat, D.D. Chromium in South Africa. J. South Afr. Inst. Min. Metall. 1994, 86, 37–50. [Google Scholar]
- Du Preez, S.P. Ferrochrome Waste Management: Addressing Current Gaps; North-West University: Potchefstroom, South Africa, 2018. [Google Scholar]
- Soykan, O.; Eric, R.; King, R. Kinetics of the reduction of Bushveld complex chromite ore at 1416 C. Metall. Trans. B 1991, 22, 801–810. [Google Scholar] [CrossRef]
- Basson, J.; Curr, T.; Gericke, W. South Africa’s ferro alloys industry-present status and future outlook. In Proceedings of the Eleventh International Ferro Alloys Congress, New Delhi, India, 18–21 February 2007; pp. 3–24. [Google Scholar]
- Beukes, J.P.; Dawson, N.F.; Van Zyl, P.G. Theoretical and practical aspects of Cr(VI) in the South African ferrochrome industry. J. South. Afr. Inst. Min. Metall. 2010, 110, 743–750. [Google Scholar]
- Kleynhans, E.L.J. Unique Challenges of Clay Binders in a Pelletised Chromite Pre-Reduction Process—A Case Study. Master’s Thesis, North-West University, Potchefstroom, South Africa, 2011; p. 25. [Google Scholar]
- Xiao, Z.; Laplante, A. Characterizing and recovering the platinum group minerals—A review. Miner. Eng. 2004, 17, 961–979. [Google Scholar] [CrossRef]
- Ringdalen, E.; Olsen, S.E. The effect of chromite ore mineralogy on reduction mechanisms and reducibility. In Proceedings of the INFACON 8, Beijing, China, 7–10 June 1998; Volume 8, pp. 147–152. [Google Scholar]
- Suzuki, A.; Yasuda, A.; Ozawa, K. Cr and Al diffusion in chromite spinel: Experimental determination and its implication for diffusion creep. Phys. Chem. Miner. 2008, 35, 433–445. [Google Scholar] [CrossRef]
- Canaguier, V. Synthesis and Reduction-Carburization of (Fe,Mg)(Cr,Al)2O4 Composite Spinel Solid Solution with CH4; Norwegian University of Science and Technology: Trondheim, Norway, 2018. [Google Scholar]
- Downing, J.H.; Deeley, P.H.; Fichte, R.M. Chromium and Chromium Alloys; Verlagsgeschellschaft mbH: Berlin, Germany, 1986; pp. 43–65. [Google Scholar]
- Beukes, J.P.; du Preez, S.P.; van Zyl, P.G.; Paktunc, D.; Fabritius, T.; Päätalo, M.; Cramer, M. Review of Cr (VI) environmental practices in the chromite mining and smelting industry–Relevance to development of the Ring of Fire, Canada. J. Clean. Prod. 2017, 165, 874–889. [Google Scholar] [CrossRef]
- Kleynhans, E.L.J.; Beukes, J.P.; Van Zyl, P.G.; Bunt, J.R.; Nkosi, N.S.B.; Venter, M. The Effect of Carbonaceous Reductant Selection on Chromite Pre-reduction. Metall. Mater. Trans. B 2017, 48, 827–840. [Google Scholar] [CrossRef]
- Eksteen, J.; Frank, S.; Reuter, M. Dynamic structures in variance based data reconciliation adjustments for a chromite smelting furnace. Miner. Eng. 2002, 15, 931–943. [Google Scholar] [CrossRef]
- Niemelä, P.; Kauppi, M. Production, characteristics and use of ferrochromium slags. In Proceedings of the INFACON XI, New Delhi, India, 18–21 February 2007; pp. 171–179. [Google Scholar]
- Barnes, A.; Muinonen, M.; Lavigne, M. Reducing Energy Consumption by Alternative Processing Routes to Produce Ferrochromium Alloys from Chromite Ore. In Proceedings of the Annual Conference of Metallurgists, Toronto, ON, Canada, 23–26 August 2015. [Google Scholar]
- Pan, X. Effect of South African Chrome Ores on Ferrochrome Production; ICMMMC: Johannesburg, South Africa, 2013. [Google Scholar]
- Makhoba, G.; Hurman Eric, R. Reductant characterization and selection for ferrochromium production. In Proceedings of the 12th International Ferroalloys Congress, Helsinki, Finland, 6–9 June 2010; Vartiainen, A., Ed.; Outotec Oyj: Helsinki, Finland, 2010; pp. 359–365. [Google Scholar]
- Erwee, M.; Swanepoel, S.; Reynolds, Q. The importance of controlling the chemistry of pre-oxidized chromite pellets for Submerged Arc Furnace FeCr smelting: A study on furnace Si control. In Proceedings of the 16th International Ferro-Alloys Congress (INFACON XVI), Virtual, 27–29 September 2021. [Google Scholar]
- Hayes, P. Aspects of SAF smelting of ferrochrome. In Proceedings of the INFACON X, Cape Town, South Africa, 1–4 February 2004; pp. 1–4. [Google Scholar]
- Xiao, Y.; Yang, Y.; Holappa, L. Tracking chromium behaviour in submerged arc furnace for ferrochrome production. In Proceedings of the Sohn International Symposium, Advanced Processing of Metals and Materials, San Diego, CA, USA, 27–31 August 2006; pp. 417–433. [Google Scholar]
- Xiao, Y.; Yang, Y.; Holappa, L.; Boom, R. Microstructure changes of chromite reduced with CO gas. In Proceedings of the INFACON XI, New Delhi, India, 18–21 February 2007; Volume 1, pp. 7–14. [Google Scholar]
- Neizel, B.; Beukes, J.; Van Zyl, P.; Dawson, N. Why is CaCO3 not used as an additive in the pelletised chromite pre-reduction process? Miner. Eng. 2013, 45, 115–120. [Google Scholar] [CrossRef]
- Dwarapudi, S.; Tathavadkar, V.; Rao, B.C.; Kumar, T.S.; Ghosh, T.K.; Denys, M. Development of cold bonded chromite pellets for ferrochrome production in submerged arc furnace. ISIJ Int. 2013, 53, 9–17. [Google Scholar] [CrossRef]
- Wei, W.; Samuelsson, P.B.; Jonsson, P.G.; Gyllenram, R.; Glaser, B. Energy Consumption and Greenhouse Gas Emissions of High-Carbon Ferrochrome Production. J. Min. Met. Mat. Soc. 2023, 75, 1206–1220. [Google Scholar] [CrossRef]
- Naiker, O. The development and advantages of Xstrata’s Premus Process. In Proceedings of the Ferroalloys 11th International Congress, New Delhi, India, 18–21 February 2007; pp. 112–119. [Google Scholar]
- Kleynhans, E.; Neizel, B.; Beukes, J.; Van Zyl, P. Utilisation of pre-oxidised ore in the pelletised chromite pre-reduction process. Miner. Eng. 2016, 92, 114–124. [Google Scholar] [CrossRef]
- Mohale, G.T.M.; Beukes, J.P.; Kleynhans, E.L.J.; van Zyl, P.G.; Bunt, J.R.; Tiedt, L.R.; Venter, A.D.; Jordaan, A. SEM image processing as an alternative method to determine chromite pre-reduction. J. South. Afr. Inst. Min. Metall. 2017, 117, 1045–1052. [Google Scholar] [CrossRef] [Green Version]
- Denton, G.; Bennie, J.; De Jong, A. An improved DC-arc process for chromite smelting. In Proceedings of the Tenth International Ferroalloys Congress, Cape Town, South Africa, 1–4 February 2004; p. 4. [Google Scholar]
- Curr, T. The History of DC Arc Furnace Process Development. In Proceedings Mintek 75. A Celebration of Technology; Mintek: Randburg, South Africa, 2009; Available online: http://www.mintek.co.za/Mintek75/Proceedings (accessed on 15 October 2015).
- Gediga, J.; Russ, M. Life Cycle Inventory (LCI) Update of Primary Ferrochrome Production; ICDA (International Chromium Development Association): Paris, France, 2007. [Google Scholar]
- Ugwuegbu, C. Technology innovations in the smelting of chromite ore. Innov. Sys. Des. Eng. 2012, 3, 48–54. [Google Scholar]
- Basson, J.; Daavittila, J. High Carbon Ferrochrome Technology-Chapter 9. In Handbook of Ferroalloys: Theory and Technology; Gasik, M., Ed.; Elsevier: London, UK, 2013. [Google Scholar]
- Glastonbury, R.I.; Van der Merwe, W.; Beukes, J.P.; Van Zyl, P.G.; Lachmann, G.; Steenkamp, C.J.H.; Dawson, N.F.; Steward, H.M. Cr(VI) generation during sample preparation of solid samples—A chromite ore case study. Water SA 2010, 36, 105–110. [Google Scholar] [CrossRef] [Green Version]
- Abubakre, O.; Muriana, R.; Nwokike, P. Characterization and beneficiation of Anka chromite ore using magnetic separation process. J. Miner. Mater. Charact. Eng. 2007, 6, 143. [Google Scholar] [CrossRef]
- Beukes, J.P.; Guest, R.N. Technical note Cr(VI) generation during milling. Miner. Eng. 2001, 14, 423–426. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Ramamurthy, Y.; Singh, V. Recovery of chromite values from plant tailings by gravity concentration. J. Miner. Mater. Charact. Eng. 2011, 10, 13. [Google Scholar] [CrossRef]
- Öztürk, F.D.; Abakay Temel, H. Beneficiation of Konya-Beyşehir Chromite for Producing Concentrates Suitable for Industry. JOM 2016, 68, 2449–2454. [Google Scholar] [CrossRef]
- Setlhabi, B.; Popoola, A.; Tshabalala, L.; Adeleke, A. Evaluation of Advanced Gravity and Magnetic Concentration of a PGM Tailings Waste for Chromite Recovery. Iran. J. Chem. Chem. Eng. (IJCCE) 2019, 38, 61–71. [Google Scholar]
- Maulik, S.; Bhattacharyya, K. Beneficiation of Low Grade Chromite Ores from Sukinda. In Proceedings of the International Seminar on Mineral Processing Technology—(MPT-2005), Dhanbad, India, 6–8 January 2005; p. 146. [Google Scholar]
- Aslan, N.; Kaya, H. Beneficiation of chromite concentration waste by multi-gravity separator and high-intensity induced-roll magnetic separator. Arab. J. Sci. Eng. 2009, 34, 285. [Google Scholar]
- Ozkan, S.; Ipekoglu, B. Investigation of environmental impacts of tailings dams. Environ. Manag. Health 2002, 13, 242–248. [Google Scholar] [CrossRef]
- Tripathy, S.K.; Murthy, Y.R.; Farrokhpay, S.; Filippov, L.O. Design and analysis of dewatering circuits for a chromite processing plant tailing slurry. Miner. Process. Extr. Metall. Rev. 2021, 42, 102–114. [Google Scholar] [CrossRef]
- Baral, S.S.; Das, S.N.; Rath, P.; Chaudhury, G.R. Chromium (VI) removal by calcined bauxite. Biochem. Eng. J. 2007, 34, 69–75. [Google Scholar] [CrossRef]
- Li, Y.; Gao, B.; Wu, T.; Sun, D.; Li, X.; Wang, B.; Lu, F. Hexavalent chromium removal from aqueous solution by adsorption on aluminum magnesium mixed hydroxide. Water Res. 2009, 43, 3067–3075. [Google Scholar] [CrossRef] [PubMed]
- Cicek, T.; Cöcen, I. Applicability of Mozley multigravity separator (MGS) to fine chromite tailings of Turkish chromite concentrating plants. Miner. Eng. 2002, 15, 91–93. [Google Scholar] [CrossRef]
- Cicek, T.; Cocen, I.; Birlik, M. Applicability of multi-gravity separation to Kop chromite concentration plant. In Mineral Processing on the Verge of the 21st Century; Routledge: Oxfordshire, UK, 2017; pp. 87–92. [Google Scholar]
- Cicek, T.; Cöcen, I.; Samanli, S. Gravimetric concentration of fine chromite tailings. In Innovations in Mineral and Coal Processing, Balkema, Rotterdam, Proceedings of 7th International Mineral Processing Symposium, Istanbul, Turkey, 15–17 September 1998; Balkema: Brookfield, VT, USA, 1998; pp. 731–736. [Google Scholar]
- Tripathy, S.K.; Murthy, Y.R.; Singh, V. Characterisation and separation studies of Indian chromite beneficiation plant tailing. Int. J. Min. Proc. 2013, 122, 47–53. [Google Scholar] [CrossRef]
- Foot, D.; McKay, J.; Huiatt, J. Column flotation of chromite and fluorite ores. Can. Metall. Q. 1986, 25, 15–21. [Google Scholar] [CrossRef]
- Guney, A.; Dogan, M.; Onal, G. Beneficiation of Etibank Uckopru chromite tailings by column flotation. In Proceedings of the Column Flotation Symposium, Sudbury, ON, Canada, 2–6 June 1991; pp. 211–219. [Google Scholar]
- Ozdag, H.; Ucbas, Y.; Koca, S. Recovery of chromite from slime and table tailings by multi gravity separator. In Proceedings of the Innovations in Mineral Processing, Sudbury, Canada, 6–8 June 1994; pp. 267–278. [Google Scholar]
- Çiçek, T.; Cengizler, H.; Cöcen, İ. An efficient process for the beneficiation of a low grade chromite ore. Miner. Process. Extr. Metall. 2010, 119, 142–146. [Google Scholar] [CrossRef]
- Banerjee, T.H.; Sengupta, A.K.; Sutaone, A.T.; Gundewar, C.S. Beneficiation Practices in the Sukinda Valley Area Chromite Deposits. In Proceedings of the International Seminar on Mineral Processing Technology and Indo-Korean Workshop on Resource Recycling, Chennai, India, 8–10 March 2006; pp. 405–411. [Google Scholar]
- Feng, D.; Aldrich, C. Recovery of chromite fines from wastewater streams by column flotation. Hydrometallurgy 2004, 72, 319–325. [Google Scholar] [CrossRef]
- Akdemir, Ü.; Hiçyilmaz, C. Shear flocculation of chromite fines in sodium oleate solutions. Colloids Surf. A Physicochem. Eng. Asp. 1996, 110, 87–93. [Google Scholar] [CrossRef]
- Wesseldijk, Q.; Reuter, M.; Bradshaw, D.; Harris, P. The flotation behaviour of chromite with respect to the beneficiation of UG2 ore. Miner. Eng. 1999, 12, 1177–1184. [Google Scholar] [CrossRef]
- Visser, M. An overview of the history and current operational facilities of Samancor Chrome. South. Afr. Pyrometall. 2006, 2006, 285–296. [Google Scholar]
- Van Staden, Y.; Beukes, J.P.; van Zyl, P.G.; du Toit, J.S.; Dawson, N.F. Characterisation and liberation of chromium from fine ferrochrome waste materials. Miner. Eng. 2014, 56, 112–120. [Google Scholar] [CrossRef]
- Du Preez, S.P.; Beukes, J.P.; Van Dalen, W.P.J.; Van Zyl, P.G.; Paktunc, D.; Loock-Hatting, M.M. Aqueous solubility of Cr(VI) compounds in ferrochrome bag filter dust and the implications thereof. Water SA 2017, 43, 298–309. [Google Scholar] [CrossRef] [Green Version]
- Kleynhans, E.L.J.; Beukes, J.P.; Van Zyl, P.G.; Kestens, P.H.I.; Langa, J.M. Unique challenges of clay binders in a pelletised chromite pre-reduction process. Miner. Eng. 2012, 34, 55–62. [Google Scholar] [CrossRef]
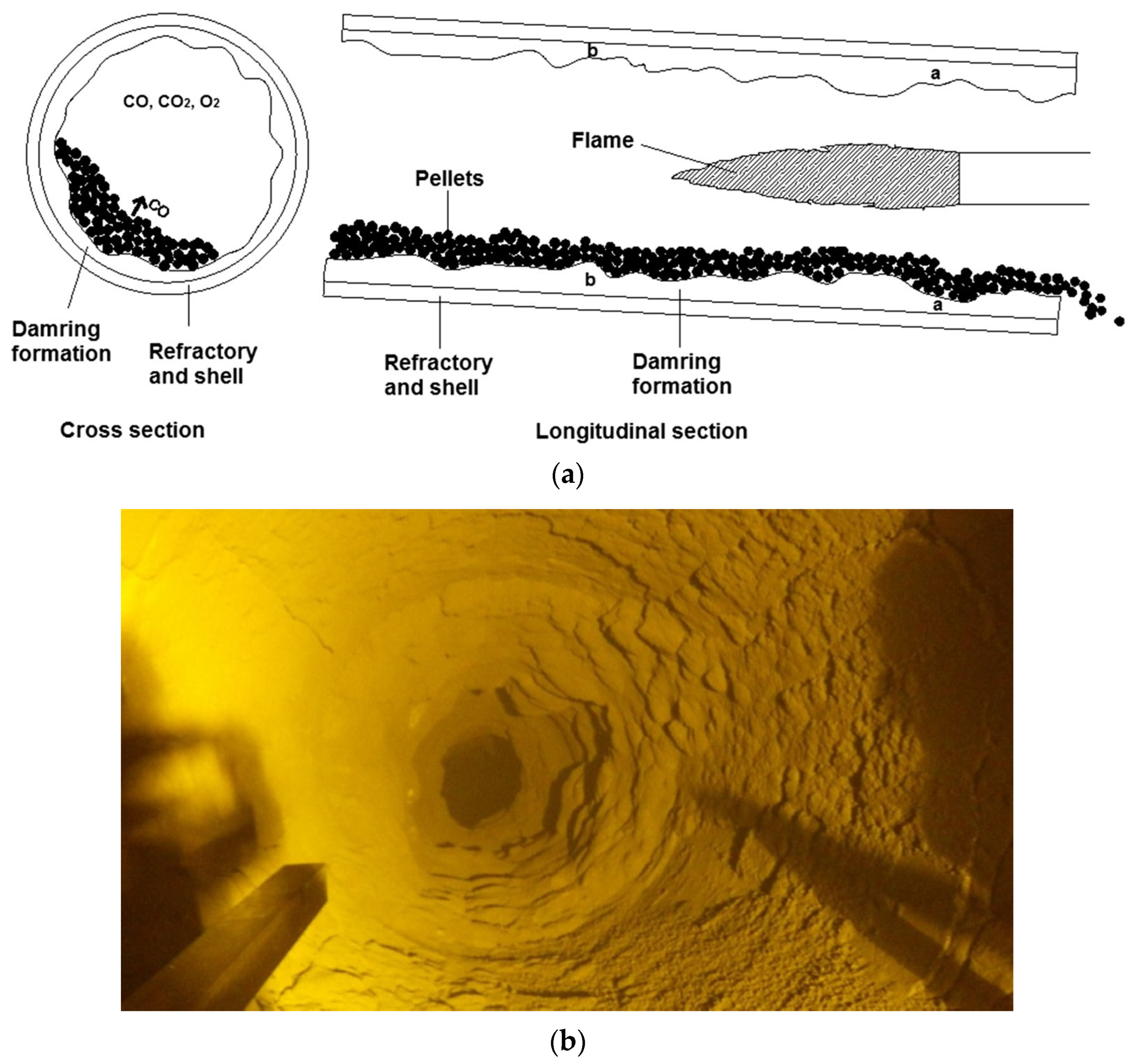
- van Staden, Y.; Beukes, J.P.; van Zyl, P.G.; Ringdalen, E.; Tangstad, M.; Kleynhans, E.L.; Bunt, J.R. Damring formation during rotary kiln chromite pre-reduction: Effects of pulverized carbonaceous fuel selection and partial pellet melting. Metall. Mater. Trans. B 2018, 49, 3488–3503. [Google Scholar] [CrossRef] [Green Version]
- Kleynhans, E.; Beukes, J.; van Zyl, P.; Fick, J. Techno-economic feasibility of a pre-oxidation process to enhance prereduction of chromite. J. S. Afr. Inst. Min. Metall. 2017, 117, 457–468. [Google Scholar] [CrossRef] [Green Version]
- Niemelä, P.; Krogerus, H.; Oikarinen, P. Formation, characterization and utilization of CO-gas formed in ferrochrome smelting. In Proceedings of the 12th International Ferroalloys Congress, Cape Town, South Africa, 6–9 June 2010; pp. 68–77. [Google Scholar]
- Zhao, B.; Hayes, P. Effects of oxidation on the microstructure and reduction of chromite pellets. In Proceedings of the INFACON XII 12th International Ferro Alloys Congress, Helsinki, Finland, 6–9 June 2010; pp. 263–273. [Google Scholar]
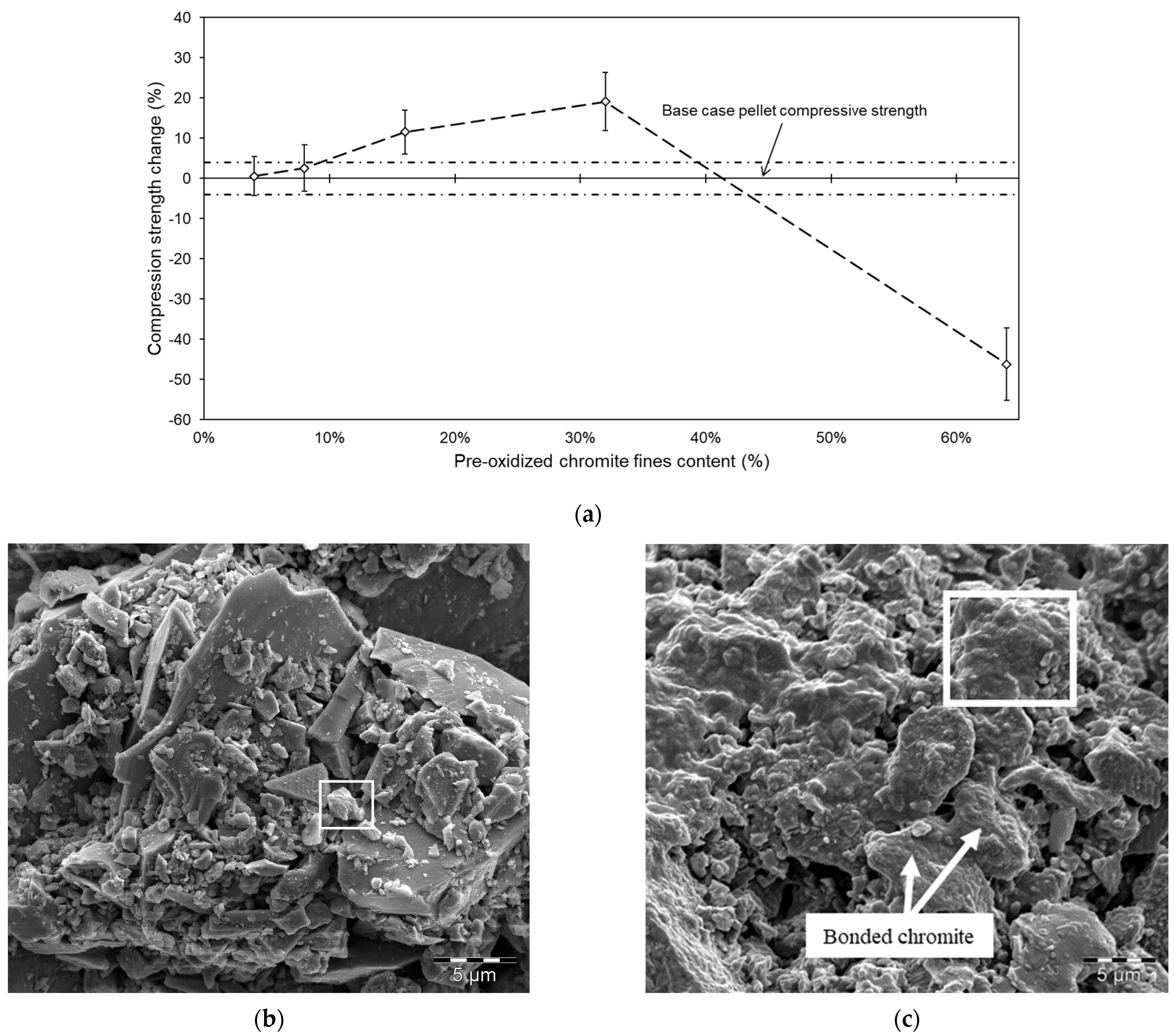
- Du Preez, S.P.; Beukes, J.P.; Paktunc, D.; Van Zyl, P.G.; Jordaan, A. Recycling pre-oxidized chromite fines in the oxidative sintered pellet production process. J. South. Afr. Inst. Min. Metall. 2019, 119, 207–215. [Google Scholar] [CrossRef] [Green Version]
- Kapure, G.; Tathavadkar, V.; Rao, C.; Rao, S.; Raju, K. Coal based direct reduction of preoxidized chromite ore at high temperature. In Proceedings of the 12th International Ferro-Alloys Congress (INFACON XII), Helsinki, Finland, 6–9 June 2010; pp. 293–301. [Google Scholar]
- Davies, J.; Tangstad, M.; Ringdalen, E.; Beukes, J.P.; Bessarabov, D.; du Preez, S.P. The Effect of Pre-Oxidation on the Reducibility of Chromite Using Hydrogen: A Preliminary Study. Minerals 2022, 12, 911. [Google Scholar] [CrossRef]
- Gericke, W.A. Environmental aspects of ferrochrome production. In Proceedings of the 7th International Ferroalloys Congress, Trondheim, Norway, 11–14 June 1995; pp. 131–140. [Google Scholar]
- Hesketh, H.E. Atomization and cloud behavior in venturi scrubbing. J. Air Pollut. Control Assoc. 1973, 23, 600–604. [Google Scholar] [CrossRef]
- Purser, D.A.; Maynard, R.L.; Wakefield, J.C. Toxicology, Survival and Health Hazards of Combustion Products; Royal Society of Chemistry: London, UK, 2015. [Google Scholar]
- Lind, B.B.; Fällman, A.M.; Larsson, L.B. Environmental impact of ferrochrome slag in road construction. Waste Manag. 2001, 21, 255–264. [Google Scholar] [CrossRef]
- Zelić, J. Properties of concrete pavements prepared with ferrochromium slag as concrete aggregate. Cem. Concr. Res. 2005, 35, 2340–2349. [Google Scholar] [CrossRef]
- Fares, A.I.; Sohel, K.; Al-Jabri, K.; Al-Mamun, A. Characteristics of ferrochrome slag aggregate and its uses as a green material in concrete–A review. Constr. Build. Mater. 2021, 294, 123552. [Google Scholar] [CrossRef]
- Karhu, M.; Talling, B.; Piotrowska, P.; Matas Adams, A.; Sengottuvelan, A.; Huttunen-Saarivirta, E.; Boccaccini, A.R.; Lintunen, P. Ferrochrome slag feasibility as a raw material in refractories: Evaluation of thermo-physical and high temperature mechanical properties. Waste Biomass Valorization 2020, 11, 7147–7157. [Google Scholar] [CrossRef]
- Panda, C.; Mishra, K.; Panda, K.; Nayak, B.; Nayak, B. Environmental and technical assessment of ferrochrome slag as concrete aggregate material. Constr. Build. Mater. 2013, 49, 262–271. [Google Scholar] [CrossRef]
- Rajashekar, K.; Reddy, C.S. An experimental study on use of ferrochrome slag aggregate in concrete making. ICI J. 2015, 15, 25–29. [Google Scholar]
- Al-Jabri, K.S.; Shoukry, H. Influence of nano metakaolin on thermos-physical, mechanical and microstructural properties of high-volume ferrochrome slag mortar. Constr. Build. Mater. 2018, 117, 210–221. [Google Scholar] [CrossRef]
- Islam, M.Z.; Sohel, K.M.; Al-Jabri, K.; Al Harthy, A. Properties of concrete with ferrochrome slag as a fine aggregate at elevated temperatures. Case Stud. Constr. Mater. 2021, 15, e00599. [Google Scholar] [CrossRef]
- Ojha, P.N.; Singh, A.; Singh, B.; Patel, V.; Ojha, P.; Singh, A.; Singh, B.; Patel, V. Experimental investigation on use of ferrochrome slag as an alternative to natural aggregates in concrete structures. Res. Eng. Struct. Mater. 2021, 7, 225–244. [Google Scholar] [CrossRef]
- Karakoç, M.B.; Türkmen, I.; Maraş, M.M.; Kantarci, F.; Demirboğa, R.; Toprak, M.U. Mechanical properties and setting time of ferrochrome slag based geopolymer paste and mortar. Constr. Build. Mater. 2014, 72, 283–292. [Google Scholar] [CrossRef]
- Sahu, N.; Biswas, A.; Kapure, G.U. A short review on utilization of ferrochromium slag. Miner. Process. Extr. Metall. Rev. 2016, 37, 211–219. [Google Scholar] [CrossRef]
- Loock, M.; Beukes, J.; Van Zyl, P. A survey of Cr(VI) contamination of surface water in the proximity of ferrochromium smelters in South Africa. Water SA 2014, 40, 709–716. [Google Scholar] [CrossRef] [Green Version]
- Loock-Hattingh, M.M.; Beukes, J.P.; van Zyl, P.G.; Tiedt, L.R. Cr(VI) and Conductivity as Indicators of Surface Water Pollution from Ferrochrome Production in South Africa: Four Case Studies. Metall. Mater. Trans. B 2015, 46, 2315–2325. [Google Scholar] [CrossRef]
- Maine, C.; Smit, J.; Giesekke, E. The Solid Stabilization of Soluble Wastes Generated in the South African Ferrochrome Industry; Water Research Commission Pretoria: Pretoria, South Africa, 2005. [Google Scholar]
- Bulut, V.N.; Ozdes, D.; Bekircan, O.; Gundogdu, A.; Duran, C.; Soylak, M. Carrier element-free coprecipitation (CEFC) method for the separation, preconcentration and speciation of chromium using an isatin derivative. Anal. Chim. Acta 2009, 632, 35–41. [Google Scholar] [CrossRef] [PubMed]
- Schubert, E.; Gottschling, R. Co-Generation: A Challenge for Furnace Off-Gas Cleaning Systems; Southern African Institute of Mining and Metallurgy: Johannesburg, South Africa, 2011; pp. 6–9. [Google Scholar]
- Normann, H.E. Policy networks in energy transitions: The cases of carbon capture and storage and offshore wind in Norway. Technol. Forecast. Soc. Change 2017, 118, 80–93. [Google Scholar] [CrossRef] [Green Version]
- du Preez, S.P.; Beukes, J.P.; van Zyl, P.G. Cr(VI) Generation During Flaring of CO-Rich Off-Gas from Closed Ferrochromium Submerged Arc Furnaces. Metall. Mater. Trans. B 2015, 46, 1002–1010. [Google Scholar] [CrossRef] [Green Version]
- Du Preez, S.P. Cr (VI) Generation during Flaring of Off-Gas from Closed Ferrochromium Submerged Arc Furnaces; North-West University, Potchefstroom Campus: Potchefstroom, South Africa, 2014. [Google Scholar]
- Molitor, B.; Richter, H.; Martin, M.E.; Jensen, R.O.; Juminaga, A.; Mihalcea, C.; Angenent, L.T. Carbon recovery by fermentation of CO-rich off gases–turning steel mills into biorefineries. Bioresour. Technol. 2016, 215, 386–396. [Google Scholar] [CrossRef] [PubMed]
- Dos Santos, M. Meeting the challenge of sustainability through technology development and integration in ferroalloy submerged arc furnace plant design. In Proceedings of the 12th International Ferroalloys Conference, (Infacon 12), Helsinki, Finland, 6–9 June 2010; pp. 6–9. [Google Scholar]
- Du Preez, S.P.; Beukes, J.P.; van Zyl, P.G.; Tangstad, M.; Tiedt, L.R. Silicon Carbide Formation Enhanced by In-Situ-Formed Silicon Nitride: An Approach to Capture Thermal Energy of CO-Rich Off-Gas Combustion. Metall. Mater. Trans. B 2018, 49, 3151–3163. [Google Scholar] [CrossRef] [Green Version]
- Optimal, P. 2019 Update: Eskom Tariff Increases vs. Inflation Since 1988 (with Projections to 2022). Available online: https://poweroptimal.com/2019-update-eskom-tariff-increases-vs-inflation-since-1988-with-projections-to-2022/#:~:text=From%202007%20to%202019%2C%20electricity,to%202021%20will%20be%20520%25 (accessed on 14 March 2023).
- Du Preez, S.; Maree, Z.; Beukes, J. Sodium Silicate Cold-Bonded Chromite Pellets for the Ferrochromium Industry–Identifying a Suitable Process. Mater. Res. 2020, 23, 1–13. [Google Scholar] [CrossRef]
- Zhou, Y.; Kawatra, S. Humic substance-based binder in iron ore pelletization: A review. Miner. Process. Extr. Metall. Rev. 2017, 38, 321–337. [Google Scholar] [CrossRef]
- Halt, J.; Kawatra, S. Review of organic binders for iron ore concentrate agglomeration. Min. Metall. Explor. 2014, 31, 73–94. [Google Scholar] [CrossRef]
- Srivastava, U.; Kawatra, S.K.; Eisele, T.C. Study of Organic and Inorganic Binders on Strength of Iron Oxide Pellets. Metall. Mater. Trans. B 2013, 44, 1000–1009. [Google Scholar] [CrossRef]
- Nelson, L.R. Evolution of the mega-scale in ferro-alloy electric furnace smelting. In Proceedings of the Minerals, Metals & Materials Society, San Diego, CA, USA, 16–20 February 2014. [Google Scholar]
- Halt, J.A.; Roache, S.C.; Kawatra, S.K. Cold bonding of iron ore concentrate pellets. Min. Proc. Ext. Met. Rev. 2015, 36, 192–197. [Google Scholar] [CrossRef]
- Lotosh, V. Steaming iron-ore pellets. Steel USSR 1973, 3, 450–452. [Google Scholar]
- Lotosh, V.; Efimov, A. Hardening of cement-binder pellets in a moist-air atmosphere at ordinary temperature. Steel USSR 1973, 3, 169–171. [Google Scholar]
- Eisele, T. A review of binders in iron ore palletization. Miner. Process. Extr. Metall. Rev. 2003, 24, 1–47. [Google Scholar] [CrossRef]
- Antony, M.; Tathavadkar, V.; Calvert, C.; Jha, A. The soda-ash roasting of chromite ore processing residue for the reclamation of chromium. Metall. Mater. Trans. B 2001, 32, 987–995. [Google Scholar] [CrossRef]
- Bessarabov, D.; Millet, P. PEM Water Electrolysis; Academic Press: London, UK, 2018; Volume 1. [Google Scholar]
- Bessarabov, D.; Pollet, B.G. Hydrogen (H2) Technologies in the Republic of South Africa. In Hydrogen in an International Context; River Publishers: Aalborg, Denmark, 2017; pp. 203–228. [Google Scholar]
- Liu, W.; Zuo, H.; Wang, J.; Xue, Q.; Ren, B.; Yang, F. The production and application of hydrogen in steel industry. Int. J. Hydrog. Energy 2021, 46, 10548–10569. [Google Scholar] [CrossRef]
- Bhaskar, A.; Assadi, M.; Nikpey Somehsaraei, H. Decarbonization of the iron and steel industry with direct reduction of iron ore with green hydrogen. Energies 2020, 13, 758. [Google Scholar] [CrossRef] [Green Version]
- Smialowski, M. Hydrogen in Steel: Effect of Hydrogen on Iron and Steel during Production, Fabrication, and Use; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Astier, J.; Krug, J.; de Pressigny, Y.D.L. Technico-economic potentialities of hydrogen utilization for steel production. Int. J. Hydrog. Energy 1982, 7, 671–679. [Google Scholar] [CrossRef]
- Toktarova, A.; Göransson, L.; Johnsson, F. Design of clean steel production with hydrogen: Impact of electricity system composition. Energies 2021, 14, 8349. [Google Scholar] [CrossRef]
- Wang, R.; Zhao, Y.; Babich, A.; Senk, D.; Fan, X. Hydrogen direct reduction (H-DR) in steel industry—An overview of challenges and opportunities. J. Clean. Prod. 2021, 329, 129797. [Google Scholar] [CrossRef]
- Otto, A.; Robinius, M.; Grube, T.; Schiebahn, S.; Praktiknjo, A.; Stolten, D. Power-to-steel: Reducing CO2 through the integration of renewable energy and hydrogen into the German steel industry. Energies 2017, 10, 451. [Google Scholar] [CrossRef] [Green Version]
- Tangstad, M.; Schanche, T.; du Preez, S.P. Use of H2 in Mn-Ferroalloy Production. In Advances in Pyrometallurgy: Developing Low Carbon Pathways; Springer: Berlin/Heidelberg, Germany, 2023; pp. 35–53. [Google Scholar]
- Davies, J.; Tangstad, M.; Schanche, T.; du Preez, S.P. Pre-reduction of United Manganese of Kalahari Ore in CO/CO2, H2/H2O, and H2 Atmospheres. Metall. Mater. Trans. B 2023, 54, 515–535. [Google Scholar] [CrossRef]
- Schanche, T.L.; Tangstad, M. Prereduction of Nchwaning Ore in CO/CO2/H2 Gas Mixtures. Minerals 2021, 11, 1097. [Google Scholar] [CrossRef]
- Larssen, T.A.; Senk, D.; Tangstad, M. Reduction of Manganese Ores in CO-CO2 Atmospheres. Metall. Mater. Trans. B 2021, 52, 363–381. [Google Scholar] [CrossRef]
- Ngoy, D.; Sukhomlinov, D.; Tangstad, M. Pre-reduction Behaviour of Manganese Ores in H2 and CO Containing Gases. ISIJ Int. 2020, 60, 2325–2331. [Google Scholar] [CrossRef]
- Aarnæs, T.S.; Tangstad, M.; Ringdalen, E. The Influence of H2 and CO Atmospheres on SiO Formation. In REWAS 2022: Energy Technologies and CO2 Management; Springer: Berlin/Heidelberg, Germany, 2022; Volume 2, pp. 161–171. [Google Scholar]
- Aarnæs, T.S.; Ringdalen, E.; Tangstad, M. Use of H2 and CH4 in the Silicon Process–A Literature Review. In Proceedings of the Silicon for the Chemical & Solar Industry, Trondheim, Norway, 15–18 June 2020. [Google Scholar]
- Korberg, A.D.; Thellufsen, J.Z.; Skov, I.R.; Chang, M.; Paardekooper, S.; Lund, H.; Mathiesen, B.V. On the feasibility of direct hydrogen utilisation in a fossil-free Europe. Int. J. Hydrog. Energy 2023, 48, 2877–2891. [Google Scholar] [CrossRef]
- Öhman, A.; Karakaya, E.; Urban, F. Enabling the transition to a fossil-free steel sector: The conditions for technology transfer for hydrogen-based steelmaking in Europe. Energy Res. Soc. Sci. 2022, 84, 102384. [Google Scholar] [CrossRef]
- Davies, J.; Paktunc, D.; Ramos-Hernandez, J.J.; Tangstad, M.; Ringdalen, E.; Beukes, J.P.; Bessarabov, D.G.; Du Preez, S.P. The Use of Hydrogen as a Potential Reductant in the Chromite Smelting Industry. Minerals 2022, 12, 534. [Google Scholar] [CrossRef]
- Dishwar, R.K.; Agrawal, S.; Mandal, A.K.; Sinha, O. Smelting process of chromite ore fines to produce crude Fe–Cr–Ni–N Alloy. Trans. Indian Inst. Met. 2020, 73, 537–542. [Google Scholar] [CrossRef]
- Pickles, C. In-Flight Plasma Reduction of Metal Oxides. JOM 1988, 40, 31–35. [Google Scholar] [CrossRef]
- Sabat, K.; Rajput, P.; Paramguru, R.; Bhoi, B.; Mishra, B. Reduction of oxide minerals by hydrogen plasma: An overview. Plasma Chem. Plasma Process. 2014, 34, 1–23. [Google Scholar] [CrossRef]
- Alcock, C. Plasma processing of oxide systems in the temperature range 1000–3000 K. Pure Appl. Chem. 1980, 52, 1817–1827. [Google Scholar] [CrossRef] [Green Version]
- Dalaker, H.; Eldrup, N.; Jensen, R.; Kvande, R. Techno-economic pre-feasibility study of a hydrogen plasma-based ferromanganese plant. In REWAS 2022: Developing Tomorrow’s Technical Cycles; Springer: Berlin/Heidelberg, Germany, 2022; Volume 1, pp. 647–658. [Google Scholar]
- Dalaker, H.; Hovig, E.W. Hydrogen Plasma-Based Reduction of Metal Oxides. In Advances in Pyrometallurgy: Developing Low Carbon Pathways; Springer: Berlin/Heidelberg, Germany, 2023; pp. 85–94. [Google Scholar]
- Tathavakar, V.D.; Antony, M.; Jha, A. The physical chemistry of thermal decomposition of South African chromite minerals. Metall. Mater. Trans. B 2005, 36, 75–84. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Origin Country | Cr2O3 % | Cr/Fe Ratio |
|---|---|---|
| South Africa (metallurgical grade) | 44 | 1.5 |
| South Africa (UG2) | 41 | 1.3 |
| Kazakhstan | 48 | 3.5 |
| India | 44 | 2.7 |
| Zimbabwe | 44 | 3.0 |
| Turkey | 41 | 3.0 |
| FeCr Grade | % Cr | % C | % Si | % P | % S |
|---|---|---|---|---|---|
| High-carbon | 45–70 | 4–10 | 0–10 | <0.05 | <0.10 |
| Medium-carbon | 55–75 | 0.5–4 | <1.5 | <0.05 | <0.05 |
| Low-carbon | 55–95 | 0.1–0.5 | <1.5 | <0.03 | <0.03 |
| Charge-grade | 53–58 | 5–8 | 3–6 |
| Furnace Type | Cr Recovery (%) | SEC (kWh·t−1) | EoS (Single Furnace Maximum Size/Single Furnace Output) |
|---|---|---|---|
| Semi-closed SAF (no raw material screening) | 70–75 | 4300 | 30 MVA/50 ktpa # |
| Closed SAF (oxidative sintered feed and pre-heating) | 83–88 | 3200 | 135 MVA/240 ktpa |
| Closed SAF (pre-reduced pelletized feed) | 88–92 | 2400 * | 66 MVA/160 ktpa |
| Closed DC arc furnace | 88–92 | 4200 | 60 MVA/110 ktpa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
du Preez, S.P.; van Kaam, T.P.M.; Ringdalen, E.; Tangstad, M.; Morita, K.; Bessarabov, D.G.; van Zyl, P.G.; Beukes, J.P. An Overview of Currently Applied Ferrochrome Production Processes and Their Waste Management Practices. Minerals 2023, 13, 809. https://doi.org/10.3390/min13060809
du Preez SP, van Kaam TPM, Ringdalen E, Tangstad M, Morita K, Bessarabov DG, van Zyl PG, Beukes JP. An Overview of Currently Applied Ferrochrome Production Processes and Their Waste Management Practices. Minerals. 2023; 13(6):809. https://doi.org/10.3390/min13060809
Chicago/Turabian Styledu Preez, Stephanus P., Tristan P. M. van Kaam, Eli Ringdalen, Merete Tangstad, Kazuki Morita, Dmitri G. Bessarabov, Pieter G. van Zyl, and Johan P. Beukes. 2023. "An Overview of Currently Applied Ferrochrome Production Processes and Their Waste Management Practices" Minerals 13, no. 6: 809. https://doi.org/10.3390/min13060809